Способ молирования листового стекла и печь для его осуществления - RU2009107C1
Код документа: RU2009107C1
Чертежи


Описание
Изобретение касается способа теплопередачи в гибочной печи листового стекла.
Известен способ, в котором описывается интенсификация теплопередачи через полы тележек. В соответствии с известным способом теплопередача осуществляется за счет излучения и гравитационной конвекции.
Целью изобретения является интенсификация теплопередачи от горячего стекла к более холодному стеклу, а также от горячей формы к более холодной форме.
Цель достигается на базе изобретательских признаков, изложенных в приведенной формуле изобретения.
Таким образом, настоящее изобретение может быть использовано для ускорения скорости охлаждения охлаждаемых листов стекла для ускорения скорости нагревания нагреваемых листов стекол с целью более эффективного использования тепловой энергии охлаждаемых листов стекол с целью извлечения листового стекла из печи более холодным, чем это имело место до сих пор, и, кроме того, настоящее изобретение может достигать более равномерной скорости охлаждения и более равномерной скорости нагревания листов стекла.
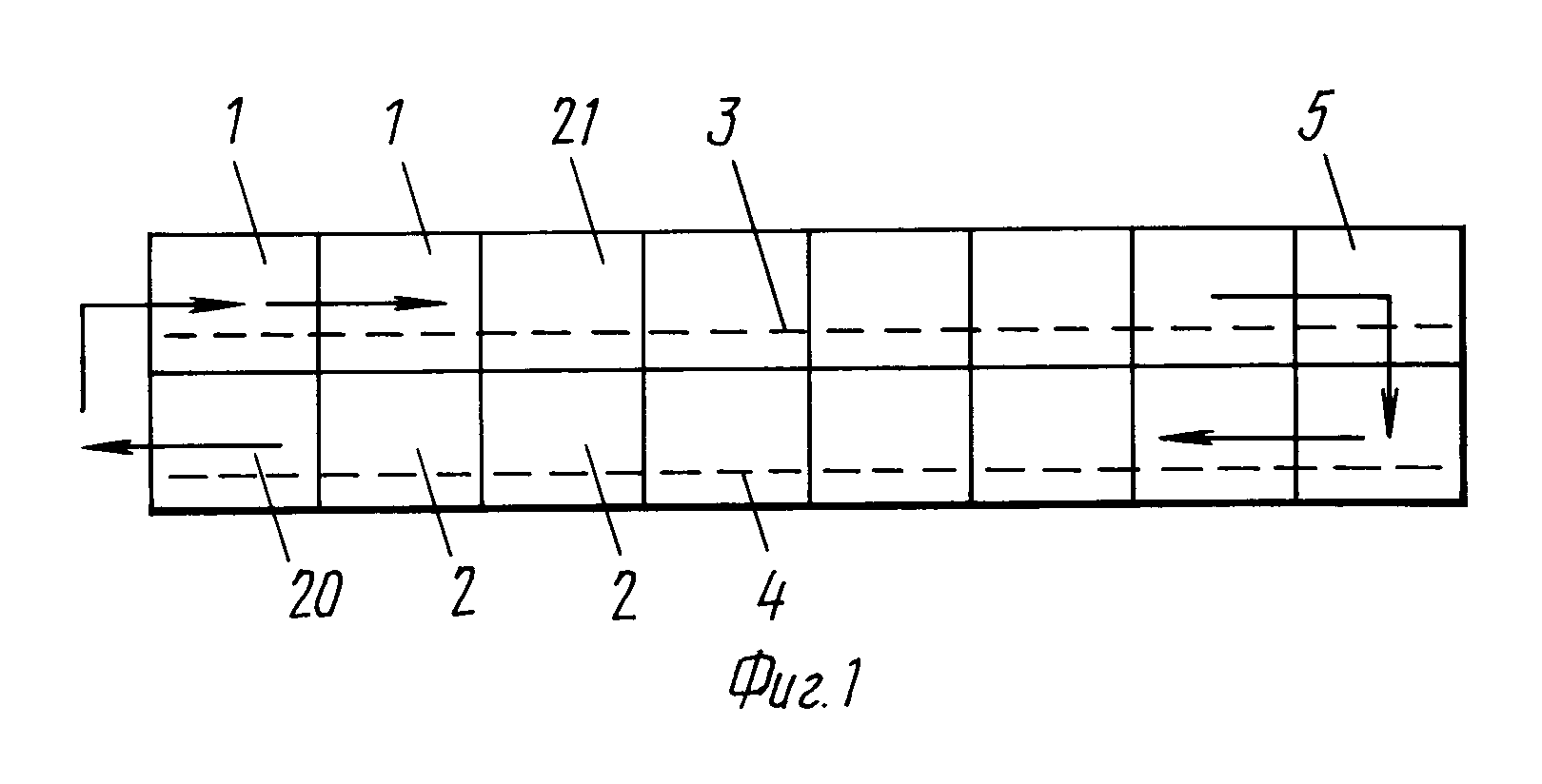
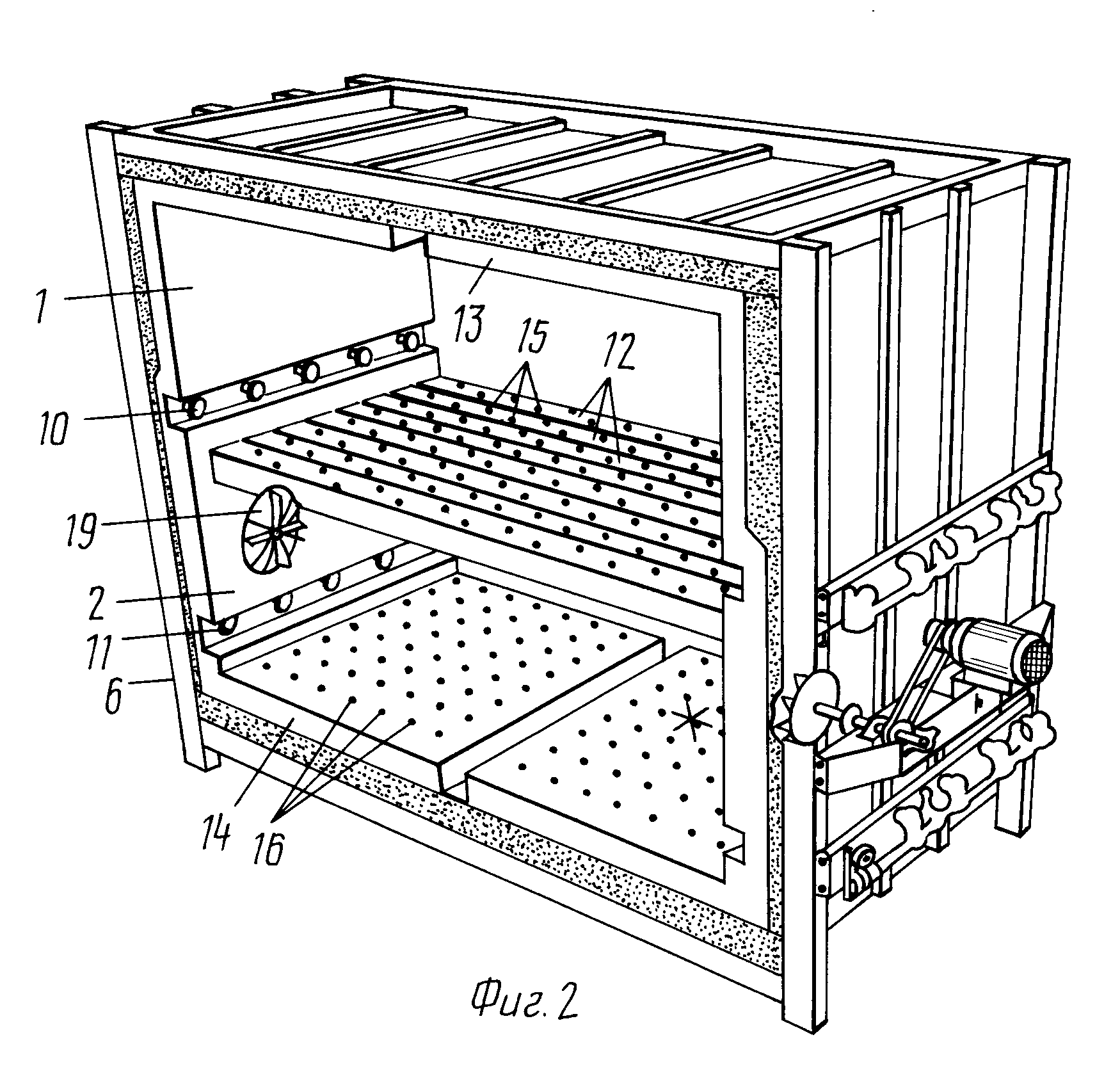
На фиг. 1 изображена гибочная печь, вид сбоку; на фиг. 2 - вид в перспективе одной из секций печи, включающей верхнюю нагревательную секцию и нижнюю охлаждающую секцию; на фиг. 3 - поперечное сечение гибочной печи; на фиг. 4 - график зависимости температуры листового стекла от времени, при этом последовательные секции разделены вертикальными линиями. Поднимающийся участок кривой представляет нагревание на верхней направляющей, а опускающийся участок кривой представляет охлаждение на нижней направляющей.
Гибочная печь содержит верхний ряд из последовательных нагревательных секций 1 и нижний ряд 2 последовательных охлаждающих секций 2. Стрелки обозначают траекторию движения листов стекла вдоль верхней транспортной направляющей 3 и нижней транспортной направляющей 4. Первые нагревательные секции 1 являются секциями нагрева, за которыми следуют нагревательные секции, а затем уже одна или две гибочные секции 5. По крайней мере подогревающие секции 1 вместе с охлаждающими секциями 2, находящимися под ними, образуют блок-секцию 6.
Листы стекла помещаются на гибочные формы 7, установленные на несущих тележках 8 (фиг. 3). Рельсы 9 гибочных форм 7 располагаются поверх роликов 10 верхней направляющей и соответственно поверх роликов 11 нижней направляющей. Последовательные тележки 8 перемещаются по верхней транспортной направляющей 3 от одной нагревательной секции 1 к другой. Соответственно на нижней транспортной направляющей 5 упомянутые тележки 8 перемещаются от одной охлаждающей секции 2 к другой. Таким образом, тепло передается от изогнутых горячих стекол в охлаждающих секциях 2 к неизогнутым более холодным стеклам в нагревательных секциях 1. Теплопередача осуществляется за счет излучения и гравитационной конвекции.
В настоящем изобретении передача тепла интенсифицируется с помощью устройства, описанного ниже.
Как показано на фиг. 2 и 3, потолок и полы нагревательной секции 1, а также охлаждающей секции 2 снабжены подающими коробами 12, 13 и 14 вдуваемого воздуха, снабженными продувочными отверстиями 15 и 16, которые расположены по существу по всей поверхностной площади секций. На обеих боковых стенках охлаждающих секций 2 закреплены вентиляторы 17, всасывающие отверстия которых сообщаются с охлаждающими секциями. Сторона нагнетания вентиляторов 17 соединена воздуховодами 18 с упомянутыми подающими коробами 12, 13 и 14.
Вентиляторы 19 используются для непрерывного отсасывания воздуха из охлаждающей секции 2, тем самым горячий лист стекла отдает тепло упомянутому воздуху при охлаждении. Из продувочных отверстий 15 и 16 подающих коробов 12, 13 и 14 воздух поступает в виде по существу вертикальных струй на верхнюю и нижнюю поверхности листа холодного стекла, а также на нижнюю и верхнюю поверхности горячего листа стекла. Воздух, поступающий в секцию 1, удаляется обратно в секцию 2 через зазоры между балками коробов 12.
Для поддержания теплового равновесия горячий воздух удаляется по крайней мере из одной секции 1 и соответственно по крайней мере в одну секцию 2 подается холодный замещающий воздух, который в продольном направлении печи распределяется от одной секции 2 к другой секции 2. Более предпочтительно, чтобы холодный замещающий воздух подавался в секцию 20, а часть горячего воздуха удалялась из секции 21 (фиг. 1).
Схема теплопередачи настоящего изобретения обычно осуществляется, например, в трех нагревательных секциях (в зависимости от производительности печи) и соответственно в таком же количестве из последних охлаждающих секций 2.
Температурная кривая (фиг. 4) показывает ситуацию, при которой интенсивная теплопередача происходит в трех последовательных секциях, обозначенных цифрами 22, 23 и 24. Кривая показывает, что в секциях 22, 23 и 24, т. е. на поднимающейся части кривой, скорость повышения температуры листа стекла сначала очень большая, в результате чего конечная температура секции достигается очень быстро, или наоборот, листу стекла требуется длительное время для достижения конечной температуры секции. Следовательно, на снижающейся кривой охлаждение происходит в секциях 22, 23 и 24 таким образом, что скорость снижения температуры очень большая в начале каждого цикла охлаждения. Благодаря этому стекло, выходящее из печи, имеет температуру, которая по существу ниже той, которую бы оно имело без интенсивной теплопередачи в соответствии с настоящим изобретением. Разность температур обозначена на фиг. 4 ΔТ. Кроме того, настоящее изобретение служит для повышения производительности в том смысле, что печь сможет работать на максимальной производительности, которая определена на основании времени, требующемся для гибки листа стекла в гибочной секции 5 (фиг. 1).
На фиг. 3 показаны плоские рельсы 9, идущие вдоль тележек 8, опирающихся на транспортные ролики 10. Торцевые стенки 25 тележек 8 образуют перегородки между последовательными секциями 1,1 или 2,2 всякий раз, когда тележки 8 останавливаются внутри секций. В месте соединения двух последовательных нагревательных секций 1 установлено упругое уплотнение 26, которое контактирует с кромками торцевых стенок 25 тележек и которое выполнено, например, в виде щетки из искусственных волокон и/или волос, и создающее заслон для потока воздуха между последовательными секциями. Это упрощает поддержание разности температур между последовательными секциями 1. С другой стороны, разность температур между находящимися друг над другом секциями должна выравниваться наиболее эффективно в соответствии с настоящим изобретением. (56) Патент США N 4497645, кл. C 03 B 23/025.
Реферат
Изобретение касается способа теплопередачи в гибочных печах листового стекла, а также гибочной печи для осуществления этого способа. Печь содержит верхний ряд из последовательных нагревательных секций и нижний ряд из последовательных охлаждающих секций. Листы стекла располагаются на гибочные формы, установленные на несущих тележках. Последовательные тележки движутся по верхней транспортерной направляющей от одной нагревательной секции к другой, и, соответственно по нижней транспортерной направляющей от одной охлаждающей секции к другой. Тепло передается от изогнутого горячего стекла в охлаждающих секциях к неизогнутому более холодному стеклу в нагревательных секциях за счет всасывания воздуха из охлаждающей секции и его вдувания в нагретательную секцию. Воздух вдувается с обеих сторон холодного листового стекла, находящегося в нагревательной секции, и далее на каждую сторону горячего листового стекла, размещенного в охлаждающей секции. 2 с. и. 5 з. п. ф-лы, 4 ил.
Комментарии