Способ и устройство для гибки оконных стекол - RU2731248C1
Код документа: RU2731248C1
Чертежи





Описание
Изобретение относится к способу и устройству для гибки оконных стекол, а также к их применению. При промышленном серийном производстве оконных стекол применяются различные способы гибки, которые уже многократно отражены в патентной литературе.
Например, патентный документ WO 2012/080072 описывает способ поэтапной гибки оконных стекол в краевой и внутренней области. При этом оконное стекло сначала подвергается предварительной обработке на гибочном кольце в печи, причем предварительно изгибается кромка стекла, после чего следует дополнительная гибка кромки стекла посредством первого вакуумного устройства, перенос и гибка стеклянной пластины по площади на концевом гибочном кольце и окончательная гибка до желательной геометрической формы с помощью второго вакуумного устройства. Посредством поэтапной гибки могут быть сведены к минимуму оптические дефекты при сложных формах стекол.
В патентных документах WO 2004/087590 и WO 2006072721 в каждом случае описан способ, в котором стеклянная пластина сначала подвергается предварительной гибке на гибочной раме под действием силы тяжести, с последующей гибкой прессованием с помощью верхней и нижней гибочных матриц.
В патентных документах EP 255422 и US 5906668 в каждом случае описана гибка стеклянной пластины присасыванием к верхней гибочной матрице.
В общем же существует потребность в компактных установках для гибки оконных стекол, причем оконные стекла должны изготавливаться с относительно короткими продолжительностями циклов и при сниженных производственных затратах.
Соответственно этому, задача настоящего изобретения состоит в предоставлении способа, улучшенного по сравнению с известными ранее способами, а также соответствующего устройства для гибки оконных стекол. Эта и другие задачи решаются согласно предложению в изобретении посредством устройства и способа гибки оконных стекол с признаками дополнительных независимых пунктов прилагаемой формулы изобретения. Предпочтительные варианты осуществления изобретения следуют из зависимых пунктов формулы изобретения.
В смысле настоящего изобретения термин «предварительная гибка» означает неполное изгибание стекла относительно определенного или, соответственно, определяемого конечного изгибания (конечной геометрии и, соответственно, конечной формы) стекла. Например, предварительная гибка может составлять от 10 до 80% конечной гибки. При применении в смысле «кромочной предварительной гибки» термин относится к неполному изгибанию стекла в одной примыкающей к оконечной кромке стекла краевой области стекла, как правило, пролегающей по периметру стекла полосовидной краевой области. Например, ширина полосы составляет величину в диапазоне от 3 до 150 мм. Кромка стекла образована поверхностью (разреза), которая обычно располагается перпендикулярно обеим противолежащим относительно друг друга основным поверхностям стекла. При применении в смысле «поверхностной предварительной гибки» термин относится к неполному изгибанию стекла в центральной, соответственно, внутренней области стекла, которая окружена кромочной областью и непосредственно граничит с кромочной областью. В отличие от этого, термин «конечная гибка» подразумевает полное изгибание стекла. При применении в смысле «кромочной конечной гибки» термин относится к полному изгибанию краевой области стекла, при применении в смысле «поверхностной конечной гибки» термин означает полное изгибание во внутренней области стекла.
Термин «стекло» в общем и целом относится к стеклянной пластине, в частности, термически предварительно напряженному известково-натриевому стеклу.
Термин «сбоку» и, соответственно, «сдвигаемый в сторону» означает перемещение по меньшей мере с одним горизонтальным параметром движения, в результате чего конструкционная деталь может быть размещена сбоку относительно другой конструкционной детали.
Как правило, устройство для гибки оконных стекол включает многочисленные конструкционные и функциональные отграниченные друг от друга зоны. Важной согласно изобретению составной частью является зона термической гибки для изгибания нагретых стекол, которая предпочтительно оснащена нагревательным устройством для нагревания стекол. В частности, гибочная зона для этой цели доводится до температуры, которая обеспечивает возможность пластической деформации стекол, и обычно составляет величину в диапазоне от 600°С до 750°С.
Гибочная зона включает по меньшей мере две гибочных матрицы, в частности, первую гибочную матрицу и вторую гибочную матрицу. Первая гибочная матрица и вторая гибочная матрица в каждом случае имеют контактную поверхность для контактирования со стеклом. Контактная поверхность первой гибочной матрицы и, соответственно, второй гибочной матрицы имеет наружный поверхностный участок и внутренний поверхностный участок, и, соответственно, сформирована из наружного поверхностного участка и внутреннего поверхностного участка. Наружный поверхностный участок предназначен для кромочной конечной гибки в краевой области стекла. Внутренний поверхностный участок первой гибочной матрицы и, соответственно, второй гибочной матрицы предпочтительно сформирован пригодным для поверхностной предварительной гибки в окруженной краевой областью центральной, соответственно, внутренней области стекла. В альтернативном варианте, внутренний поверхностный участок второй гибочной матрицы сформирован пригодным для поверхностной конечной гибки.
Как применяемое здесь в дальнейшем, выражение «сформированный пригодным» в связи с наружным поверхностным участком контактной поверхности следует понимать так, что наружный поверхностный участок сформирован так, что может выполняться кромочная конечная гибка стекла. Однако стекло не обязательно должно подвергаться кромочной конечной гибке, но также может проводиться только кромочная предварительная гибка. Кромочная конечная гибка тогда выполняется только лишь на последующем технологическом этапе. Для этой цели наружный поверхностный участок не обязательно должен иметь форму, которая является комплементарной подвергаемому кромочной конечной гибке стеклу. В связи с внутренним поверхностным участком контактная поверхность подразумевается «сформированной пригодной» в том плане, что внутренний поверхностный участок сформирован так, что может выполняться поверхностная предварительная гибка стекла, причем поверхностная предварительная гибка не обязательно должна выполняться. Если внутренний поверхностный участок второй гибочной матрицы альтернативно сформирован пригодным для поверхностной конечной гибки, это значит, что может выполняться поверхностная конечная гибка, однако не обязательно должна проводиться. Тогда поверхностная конечная гибка может выполняться на последующем технологическом этапе.
Первая гибочная матрица и вторая гибочная матрица в каждом случае предпочтительно имеют устройство для фиксирования стекла на данной контактной поверхности.
Устройство для фиксирования стекла на контактной поверхности предпочтительно включает пневматическое всасывающее устройство для всасывания газообразной текучей среды, в частности, воздуха, в результате чего стекло посредством пониженного давления может притягиваться к данной контактной поверхности. Для этой цели контактная поверхность оснащается, например, по меньшей мере одним впускным отверстием для всасывания, предпочтительно многочисленными впускными отверстиями для всасывания, например, равномерно распределенными по всей контактной поверхности, посредством которых в каждом случае на контактной поверхности может создаваться пониженное давление для всасывающего действия. Альтернативно или дополнительно, всасывающее устройство может иметь окаймляющий контактную поверхность фартук, посредством которого на контактной поверхности может создаваться разрежение. Как правило, всасывающее устройство создает направленный вверх поток газообразной текучей среды, в частности, воздуха, который является достаточным, чтобы прочно удерживать стекло на контактной поверхности. В частности, это позволяет размещать под стеклом раму для приема фиксируемого на контактной поверхности стекла.
Альтернативно или дополнительно, устройство для фиксирования стекла на контактной поверхности предпочтительно включает пневматическое дутьевое устройство для создания потока газообразной текучей среды, в частности, потока воздуха, которое сформировано так, что стекло обдувается снизу потоком газообразной текучей среды, благодаря этому приподнимается и может прижиматься к контактной поверхности первой или, соответственно, второй гибочной матрицы. В частности, дутьевое устройство может быть выполнено так, что зафиксированное на контактной поверхности стекло может подвергаться предварительному изгибанию под действием создаваемого потоком газообразной текучей среды давления в краевой области и/или во внутренней области, предпочтительно по меньшей мере в краевой области.
Как применяемый здесь в дальнейшем, термин «фиксирование» подразумевает закрепление стекла на контактной поверхности, причем стекло может прижиматься к контактной поверхности и/или присасываться к контактной поверхности. Фиксирование стекла на контактной поверхности не обязательно связано с процессом гибки. Контактные поверхности первой и второй гибочных матриц для контакта со стеклом в каждом случае ориентированы вниз.
Кроме того, устройство для гибки оконных стекол включает нажимную раму (например, нажимное кольцо) для транспортирования и прессования стекла. Для этой цели нажимная рама имеет поверхность прессования (контактную поверхность) для стекла, которая сформирована комплементарной сформированному пригодным для кромочной конечной гибки наружному поверхностному участку первой гибочной матрицы или, соответственно, второй гибочной матрицы. Например, поверхность прессования выполнена в форме полосы, например, с шириной полосы в диапазоне от 3 до 150 мм. Поверхность прессования в контакте со стеклом ориентирована вверх. Кроме того, нажимная рама сформирована пригодной для поверхностной предварительной гибки под действием силы тяжести во внутренней области стекла, причем провисание внутренней области стекла возможно под действием силы тяжести вниз. Для этой цели нажимная рама может быть выполнена открытой, то есть, снабженной центральным сквозным проемом, или полностью открытой по всей площади, насколько это обеспечивает возможность провисания внутренней области стекла. Открытая конфигурация является предпочтительной с позиции более простой обработки стекла. Подразумевается, что бóльшая ширина полосовидной поверхности прессования благодаря лучшему распределению веса является предпочтительной из соображений предотвращения нежелательных маркировок (изменений плоских поверхностей стекла), причем вследствие прессования стекла в краевой области на нажимной раме можно противодействовать образованию маркировок. Поверхность прессования нажимной рамы имеет заданную геометрическую форму, причем нажимная рама для этой цели является достаточно жесткой. Например, нажимная рама сформирована как отливка, причем поверхность прессования создана, например, фрезерованием. При гибке под действием силы тяжести стекло предварительно выгибается под собственным весом. Благодаря предыдущему прижатию кромки стекла к поверхности прессования нажимной рамы может быть сокращено поверхностное предварительное прогибание стекла. Кроме того, благоприятным является применение упоров для фиксирования стекла во время переноса на нажимную раму.
Первая гибочная матрица и нажимная рама могут перемещаться относительно друг друга по вертикальному направлению так, что стекло может зажиматься в краевой области между наружным поверхностным участком первой гибочной матрицы и поверхностью прессования нажимной рамы. Тем самым стекло подвергается предварительной или конечной гибке в краевой области. Первая гибочная матрица предпочтительно связана с механическим приводом, посредством которого первая гибочная матрица может быть придвинута к нажимной раме. Однако также возможно, что нажимная рама придвигается к первой гибочной матрице.
Соответствующим образом вторая гибочная матрица и нажимная рама могут сдвигаться относительно друг друга по вертикальному направлению так, что стекло может зажиматься в краевой области между наружным поверхностным участком второй гибочной матрицы и поверхностью прессования нажимной рамы. Тем самым стекло подвергается предварительной или конечной гибке в краевой области. Вторая гибочная матрица предпочтительно связана с механическим приводом, посредством которого вторая гибочная матрица может быть придвинута к нажимной раме. В альтернативном варианте возможно, что нажимная рама придвигается ко второй гибочной матрице.
Нажимная рама предпочтительно может возвратно-поступательно перемещаться в боковом направлении относительно первой и второй гибочной матрицы между соответствующим первой гибочной матрице первым положением нажимной рамы и соответствующим второй гибочной матрице вторым положением нажимной рамы (то есть, по меньшей мере с одним горизонтальным параметром движения). Нажимная рама предпочтительно может перемещаться в горизонтальной плоскости возвратно-поступательно (одномерно). Как правило, первое положение нажимной рамы находится по вертикальному направлению (например, непосредственно) под первой гибочной матрицей, и второе положение нажимной рамы находится по вертикальному направлению (например, непосредственно) под второй гибочной матрицей.
Соответствующее изобретению устройство предпочтительно имеет зону предварительного нагревания с нагревательным устройством для нагревания стекол до температуры гибки, а также транспортное устройство, в частности, типа рольганга, для транспортирования стекол от зоны предварительного нагревания к гибочной зоне, в частности, к приемному положению (например, непосредственно) под первой гибочной матрицей. Рольганг предпочтительно выполнен так, что отдельные стекла могут переноситься друг за другом к приемному положению. В частности, приемное положение может соответствовать концевому участку рольганга.
Кроме того, соответствующее изобретению устройство предпочтительно имеет зону термической закалки с охлаждающим устройством для термической закалки стекла, причем закалочная рама (например, закалочное кольцо) может возвратно-поступательно перемещаться в боковом направлении для переноса стекла от соответствующего второй гибочной матрице первого положения закалочной рамы, которое, в частности, может быть идентичным второму положению нажимной рамы, ко второму положению закалочной рамы в зоне закалки относительно второй гибочной матрицы (то есть, по меньшей мере с одним горизонтальным параметром движения). Закалочная рама предпочтительно может перемещаться в горизонтальной плоскости возвратно-поступательно (одномерно). В результате термической закалки (отжига) целенаправленно создается разность температур между поверхностной зоной и сердцевинной зоной стекла, чтобы повысить сопротивление излому стекла. Закалка стекла предпочтительно производится посредством устройства для обдувания стекла газообразной текучей средой, предпочтительно воздухом. В предпочтительном варианте обе поверхности стекла одновременно подвергаются воздействию охлаждающим потоком воздуха.
При боковом смещении нажимной рамы и закалочной рамы в каждом случае переносится одно стекло, причем на обеих гибочных матрицах могут одновременно обрабатываться два стекла, тогда как третье стекло может находиться в закалочной зоне. В результате предпочтительно возвратно-поступательного движения нажимной рамы и/или закалочной рамы отдельные стекла могут эффективно и быстро переноситься между различными рабочими органами. Посредством проводимой многочисленными этапами гибки стекла в краевой и внутренней области может быть значительно сокращено время гибки на второй гибочной матрице, чтобы сократить продолжительности циклов. Кроме того, благодаря этому могут быть с высоким качеством изготовлены также оконные стекла со сложной геометрией.
Закалочная рама для транспортирования стекла от гибочной зоны к закалочной зоне предпочтительно имеет сформированную пригодной для кромочной конечной гибки стекла (5) поверхность рамы. Кроме того, является предпочтительным, когда закалочная рама сформирована пригодной для поверхностной конечной гибки под действием силы тяжести во внутренней области стекла. Если стекло, которое укладывается на закалочную раму, было сначала подвергнуто кромочной предварительной гибке и поверхностной предварительной гибке, во время транспортирования на закалочной раме могут быть под действием силы тяжести достигнуты кромочная конечная гибка и поверхностная конечная гибка.
Соответствующее изобретению устройство для гибки оконных стекол служит, в частности, для проведения описываемого впоследствии соответствующего изобретению способа. В этом отношении будет приводиться ссылка на вышеуказанные варианты выполнения.
Соответствующий изобретению способ включает стадию, в которой получается нагретое до температуры гибки стекло.
Способ включает дополнительную стадию, в которой стекло фиксируется на контактной поверхности первой гибочной матрицы. Фиксирование стекла на контактной поверхности первой гибочной матрицы предпочтительно производится таким образом, что стекло приподнимается нагнетанием газообразной текучей среды и прижимается к контактной поверхности первой гибочной матрицы. Альтернативно и предпочтительно в дополнение, стекло фиксируется на контактной поверхности первой гибочной матрицы присасыванием. В зависимости от давления, с которым стекло прижимается к контактной поверхности первой гибочной матрицы, стекло может быть подвергнуто кромочной предварительной гибке в краевой области и/или поверхностной предварительной гибке во внутренней области.
Способ имеет дополнительную стадию, в которой стекло сдавливается между первой гибочной матрицей и первой нажимной рамой. Контактная поверхность имеет сформированный пригодным для кромочной конечной гибки в краевой области стекла наружный поверхностный участок. Кроме того, нажимная рама имеет поверхность прессования, которая является комплементарной наружному поверхностному участку первой гибочной матрицы. При этом производится кромочная предварительная гибка или кромочная конечная гибка в краевой области стекла.
Кроме того, способ включает стадию, в которой стекло переносится на нажимной раме ко второй гибочной матрице, причем во время транспортирования производится поверхностная предварительная гибка под действием силы тяжести в окруженной краевой областью внутренней области стекла.
Кроме того, способ включает стадию, в которой стекло зажимается между второй гибочной матрицей и нажимной рамой, причем вторая гибочная матрица имеет контактную поверхность со сформированным пригодным для кромочной конечной гибки в краевой области стекла наружным поверхностным участком, причем поверхность прессования нажимной рамы является комплементарной наружному поверхностному участку второй гибочной матрицы. При этом производится кромочная предварительная гибка или кромочная конечная гибка в краевой области стекла.
Кроме того, способ включает стадию, в которой стекло фиксируется на контактной поверхности второй гибочной матрицы. Фиксирование стекла на контактной поверхности второй гибочной матрицы благоприятным образом производится тем, что стекло приподнимается нагнетанием газообразной текучей среды и прижимается к контактной поверхности второй гибочной матрицы. Альтернативно и предпочтительно в дополнение, стекло фиксируется на контактной поверхности второй гибочной матрицы присасыванием. В зависимости от давления, с которым стекло прижимается к контактной поверхности второй гибочной матрицы, стекло может быть подвергнуто кромочной предварительной гибке в краевой области и/или поверхностной предварительной гибке и/или поверхностной конечной гибке во внутренней области. Например, стекло посредством присасывания может фиксироваться на второй гибочной матрице, причем присасывающее действие является настолько сильным, что стекло подвергается поверхностной конечной гибке во внутренней области и, по обстоятельствам, кромочной конечной гибке в краевой области.
Кроме того, способ включает стадию, в которой стекло переносится на закалочной (холодной) раме в охлаждающее устройство для термической закалки стекла.
В предпочтительном варианте выполнения соответствующего изобретению способа в результате сдавливания стекла между первой гибочной матрицей и нажимной рамой производится кромочная предварительная гибка в краевой области стекла. Затем сдавливанием стекла между второй гибочной матрицей и нажимной рамой выполняется дополнительная кромочная предварительная гибка в краевой области стекла. Наконец, во время транспортирования стекла на закалочной раме производится кромочная конечная гибка стекла.
В дополнительном предпочтительном варианте выполнения соответствующего изобретению способа в результате сдавливания стекла между первой гибочной матрицей и нажимной рамой производится кромочная предварительная гибка в краевой области стекла. Затем сдавливанием стекла между второй гибочной матрицей и нажимной рамой выполняется кромочная конечная гибка в краевой области стекла.
В дополнительном предпочтительном варианте выполнения соответствующего изобретению способа прессования стекла между первой гибочной матрицей и нажимной рамой производится кромочная конечная гибка в краевой области стекла.
В дополнительном предпочтительном варианте выполнения соответствующего изобретению способа во время транспортирования на закалочной раме выполняется поверхностная конечная гибка во внутренней области стекла под действием силы тяжести.
В дополнительном предпочтительном варианте выполнения соответствующего изобретению способа нажимная рама перемещается между первым положением нажимной рамы, которое соответствует первой гибочной матрице, и предпочтительно находится (например, непосредственно) под первой гибочной матрицей, и вторым положением нажимной рамы, которое соответствует второй гибочной матрице, и предпочтительно находится (например, непосредственно) под второй гибочной матрицей, в боковом направлении относительно первой и второй гибочной матрицы, чтобы транспортировать стекло от первой гибочной матрицы ко второй гибочной матрице. Нажимная рама предпочтительно движется возвратно-поступательно (двунаправленно) (одномерно) в горизонтальной плоскости между первым положением нажимной рамы и вторым положением нажимной рамы.
Стекло предпочтительно переносится посредством транспортирующего устройства, в частности, типа рольганга, к приемному положению, которое соответствует первой гибочной матрице и находится предпочтительно (например, непосредственно) под первой гибочной матрицей и, например, (к примеру, непосредственно) под первым положением нажимной рамы. Тогда стекло может быть зафиксировано на контактной поверхности первой гибочной матрицы. В то время как стекло фиксируется на контактной поверхности первой гибочной матрицы, нажимная рама предпочтительно передвигается к первому положению нажимной рамы.
В предпочтительном варианте выполнения соответствующего изобретению способа, в то время как стекло фиксируется на контактной поверхности второй гибочной матрицы, закалочная рама передвигается к первому положению закалочной рамы, соответствующему второй гибочной матрице (типично под второй гибочной матрицей), стекло укладывается на закалочную раму, и несущая стекло закалочная рама передвигается в боковом направлении относительно первой и второй гибочной матрицы ко второму положению закалочной рамы для термической закалки стекла. Закалочная рама предпочтительно движется возвратно-поступательно (двунаправленно) (одномерно) в горизонтальной плоскости между первым положением закалочной рамы и вторым положением закалочной рамы.
Гибка на второй гибочной матрице может придавать стеклу конечную или, соответственно, почти конечную форму. Обычно, но не обязательно, форма стекла еще изменяется на закалочной раме (как правило, незначительно), для каковой цели закалочная рама предпочтительно имеет поверхность рамы, которая сформирована пригодной для кромочной конечной гибки. Кроме того, закалочная рама сформирована пригодной для поверхностной конечной гибки под действием гравитации. Тем самым стекло получает на закалочной раме свою конечную форму.
Кроме того, изобретение распространяется на применение соответствующего изобретению устройства, а также соответствующего изобретению способа получения оконных стекол, для средств передвижения для движения по земле, по воздуху или по воде, в частности, для автомобилей, и в особенности для автомобильных задних стекол.
Различные варианты осуществления изобретения могут быть осуществлены по отдельности или в любых комбинациях. В частности, вышеуказанные и разъясняемые ниже признаки могут быть применимыми не только к приведенным комбинациям, но также к другим комбинациям или в одиночку, без выхода за пределы области настоящего изобретения.
Теперь изобретение будет более подробно разъяснено посредством примеров осуществления, причем будет приводиться ссылка на сопроводительные фигуры. Как показано в упрощенном, выполненном не в масштабе изображении:
Фиг. 1 представляет схематическое изображение в разрезе примерного варианта выполнения соответствующего изобретению устройства для гибки оконных стекол;
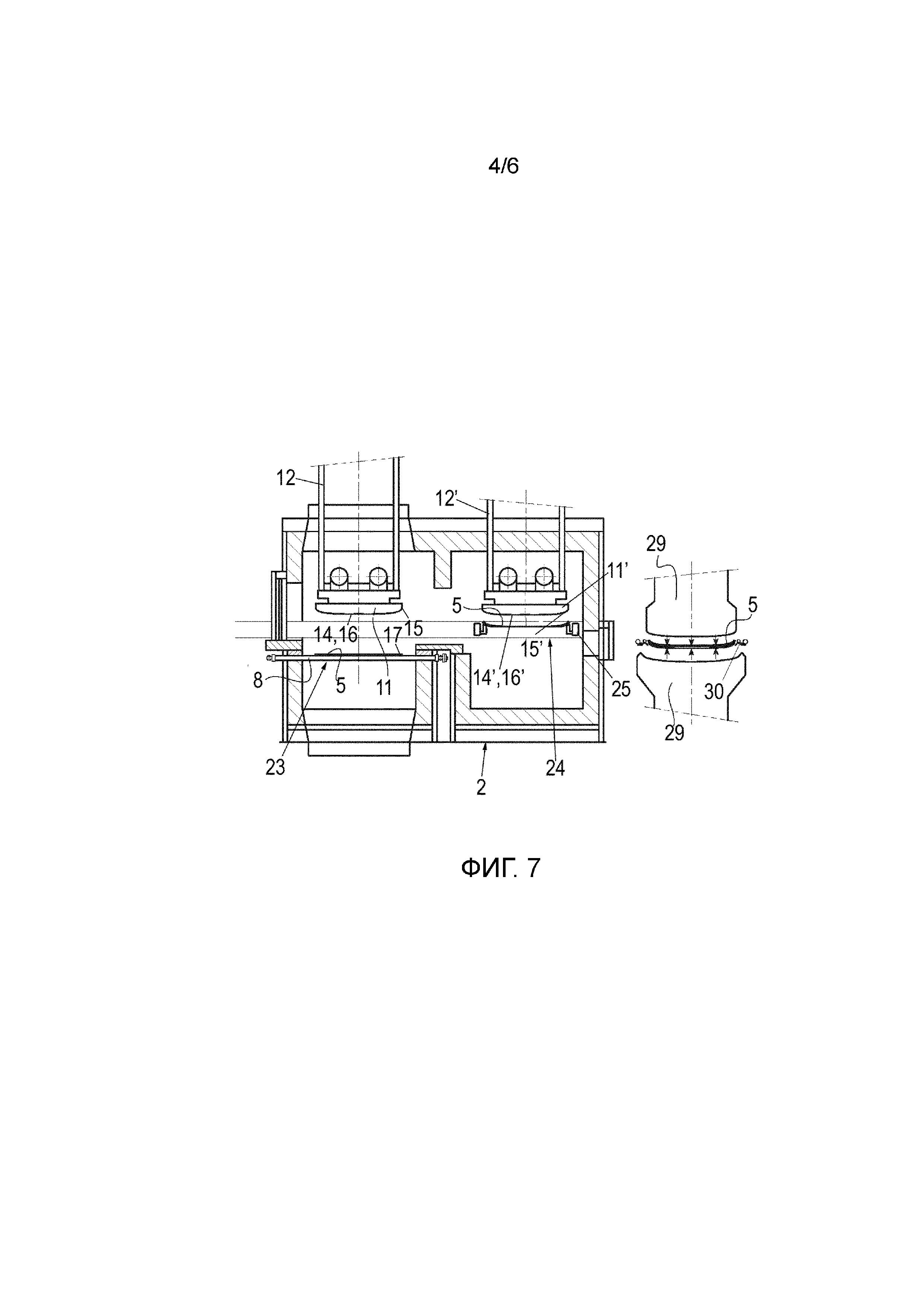
Фиг. 2-7 представляют соответствующее изобретению устройство для гибки оконных стекол из Фиг. 1 к более позднему в каждом случае моменту времени;
Фиг. 8А-8В представляют схематическое изображение прессования стекла между первым гибочным рабочим органом и нажимной рамой;
Фиг. 9 представляет технологическую блок-схему соответствующего изобретению способа получения оконного стекла.
Сначала рассматривается Фигура 1, в которой посредством схематического изображения наглядно разъясняется примерный вариант выполнения соответствующего изобретению устройства в виде в поперечном разрезе. С помощью Фигуры 1 описываются существенные компоненты обозначенного в целом кодовым номером 1 позиции устройства для гибки оконных стекол. Устройство 1 включает гибочную зону 2 для гибки (стеклянных) пластин 5, размещенную сбоку от гибочной зоны 2 зону 3 предварительного нагревания с нагревательным устройством для нагревания стекол 5 до температуры гибки, которая в Фиг. 1 подробнее не представлена, так как она находится в виде в Фигурах позади гибочной зоны 2, а также размещенную сбоку закалочную зону 4 для охлаждения и, соответственно, закалки изогнутых стекол 5. Закалочная зона 4 примыкает к гибочной зоне 2 сбоку справа. Зона 3 предварительного нагревания и закалочная зона 4 в виде сверху размещаются под углом 90° к гибочной зоне 2 и функционируют во взаимодействии с нею. Зона 3 предварительного нагревания, гибочная зона 2 и закалочная зона 4 здесь в каждом случае составляют пространственно разделенные области устройства. Гибочная зона 2 выполнена в форме закрытой и, соответственно, закрываемой от внешнего окружения гибочной камеры. Для этой цели гибочная зона 2 снабжена изолирующей стенкой 36 так, что внутреннее пространство гибочной зоны может нагреваться до надлежащей для процесса гибки стекол 5 температуры (температуры гибки) и поддерживаться при ней. Для нагревания внутреннего пространства гибочная зона 2 имеет нагревательное устройство, которое в Фигуре 1 подробнее не представлено.
В устройстве 1 стекла 5 могут последовательно транспортироваться от зоны 3 предварительного нагревания в гибочную зону 2 и затем в закалочную зону 4. Для транспортирования стекол 5 от зоны 3 предварительного нагревания в гибочную зону 2 предусмотрено устройство 6 для транспортирования стекол, которое в варианте выполнения согласно Фигуре 1 включает рольганг 7 с цилиндрическими роликами 8 для плоскостной укладки стекол 5. Ролики 8 с их ориентированными горизонтально осями вращения, например, здесь параллельно х-направлению, установлены вращающимися активно и/или пассивно. Посредством роликов 8 нагретые в зоне 3 предварительного нагревания до температуры гибки стекла 5 в каждом случае по отдельности друг за другом подаются в приемное положение 22 в гибочной зоне 2. Направление транспортирования стекла 5 является перпендикулярным плоскости чертежа.
Гибочная зона 2 имеет две отдельных гибочных секции 9, 9’, причем первая гибочная секция 9 и вторая гибочная секция 9’ размещаются пространственно смещенными друг от друга в горизонтальном х-направлении. В описании обеих гибочных секций 9, 9’ ссылочное обозначение «’» в каждом случае относится к компоненту второй гибочной секции 9’, причем компоненты обеих гибочных секций также могут не иметь знак «’», когда это представляется уместным. Для упрощения ссылки все компоненты второй гибочной секции 9’ также называются «вторыми» компонентами», в отличие от компонентов первой гибочной секции 9, которые также называются «первыми» компонентами.
Гибочные секции 9, 9’ в каждом случае имеют вертикальную подвеску 10, 10’ для разъемного крепления гибочного рабочего органа 11, 11’. Подвески 10, 10’ посредством не изображенного подробнее устройства 13, 13’ для перемещения подвески могут смещаться в каждом случае в вертикальном направлении. Необязательно подвески 10, 10’ посредством устройства 13, 13’ для перемещения подвески могут смещаться в сторону также в каждом случае в горизонтальном направлении по меньшей мере с одним параметром движения, в частности, в положительном или, соответственно, отрицательном х-направлении. На нижнем конце подвесок 10, 10’ в каждом случае разъемно смонтирован гибочный рабочий орган 11, 11’. Каждый гибочный рабочий орган 11, 11’ имеет ориентированную вниз выпуклую контактную поверхность 14, 14’ для прилегающего плоского стекла 5. Под соответствующим контактным давлением стекло может изгибаться на данной контактной поверхности 14, 14’. Обе контактных поверхности 14, 14’ имеют для этого в каждом случае концевой или, соответственно, краевой наружный поверхностный участок 15, 15’ и внутренний поверхностный участок 16, 16’ с отличающимися друг от друга поверхностными контурами (формами поверхности), причем внутренний поверхностный участок 16, 16’ со всех сторон окружен (окаймлен) наружным поверхностным участком 15, 15’.
Наряду с отличающимися друг от друга поверхностными контурами наружного поверхностного участка 15, 15’ и внутреннего поверхностного участка 16, 16’ одного и того же гибочного рабочего органа 11, 11’, контактные поверхности 14, 14’ обоих гибочных рабочих органов 11, 11’ также имеют различающиеся контуры поверхности. Более конкретно, наружный поверхностный участок 15 имеет контактную поверхность 14 первого гибочного рабочего органа 11, которая соответствует желательной кромочной конечной гибке, то есть, конечной гибке, в одной (например, прямолинейной) краевой области 17 стекла 5, то есть, обеспечивает возможность такой конечной гибки. Концевая краевая область 17 стекла 5 примыкает к размещенной перпендикулярно обеим противолежащим относительно друг друга основным поверхностям стекла кромке 19 (обреза) стекла. Внутренний поверхностный участок 16 контактной поверхности 14 первого гибочного рабочего органа 11 имеет контур поверхности, который соответствует поверхностной предварительной гибке, то есть, неокончательной гибке, в полностью окруженной краевой областью 17 внутренней области 18 стекла 5. Наружный поверхностный участок 15’ контактной поверхности 14’ второго гибочного рабочего органа 11’ имеет такой же контур поверхности, как контактная поверхность 14 наружного поверхностного участка 15 первого гибочного рабочего органа 11, и имеет контур поверхности, который соответствует желательной кромочной конечной гибке в краевой области 17 стекла 5. В отличие от внутреннего поверхностного участка 16 контактной поверхности 14 первого гибочного рабочего органа 11, внутренний поверхностный участок 16’ контактной поверхности 14’ второго гибочного рабочего органа 11’ имеет контур поверхности, который соответствует поверхностной конечной гибке, то есть, окончательной или, соответственно, почти конечной гибке, во внутренней области 18 стекла 5. Первая подвеска 10 совместно с первым гибочным рабочим органом 11 образует первую гибочную матрицу 12. Соответствующим образом, вторая подвеска 10’ совместно со вторым гибочным рабочим органом 11’ образует вторую гибочную матрицу 12’.
Обе гибочных секции 9, 9’ в каждом случае снабжены всасывающим устройством 20, 20’ для присасывания стекла 5 к контактной поверхности 14, 14’. Контактные поверхности 14, 14’ могут быть оснащены для этого, например, равномерно распределенными впускными отверстиями для всасывания (не показаны), и/или окаймляющим по периметру фартуком. Посредством создаваемого разрежения и, соответственно, вакуума, стекло 5 может быть притянуто к контактной поверхности 14, 14’.
Кроме того, первая гибочная секция 9 имеет не представленное подробнее дутьевое устройство 21, через которое может создаваться поток газообразной текучей среды, например, поток 33 воздуха, по вертикальному направлению сквозь рольганг 7 в приемном положении 22. Посредством этого стекло 5 из приемного положения 22 может быть приподнято по направлению к гибочной матрице 12. Приемное положение 22 находится по вертикальному направлению непосредственно под гибочным рабочим органом 11 первой гибочной матрицы 12.
Кроме того, гибочная секция 9 имеет нажимную раму 25 (например, нажимное кольцо) для прижимания и транспортирования стекла 5. Нажимная рама 25 жестко закреплена на удлиненной опоре 27, и может при перемещении опоры 27 смещаться в сторону в положительном и отрицательном х-направлении относительно первой и второй гибочной матрицы 12, 12’. Опора 27 посредством не представленного подробнее устройства 26 для перемещения опоры может перемещаться вдоль направления своей протяженности. В результате этого нажимная рама 25 может возвратно-поступательно перемещаться вперед и назад, в частности, между первым положением 23 нажимной рамы первой гибочной секции 9 и вторым положением 24 нажимной рамы второй гибочной секции 9’. Первое положение 23 нажимной рамы и второе положение 24 нажимной рамы здесь находятся, например, в одной и той же горизонтальной плоскости. Приемное положение 22 находится непосредственно под первым положением 23 нажимной рамы.
Нажимная рама 25 имеет краевую (например, полосовидную) нажимную поверхность 28 (смотри Фигуры 8А и 8В), контур поверхности которых комплементарен контуру поверхности наружного поверхностного участка 14 гибочного рабочего органа 11 первой гибочной матрицы 12. Обращенная вверх поверхность 28 прессования предназначена для прижатия уложенного стекла 5 к краевой области 17. Нажимная рама 25 сформирована не по всей площади, но имеет находящийся внутри сквозной проем, который обеспечивает возможность поверхностной предварительной гибки внутренней области 18 прилегающего к нему стекла 5 под действием силы тяжести.
Примыкающая сбоку к гибочной зоне 2 закалочная зона 4 имеет два так называемых закалочных бокса 29, которые размещены смещенными друг относительно друга по вертикальному направлению. Посредством обоих закалочных боксов 29 в каждом случае может создаваться поток воздуха для воздушного охлаждения находящегося между обоими закалочными боксами 29 стекла 5, чтобы вызывать предварительное напряжение в изогнутом стекле 5. В закалочной зоне 4 находится закалочная рама 30 для транспортирования и укладки во время закалки изогнутого стекла 5. Закалочная рама 30 может смещаться в сторону с помощью устройства 31 для перемещения закалочной рамы, которое подробнее не представлено, вдоль по меньшей мере одного параметра горизонтального перемещения относительно гибочной секции 2. Более конкретно, закалочная рама 30 может возвратно-поступательно перемещаться взад и вперед в горизонтальной плоскости между вторым положением 32 закалочной рамы, которое находится между обоими закалочными боксами 29 закалочной секции 4, и первым положением 24 закалочной рамы, которое идентично второму положению нажимной рамы. Для этой цели сформированная в виде гибочной камеры гибочная зона 2 имеет дверцу 35. Тем самым закалочная рама 30 может передвигаться во вторую гибочную зону 24, чтобы принять готовое изогнутое стекло 5 и транспортировать в закалочную зону 4. Оттуда стекло 5 простым путем извлекается и подвергается дальнейшей обработке.
Теперь приводится ссылка на Фигуры 1-7, в которых в каждом случае устройство 1 для гибки оконных стекол 5 из Фигуры 1 показано в различные следующие друг за другом моменты времени в ходе процесса гибки, чтобы описать примерный способ гибки оконных стекол 5. Для большей наглядности только избранные компоненты устройства 1 еще снабжены кодовыми номерами позиций.
В Фигуре 1 представлена ситуация во время процесса гибки, в которой стекло 5 было доставлено в приемное положение 22 первой гибочной секции 9. Первая гибочная матрица 12 находится в приподнятом положении над стеклом 5. Вторая гибочная матрица 12’ находится примерно на такой же высоте, как и первая гибочная матрица 12. Под второй гибочной матрицей 12’ находится нажимная рама 25 во втором положении 24 нажимной рамы второй гибочной секции 9’ с уложенным на нее дополнительным стеклом 5. Закалочная рама 30 находится во втором положении 32 закалочной рамы закалочной зоны 4 между обоими закалочными боксами 29.
Фигура 2 показывает устройство 1 для гибки оконных стекол 5 в более поздний момент времени, чем в Фиг. 1. Первая гибочная матрица 12 сдвинута вниз по направлению к стеклу 5 от более высокого положения в первое опущенное положение. Стекло 5 в результате вдувания создаваемого дутьевым устройством 21 воздушного потока 33 из дутьевого устройства (символически изображенного стрелками) на нижнюю сторону по вертикальному направлению было приподнято от приемного положения 22 по направлению к первой гибочной матрице 12, и действием воздушного потока 33 из дутьевого устройства прижато к контактной поверхности 14 первого гибочного рабочего органа 11. В первом опущенном положении первой гибочной матрицы 12 контактная поверхность 14 опускается настолько, что стекло 5 может быть прижато к контактной поверхности 14 воздушным потоком 33 из дутьевого устройства. Кроме того, фиксирование стекла 5 на контактной поверхности 14 производится присасыванием посредством всасывающего устройства 20. Создаваемое воздушным потоком 34 от всасывающего устройства разрежение на контактной поверхности 14 также символически изображено стрелками. Вследствие обычно неполного прилегания к контактной поверхности 14 достигается только предварительная гибка стекла 5 в краевой области 17. Как правило, прижимающее давление, обусловленное воздушным потоком 33 из дутьевого устройства, не является достаточным, чтобы обеспечить кромочную конечную гибку в краевой области 17 стекла 5. С другой стороны, присасывающее действие всасывающего устройства 20 служит по существу только для фиксирования стекла 5 на контактной поверхности 14, пока нажимная рама 25 сдвигается под стеклом 5, и оказывает лишь незначительное влияние на изгибание стекла 5. Тем не менее, благодаря этому могут быть удалены пузырьки в стекле 5. Во внутренней области 18 стекла 5 посредством контактной поверхности 14 и без того возможна только поверхностная предварительная гибка. В Фигуре 2 показана ситуация, в которой стекло 5 уже зафиксировано на контактной поверхности 14.
Вторая гибочная матрица 12’ была приведена от поднятого положения в опущенное положение, в котором возникает поверхностный контакт между контактной поверхностью 14’ и уложенным на нажимную раму 25 стеклом 5. При этом стекло 5 в краевой области 17 сжимается между наружным поверхностным участком 15’ контактной поверхности 14’ гибочного рабочего органа 11’ и поверхностью 28 прессования нажимной рамы 25 (смотри Фигуры 8А и 8В). Поверхность 28 прессования имеет форму, комплементарную наружному поверхностному участку 15’ контактной поверхности 14. Краевая область 17 стекла 5 в результате этого предпочтительно изгибается до конечного состояния, то есть, с его кромочной конечной гибкой. Однако также возможно, что краевая область 17 стекла 5 подвергается только предварительной гибке. Затем производится фиксирование стекла 5 на контактной поверхности 14’ присасыванием посредством всасывающего устройства 20’. Допустимо, что контактная поверхность 14’ альтернативно находится на небольшом расстоянии от стекла 5, когда присасывание стекла 5 возможно через известное расстояние. Создающий разрежение на контактной поверхности 14’ воздушный поток 34’ всасывающего устройства символически изображен стрелками. В отличие от первой гибочной матрицы 12, где предусматривается только фиксирование стекла 5, и тем самым разрежение не вызывает (по меньшей мере заметное) изгибание стекла 5, присасывание стекла 5 к контактной поверхности 14’ также служит для гибки стекла 5, то есть, вследствие присасывания создается достаточное механическое давление, чтобы изгибать стекло 5 желательным образом. Таким образом, стекло 5 на второй контактной поверхности 14’ подвергается поверхностной предварительной гибке во внутренней области 18 стекла 5. Кроме того, на стекле может поддерживаться созданная до этого кромочная конечная гибка в краевой области 17. Кроме того, закалочная рама 30 находится в закалочном устройстве 4 между обоими закалочными боксами 29.
Фигура 3 показывает устройство 1 для гибки оконных стекол 5 в более поздний момент времени, чем в Фиг. 2. Первая гибочная матрица 12 опять выведена в свое поднятое положение вверх, причем стекло 5 зафиксировано на контактной поверхности 14 воздушным потоком 34 всасывающего устройства. Вторая гибочная матрица 12’ также выведена в свое поднятое положение вверх, причем стекло 5 зафиксировано на контактной поверхности 14’ воздушным потоком 34’ всасывающего устройства. Нажимная рама 25 не содержит стекло и находится под второй гибочной матрицей 12’. Кроме того, закалочная рама 30 находится в закалочном устройстве 4 между обоими закалочными боксами 29.
Фигура 4 показывает устройство 1 для гибки оконных стекол 5 в более поздний момент времени, чем в Фиг. 3. Первая гибочная матрица 12 показана в ситуации, в которой она находится в движении на пути ко второму опущенному положению выше первого опущенного положения вниз. Стекло 5 все еще зафиксировано на контактной поверхности 14 воздушным потоком 34 всасывающего устройства. Нажимная рама 25 посредством устройства 26 для перемещения опоры поступательно передвигается на опоре 27 в горизонтальном направлении (отрицательном х-направлении) от второго положения 24 нажимной рамы к первому положению 23 нажимной рамы, и находится под первой гибочной матрицей 12. Кроме того, вторая гибочная матрица 12’ находится в своем поднятом положении, причем стекло зафиксировано на контактной поверхности 14’ воздушным потоком 34’ всасывающего устройства. Закалочная рама 30 перемещается от положения 32 закалки во второе положение 24 нажимной рамы второй гибочной секции 9’ и находится под второй гибочной матрицей 12’.
Фигура 5 показывает устройство 1 для гибки оконных стекол 5 в более поздний момент времени, чем в Фиг. 4. Первая гибочная матрица 12 теперь была смещена во второе опущенное положение, причем стекло 5 находится в контакте с нажимной рамой 25. При этом стекло 5 в краевой области 17 сдавливается между наружным поверхностным участком 15 контактной поверхности 14 гибочного рабочего органа 11 и поверхностью 28 прессования нажимной рамы 25 (смотри Фигуры 8А и 8В). Поверхность 28 прессования имеет форму, комплементарную наружному поверхностному участку 15 контактной поверхности 14. В результате этого краевая область 17 стекла 5 подвергается предварительной гибке или гибке до готового состояния. Большим преимуществом прижатия стекла 5 к нажимной раме 25 является обусловленное этим очень точное определение положения стекла 5 на нажимной раме 25 с точным размещением краевой области 17 стекла 5 на поверхности 28 прессования нажимной рамы 25. Это обеспечивает возможность фиксирования стекла 5 в точном положении на нажимной раме 25 посредством прилегающего к стеклу 5 стопора, который более подробно не представлен. Тем самым может достигаться особенно высокая точность изготовления и хорошее оптическое качество изогнутого стекла. Вторая гибочная матрица 12’ перемещается в свое опущенное положение, причем стекло 5 уложено на закалочную раму 30.
Фигура 6 показывает устройство 1 для гибки оконных стекол 5 в более поздний момент времени, чем в Фиг. 5. Первая гибочная матрица 12 и вторая гибочная матрица 12’ в каждом случае опять были выведены в свои поднятые положения. Нажимная рама 25 поступательно передвигается в горизонтальной плоскости (положительное х-направление) от первого положения 23 нажимной рамы ко второму положению 24 нажимной рамы, и находится под второй гибочной матрицей 12’. В частности, во время транспортирования находящееся на нажимной раме 25 стекло 5 подвергается предварительной гибке во внутренней области 18 под действием силы тяжести. В результате зажимания в краевой области 17 поверхностная предварительная гибка под действием силы тяжести во внутренней области 18 ограничивается. Закалочная рама 30 с уложенным на нее стеклом 5 передвинулась от второго положения 24 нажимной рамы второй гибочной секции 9’ в положение 32 закалки, и находится между обоими закалочными боксами 29. Чтобы обеспечить возможность выхода из гибочной зоны 2, на короткий период времени была открыта дверца 35. Благодаря этому может быть предотвращено заметное снижение температуры в гибочной зоне 2. Во время транспортирования на закалочной раме 30 может быть под действием силы тяжести выполнена кромочная конечная гибка и поверхностная конечная гибка стекла 5. Для этой цели закалочная рама 30 имеет ориентированную вверх поверхность 36 рамы для контакта со стеклом 5, которая сформирована пригодной для кромочной конечной гибки. Кроме того, закалочная рама 30 сформирована пригодной для поверхностной конечной гибки под действием гравитации.
Фигура 7 показывает устройство 1 для гибки оконных стекол 5 в более поздний момент времени, чем в Фиг. 6. Первая гибочная матрица 12 и вторая гибочная матрица 12’ опять же находятся в поднятом положении. В приемное положение 22 первой гибочной секции 9 было введено новое стекло 5. Находящееся на нажимной раме 25 стекло 5 может быть прижато второй гибочной матрицей 12’ и присосано. Находящееся в закалочной зоне 4 стекло 5 охлаждается для закалки потоком воздуха, который наглядно показан стрелками. Ситуация в Фигуре 7 тем самым равнозначна ситуации в Фигуре 1. Тем самым процесс гибки может продолжаться непрерывно.
Хотя это не представлено в Фигурах 1-7, равным образом было бы возможно, что нажимная рама 25 в каждом случае остается неподвижной (стационарной) внутри гибочной секции 2, и только первая гибочная матрица 12 и вторая гибочная матрица 12’ в каждом случае смещаются в боковом направлении относительно неподвижной нажимной рамы 25.
В Фигурах 8А и 8В показано прессование стекла 5 между нажимной рамой 25 и контактной поверхностью 14 первого гибочного рабочего органа 11. Можно видеть, что контактная поверхность 14 имеет наружный поверхностный участок 15 и внутренний поверхностный участок 16 с различными контурами поверхности. Наружный поверхностный участок 15 имеет контур поверхности, который соответствует желательной кромочной конечной гибке в краевой области 17 стекла 5, и, соответственно, обеспечивает ее возможность. Внутренний поверхностный участок 16 имеет контур поверхности, который соответствует желательной поверхностной предварительной гибке во внутренней поверхности стекла 5, и, соответственно, обеспечивает ее возможность. Поверхность 28 прессования нажимной рамы 25 имеет контур поверхности, который является комплементарным контуру поверхности наружного поверхностного участка 15 контактной поверхности 14. Фигура 8А показывает ситуацию, в которой внутренняя область 18 стекла 5 достигает состояния примыкания к внутреннему поверхностному участку 16 (первый контакт). Это уже может пониматься как прессование. В Фигуре 8В стекло 5 также в краевой области 17 доводится до полного прилегания к наружному поверхностному участку 15 контактной поверхности 14, причем была достигнута желательная кромочная конечная гибка в краевой области 17.
В Фигуре 9 посредством технологической блок-схемы разъясняются последовательные стадии способа получения стекла 5. При этом в первой стадии I получается нагретое до температуры гибки стекло 5. Во второй стадии II стекло 5 фиксируется на контактной поверхности 14 первой гибочной матрицы 12, причем контактная поверхность имеет наружный поверхностный участок 15, который соответствует кромочной конечной гибке в краевой области 17 стекла 5, и внутренний поверхностный участок 16, который соответствует поверхностной предварительной гибке во внутренней области 18 стекла 5, причем при необходимости производится кромочная предварительная гибка в краевой области 17, и по обстоятельствам поверхностная предварительная гибка во внутренней области 18 стекла 5. В третьей стадии III стекло 5 в краевой области 17 прижимается к поверхности 28 прессования нажимной рамы 25, причем поверхность 28 прессования является комплементарной наружному поверхностному участку 15 контактной поверхности 14, причем выполняется (дополнительная) кромочная предварительная гибка или кромочная конечная гибка в краевой области 17 стеклянной пластины 5. В четвертой стадии IV стекло 5 транспортируется на нажимной раме 25 ко второй гибочной матрице 12’, причем, в частности, во время транспортирования производится (дополнительная) поверхностная предварительная гибка во внутренней области 18 стекла 5 под действием силы тяжести. В пятой стадии V стекло 5 прижимается к контактной поверхности 14’ второй гибочной матрицы 12’, и затем фиксируется на контактной поверхности 14’, причем выполняется (если еще не проведена) кромочная предварительная гибка или кромочная конечная гибка в краевой области 17, и поверхностная предварительная гибка или поверхностная конечная гибка во внутренней области 18 стекла 5.
В примерном варианте выполнения соответствующего изобретению способа прессованием стекла 5 между первой гибочной матрицей 12 и нажимной рамой 25 производится кромочная предварительная гибка в краевой области стекла 5, и прессованием стекла 5 между второй гибочной матрицей 12’ и нажимной рамой 25 выполняется кромочная предварительная гибка в краевой области 17 стекла 5, причем кромочная конечная гибка проводится во время транспортирования на закалочной раме 30. Во время транспортирования на нажимной раме 25 производится поверхностная предварительная гибка во внутренней области стекла 5 под действием силы тяжести. Во время транспортирования на закалочной раме 25 выполняется поверхностная конечная гибка во внутренней области стекла 5 под действием силы тяжести. Тем самым стекло приобретает свою конечную форму только на закалочной раме.
В дополнительном примерном варианте выполнения соответствующего изобретению способа прессованием стекла 5 между первой гибочной матрицей 12 и нажимной рамой 25 производится кромочная предварительная гибка в краевой области 17 стекла 5, и прессованием стекла 5 между второй гибочной матрицей 12’ и нажимной рамой 25 выполняется кромочная конечная гибка в краевой области 17 стекла 5. Во время транспортирования на закалочной раме 30 производится дополнительная кромочная конечная гибка только в том смысле, что уже имеющаяся кромочная конечная гибка не утрачивается, то есть, кромочная конечная гибка сохраняется неизменной. Во время транспортирования на нажимной раме 25 выполняется поверхностная предварительная гибка во внутренней области стекла 5 под действием силы тяжести. Во время транспортирования на закалочной раме 30 производится поверхностная конечная гибка во внутренней области стекла 5 под действием силы тяжести. Тем самым стекло 5 приобретает свою конечную форму в краевой области 17 уже посредством второй гибочной матрицы 12’. Во внутренней области стекло 5 получает свою окончательную форму лишь на закалочной раме 30.
В дополнительном примерном варианте выполнения соответствующего изобретению способа прессованием стекла 5 между первой гибочной матрицей 12 и нажимной рамой 25 производится кромочная конечная гибка в краевой области 17 стекла 5. Во время транспортирования на нажимной раме 25 и закалочной раме 30 производится дополнительная кромочная конечная гибка только в том смысле, что уже имеющаяся кромочная конечная гибка не утрачивается, то есть, кромочная конечная гибка сохраняется неизменной. Во время транспортирования на нажимной раме 25 выполняется поверхностная предварительная гибка во внутренней области стекла 5 под действием силы тяжести. Во время транспортирования на закалочной раме 30 производится поверхностная конечная гибка во внутренней области стекла 5 под действием силы тяжести. Тем самым стекло 5 приобретает свою конечную форму в краевой области 17 уже на первой гибочной матрице 12. Во внутренней области стекло 5 получает свою окончательную форму лишь на закалочной раме 30.
Во всех вариантах выполнения способа кромочная предварительная гибка и/или поверхностная предварительная гибка может выполняться фиксированием стекла 5 на первой гибочной матрице 12 и, соответственно, второй гибочной матрице 12’. Кроме того, фиксированием стекла 5 на второй гибочной матрице 12’ может проводиться поверхностная конечная гибка.
Из вышеуказанных вариантов выполнения следует, что изобретением разработан способ, а также компактное устройство для получения оконных стекол, посредством которых обеспечивается возможность простого и экономичного изготовления стекол с короткими периодами циклов. В частности, благодаря этому может быть повышена производительность в случае сложных конфигураций стекол. В особенности предпочтительно может использоваться время транспортирования на нажимной раме между обеими гибочными матрицами для гибки под действием силы тяжести во внутренней области поверхности. Сдавливанием стекла между первой гибочной матрицей и нажимной рамой в краевой области стекла, причем стекло в краевой области подвергается предварительной или конечной гибке, может достигаться точное определение положения стекла так, что стекло изготавливается соответствующим высоким требованиям к качеству.
Список ссылочных позиций
1 устройство
2 гибочная зона
3 зона предварительного нагревания
4 закалочная зона
5 оконное стекло
6 устройство для транспортирования стекол
7 рольганг
8 ролик
9,9’ гибочная секция
10,10’ подвеска
11,11’ гибочный рабочий орган
12,12’ гибочная матрица
13,13’ устройство для перемещения подвески
14,14’ контактная поверхность
15,15’ наружный поверхностный участок
16,16’ внутренний поверхностный участок
17 краевая область
18 внутренняя область
19 кромка стекла
20,20’ всасывающее устройство
21 дутьевое устройство
22 приемное положение
23 первое положение нажимной рамы
24 второе положение нажимной рамы, первое положение закалочной рамы
25 нажимная рама
26 устройство для перемещения опоры
27 опора
28 поверхность прессования
29 закалочный бокс
30 закалочная рама
31 устройство для перемещения закалочной рамы
32 второе положение закалочной рамы
33 воздушный поток из дутьевого устройства
34,34’ воздушный поток всасывающего устройства
35 дверца
36 поверхность рамы
Реферат
Изобретение относится к способу и устройству для гибки оконных стекол, а также к их применению. При промышленном серийном производстве оконных стекол применяются различные способы гибки, которые уже многократно отражены в патентной литературе. Способ гибки оконных стекол со следующими стадиями: предоставления нагретого до температуры гибки стекла, фиксирования стекла на контактной поверхности первой гибочной матрицы, прессования стекла между первой гибочной матрицей и нажимной рамой, причем контактная поверхность имеет сформированный пригодным для кромочной конечной гибки в краевой области стекла наружный поверхностный участок. Причем нажимная рама имеет поверхность прессования, которая является комплементарной наружному поверхностному участку первой гибочной матрицы, транспортирования стекла на нажимной раме ко второй гибочной матрице. Причем во время транспортирования выполняется поверхностная предварительная гибка в окруженной краевой областью внутренней области стекла под действием силы тяжести, прессования стекла между второй гибочной матрицей и нажимной рамой, причем вторая гибочная матрица имеет контактную поверхность со сформированным пригодным для кромочной конечной гибки в краевой области стекла наружным поверхностным участком, причем поверхность прессования нажимной рамы является комплементарной наружному поверхностному участку второй гибочной матрицы, фиксирования стекла на контактной поверхности второй гибочной матрицы. Причем выполняется поверхностная предварительная гибка во внутренней области стекла, транспортирования стекла на закалочной раме к охлаждающему устройству для термической закалки стекла, причем во время транспортирования производится поверхностная конечная гибка во внутренней области стекла под действием силы тяжести. Технический результат заключается в получении путем заявленного способа стекла без оптичесикх дефектов и создании компактных установках для гибки оконных стекол, причем оконные стекла должны изготавливаться с относительно короткими продолжительностями циклов и при сниженных производственных затратах. 2 н. и 13 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Штамп для моллирования листового стекла и способ его изготовления
Комментарии