Устройство для формования нагретого стеклянного листа и способ формования нагретого стеклянного листа - RU2098362C1
Код документа: RU2098362C1
Чертежи














Описание
Изобретение относится к вакуумному формованию нагретых стеклянных листов.
Вакуумное формование нагретых стеклянных листов на изогнутой поверхности формы осуществляют в течение многих лет. Такое вакуумное формование обычно осуществляют посредством вакуумирования через отверстия в поверхности формы. Величина применяемого вакуума обычно составляет порядка примерно от нескольких до 10 дюймов (примерно от 10 до 25 см) водяного столба. Такой обычный вакуум можно получить с применением вентиляторов, имеющихся в продаже и работающих в условиях нагрева, которые размещают в обогреваемой среде, в которой осуществляют вакуумное формование, причем его также можно получить газоструйным насосом, например, раскрытым в патенте США N 4 222 763, где первичный поток газа вводят в канал через струйные отверстия, имеющие аксиальные и периферийные элементы, которые проходят по существу по касательной к внутренней поверхности канала так, что первичный поток газа создает вторичный поток газа, который образует вакуум через соответствующие соединительные каналы.
Известные системы для вакуумного формования стеклянных листов раскрыты в патентах США N 3 778 244, N 4 661 141, N 4 711 653, N 4 746 348 и N 4 859 225.
Наиболее близким к предложенному является устройство для формования нагретого стеклянного листа, включающее вакуумную форму, поверхность которой определяет профиль формуемого листа стекла, периферийную форму для формования и уплотнения периферии стеклянного листа по крайней мере с одним вакуумным блоком.
Известный способ формования нагретого стеклянного листа осуществляется путем изгибания стеклянного листа и уплотнения между вакуумной формой и периферийной формой с созданием импульса вакуума в вакуумной форме для формования стеклянного листа до конфигураций поверхности вакуумной формы на двух уровнях с последовательным увеличением вакуума.
Цель изобретения заключается в создании устройства и способа для обеспечения улучшенного вакуумного формования нагретых стеклянных листов посредством применения импульса вакуума, обеспечивающего гораздо большую величину вакуума по сравнению с применяемыми до настоящего времени вакуумом в вакуумном формовании стеклянных листов.
Для достижения упомянутой цели, а также и других целей изобретения устройство для формования нагретого стеклянного листа включает вакуумную форму, имеющую поверхность, определяющую профиль, по которому должен формоваться лист стекла, а также периферийную форму для формования и уплотнения периферии стеклянного листа с поверхностью вакуумной формы. Трубопровод обеспечивает предпочтительное средство для сообщения поверхности вакуумной формы внутри уплотненной периферии стеклянного листа по меньшей мере с одним вакуумным баллоном для создания импульса вакуума, который формует стеклянный лист по профилю поверхности вакуумной формы.
Поскольку нагретый лист стекла обладает вязкоупругими характеристиками, больший вакуум за более короткий отрезок времени по сравнению с обычным вакуумным формованием стеклянного листа уменьшает оптическое искажение в результате контакта поверхности стекла с поверхностью формы. Точнее, вакуум, создаваемый на поверхности вакуумной формы внутри уплотненной периферии стеклянного листа, является достаточно большим для полного формования стеклянного листа по профилю поверхности формы, но недостаточно продолжительным для устранения характеристик большой вязкости стекла, так что на поверхности раздела стеклянного листа и формы достигается уменьшенное оптическое искажение.
Трубопровод, обеспечивающий предпочтительное средство для сообщения между вакуумной формой и каждым вакуумным баллоном, предпочтительно содержит систему клапанов, которая регулирует сообщение при создании импульса вакуума. Эта клапанная система содержит по меньшей мере один клапан для: (а) закрывания трубопровода для изолирования вакуумной формы от каждого вакуумного баллона; (b) первоначального открывания трубопровода для создания импульса вакуума на первом уровне вакуума и (c) окончательного открывания трубопровода для приложения импульса вакуума к вакуумной форме при втором более высоком уровне вакуума. Пара вакуумных баллонов в устройстве обеспечивает начальный импульс вакуума при первом уровне вакуума и последующее приложение вакуума при втором большем уровне вакуума. Вакуумный насос в устройстве создает вакуум в каждом вакуумном баллоне.
Ниже раскрыты различные конструкции устройства с применением вакуумной формы, имеющей поверхность, обращенную как вверх, так и вниз, и имеющую как выпуклый, так и вогнутый профиль.
Один вариант устройства с обращенной вверх поверхностью вакуумной формы имеет поверхность этой формы с выпуклым профилем и периферийную форму, обращенную вниз с вогнутым профилем. Другой вариант устройства с обращенной вверх поверхностью вакуумной формы имеет поверхность этой формы с вогнутым профилем и периферийную форму, обращенную вниз, с выпуклым профилем. Каждый вариант устройства с обращенной вверх поверхностью формы содержит исполнительный механизм, перемещающий периферийную форму вниз для прижатия периферии стеклянного листа к обращенной вверх поверхности вакуумной формы.
Одно из исполнений устройства с обращенной вниз поверхностью вакуумной формы имеет поверхность этой формы, выполненную с вогнутым профилем, и периферийную форму, обращенную вверх, с выпуклым профилем. Другое исполнение устройства с обращенной вниз поверхностью вакуумной формы имеет поверхность этой формы, выполненную с выпуклым профилем, и периферийную форму, обращенную вверх, с вогнутым профилем. Каждое из исполнений устройства с обращенной вниз поверхностью вакуумной формы имеет исполнительный механизм, перемещающий вакуумную форму вниз так, чтобы обращенная вверх периферийная форма прижимала периферию стеклянного листа к обращенной вниз поверхности вакуумной формы.
Исполнение поверхности вакуумной формы, обращенной как вверх, так и вниз, раскрыты как варианты, имеющие прямолинейные элементы на всей протяженности поверхности с профилями, изогнутыми в направлениях, которые поперечны друг другу, и имеющие части с обратной кривизной.
Периферийная форма, принимающая периферию стеклянного листа к поверхности вакуумной формы, выполнена предпочтительно в виде кольцевой формы с открытым центром.
Для достижения упомянутой цели и других целей изобретения способ формования нагретого стеклянного листа в соответствии с изобретением включает в себя уплотнение периферии стеклянного листа с поверхностью вакуумной формы и обеспечение сообщения поверхности вакуумной формы в уплотненной периферии стеклянного листа по меньшей мере с одним вакуумным баллоном для создания импульса вакуума, который формует лист стекла по профилю поверхности вакуумной формы.
Для осуществления способа сначала на поверхности вакуумной формы создается импульс вакуума при первом уровне вакуума и затем при втором большем уровне вакуума. Первый и второй уровни вакуума обеспечиваются благодаря сообщению поверхности вакуумной формы с парой вакуумных баллонов. Ниже раскрыты два различных варианта осуществления способа. В одном варианте периферия стеклянного листа прижимается к поверхности вакуумной формы посредством периферийной формы, которая удерживает их в прижатом состоянии при создании вакуума к поверхности вакуумной формы для формирования стеклянного листа. В другом исполнении периферия стеклянного листа сначала уплотняется с поверхностью вакуумной формы посредством прижатия периферийной формой, которая затем выходит из контакта с листом стекла при создании вакуума к поверхности вакуумной формы для формирования стеклянного листа.
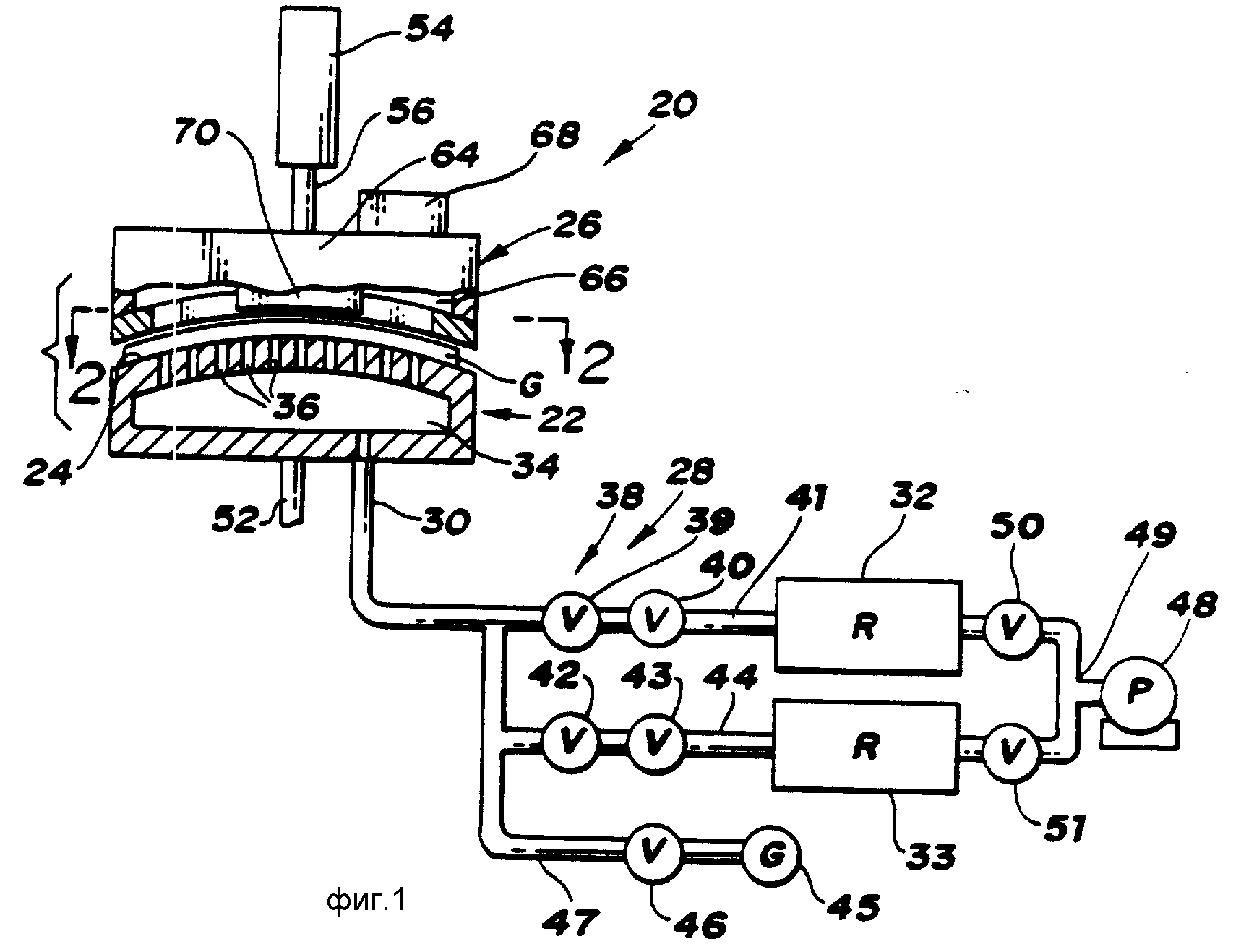
На фиг.1 показан частичный разрез одного варианта выполнения устройства, изготовленного в соответствии с изобретением для осуществления способа вакуумного формования нагретого стеклянного листа, содержащего нижнюю вакуумную форму, имеющую обращенный вверх выпуклый профиль, и верхнюю периферийную скорму с обращенным вниз вогнутым профилем.
На фиг.2 горизонтальная проекция устройства по линии 2-2 на фиг. 1, показывающая обращенную вверх поверхность вакуумной формы, на которой осуществляется вакуумное формование, и обращенную вниз периферийную форму, которая сначала уплотняет периферию стеклянного листа с поверхностью вакуумной формы.
На фиг. 3 вид, показывающий устройство, представленное на фиг.1 и 2, в начале цикла вакуумного формования.
На фиг. 4 вид, показывающий устройство, представленное на фиг.1 и 2, на дополнительной стадии цикла вакуумного формования, когда периферийная форма перемещается вниз для уплотнения периферии стеклянного листа с поверхностью вакуумной формы.
На фиг. 5 разрез по линии 5а-5а фиг.4: а показано, как можно формовать под вакуумом более простые профили с периферийной формой, поддерживающей контакт с периферией стеклянного листа при создании вакуума для формования стеклянного листа; b вакуумная форма с ее поверхностью, профилированной так, чтобы образовать кривизну в сечении поперечно кривизне, показанной на фиг.4, а также периферийная форма в разнесенной связи по отношению к стеклянному листу, когда его формуют при создании вакуума по поверхности вакуумной формы с более сложным профилем; c поверхность вакуумной формы, выполненная так, чтобы получить обратную кривизну, а также периферийная форма, разнесенная от стеклянного листа, как и на 5b, когда вакуумное формование осуществляют на поверхности вакуумной формы с более сложной обратной кривизной.
На фиг.6 вид в той же плоскости, что на фиг.4, показывающий формованный лист стекла, переданный с нижней вакуумной формы на верхнюю периферийную форму для последующей передачи для охлаждения.
На фиг. 7 другой пример осуществления устройства для вакуумного формования нагретого стеклянного листа, в котором верхняя вакуумная форма имеет обрезанную вниз вогнутую поверхность, к которой прижимается стеклянный лист нижней периферийной формой, имеющей выпуклый вверх профиль.
На фиг.8 горизонтальная проекция по линии 8-8 фиг.7, показывающая обращенную вниз поверхность верхней вакуумной формы и профиль нижней периферийной формы, которая прижимает стеклянный лист поверхности верхней вакуумной формы.
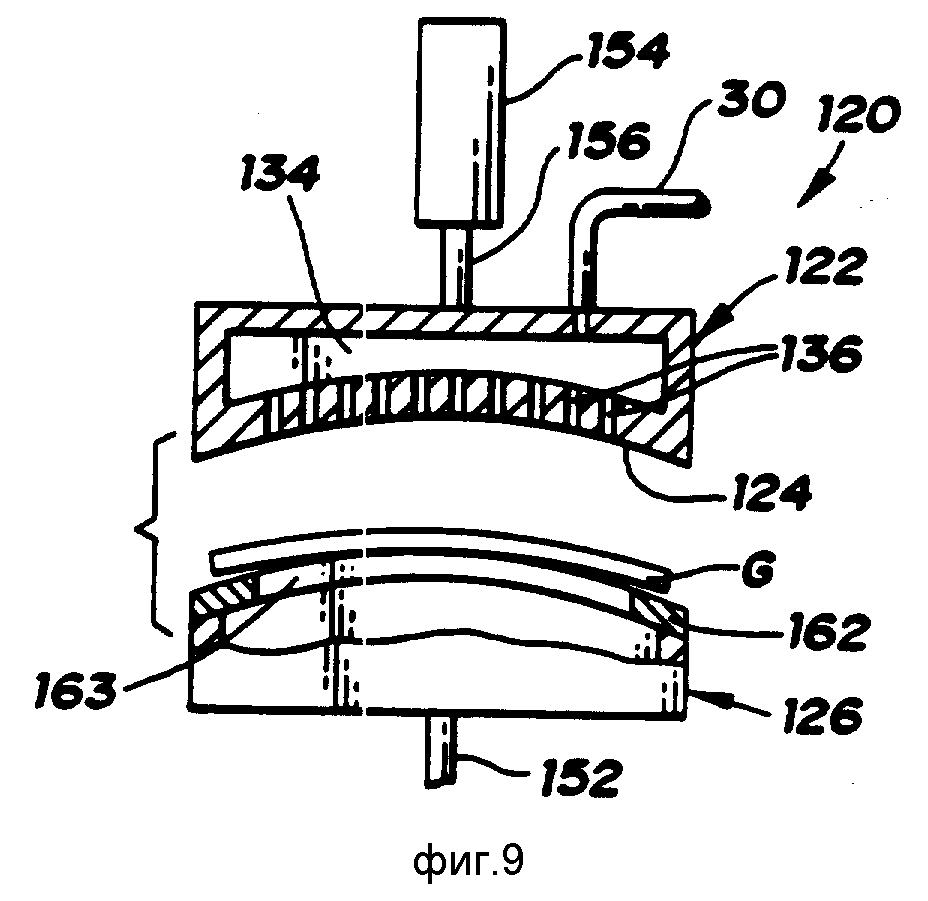
На фиг. 9 устройство, представленное на фиг.7 и 8 и показанное в начале цикла вакуумного формования с нагретым стеклянным листом, поддерживаемым нижней периферийной формой.
На фиг. 10 устройство, представленное на фиг.7 и 8, на другой стадии цикла, когда периферия нагретого стеклянного листа прижата к поверхности вакуумной формы.
На фиг. 11 устройство в разрезе по линии 11a-11a на фиг.10: a способ получения профилей с прямолинейными элементами посредством вакуумной и периферийной форм, удерживаемых в прижатом положении с периферией стеклянного листа; b устройство, имеющее поверхность вакуумной формы такой конфигурации, чтобы обеспечить кривизну, поперечную кривизне, показанной на фиг.10, и также показывающий, как периферийная форма перемещается из позиции контакта со стеклянным листом во время создания вакуума для получения такого более сложного профиля; c поверхность вакуумной формы с обратной кривизной в направлении поперечно кривизне на фиг. 10, а также периферийная форма в разнесенной связи со стеклянным листом во время вакуумного формования более сложного профиля.
На фиг. 12 устройство на другой стадии, когда формы перемещаются для их дальнейшего разнесения и подготовки для передачи формованного стеклянного листа с верхней вакуумной формы для охлаждения.
На фиг. 13 вид другого варианта конструкции устройства для вакуумного формования нагретого стеклянного листа, в котором нижняя вакуумная форма имеет обращенную вверх вогнутую поверхность, к которой пожимается стеклянный лист с верхней периферийной формой, имеющей направленный вниз выпуклый профиль.
На фиг.14 горизонтальная проекция устройства в разрезе по линии 14-14 на фиг.13, показывающая обращенную вверх поверхность вакуумной формы, на которой осуществляют вакуумное формование, и обращенный вниз профиль периферийной формы, которая сначала прижимает периферию стеклянного листа к поверхности вакуумной формы.
На фиг.15 вид другого варианта устройства для вакуумного формования нагретого стеклянного листа, в котором нижняя вакуумная форма имеет обращенную вниз поверхность с выпуклым профилем обращенным вниз, к которой нижняя периферийная форма с вогнутым профилем, направленным вверх прижимает периферию стеклянного листа.
На фиг.16 горизонтальная проекция устройства в разрезе по линии 16-16 на фиг.15, показывающая поверхность вакуумной формы, обращенной вниз, на которой осуществляют вакуумное формование, и периферийную форму с обращенными вверх профилем, которая сначала уплотняет периферию стеклянного листа с поверхностью вакуумной формы.
Как показано на фиг.1, один вариант исполнения устройства 20 для формования нагретого стеклянного листа G в соответствии с изобретением включает вакуумную форму II, имеющую поверхность 24, которая определяет профиль, до которого должен формоваться лист стекла. Периферийная форма 26 устройства обеспечивает формование и уплотнение периферии листа стекла с поверхностью 24 вакуумной формы 22, как будет более подробно описано. Вакуумная система 28 устройства имеет трубопровод 30, который представляет собой предпочтительное средство для обеспечения сообщения поверхности 24 вакуумной формы внутри уплотненной периферии листа стекла по крайней мере с одним вакуумным баллоном 32 и предпочтительно также с другим вакуумным баллоном 33 для создания импульса вакуума, который формует лист стекла до конфигурации вакуумной формы. Этот импульс вакуума обеспечивает более значительную величину вакуума, чем при обычном вакуумном формовании листа стекла, однако только в течение ограниченного отрезка времени для уменьшения оптического искажения вязкоупругого горячего стеклянного листа в результате его контакта с поверхностью 24 вакуумной формы.
Как показано на фиг.1 и 2, вакуумная форма 22 имеет вакуумную камеру 34, с которой сообщается трубопровод 30, а вакуумная поверхность 24 имеет ряд отверстий 36, которые проходят в вакуумную камеру, таким образом импульс вакуума из вакуумного баллона 32 передается через эти отверстия листу стекла для формования листа до профиля поверхности вакуумной формы. Эти отверстия 36 на поверхности 24 вакуумной формы расположены предпочтительно, как показано на фиг.2, внутрь, т.е. примерно на 2-4 дюйма (≈ 5-10 см) от того места, где периферийная форма 26 обеспечивает контакт периферии листа стекла с поверхностью вакуумной формы.
Вакуумная система 28 устройства, показанная на фиг.1, также включает в себя трубопровод 30, который проходит между вакуумной формой 22 и каждым вакуумным баллоном 32 и 33, и систему 38 клапанов, которая регулирует сообщение вакуумной формы и вакуумного резервуара через трубопровод. Эта система 38 клапанов включает в себя клапан 39 для регулирования потока и запорный клапан 40 патрубка 41, который обеспечивает сообщение трубопровода 30 с одним вакуумным баллоном 32. Система 38 клапанов также включает в себя клапан 42 для регулирования потока и запорный клапан 43 патрубка 44, который обеспечивает сообщение трубопровода 30 с другим вакуумным баллоном 33. Другой запорный клапан 46 патрубка 47 регулирует подачу газа под давлением из источника 45 в трубопровод 30 для подачи в вакуумную форму 22. Как будет более подробно описано, система 38 клапанов сначала закрывает трубопровод 30 для изолирования его от каждого вакуумного резервуара 32 и 33, а также от источника 45 сжатого газа. Система 38 клапанов сначала открывает патрубок 41 через клапан 39 регулирования потока и запорный клапан 40 для обеспечения сообщения вакуумного резервуара 32 с вакуумной формой 34 для создания сначала импульса вакуума на первом уровне вакуума. Затем после закрытия клапана 40 для изолирования вакуумного резервуара 32 от вакуумной формы 22, клапаны 42 и 43 обеспечивают сообщение патрубка 44 со вторым вакуумным резервуаром 33 для приложения импульса вакуума на втором, большом уровне и вакуумной форме 22. Вакуум в обоих вакуумных резервуарах 32 и 33 создается вакуумным насосом 48 через ответвленный трубопровод 49, патрубки которого имеют соответствующие регулирующие клапаны 50 и 51.
Величина импульса, создаваемого на вакуумной форме 22, должна быть достаточно большой для упругой деформации стеклянного листа для первоначального формования до конфигурации поверхности формы. После этого вязкий поток стекла поддерживает стеклянный лист в его формованном виде. Величину вакуума, необходимого для этой упругой деформации, регулируют по переменным величинам, которые включают в себя: размер камеры 34 вакуумной формы, степень любой утечки, которая может возникнуть по периферии уплотненного стеклянного листа, размер каждого вакуумного резервуара 32 и 33 и величину вакуума, создаваемого в каждом вакуумном резервуаре 32 и 33 вакуумным насосом 48. Удовлетворительные результаты были достигнуты при создании начального импульса вакуума величиной примерно 0,1-0,3 атм вакуума в течение примерно 0,5-2 с и затем при приложении второго большого импульса вакуума величиной примерно 0,25-0,7 атм вакуума в течение примерно 0, 5-6 с. Регулирующие клапаны 50 и 51 действуют так, чтобы обеспечить сообщение непрерывно работающего вакуумного насоса 48 с соответствующими вакуумными резервуарами 32 и 33 для поддержания вакуума внутри этих баллонов порядка примерно 1/6-2/3 атм вакуума. Установленные вдоль каждого патрубка 41 и 44 соответствующие клапаны 39 и 42 регулируют площадь сечения потока, в соответствии с которой регулируется скорость приложения импульса вакуума, чтобы исключить чрезмерно быстрое формование, которое может вызвать повреждение, когда стеклянный лист ударяется о поверхность формы.
Как показано на фиг.3, цикл формования стеклянного листа начинается с размещения стеклянного листа G на обращенной вверх поверхности 24 нижней вакуумной формы 22. Сначала можно разместить стеклянный лист G различными средствами на нижней вакуумной форме 22. Например, вакуумная форма 22 может иметь соединение 52 с соответствующим исполнительным механизмом, который перемещает вакуумную форму горизонтально к расположенному внизу соответствующему передаточному устройству с опорой на верхней поверхности, которое поддерживает и затем освобождает лист стекла на вакуумную форму до последующего перемещения вакуумной формы назад под периферийную форму 26, как показано на фиг. 3. Вакуумный трубопровод 30 имеет соответствующее разъемное соединение либо он может быть гибким, чтобы позволить осуществить такое движение. Передаточное устройство может также перемещаться горизонтально в позицию, расположенную над вакуумной формой 22, и затем оно может опускать стеклянный лист на вакуумную форму, при этом верхняя периферийная форма поднята, как показано на фиг.3.
Устройство 20, показанное на фиг.1, имеет поверхность 24 его вакуумной формы 22, обращенную вогнутым профилем вверх, и, следовательно, вакуумная форма занимает нижнее положение относительно периферийной формы 26, которая занимает верхнее положение. Эта верхняя периферийная форма 26 обращена вниз вогнутым профилем, дополняющим выпуклый профиль поверхности 24 вакуумной формы. Другой вариант устройства для формования стеклянного листа, показанный на фиг. 13 и 14, подобен устройству на фиг.1 и 2 и поэтому имеет одинаковые обозначения с добавлением "а" для одинаковых элементов, поэтому можно использовать большую часть предшествующего описания, за исключением того, что будет указано особо. Однако поверхность 24а нижней вакуумной формы в устройстве 22а имеет обращенный вверх вогнутый профиль, а периферийная форма 26а, обращенная вниз, имеет выпуклый профиль, дополняющий обращенный вверх вогнутый профиль поверхности 24a вакуумной формы. Как показано на фиг.14, эта обращенная вверх вогнутая поверхность 24a вакуумной формы имеет отверстия 26в, расположенные смежно с периферийной формой, как и в конструкции, представленной на фиг.2. Вакуумная система 28, показанная на фиг.13 и применяемая с устройством 20а для формования, аналогична вакуумной системе, применяемой с устройством, показанным на фиг.1.
Исполнительный механизм 54 устройства 22, показанного на фиг. 1, имеет соединение 56 с верхней периферийной формой 26, и он действует так, чтобы перемещать периферийную форму вертикально относительно нижней вакуумной формы 22 для создания относительного движения между двумя формами. Точнее сказать, исполнительный механизм 65 перемещает посредством его соединения 56 верхнюю периферийную форму 26 вниз из позиции, показанной на фиг.3, в позицию, представленную на фиг.4, таким образом, ее вогнутый профиль принимает периферию стеклянного листа G к обращенной вверх выпуклой поверхности 24 нижней вакуумной формы 22 для подготовки к формованию при приложении импульса вакуума, как было описано в связи с вакуумной системой 28. Подобным образом с конструкцией, показанной на фиг.13, исполнительный механизм 54а перемещает посредством его соединения 56а верхнюю периферийную форму 26а вниз так, что ее выпуклый профиль принимает периферию стеклянного листа G и обращенной вверх вогнутой поверхности 24a нижней вакуумной формы 22а для подготовки к формованию импульсом вакуума, как было описано в связи с вакуумной системой 28.
Во время вакуумного формования поверхность 24 вакуумной формы может иметь различные конфигурации, например, как показано на фиг.5. В частности, как показано на фиг.5а, поверхность 24а вакуумной формы имеет по всей ее длине прямолинейные элементы, например, с цилиндрическими и коническими профилями, когда через каждую точку на поверхности можно провести прямую линию. С такими поверхностями формование листа стекла можно осуществлять с применением периферийной формы 26, удерживаемой в контакте с периферией стеклянного листа, как показано. На фиг.5b показано, что поверхность 24b вакуумной формы имеет кривизну в сечении в направлении, поперечном кривизне, показанной на фиг. 4, и с такими более сложными профилями, верхняя периферийная форма 26 предпочтительно перемещается в разнесенной связи из позиции контакта с периферией стеклянного листа, что он мог перемещаться по поверхности вакуумной формы во время формования с приложением импульса вакуума. Подобным образом поверхность 24c вакуумной формы имеет, как показано на фиг.5c, обратно изогнутые части 58 и 60 в направлении, поперечном кривизне, показанной на фиг. 4. Эти изогнутые в обратном направлении части 58 и 60 имеют центры кривизны на противоположных сторонах поверхности формы, и образование этого более сложного профиля, подобно кривизне в сечении, показанной на фиг.5b, предпочтительно осуществляют с верхней периферийной формой 26, разнесенной от периферии стеклянного листа. Поверхность 24а вакуумной формы в конструкции устройства для формования, показанной на фиг.13, может также иметь элементы в виде прямых линий на всем ее протяжении, изогнутые профили в направлениях, которые проходят поперечно друг к другу, и части, изогнутые в обратном направлении.
Как лучше всего показано на фиг.3, периферийная форма 26 представляет собой предпочтительно кольцо 62, имеющее открытый центр 63, таким образом, верхняя поверхность стеклянного листа только касается своей периферией во время формования. Кожух 64 периферийной формы (фиг.6) образует вакуумную камеру 66, в которой создается вакуум посредством газового струйного насоса или вентилятора 68, установленного наверху кожуха или в другом удаленном месте. После завершения формования стеклянного листа импульсом вакуума вакуумная форма 22 освобождает формованный стеклянный лист с ее поверхности 24 предпочтительно при помощи источника 45 сжатого воздуха, описанного ранее в связи с фиг.1, и затем формованный стеклянный лист прижимается и удерживается вакуумом, создающимся внутри верхней периферийной формы 26, которая затем перемещается вверх в позицию, показанную на фиг.6, для подготовки к последующей подаче формованного стеклянного листа для охлаждения. Для многих форм стеклянного листа является полезной подушка 70, сохраняющая форму, установленная посредством регулируемых опор 72 внутри открытого центра 63 кольца формы, как показано на фиг.2. Эта подушка 70, сохраняющая форму, препятствует вакууму внутри вакуумной камеры 66 периферийной формы, показанной на фиг.6, чрезмерно формовать стеклянный лист вверх до вогнутого профиля внутри центральной части периферийной формы 26. После этого формованное стекло передается с периферийной формы 26 для охлаждения, например, на отжиговое кольцо для медленного охлаждения, которое обеспечивает получение отожженного стеклянного листа, или на закалочное кольцо для получения отпущенного стеклянного листа. Следует отметить, что устройство 20а показано на фиг. 13 с выступающей вниз выпуклой верхней периферийной формой 26а не имеет какой-либо подушки для сохранения формы, подобной подушке 70 для сохранения формы, показанной с вогнутой формой на фиг.1; однако должно быть ясно, что подушку для сохранения формы можно также применять с конструкцией, показанной на фиг.13.
На фиг. 7 показан другой вариант устройства 120, и оно включает в себя вакуумную форму 122, которая занимает верхнее положение, таким образом ее вся поверхность 124 обращена вниз. Эта поверхность 124 вакуумной формы, обращенная вниз, имеет вогнутую вниз форму. Периферийная форма 126 в этой конструкции занимает нижнее положение, причем ее изогнутый профиль обращен вверх с выпуклой конфигурацией, которая дополняет вогнутую поверхность 124 верхней вакуумной формы 122, обращенную вниз. Вакуумная система 124 связывает верхнюю вакуумную форму 122 с вакуумным баллоном 32 через сообщение с ее камерой 134, которая сообщается через отверстия 136 с поверхностью 124 вакуумной формы. Как показано на фиг.8, эти отверстия предпочтительно расположены прямо внутрь от того места, в котором нижняя периферийная форма 126 прижимает периферию стеклянного листа к поверхности 124 формы во время цикла формования.
Как показано на фиг.9, цикл формования стекла начинается с листа стекла, размещенного сначала на нижней периферийной форме 126 посредством исполнительного механизма 154 через его соединение 156 с верхней вакуумной формой 122, обеспечивающего установку форм в пространственной связи друг с другом. Нижняя периферийная форма 126 может перемещаться горизонтально посредством соединения 152 исполнительного механизма для приема нагретого стеклянного листа с передающего устройства либо передающее устройство может перемещаться над нижней периферийной формой для осаждения стеклянного листа на нее для формования. После этого исполнительный механизм 154 перемещает вакуумную форму 122 вниз, таким образом, периферийная форма 126 прижимает периферию стеклянного листа к обращенной вниз поверхности 124 вакуумной формы. Вакуумный трубопровод 30 является гибким, что обеспечивает вертикальное перемещение вакуумной формы 122.
Как показано на фиг.11, цикл осуществляется так, чтобы обеспечить формование стеклянного листа до конфигурации, которая зависит от требуемой конечной формы. Точнее сказать, стеклянный лист G, показанный на фиг.11а, прижимается к поверхности 124а элементами в виде прямых линий, как, например, в случае с цилиндрическими или коническими изгибами, и в таких случаях периферийная форма 126 удерживается в прижатом положении с периферией стеклянного листа. Также можно образовать поперечную кривизну, например, как показано на поверхности 124b вакуумной формы на фиг.11b, причем такая кривизна будет проходить поперечно кривизне, показанной на фиг.10, и в таких случаях нижняя периферийная форма 126 перемещается в разнесенной связи с периферией стеклянного листа, позволяя осуществлять формование с такими более сложными профилями. Такие, как показано на фиг.11c, поверхность 124c вакуумной формы может иметь обратно изогнутые части 158 и 160 в направлении, поперечном кривизне, показанной на фиг.10, и тогда нижняя периферийная форма 126 будет также удерживаться в разнесенной связи с периферией стеклянного листа во время вакуумного формования.
Затем стеклянный лист формуется на обращенной вниз поверхности 124 вакуумной формы посредством импульса вакуума вакуумной системы 28 с двумя стадиями приложения вакуума, как описано в связи с конструкцией, показанной на фиг. 1-6. Наконец, формованный лист стекла передается верхней вакуумной формой 122 для охлаждения, например, на отжиговом кольце для получения отожженного стеклянного листа или на закалочном кольце для закалки, в результате которой получают отпущенный стеклянный лист. Газ под давлением, подаваемый из источника 44 газа вакуумной системы 28, обеспечивает освобождение стеклянного листа с обращенной вниз поверхности 124 верхней вакуумной формы 122 после такой передачи.
Другой вариант устройства 120а для формования, показанный на фиг.15 и 16, подобен по конструкции устройству, представленному на фиг.7 и 8, таким образом одинаковые его элементы имеют одно обеспечение с приставкой "а" и можно использовать большую часть предшествующего описания. Этот вариант устройства 120а для формования имеет свою вакуумную форму 122а, расположенную в верхней позиции, и периферийную форму 126а в нижней позиции. Однако обращенная вниз поверхность 124а верхней формы 122а имеет выпуклый профиль, а нижняя периферийная поверхность 126а имеет вогнутый вверх профиль. Кроме того, поверхность 124а формы имеет вакуумные отверстия 126а, распределенные по всей ее длине. Эта поверхность 124а вакуумной формы может иметь элементы в виде прямых линий, кривизну в поперечных направлениях или обратно изогнутые части как и в различных конструкциях, показанных на фиг.11.
Хотя были подробно описаны наилучшие способы осуществления изобретения, однако возможны различные альтернативные конструкции и исполнения изобретения, как определено в формуле изобретения.
Реферат
Сущность изобретения; устройство для формования нагретого стеклянного листа содержат вакуумную форму, поверхность которой определяет профиль формуемого листа стекла, периферийную форму для формования и уплотнения периферии стеклянного листа на поверхности вакуумной формы и средство для сообщения поверхности вакуумной формы в пределах уплотненной периферии стеклянного листа по крайней мере с одним вакуумным блоком, который выполнен в виде вакуумного баллона для создания импульса вакуума по крайней мере 0,1 атм вакуума, для формования листа стекла по профилю поверхности вакуумной формы. Способ формования нагретого стеклянного листа включает операции изгибания его и уплотнения между вакуумной формой и периферийной формой с созданием импульса вакуума в вакуумной форме для формования стеклянного листа до конфигурации поверхности вакуумной формы на двух уровнях с последовательным увеличением вакуума, причем импульс вакуума на первом уровне создают по крайней мере в 0,1 атм. Устройство и способ вакуумного формования обеспечивают получение различных профилей стеклянного листа, включая прямолинейные элементы, как, например, цилиндрические и конические изгибы, а также профили, включающие в себя изгибы в поперечных направлениях и изгибы с обратной кривизной. 2 с. и 18 з.п. ф-лы, 16 ил.
Комментарии