Установка для гнутья и закалки листового стекла - RU2064457C1
Код документа: RU2064457C1
Чертежи



Описание
Изобретение относится к стекольной промышленности и предназначено для изготовления закаленных стекол в мелкосерийном производстве при ремонте автомобилей и других транспортных средств.
Известна камерная электропечь сопротивления для моллирования стекла в сплошной форме или ножевой раме, выполненная в виде металлического каркаса, внутри которого размещена
рабочая камера из огнеупорных шамотных плит с пазами для размещения электронагревателей, над участками максимального изгиба стекла внутри камеры подвешены два дополнительных местных нагревателя
[1]
Эта печь представляет собой массивное сооружение, имеет толстую огнеупорную кладку, выполненную с фигурными пазами для укладки электронагревателей и для связки огнеупорных плит между
собой.
Из-за массивности огнеупорной кладки она имеет большую теплоемкость, требует большого времени для подъема температуры, следовательно и большого потребления электроэнергии. Печь обладает
большой
инерционностью, что затрудняет ремонт и ведет к большим потерям рабочего времени.
Известно охлаждающее устройство, включающее верхнюю и нижнюю обдувочные решетки секционного
типа,
соединенные с воздуходувкой или компрессором [2]
В этом устройстве обдувочные решетки выполнены из полусфер постоянного радиуса и ими возможно регулировать только воздушный зазор в
зависимости от толщины стекла. При охлаждении стекла с иным радиусом изгиба, отличным от радиуса изгиба обдувочных решеток, невозможно добиться равномерного обдува и охлаждения стекла.
Камерная электропечь и охлаждающее устройство являются составными частями установки для гнутья и закалки листового стекла, которая обладает тем недостатком, что она энергоемка, массивна, невозможна ее оперативная перенастройка на разные типоразмеры стекол.
Для уменьшения энергоемкости и возможности перенастройки на любой типоразмер стекла в установке для гнутья и закалки листового стекла, содержащей камерную электропечь и охлаждающее устройство, включающее верхнюю и нижнюю обдувочные решетки секционного типа, нагревательные элементы печи выполнены в виде отдельных секций, смонтированных на изоляционных панелях, включенных в электросхему с возможностью регулирования температуры, создаваемой каждой секцией, а секции обдувочных решеток собраны в отдельные секторы, соединенные между собой шарнирами.
Нагревательные элементы установлены с зазором между ними и изоляционными панелями, а последние установлены также с зазорами между собой.
Нагревательные элементы соединены между собой последовательно в самостоятельные схемы подовой и потолочной частей, при этом каждая схема разделена минимум на две части, которые соединены между собой через регулируемый резистор.
Секции обдувочных решеток содержат минимум по три сектора каждая.
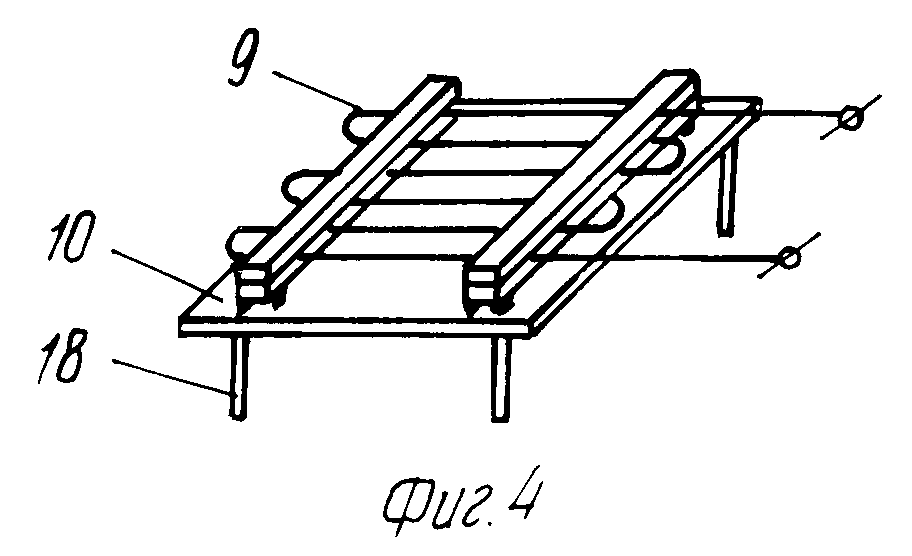
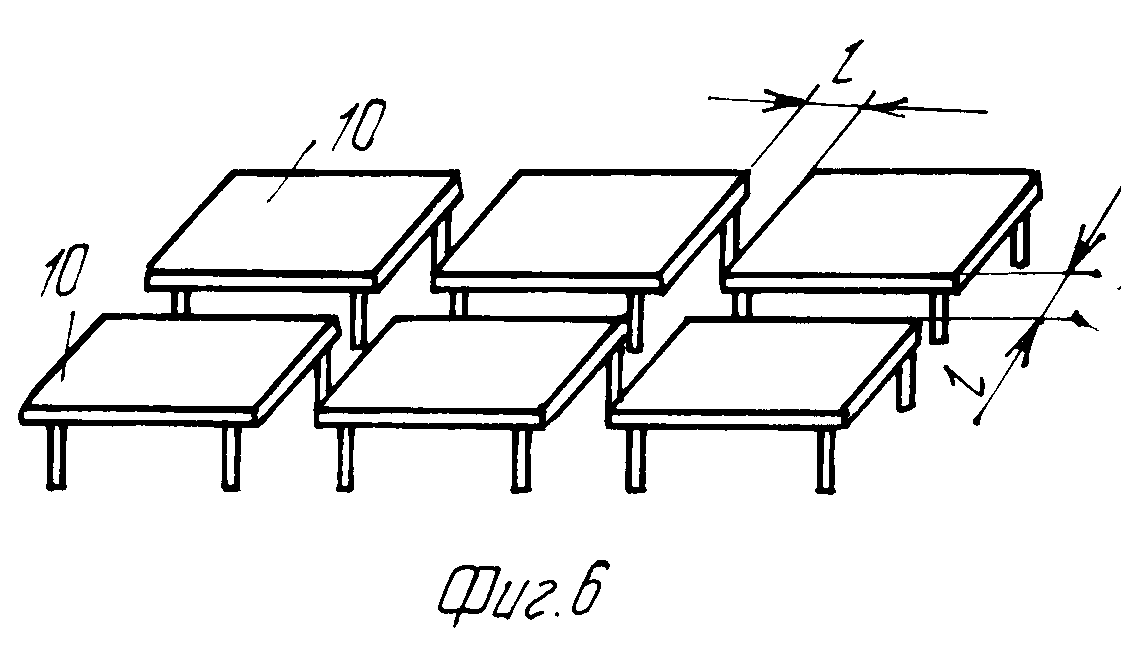
На фиг.1 представлена общая схема установки для гнутья и закалки листового стекла; на фиг.2 сечение А-А на фиг.1; на фиг.3 сечение Б-Б на фиг.1; на фиг.4 панель с электронагревательными элементами; на фиг.5 - электросхема печи; на фиг.6 схема установки панелей.
Установка для гнутья и закалки листового стекла состоит из горизонтальной нагревательной печи 1, охлаждающего устройства 2 с нагнетателем 3, каретки 4 с формой для моллирования стекла, установленной колесами 5 на рельсы 6. Электропечь 1 установлена шарнирно на стойках 7 и содержит загрузочную дверь со смотровым глазком 8. Электронагревательные элементы (ТЭН) 9 смонтированы на отдельных изоляционных панелях 10 с воздушным зазором между ТЭНами и панелью, последние установлены на подовой и потолочной частях печи с тепловыми зазорами l между собой. ТЭНы соединены между собой последовательно в самостоятельные схемы подовой и потолочной частей. Каждая схема разделена минимум на две части, которые соединены между собой через регулируемый резистор 11.
Охлаждающее устройство 2 выполнено из верхней 12 и нижней 13 обдувочных решеток, собранных из коробчатых коллекторов 14 с соплами 15. Коллекторы 14 собраны в отдельные секторы, соединенные между собой шарнирами 16, и соединены воздуховодом 17 с нагнетателем 3.
Вырезанное по шаблону стекло, например для автомобиля, толщиной 5-8 мм укладывают на форму каретки 4 и по рельсам 6 закатывают в печь 1 через зазгрузочную дверь. Через смотровой глазок 8 ведут наблюдение за процессом разогрева стекла. По достижении температуры, при которой стекло становится пластичным, оно под собственным весом прогибается и опускается на поверхность формы, которую немедленно выкатывают из печи и помещают в охлаждающее устройство 2. При изменении типоразмера стекла равномерность обдува холодным воздухом обеспечивается взаиморасположением секторов обдувочных решеток.
При изменении типоразмеров стекол тепловой режим печи меняют путем подстройки сопротивления резистора 11.
Изоляционные панели 10 закреплены стойками 18 к каркасу печи и одновременно стойки 18 являются крепежными деталями теплоизоляции к каркасу печи.
Использование изоляционных панелей позволило теплоизоляцию печи выполнить облегченной, используя для этого плитки из порошкообразного теплоизоляционного материала с небольшим количеством огнеупорного цемента. В результате резко снизилась теплоемкость печи, время разогрева (не более 15 мин), инерционность, что значительно уменьшает время, необходимое для ремонта печи, снизилась масса печи и потребляемая мощность.
Реферат
Изобретение относится к стекольной промышленности и предназначено для изготовления закаленных стекол в мелкосерийном производстве при ремонте автомобилей и других транспортных средств. Для уменьшения энергоемкости и возможности перенастройки на любой типоразмер стекла установка содержит горизонтальную нагревательную электропечь с нагревательными элементами в виде отдельных секций, смонтированных на изоляционных панелях, включенных в электросхему с возможностью регулирования температуры, создаваемой каждой секцией; гибочно-закалочное устройство в виде формы для моллирования стекла, снабженной колесами, установленными на рельсы, уложенные в печи и в охлаждающем устройстве, последнее выполнено в виде двух, расположенных с зазором обдувочных решеток секционного типа, которые выполнены из отдельных секторов, соединенных шарнирами между собой, а каждый сектор содержит набор коробчатых коллекторов с соплами. Нагревательные элементы установлены на изоляционных панелях с зазором между элементами и панелью, а панели установлены также с зазорами между собой. 2 з.п.ф-лы, 6 ил.

Комментарии