Челночная система позиционирования формы для системы формирования листов стекла - RU2729662C2
Код документа: RU2729662C2
Чертежи








Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Данная заявка испрашивает приоритет предварительной заявки №62/249697 на патент США и предварительной заявки №62/249567 на патент США, которые обе поданы 2 ноября 2015 г., и описания каждой из этих заявок полностью включены в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Это изобретение относится к челночной системе позиционирования формы и к способу формования и транспортировки горячего листа стекла в системе гнутья листов стекла.
УРОВЕНЬ ТЕХНИКИ
[0003] Предшествующие челночные устройства для перемещения форм в многоступенчатых системах формования листов стекла раскрыты, например, в патентах США №№5 900 034, Mumford и соавт.; 5 906 668 Mumford и соавт.; 5 925 162 Nitschke и соавт.; 6 173 587 Mumford и соавт.; 6 718 798 Nitschke и соавт.; и 6 729 160 Nitschke и соавт.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Челночная система позиционирования формы в соответствии с настоящим изобретением для формования горячего листа стекла в системе обработки стекла содержит форму, которая имеет поверхность, определяющую первичную форму в которую следует отформовать лист стекла. Форма может содержать вакуумную камеру, соединенную с источником вакуума, и ряд отверстий, проходящих от поверхности формы в вакуумную камеру.
[0005] Челночная система также содержит опорный каркас формы, содержащий по меньшей мере одну соединительную поверхность для установки на ней формы.
[0006] Челночная система также содержит челночный каркас, содержащий пару в целом параллельных удлиненных балок, причем каждая из балок имеет по меньшей мере одну опорную поверхность рядом с одним концом балки для приема и поддержки на ней опорного каркаса формы.
[0007] По меньшей мере одна направляющая формы может быть установлена на опорной поверхности одной из балок для приема и фиксации положения опорного каркаса формы относительно челночного каркаса, чтобы не допускать перемещения опорного каркаса формы по отношению к челночному каркасу ни в каком направлении, когда опорный каркас формы поддерживается на нем. Может быть предусмотрена по меньшей мере одна другая направляющая формы, установленная на опорной поверхности другой из балок для приема и фиксации положения опорного каркаса формы относительно челночного каркаса, чтобы не допускать перемещения опорного каркаса формы в первом направлении по отношению к челночному каркасу, но допускать перемещение опорного каркаса формы во втором направлении по отношению к челночному каркасу, когда опорный каркас формы поддерживается на нем.
[0008] По меньшей мере один опорный колесный узел установлен вблизи каждой из балок челнока для размещения и поддержки каждой из балок при перемещении челночного каркаса с целью размещения поддерживаемой на нем формы в одном из нескольких желаемых местоположений обработки. Каждый опорный колесный узел содержит опорное колесо, а также может содержать привод для избирательного перемещения опорного колеса и поддерживаемой на нем балки в целом в вертикальном направлении. Челночный каркас также содержит приводной узел, перемещающий поддерживаемые балки челнока на опорном колесе (колесах) в целом в боковом направлении.
[0009] По меньшей мере одна направляющая челнока может быть установлена на по меньшей мере одном из опорных колесных узлов, связанных только с одной из балок, с целью расположения и предотвращения перемещения связанной балки челнока в первом боковом направлении относительно системы нагрева и формования, но с возможностью перемещения челнока во втором боковом направлении относительно системы нагрева и формования при размещении челнока и формы для обработки листа стекла в нескольких местоположениях в системе нагрева и формования.
[0010] В соответствии с другим аспектом настоящего изобретения, по меньшей мере один выравнивающий колесный узел может быть установлен для размещения в определенном положении каждой из балок при перемещении челночного каркаса с целью размещения формы в одном из нескольких желаемых местоположений, при этом выравнивающий колесный узел содержит выравнивающее колесо для вертикального выравнивания балки при размещении челнока. По меньшей мере одна выравнивающая направляющая может быть установлена на по меньшей мере одном из выравнивающих колесных узлов, связанных только с одной из балок, для размещения и выравнивания в боковом направлении связанной балки челнока относительно выбранной точки в системе нагрева и формования с целью расположения и предотвращения перемещения челнока в первом боковом направлении относительно системы нагрева и формования, но с возможностью перемещения челнока во втором боковом направлении относительно системы нагрева и формования при размещении челнока и формы для обработки листа стекла в нескольких местоположениях в системе нагрева и формования.
[0011] В соответствии с другим аспектом настоящего изобретения, форма содержит полную обращенную вниз поверхность и вакуумную камеру, имеющую ряд отверстий, проходящих с поверхности в вакуумную камеру, и опорный каркас формы содержит по меньшей мере один канал формы, функционально соединенный в первом местоположении с вакуумной камерой и содержащий отверстие во втором местоположении, образующее первый порт стыковки. По меньшей мере один источник вакуума может быть установлен на челночном каркасе рядом с концом балки, противоположным концу, имеющему опорную поверхность опорного каркаса формы. По меньшей мере один челночный канал может быть функционально связан в первом местоположении с источником вакуума и иметь отверстие во втором местоположении, образующее второй порт стыковки. Соединитель может быть предусмотрен для разъемного соединения первого порта стыковки со вторым портом стыковки, с обеспечением передачи вакуума от источника вакуума по челночному каналу и по каналу формы в вакуумную камеру для выборочного применения вакуума на обращенной вниз поверхности формы.
[0012] В соответствии с другим аспектом настоящего изобретения, предусматривается челночная система позиционирования формы, включающая один или несколько вышеописанных аспектов изобретения, для использования в трехступенчатой станции формования для формования горячего листа стекла, при этом челночная система позиционирования формы содержит первую верхнюю вакуумную форму, имеющую полную обращенную вниз поверхность, которая определяет первичную форму. Трехступенчатая станция формования содержит обращенную вверх нижнюю форму, принимающую лист стекла с первой верхней формы, так что лист стекла проседает под действием силы тяжести. Обращенная вниз вторая верхняя форма станции формования является комплементарной обращенной вверх нижней форме и взаимодействует с нижней формой для формования листа стекла с кривизной, соответствующей формам нижней формы и второй верхней формы.
[0013] Согласно другому аспекту настоящего изобретения, трехступенчатая станция формования также содержит конвейер, с которого первая верхняя форма принимает лист стекла, перед тем как челнок, содержащий первую верхнюю форму, перемещается в боковом направлении, чтобы расположить лист стекла над нижней формой, которая затем принимает лист стекла для последующего выполнения дополнительного формования со второй верхней формой. Этот раскрываемый вариант осуществления также содержит корпус, имеющий нагретую камеру, и имеет конвейер, выполненный в виде роликового конвейера для транспортировки горячего листа стекла в нагретую камеру корпуса вдоль горизонтальной плоскости транспортировки. Челнок может перемещаться в боковом направлении в нагретой камере для размещения первой верхней формы между положением захвата над роликовым конвейером и положением доставки, находящимся в боковом направлении на расстоянии от положения захвата. Массив газовых подъемных струй может быть расположен ниже плоскости транспортировки, чтобы подавать направленные вверх газовые струи для подъема листа стекла вверх с роликового конвейера к первой верхней форме, когда она находится в своем положении захвата, с целью первичного формования и удержания листа стекла на обращенной вниз поверхности первой верхней формы.
[0014] Вторая верхняя форма находится в боковом направлении в пределах нагретой камеры на расстоянии от положения захвата первой верхней формы и может вертикально перемещаться между верхним положением, расположенным над высотой плоскости транспортировки, и нижним положением, более близким к высоте плоскости транспортировки, и вторая верхняя форма имеет обращенную вниз поверхность выпуклой вниз формы, которая дополнительно определяет желаемую кривизну листа стекла.
[0015] Второй источник вакуума может быть предусмотрен для выборочного применения вакуума на обращенной вниз поверхности второй верхней формы. Нижняя форма находится в пределах нагретой камеры под второй верхней формой, а также под первой верхней формой после перемещения челнока и первой верхней формы в ее положение доставки с листом стекла, поддерживаемым на ней посредством вакуума, обеспечиваемого источником вакуума челнока. Затем воздействие вакуума челнока может быть прекращено, чтобы высвобождать лист стекла на нижнюю форму, и челнок получает команду переместить первую верхнюю форму назад в ее положение захвата.
[0016] Далее вторая верхняя форма перемещается вниз из своего верхнего положения в свое нижнее положение, чтобы взаимодействовать с нижней формой для дальнейшего прессового формования листа стекла, и затем вторая верхняя форма перемещается вверх в свое верхнее положение с формованным листом стекла, поддерживаемым на второй верхней форме посредством вакуума, обеспечиваемого на ее обращенной вниз поверхности источником вакуума, связанным со второй верхней формой.
[0017] Форма доставки опускается ниже формованного листа стекла на второй верхней форме в ее верхнем положении, после чего подача вакуума прекращается и лист стекла высвобождается со второй верхней формы на форму доставки, которая затем покидает станцию формования для доставки формованного листа стекла. Для управления нагревательной камерой, роликовым конвейером, челночной системой, содержащей первую верхнюю форму, массив газовых подъемных струй, вторую верхнюю форму, источник вакуума, нижнюю форму и форму доставки, могут использоваться одно или несколько управляющих устройств, с тем чтобы выполнять формование листа стекла и его доставку.
[0018] В одном раскрытом варианте осуществления каждый узел из первого опорного колесного узла, содержащего направляющую челнока, и первого выравнивающего колесного узла, содержащего выравнивающую направляющую, установлен для размещения одной из балок челнока в фиксированном положении относительно конвейера (например, в положении относительно выше по потоку), тогда как каждый узел из второго опорного колесного узла и второго выравнивающего колесного узла (каждый из которых не содержит направляющую челнока или выравнивающую направляющую) установлен для размещения другой балки челнока в другом фиксированном положении относительно конвейера (например, в положении относительно ниже по потоку). Эта компоновка, таким образом, гарантирует, что челнок устанавливается в выбранном фиксированном местоположении (например, выше по потоку) при его размещении и изменении положения между положением захвата над роликовым конвейером и положением доставки в станции формования, находящимся в боковом направлении на расстоянии от положения захвата, тогда как второй опорный колесный узел и второй выравнивающий колесный опорный узел поддерживают и вертикально выравнивают другую балку челнока при ее размещении в определенном положении, но не фиксируют эту балку в местоположении выше/ниже по потоку, что обеспечивает возможность некоторого перемещения этой балки челнока в результате теплового расширения/сжатия челнока.
[0019] В другом аспекте раскрытого варианта осуществления направляющая формы для приема и фиксации положения опорного каркаса формы относительно челночного каркаса с целью предотвращения перемещения опорного каркаса формы относительно челночного каркаса в любом направлении установлена на той же балке челнока, что и первый опорный колесный узел и первый выравнивающий колесный узел, для того чтобы таким образом обеспечить аналогичную установку формы в выбранном фиксированном местоположении относительно челнока формы (и, таким образом, конвейера; например, выше по потоку), тогда как вторая направляющая формы установлена на опорной поверхности другой балки челнока (например, ниже по потоку) с целью приема и фиксации положения опорного каркаса формы относительно челночного каркаса для предотвращения перемещения опорного каркаса формы в первом направлении относительно челночного каркаса (например, по длине балки челнока), но с возможностью перемещения опорного каркаса формы во втором направлении (например, вверх/вниз по потоку), за счет чего аналогичным образом обеспечивается возможность некоторого перемещения формы и каркаса формы относительно этой балки челнока в результате теплового расширения/сжатия.
[0020] Несмотря на то, что проиллюстрированы и раскрыты примерные варианты осуществления, такое раскрытие не следует толковать как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть осуществлены без отступления от объема настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0021] На фиг. 1 представлен перспективный вид одного варианта осуществления челночной системы позиционирования формы в соответствии с изобретением.
[0022] На фиг. 2 представлен частичный вид сверху по фиг. 1.
[0023] На фиг. 3 представлен частичный вид сбоку формы, опорного каркаса формы и вакуумного канала, на котором первый и второй порты стыковки показаны разъединенными и смещенными по вертикали.
[0024] На фиг. 4 представлен частичный перспективный вид опорной поверхности на одной из балок челнока, содержащей направляющий элемент формы, при этом сопутствующая часть каркаса формы удалена.
[0025] На фиг. 5 представлен частичный перспективный вид опорной поверхности на другой из балок челнока, содержащей другой направляющий элемент формы, при этом сопутствующая часть каркаса формы удалена.
[0026] На фиг. 6 представлен увеличенный вид с торца в частичном поперечном разрезе одного из опорных колесных узлов челнока, установленного для поддержки одной из балок челнока.
[0027] На фиг. 7 представлен увеличенный вид с торца в частичном поперечном разрезе другого из опорных колесных узлов челнока, содержащего направляющую челнока, установленную для горизонтального выравнивания балки челнока, противоположной балке, представленной на фиг. 6.
[0028] На фиг. 8 представлен увеличенный вид одного из выравнивающих колесных узлов челнока, содержащего выравнивающую направляющую.
[0029] На фиг. 9 представлен увеличенный вид другого из выравнивающих колесных узлов челнока для поддержки балки, противоположной балке, представленной на фиг. 8.
[0030] На фиг. 10 представлен частичный вид сбоку челнока, содержащий виды в разрезе заднего кулачкового приводного узла, переднего опорного колесного узла челнока и челнока в поднятых положениях.
[0031] На фиг. 11 представлен частичный вид сбоку челнока, содержащий виды в разрезе заднего кулачкового приводного узла, переднего опорного колесного узла челнока и челнока в опущенных положениях.
[0032] На фиг. 12 представлен схематический вид в вертикальном разрезе системы обработки листа стекла, включающей трехступенчатую станцию формования, в которой может применяться раскрываемая челночная система вакуумной формы для трехступенчатого формования горячего листа стекла.
[0033] На фиг. 13 представлен вид в разрезе, полученный через станцию формования в направлении линии 13-13, показанной на фиг. 12, иллюстрирующий один вариант осуществления трехступенчатой станции формования настоящего изобретения, которая включает первую и вторую верхнюю формы, нижнюю форму и форму доставки для выполнения состоящего из трех стадий формования горячего листа стекла со сложной кривизной.
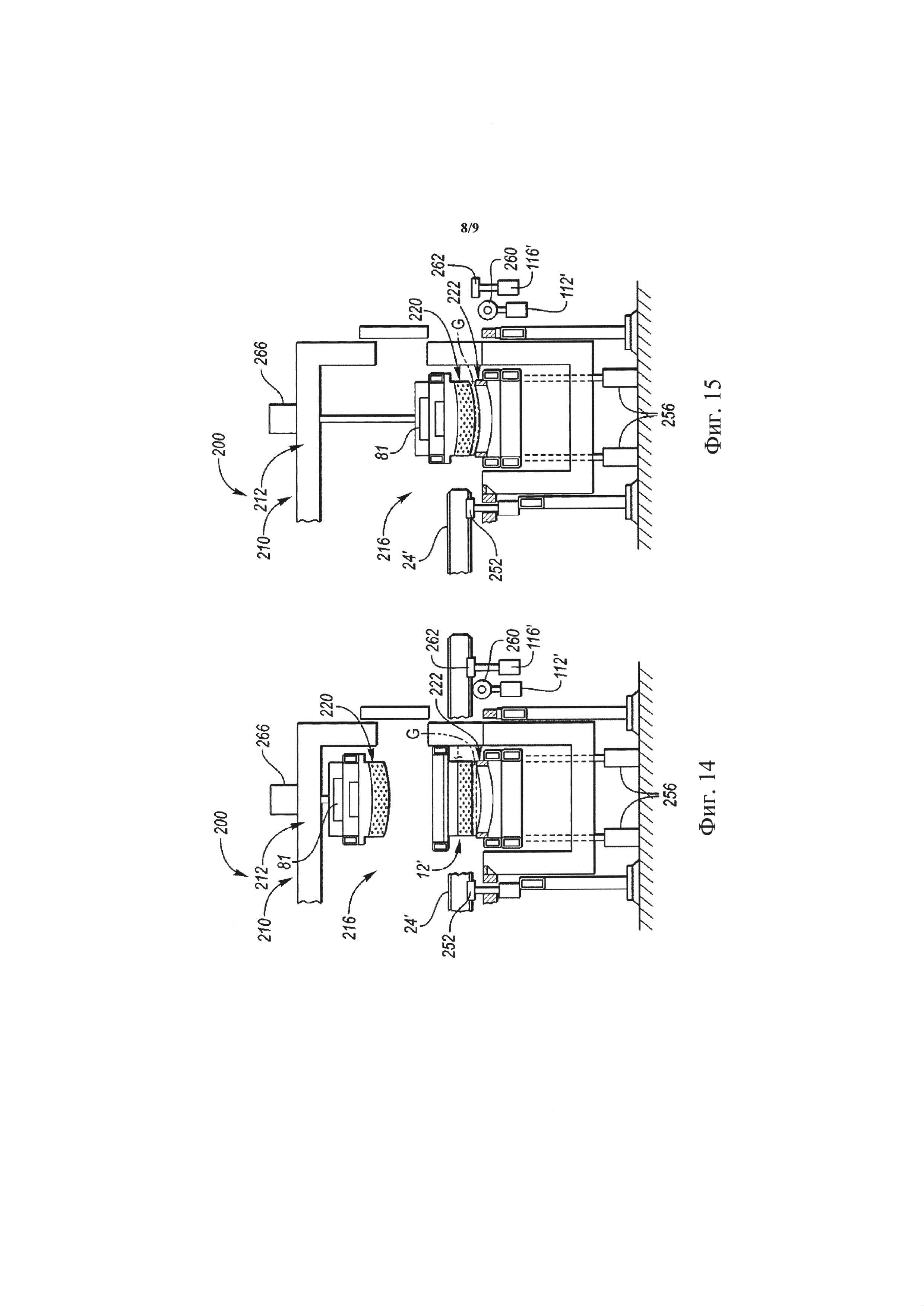
[0034] На фиг. 14 и фиг. 15 представлены частичные виды фиг. 13, иллюстрирующие обработку листа стекла в ходе цикла работы системы.
[0035] На фиг. 16 представлена блок-схема, иллюстрирующая операцию трехступенчатого формования горячего листа стекла варианта осуществления станции формования, показанного на фиг. 12-15.
ПОДРОБНОЕ ОПИСАНИЕ
[0036] В данном описании изобретения в необходимом объеме раскрыт подробный вариант осуществления настоящего изобретения. Однако следует понимать, что раскрытый вариант осуществления является только примером осуществления изобретения, которое может быть воплощено в различных и альтернативных формах. Фигуры не обязательно выполнены с соблюдением масштаба. Некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как на практике реализовать настоящее изобретение.
[0037] Обращаясь к фиг. 1-3, челночная система позиционирования формы, в общем обозначенная ссылочной позицией 10, для использования при формовании горячего листа стекла в системе обработки листов стекла содержит форму 12, имеющую поверхность, которая определяет первичную форму, в которую следует отформовать лист стекла. Форма может содержать вакуумную камеру, соединенную с по меньшей мере одним источником вакуума (два из которых представлены на фиг. 1 как ν1 и ν2), и ряд отверстий (представленных на фиг. 13 ссылочной позицией 82), проходящих от поверхности формы в вакуумную камеру.
[0038] Челночная система также содержит опорный каркас 16 формы, содержащий по меньшей мере одну соединительную поверхность 18 для установки на ней формы 12. Челночная система 10 также содержит челночный каркас 20, содержащий пару в целом параллельных удлиненных балок 22, 24, при этом каждая из балок 22, 24 содержит по меньшей мере одну опорную поверхность 26, 28 вблизи одного конца балки для размещения и поддержки на ней опорного каркаса 16 формы.
[0039] Обращаясь теперь к фиг. 1, 2, 6, 7, 10 и 11, челночная система 10 также содержит по меньшей мере один опорный колесный узел (ссылочными позициями 30 и 32 представлены два узла), установленный вблизи каждой из балок 22, 24 челнока для размещения и поддержки каждой из балок 22, 24 при перемещении челночного каркаса 20 в горизонтальном и вертикальном направлениях с целью размещения формы 12 в одном из нескольких желаемых местоположений обработки.
[0040] Каждый опорный колесный узел 30, 32 содержит опорное колесо 34, 36 для поддержки балок 22, 24 при перемещении челнока 20 формы (и каждой из балок 22, 24) в целом в горизонтальном направлении. Опорные колесные узлы 30, 32 могут также содержать привод 38 для избирательного перемещения при необходимости каждого из опорных колес 34, 36 и поддерживаемых на них балок 22, 24 челнока в целом в вертикальном направлении (как более подробно описано далее).
[0041] Обращаясь к фиг. 7, на по меньшей мере одном из опорных колесных узлов 32, связанных только с одной из балок 24, может быть установлена по меньшей мере одна направляющая 40 челнока для приема и фиксации положения челночного каркаса 20 относительно станции формования (представлена на фиг. 13 ссылочной позицией 210) системы нагрева и формования (представлена на фиг. 13 ссылочной позицией 200) с целью расположения и предотвращения перемещения челночного каркаса 20 в первом боковом направлении относительно системы 200 нагрева и формования, но с возможностью перемещения челночного каркаса 20 во втором боковом направлении относительно системы 200 нагрева и формования при размещении челночного каркаса 20 и формы (представлена на фиг. 1 ссылочной позицией 12, а на фиг. 13 - ссылочной позицией 12') для обработки листа стекла в нескольких местоположениях в системе 200 нагрева и формования. В раскрытом варианте осуществления направляющая 40 челнока содержит пару вращающихся направляющих колес 42 и 44, установленных на противоположных боковых сторонах балки 24 с целью вхождения в контакт с противоположными сторонами балки 24 и размещения балки в определенном положении при ее транспортировке на опорном колесе 36.
[0042] Обращаясь к фиг. 6 и 7, каждый из опорных колесных узлов 30 и 32 может быть снабжен охладительными каналами 60, 62, через которые с целью охлаждения любых выбранных компонентов опорного колесного узла может циркулировать охладитель. Направляющая 40 челнока аналогичным образом может содержать охладительные каналы и охладитель для охлаждения выбранных компонентов направляющей челнока.
[0043] В соответствии с другим аспектом настоящего изобретения, представленным на фиг. 1, 8 и 9, по меньшей мере один выравнивающий колесный узел 46, 48 может быть установлен для поддержки и размещения в определенном вертикальном положении, соответственно, каждой из балок 22, 24 при перемещении челночного каркаса 20 с целью позиционирования формы 12 в одном из нескольких требуемых местоположений. Выравнивающий колесный узел 46, 48 содержит выравнивающее колесо 50, 52 для поддержки и позиционирования, соответственно, каждой из балок 22 и 24. Каждый выравнивающий колесный узел 46, 48 может также содержать привод 114, 112 или, в качестве альтернативы, пружинный механизм, функционально соединенный с выравнивающим колесом 50, 52 для обеспечения некоторой амортизации и вертикального позиционирования при перемещении балки 22, 24 челнока на колесе 50, 52.
[0044] Кроме того, как представлено на фиг. 8, в раскрытом варианте осуществления по меньшей мере одна выравнивающая направляющая 54 может быть установлена на по меньшей мере одном из выравнивающих колесных узлов 48, связанных только с одной из балок 24 для размещения и выравнивания челночного каркаса 20 относительно системы 200 нагрева и формования с целью расположения и предотвращения перемещения челночного каркаса 20 в первом боковом направлении относительно системы 200 нагрева и формования, но с возможностью перемещения челночного каркаса 20 во втором боковом направлении (т.е. в направлении передвижения челночного каркаса 20) относительно системы 200 нагрева и формования при размещении челночного каркаса 20 и формы 12 для обработки листа стекла в нескольких местоположениях в системе 200 нагрева и формования. В раскрытом варианте осуществления выравнивающая направляющая 54 содержит пару вращающихся направляющих колес 56 и 58, установленных на противоположных сторонах балки 24 с целью вхождения в контакт с противоположными сторонами балки 24 при транспортировке балки на выравнивающем колесе 52. И снова, с каждым направляющим колесом 56, 58 может быть функционально соединен амортизирующий механизм, такой как пружина 116, 118 или, в качестве альтернативы, пневмоцилиндр, для обеспечения некоторой податливости при вхождении балки 24 в контакт с направляющим колесом 56, 58.
[0045] Челночный каркас 20 может приводиться в движение традиционной приводной системой, такой как, например, ременная приводная система 64, представленная на фиг. 1, с целью позиционирования челночного каркаса 20 в различных желаемых положениях, требуемых для системы формования стекла, в которой используется челночный каркас 20. Например, в раскрытом варианте осуществления, представленном на фиг. 12-15, приводом 64 (представленным на фиг. 1) можно управлять с целью позиционирования челночного каркаса 20 в полностью втянутое положение или из (1) него, в котором форма 12, 12' расположена вне нагретой среды системы формования листов стекла, например, когда производится замена формы или когда производится техническое обслуживание или ремонт формы и/или челнока, (2) исходное положение захвата стекла или из него, представленное на фиг. 13, и (3) конечное положение станции формования или из него, представленное на фиг. 14. Будет понятно, что для перемещения челночного каркаса 20, 20' могут использоваться и другие традиционные приводные системы.
[0046] Снова обращаясь к фиг. 1-3, в соответствии с другим аспектом изобретения, форма 12 может содержать полностью обращенную вниз поверхность 80, определяющую первичную форму, формованию в которую подлежит лист стекла, и вакуумную камеру, содержащую ряд отверстий 82 (представлены на фиг. 13), проходящих с поверхности в вакуумную камеру. Опорный каркас 16 формы содержит по меньшей мере один канал 84 формы, функционально соединенный с источником вакуума в первом местоположении и содержащий во втором местоположении отверстие, образующее первый порт 86 стыковки. По меньшей мере один источник вакуума, такой как генератор вакуума, представленный на фиг. 1 как ν1 и/или ν2, может быть установлен на челночном каркасе 20 вблизи конца одной или обеих балок 22, 24, противоположного концу, содержащему опорные поверхности 26 и 28 опорного каркаса формы. С генератором вакуума в первом местоположении может быть соединен по меньшей мере один челночный канал 88, содержащий во втором местоположении отверстие, образующее второй порт 90 стыковки.
[0047] Соединитель 92 может быть предусмотрен для разъемного соединения первого порта стыковки со вторым портом стыковки, с обеспечением передачи вакуума от источника вакуума по челночному каналу и по каналу формы в вакуумную камеру для выборочного применения вакуума на обращенной вниз поверхности формы. Дополнительные подробности вакуумного челночного узла формы, содержащего быстроразъемные порты стыковки, можно найти в заявке №62/249567 на патент США (номер патентного реестра GLT 1990 PRV), описание которой полностью включено в данный документ.
[0048] В раскрытом варианте осуществления, представленном на фиг. 2-4, первая направляющая 66 формы установлена на одной из контактных поверхностей 28 балок (показана на балке 24) для приема и фиксации положения опорного каркаса 16 формы (и формы 12) относительно челночного каркаса 20 с целью предотвращения перемещения опорного каркаса 16 формы относительно челночного каркаса 20 в любом направлении при поддержке опорного каркаса формы на нем. Первая направляющая 66 может содержать ключ 68 совмещения, являющийся неподвижным и проходящий вверх от опорной поверхности 28 балки (или, в качестве альтернативы, выступающий вниз из каркаса 16 формы), и комплиментарный приемник (или паз для ключа) 70, расположенный на опорном каркасе 16 формы (или, в качестве альтернативы, на опорной поверхности 28 балки) так, чтобы когда форма 12 и опорный каркас 16 формы установлены на челночном каркасе 20, ключ совмещения 68 размещался внутри паза 70 для ключа, таким образом выравнивания форму 12 в фиксированном положении. В раскрытом варианте осуществления ключ 68 совмещения направляющей формы имеет форму «+», и таким образом вхождение в зацепление с пазом 70 для ключа соответствующей формы на каркасе 16 формы обеспечивает фиксацию каркаса 16 формы на месте относительно балки 24 в местоположении направляющей 66. Будет понятно, что ключ 68 и паз 70 для ключа альтернативно могут быть выполнены в других комплиментарных формах, таких как «X»-образная, до тех пор, пока вхождение ключа 68 в зацепление в пазу 70 для ключа ограничивает все перемещение каркаса 16 формы относительно балки 24 челночного каркаса 20 в этом местоположении.
[0049] Обращаясь к фиг. 1-3 и 5, может быть предусмотрена вторая направляющая 72 формы (наилучшим образом представленная на фиг. 5), и эта направляющая 72 формы может быть установлена на опорной поверхности 26 другой из балок 22 для фиксации каркаса 16 формы в желаемом местоположении на балке 22. В раскрытом варианте осуществления направляющая 72, связанная с балкой 22, содержит второй ключ 74 и паз для ключа комплиментарной формы, установленные, соответственно, на балке 22 и каркасе 16 формы (или vice versa) с целью фиксации расположения каркаса 16 формы по одной оси (такой как длина) балки 22, но с возможностью перемещения каркаса 16 формы по другой оси (такой как ширина) балки 22 с целью предотвращения перемещения опорного каркаса 16 формы в первом направлении относительно челночного каркаса 20 (например, параллельно горизонтальному направлению передвижения челночного каркаса 20), но с возможностью перемещения опорного каркаса 16 формы во втором направлении относительно челночного каркаса 20 (например, поперечно направлению передвижения челночного каркаса 20) при поддержке опорного каркаса 16 формы на нем. В раскрытом варианте осуществления второй ключ 74 на направляющей 72 формы имеет форму «-», и соответствующий паз для ключа представляет собой паз, имеющий размер, подходящий для приема в него ключа 74, однако позволяющий ключу скользить в одном направлении (например, поперечно длине челночного каркаса).
[0050] При использовании первого ключа 68 направляющей формы и второго ключа 74 направляющей формы с описанными формами форма 12 и каркас 16 формы являются выровненными в фиксированном положении по длине опорных балок 22, 24 челнока, а также в фиксированном положении относительно одной из балок 24, но с возможностью перемещения формы 12 и каркаса 16 формы в направлении, поперечном балке 22, с целью выравнивания формы в фиксированной точке на челночном каркасе 20, но с допущением, например, теплового расширения или сжатия, которые могут являться результатом перемещения формы 12 и каркаса 16 формы внутрь нагретой среды и из нее.
[0051] Поэтому также следует понимать, что в раскрытом варианте осуществления каждый из опорного колесного узла 32 и выравнивающего колесного узла 48 содержит, соответственно, направляющую 40 челнока и выравнивающую направляющую 54 для размещения и поддержания балки 24 челночного каркаса 20 в фиксированном местоположении в направлении, поперечном направлению транспортировки челнока (например, на расположенной выше по потоку стороне конвейера 206, представленного на фиг. 12), тогда как каждый из опорного колесного узла 30 и выравнивающего колесного узла 46 не содержит направляющих, обеспечивая возможность некоторого перемещения балки 22 в направлении, поперечном направлению транспортировки челночного каркаса 20 (например, на расположенной ниже по потоку стороне конвейера 206), с целью приспособления к тепловому расширению/сжатию челночного каркаса 20. В раскрытом варианте осуществления направляющая 66 формы аналогично ограничивает перемещение формы 12, также относительно балки 24, тогда как направляющая 72 формы допускает некоторое перемещение опоры 16 формы на балке 22 в направлении, поперечном направлению передвижения челночного каркаса 20, также для приспособления к тепловому расширению/сжатию формы 12 и/или опоры 16 формы в этом направлении.
[0052] Обращаясь теперь к фиг. 12 и 13, раскрытая челночная система 10 позиционирования формы (обозначенная на фиг. 13 ссылочной позицией 10') может быть использована в системе формования листов стекла, в целом обозначенной ссылочной позицией 200, которая содержит печь 202, имеющую нагревательную камеру 204 для обеспечения нагретой среды для нагрева листов стекла. Конвейер 206 системы транспортирует нагретый лист стекла в целом в горизонтально направленной ориентации и предпочтительно относится к типу роликовых конвейеров, включающих ролики 208, такие как те, что раскрыты в патентах США №№: 3 806 312 McMaster; 3 934 970 McMaster и соавт., 3 947 242 McMaster и соавт.; и 3 994 711 McMaster и соавт. Трехступенчатая станция 210 формования системы 200 сконструирована согласно настоящему изобретению и осуществляет его способ, поэтому станция формования и способ формования описаны во взаимосвязи друг с другом, чтобы способствовать пониманию разных аспектов настоящего изобретения. Станция 210 формования имеет конструкцию для прессования, которая в некоторой степени сходна с конструкцией, раскрытой в вышеупомянутом патенте США 4 661 141 и в других патентах США, отмеченных выше в разделе «Уровень техники» настоящей заявки. Кроме того, станция 210 формования имеет изолированный корпус 212, образующий нагретую камеру 214, в которой размещена установка 216 для формования станции формования, как лучше всего видно на фиг. 13.
[0053] Как представлено на фиг. 12-15, в установке 216 формования листов стекла может использоваться раскрытая челночная система 10' позиционирования формы, содержащая первую верхнюю форму 12', которая захватывает размягченный лист стекла с конвейера 206 нагревателя в ходе первой стадии формования горячих листов стекла, затем перемещает лист стекла горизонтально в положение доставки, представленное на фиг. 14, в котором расположена нижняя форма 222, и высвобождает лист G стекла на нижнюю форму 222 для частичного формования стекла за счет проседания под действием силы тяжести. Следует отметить, что в данном раскрытом варианте осуществления для проседания под действием силы тяжести имеется относительно ограниченное время, для того чтобы форму можно было контролировать более точно.
[0054] После того как первая верхняя форма 12' выкладывает лист стекла на нижнюю форму 222, первая верхняя форма 12' перемещается обратно из своего положения доставки, показанного на фиг. 14, в свое положение захвата, показанное на фиг. 13, а вторая верхняя форма 220 перемещается вниз, как показано на фиг. 15, для прессового формования листа стекла во взаимодействии с нижней формой 222. Также при желании можно выполнять некоторое вакуумное формование стекла на лицевой поверхности 270 второй верхней формы 220. После прессового формования вторая верхняя форма 220 перемещается вверх, причем лист стекла поддерживается на ее обращенной вниз поверхности 270 за счет создаваемого вакуума, а форма 224 доставки, показанная на фиг. 13, перемещается с послеформовочной станции (такой как, например, станция 226 закалки) на станцию 210 формования, чтобы принять формованный лист стекла для вывода его из станции 210 формования (например, на станцию 226 закалки раскрываемого варианта осуществления) для дальнейшей обработки.
[0055] Как показано на фиг. 13, в этом раскрываемом варианте осуществления первая верхняя форма 12' имеет опорный каркас 16', который поддерживается челночным каркасом 20', включающим удлиненные балки 22', 24' (показана только одна), которые перемещаются приводным устройством 242 посредством соединения 244 (таким как, например, соответствующим образом управляемая приводная система 64, представленная на фиг. 1). Эти балки 22', 24' поддерживаются связанными опорными роликами 246, установленными на приводе 248, для обеспечения вертикального перемещения балок (и, таким образом, вертикального перемещения первой верхней формы 12') в ходе их работы. Более конкретно, первую верхнюю форму 12' можно перемещать вниз, например, на расстояние приблизительно полдюйма (12-15 мм) до конвейера 206 для первичного захвата листа стекла и затем перемещать ее вверх, чтобы поднимать над щитками 250, расположенными над концами роликов 208 конвейера. Боковые ролики 252 также вступают в контакт с балками, обеспечивая позиционирование в боковом направлении в ходе перемещения первой верхней формы 12' между ее положением захвата, представленным на фиг. 13, и ее положением доставки, представленным на фиг. 14. Дополнительные выравнивающие ролики 260, 262 могут быть расположены на стороне выхода из станции 210 формования, что наилучшим образом представлено на фиг. 14, для поддержки и размещения балок 22', 24' при перемещении челночного каркаса 20' и формы 12' в положение доставки.
[0056] Таким образом, станция 210, изображенная на фиг. 12-15, имеет три стадии работы, в ходе которых лист стекла может быть формован на первой верхней форме 12' с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, под действием силы тяжести на нижней форме 222 после приема туда с первой верхней формы 12' в ее положении доставки, показанном на фиг. 14, и, наконец, путем прессового формования между второй верхней формой 220 и нижней формой 222 и/или путем вакуумного формования на второй верхней форме 220, как показано на фиг. 15. Будет понятно, что раскрытая челночная система 10 позиционирования формы может применяться в других многоступенчатых системах формования, таких как другие варианты осуществления трехступенчатых систем формования, причем эти системы формования могут включать дополнительные детали, как раскрыто в патенте США №9 452 458 В2, озаглавленном «Three Stage Forming Station And Method For Forming A Hot Glass Sheet With Transverse Curvature (Трехступенчатая станция формования и способ формования горячего листа стекла с поперечной кривизной)», раскрытие которой полностью включено в данную заявку.
[0057] Снова возвращаясь к фиг. 13, нижнюю форму 222, как показано, может поддерживать каркас 254, который поддерживается приводными устройствами 256, такими как винтовые домкраты, для вертикального перемещения. Это вертикальное перемещение может быть направлено вниз, чтобы позволять первой верхней форме 12' перемещаться над нижней формой 222, а затем вверх, чтобы высвобождение листа стекла происходило на более близком расстоянии для управления позиционированием. В дополнение, вертикальное перемещение нижней формы 222 также можно использовать совместно с вертикальным перемещением второй верхней формы 220 с целью выполнения прессового гнутья.
[0058] Массив 258 газовых подъемных струй может быть включен в станцию формования, как изображено на фиг. 13. Массив 258 газовых подъемных струй находится ниже плоскости С транспортировки горячего листа стекла и содержит газоструйные насосы, которые подают направленные вверх газовые струи, чтобы поднимать лист G стекла вверх над роликовым конвейером 206 для первичного формования и удерживания листа стекла на обращенной вниз поверхности 80 (показана на фиг. 3) первой верхней формы 12', которую затем помещают над нижней формой, как было описано ранее, с листом стекла, удерживаемым на ее обращенной вниз поверхности, как показано на фиг. 14. Газоструйные насосы могут быть такого типа, как раскрыто в патентах США 4 204 854 McMaster и соавт. и 4 356 018 McMaster и соавт., так что для обеспечения поднятия первичный газовый поток из них индуцирует вторичный газовый поток, во много раз превышающий величину первичного газового потока. Обращенная вниз поверхность 80 первой верхней формы 12' также имеет массив вакуумных отверстий 82, через которые может подаваться вакуум, чтобы также обеспечивать начальное поднятие листа стекла, а затем удерживание листа стекла, как описано в данном документе. Высвобождение листа стекла может обеспечиваться за счет прекращения подачи вакуума, а также путем доставки газа под избыточным давлением к поверхности 80 формы.
[0059] Следует понимать, что один вариант осуществления массива 258 газовых подъемных струй раскрывается в одновременно рассматриваемой родственной заявке №14/929 799 (Номер патентного реестра GLT 1993 PUS) на патент США, озаглавленной «Lift Device For A Glass Processing System (Подъемное устройство для системы обработки стекла)», раскрытие которой полностью включено в данную заявку.
[0060] В одном варианте осуществления раскрытой системы трехступенчатого формования, представленной на фиг. 12-15, опорные ролики 246, привод 248 и боковые ролики 252 могут совместно содержать первый опорный колесный узел 32, содержащий первую направляющую 40 челнока (такого типа как представленная на фиг. 7) и первый выравнивающий колесный узел 48, содержащий выравнивающую направляющую 54 (такого типа как представленная на фиг. 8), каждый из которых установлен с целью размещения одной из балок 24' челнока в фиксированном положении относительно конвейера (например, в местоположении относительно выше по потоку). Второй опорный колесный узел 30 (такого типа как представлен на фиг. 6) и второй выравнивающий колесный узел 46 (такого типа как представлен на фиг. 9), каждый без, соответственно, направляющей челнока или выравнивающей направляющей, установлен каждый для размещения другой балки 22' челнока в другом фиксированном положении относительно конвейера (например, в местоположении относительно ниже по потоку). Эта компоновка, таким образом, гарантирует, что челнок устанавливается в выбранном фиксированном местоположении (например, выше по потоку) при его позиционировании и изменении положения в станции формования между положением захвата над роликовым конвейером 206 и положением доставки, отнесенным на некоторое расстояние в боковом направлении от положения захвата, тогда как второй опорный колесный узел и второй выравнивающий колесный узел поддерживают другую балку челнока при ее позиционировании, но не фиксируют эту балку в местоположении выше/ниже по потоку, что обеспечивает возможность некоторого перемещения этой балки челнока в результате теплового расширения/сжатия челнока. В этом раскрытом варианте осуществления любое необходимое вертикальное перемещение челночного каркаса 20 (такое как, например, для перемещения челночного каркаса 20 и формы 12 над крышками 250) может быть облегчено, как представлено на фиг. 1, 10 и 11.
[0061] Обращаясь к фиг. 1, 10 и 11, в этом раскрытом варианте осуществления челночный каркас 20 может быть размещен в определенном вертикальном положении посредством управляемой работы одного или нескольких приводов 38, 160, функционально присоединенных для поднятия или опускания каркаса 20 по необходимости. В раскрытом варианте осуществления опорный колесный узел 30 дополнительно содержит привод 38, функционально связанный с кулачком 102, который вращается приводом 38 для перемещения одного или нескольких сочленений 104 для поднятия или опускания нижнего опорного колеса 34. В этом раскрытом варианте осуществления привод 38 также функционально связан с кулачком 100 посредством соединительного стержня 106 для вращения кулачка 100 и перемещения одного или нескольких сочленений 108 для поднятия или опускания нижнего опорного колеса 36 согласованно с вертикальным регулированием опорного колеса 34. Противоположный конец челночного каркаса 20 содержит по меньшей мере второй подъемный узел, содержащий привод 160, функциональный присоединенный для вращения кулачков 162 и 164 с целью поднятия или опускания челночного каркаса 20 согласованно с вышеописанным опорным колесным подъемным узлом. Хотя, как представлено на фиг. 1, для поднятия и опускания обоих опорных колесных узлов 30 и 32 функционально присоединен один привод 38, будет понятно, что для поднятия и опускания каждого из опорных колесных узлов 30 и 32 могут быть использованы отдельные приводы.
[0062] В поднятом положении, которое представлено на фиг. 10, для поднятия балок 22, 24 приводится в действие каждый из первого и второго подъемных узлов. Опущенное положение челночного каркаса 20 представлено на фиг. 11.
[0063] Также, в варианте осуществления челночного каркаса 20, раскрытом на фиг. 1 и 2 и используемом в системе трехступенчатого формования, направляющая 66 формы для приема и фиксации положения опорного каркаса 16 формы относительно челночного каркаса 20 с целью предотвращения перемещения опорного каркаса 16 формы относительно челночного каркаса 20 в любом направлении может быть установлена на той же балке 24, 24' челнока, что и первый опорный колесный узел 32 и первый выравнивающий колесный узел 48, для того чтобы, таким образом обеспечить аналогичную фиксацию формы в фиксированном выбранном положении относительно челнока формы (и, таким образом, конвейера (например, выше по потоку). Аналогично, вторая направляющая 72 формы может быть установлена на опорной поверхности другой балки 22, 22' челнока (например, ниже по потоку) для приема и фиксации положения опорного каркаса формы относительно челночного каркаса с целью предотвращения перемещения опорного каркаса формы в первом направлении относительно челночного каркаса (например, по длине балки челнока), но с возможностью перемещения опорного каркаса 16 формы во втором направлении (например, выше/ниже по потоку), таким образом аналогично допуская некоторое перемещение формы 12 и каркаса 16 формы относительно этой балки челнока в результате теплового расширения/сжатия.
[0064] Система 200 может дополнительно содержать устройство управления или блок 288 управления, показанный на фиг. 12, для управления работой вышеописанных компонентов. Блок 288 управления может содержать набор соединений 290 для соединения с различными компонентами системы 200, такими как источники 36, 37 вакуума и приводы 64, 242 вакуумной челночной системы, вертикальные приводы 38, 160, 112, 116, 248 челночной системы 10, 10' позиционирования формы, нагреватель 204, роликовая конвейерная система 206, вторая верхняя форма 220, нижняя форма 222, форма 224 доставки и станция 226 закалки. Кроме того, блок 288 управления может содержать любое аппаратное и/или программное обеспечение, пригодное для управления работой вышеуказанных компонентов с целью выполнения прессового формования листа G стекла, а также его доставки и закалки (например, для выполнения конкретных алгоритмов, представленных функциями, описанными в данном документе). Например, блок 288 управления может содержать один или несколько процессоров, связанных с одним или несколькими запоминающими устройствами или блоками памяти, которые содержат машиночитаемые программные команды, исполняемые одним или несколькими процессорами таким образом, что блок 288 управления может управлять работой челнока 10 вакуумной формы, а также остальными описанными выше компонентами системы формования листов стекла.
[0065] Блок 288 управления может также, или вместо этого, содержать одну или несколько специализированных интегральных схем, программируемых вентильных матриц, программируемых логических устройств и/или процессоров цифровой обработки сигналов. Вместо соединений 290 блок 288 управления может быть соединен с одним или несколькими из вышеуказанных компонентов беспроводным образом. Кроме того, блок управления челночной системы 10 позиционирования формы может составлять часть блока 288 управления, или он может быть отдельным от блока 288 управления, но выполненным с возможностью осуществления связи с блоком 288 управления.
[0066] В ходе разработки станции 210 формования изобретатели определили, что формование листового стекла со сложной кривизной (т.е. с кривизной по нескольким не параллельным осям) после первичного формования на верхней форме может приводить к короблению в центральной смотровой зоне листа стекла, обусловленному избытком стекла на периферии листа стекла, когда плоский лист стекла приобретает кривизну в пересекающихся направлениях при отсутствии прямолинейных элементов, и такое коробление приводит к искажению оптических свойств в плане пропускания и/или отражения в центральной смотровой зоне стекла. Также было определено, что использование первой верхней формы с прямолинейными элементами на первичной стадии формования, с последующим формованием за счет проседания под действием силы тяжести на нижней форме, чтобы дать начало кривизне по другим осям (например, осям, поперечным осям кривизны первой верхней формы), и затем выполнение завершающего прессового формования листа стекла уменьшает оптические искажения, как в плане пропускания, так и отражения в центральной смотровой зоне формованного листа стекла. В контексте данной заявки термин «прямолинейные элементы» означает прямые линии между двумя противоположными краями поверхности 80 первой верхней формы и листа стекла после первой стадии формования, причем эти прямые линии имеют серединные точки, относительно которых поверхность формы и первично формованный лист стекла смещаются не более чем приблизительно на 0,5%, и предпочтительно не более чем приблизительно на 0,3%, расстояния между краями.
[0067] Со ссылкой на блок-схему, показанную на фиг. 16, вариант осуществления, показанный на фиг. 12-15, выполняет операцию прессового формования, начиная на этапе 300 с нагревания листа G стекла в печи, и затем выполняя транспортировку 302 на станцию формования, после чего первая верхняя форма принимает лист стекла с конвейерной системы для первичного формования на первой стадии 304, и затем первую верхнюю форму и лист стекла горизонтально перемещают 306 в положение над нижней формой. Затем высвобождение 308 листа стекла с первой верхней формы на нижнюю форму обеспечивает проседание под действием силы тяжести на второй стадии, и вторую верхнюю форму перемещают вниз на этапе 310 к нижней форме для прессового и/или вакуумного формования со сложной кривизной (включающей кривизну по оси или осям, поперечным осям кривизны первой верхней формы) на третьей стадии. Затем вторую верхнюю форму и лист стекла перемещают вверх на этапе 312, после чего следует перемещение 314 формы доставки под вторую верхнюю форму для приема формованного листа стекла, и затем выведение ее за пределы станции формования для доставки на станцию обработки после формования.
[0068] За счет вертикального позиционирования раскрытых конструкций вариант осуществления, раскрытый на фиг. 12-15, может иметь сокращенное время цикла. В этом раскрываемом варианте осуществления размещение по вертикали позволяет как первой верхней форме 12', так и форме 224 для доставки находиться под второй верхней формой 220 одновременно, поэтому последовательные циклы перекрываются, сокращая время цикла.
[0069] Все упоминавшиеся ранее патенты переданы подателю настоящей заявки и включены в данную заявку посредством ссылки.
[0070] Несмотря на то, что выше описаны иллюстративные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные формы настоящего изобретения. Скорее, слова, употребляемые в описании изобретения, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без выхода за пределы объема изобретения и без отхода от его сущности. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления изобретения.
Реферат
Группа изобретений относится к челночной системе позиционирования формы для позиционирования горячего листа стекла в нескольких местоположениях в системе нагрева и формования листов стекла, а также к трехступенчатым станциям формования для формования листа стекла со сложной кривизной. Технический результат заключается в обеспечении возможности перемещения формы и каркаса формы относительно балки челнока в результате теплового расширения/сжатия. Челночная система позиционирования формы содержит: форму, имеющую поверхность, которая определяет форму, в которую лист стекла следует первично отформовать; опорный каркас формы, содержащий по меньшей мере одну соединительную поверхность для установки на ней формы; подвижный челночный каркас, содержащий пару в целом параллельных удлиненных балок, причем каждая из балок имеет опорную поверхность рядом с одним концом балки для приема и поддержки на ней опорного каркаса формы; приводной механизм для перемещения челночного каркаса в целом в горизонтальном направлении; по меньшей мере одну направляющую формы, установленную на опорной поверхности одной из балок для фиксации положения опорного каркаса формы по отношению к челночному каркасу, для предотвращения перемещения опорного каркаса формы относительно челночного каркаса в каком-либо направлении, когда опорный каркас формы поддерживается на нем, и по меньшей мере одну другую направляющую формы, установленную на опорной поверхности другой из балок для фиксации положения опорного каркаса формы относительно челночного каркаса, для предотвращения перемещения опорного каркаса формы в первом направлении по отношению к челночному каркасу, но с возможностью перемещения опорного каркаса формы во втором направлении по отношению к челночному каркасу, когда опорный каркас формы поддерживается на нем; по меньшей мере один опорный колесный узел, установленный для размещения и поддержки каждой из балок при перемещении челночного каркаса для размещения формы в одном из нескольких желаемых местоположений обработки, при этом каждый опорный колесный узел содержит опорное колесо и привод для избирательного перемещения опорного колеса и поддерживаемой на нем балки в целом в вертикальном направлении; и по меньшей мере одну направляющую челнока, установленную на по меньшей мере одном из опорных колесных узлов, связанных только с одной из балок, для приема челночного каркаса и фиксации его положения относительно системы нагрева и формования с целью расположения и предотвращения перемещения челночного каркаса в первом направлении относительно системы нагрева и формования, но с возможностью его перемещения во втором направлении относительно системы нагрева и формования при размещении челночного каркаса и формы для обработки листа стекла в нескольких положениях в системе нагрева и формования. 3 н. и 25 з.п. ф-лы, 16 ил.
Комментарии