Форма для гравитационной гибки с изогнутой опорной поверхностью для гибки стеклянных листов - RU2721783C1
Код документа: RU2721783C1
Чертежи
Описание
Изобретение относится к форме для гравитационной гибки для гибки стеклянных листов и к способу гравитационной гибки, осуществляемому с ее использованием.
Стекла автомобилей обычно имеют изгиб. Распространенным способом гибки оконных стекол является так называемый "способ гравитационной гибки" (известный также как моллирование). При этом стеклянный лист, плоский в исходном состоянии, размещают на опорной поверхности гибочной формы, обычно имеющей форму рамы. Затем стеклянный лист нагревают по меньшей мере до его температуры размягчения, так что центр листа опускается под действием силы тяжести, образуя изгиб. Окончательного изгиба можно достичь путем гравитационной гибки. Такой способ известен, например, из GB 813069 A. Однако в случае более сложных форм листов часто применяются способы многоступенчатой гибки. Обычно на первом шаге производят черновую гибку посредством гравитационной гибки, а окончательную форму получают на втором этапе гибки, часто путем гибки прессованием между двумя дополняющими формами для гибки прессованием. Такие способы многоступенчатой гибки известны, например, из документов EP 1836136 B1, US 2004107729 A1, EP 0531152 A2 и EP 1371616 A1.
Обычные формы для гравитационной гибки имеют опорную поверхность в виде рамы или кольца, находящуюся в контакте с окружной краевой зоной стеклянного листа. Там опорная поверхность является плоской и наклонена внутрь, чтобы вчерне соответствовать окончательной форме стеклянного листа. Однако опорная поверхность такой формы может оставлять следы на стеклянном листе и, таким образом, отрицательно влиять на качество стеклянных листов. Когда стекло, плоское в исходном состоянии, помещают на опорную поверхность, оно сначала контактирует только с внешним краем опорной поверхности, так как из-за наклона опорной поверхности этот внешний край расположен выше. Этот по существу линейный контакт между гибочной формой и стеклянным листом может привести к высокой сжимающей нагрузке, в результате чего образуются отметины. Кроме того, может случиться, что стеклянный лист в конечном изогнутом состоянии будет опираться только на внутренний край опорной поверхности, из-за чего также могут образоваться следы.
Известны также более сложные инструменты для гравитационной гибки, которые позволяют повысить качество листа и, в частности, получить сильную кривизну листа. Так, например, документы WO 2008068526A1, US 5882370A и US 2008134721A1 описывают формы для гравитационной гибки с шарнирными краевыми зонами. Сначала краевые зоны опущены, так что форма для гравитационной гибки является относительно плоской, когда на нее помещают плоский лист, и поворачиваются вверх с усилением кривизны листа, позволяя осторожно реализовать более сильную кривизну в краевой зоне. Однако такие инструменты являются очень сложными, т.к. включают соединения и средства для создания поворотных движений, что повышает стоимость производства, частоту технического обслуживания и подверженность ошибкам.
Целью настоящего изобретения является создать улучшенную форму для гравитационной гибки, которая позволяет повысить качество стеклянного листа, в частности, устранить отметины от формы, без необходимости более сложных способов гибки.
Согласно изобретению, эта цель достигается посредством формы для гравитационной гибки по независимому пункту 1 формулы изобретения. Предпочтительные варианты осуществления выявляются из зависимых пунктов.
Форма для гравитационной гибки для гибки стеклянных листов согласно изобретению имеет опорную поверхность в виде рамы, которая подходит для размещения на ней стеклянного листа. Форма для гравитационной гибки представляет собой так называемую нижнюю форму, на которую лист можно разместить так, чтобы обращенная вверх опорная поверхность касалась нижней поверхности стеклянного листа, обращенной вниз. Только краевая зона стеклянного листа находится в прямом контакте с опорной поверхностью в виде рамы или кольца, тогда как основная часть стеклянного листа не касается гибочной формы. Такую гибочную форму можно также назвать кольцом (гибочным кольцом) или рамой (рамочной формой). Опорная поверхность не обязательно должна образовывать законченную раму, она может быть также прерывистой. Опорная поверхность реализована в виде цельной или прерывистой рамы.
Форму для гравитационной гибки можно также назвать гибочным инструментом. Термин "опорная поверхность" относится к поверхности, обращенной по существу вверх, в противоположную сторону от земли, то есть предназначенную для поддержки стеклянного листа. Опорная поверхность ограничена краями. Во время операции гибки не вся опорная поверхность обязательно должна находиться в прямом контакте со стеклянным листом. Вместо этого могут иметься участки опорной поверхности, которые образуют единообразную, по существу обращенную вверх, поверхность с фактическими зонами контакта, но не вступающие в прямой контакт со стеклянным листом.
Опорная поверхность имеет внешний край и внутренний край, которые оба имеют проходят по периметру в форме рамки. Внутренний край повернут к центру и обращен к центру стеклянного листа при использовании по назначению. Внешний край направлен наружу, обращен к краю листа и в противоположную сторону от центра стеклянного листа при использовании по назначению. Окружная боковая кромка стеклянного листа может быть размещена на опорной поверхности или даже выходить за опорную поверхность местами или по окружности.
В отличие от обычных форм для гравитационной гибки, опорная поверхность не полностью плоская, но частично изогнута. Опорная поверхность согласно изобретению имеет наружную, центральную и внутреннюю зоны. Эти зоны также выполнены в виде рамы, причем наружная зона окружает центральную зону, которая в свою очередь окружает внутреннюю зону. Наружная зона обращена к внешнему краю, внутренняя зона обращена к внутреннему краю, а центральная зона находится между наружной зоной и внутренней зоной. В поперечном сечении формы для гравитационной гибки эти зоны можно видеть между внешним краем и внутренним краем опорной поверхности, причем, если смотреть от внешнего края в направлении внутреннего края, сначала располагается наружная зона, затем центральная зона и затем внутренняя зона.
Согласно изобретению, наружная зона опорной поверхности является плоской. Центральная зона может быть плоской или слегка изогнутой. Напротив, внутренняя зона имеет довольно сильную кривизну в направлении, противоположном кривизне стеклянного листа, создаваемой в процессе гравитационной гибки. Так как центр листа опускается под действием силы тяжести, а края листа поднимаются относительно центра листа, стеклянный лист гнется во время гравитационной гибки так, что нижняя поверхность листа становится выпукло изогнутой, а верхняя поверхность листа становится изогнутой вогнуто. "Нижней поверхностью листа" в настоящем документе называется главная сторона стекла, которая обращена к гибочной форме и земле, тогда как "верхней поверхностью листа" называется главная сторона стеклянного листа, обращенная в противоположную сторону от гибочной формы и вверх. Следовательно, внутренняя зона опорной поверхности согласно изобретению изогнута выпукло таким образом, что кривизна второй зоны и кривизна стеклянного листа направлены в противоположные стороны.
Высота опорной поверхности уменьшается в центральной и внутренней зоне в направлении от внешнего края к внутреннему краю. Форма опорной поверхности согласно изобретению предотвращает опирание стеклянного листа только на края опорной поверхности. Напротив, сначала стеклянный лист опирается плоскостно на наружную зону, а после начала гибки плоскостно на центральную зону. Тем самым можно эффективно предотвратить риск нежелательных отметин от формы. Такие отметины могут снизить качество стеклянного листа или даже сделать его полностью непригодным для использования. Когда стеклянный лист, плоский в исходном состоянии, помещают на опорную поверхность, он сначала контактирует только с плоской наружной зоной, находящейся выше. Таким образом, наружная зона обеспечивает большую площадь контакта для стеклянного листа перед операцией гибки, в отличие от обычных опорных поверхностей, когда стеклянный лист сначала опирается только на внешний край. После начала гибки нагретого листа область контакта между опорной поверхностью и стеклянным листом сдвигается в результате опускания центральной зоны стеклянного листа на центральную зону опорной поверхности, где стеклянный лист снова лежит ровно после окончания гибки. Внутренний край опорной поверхности не соприкасается со стеклянным листом, что обеспечивается сильно изогнутой внутренней зоной. В свою очередь, можно избежать отметин от формы благодаря отсутствию контакта между внутренним краем и стеклянным листом.
Таким образом, опорная поверхность согласно изобретению повышает качество гнутого стеклянного листа благодаря отсутствию отметин от формы как в исходном состоянии, так и в конечном изогнутом состоянии. В то же время не требуется никаких сложных настроек гибочного оборудования и процесса. Требуется просто заменить верхнюю раму в существующих устройствах рамой согласно изобретению. Таким образом, изобретение можно легко интегрировать в существующие установки и процессы. Это является основными преимуществами настоящего изобретения.
Плоская наружная зона расположена предпочтительно горизонтально. В целом, она находится в горизонтальной плоскости, так что стекло может быть помещено на нее и безопасно оставаться на ней.
Центральная зона наклонена внутрь, т.е., в направление внутреннего края, так что высота опорной поверхности в центральной зоне уменьшается снаружи внутрь. Центральная зона может быть плоской или изогнутой, причем ее кривизна менее выражена, чем во внутренней зоне опорной поверхности. Центральная зона, если она изогнута, предпочтительно изогнута выпукло таким образом, чтобы она имела кривизну в направлении, противоположном кривизне стеклянной панели, как и внутренняя область.
Наружная зона, центральная зона и внутренняя зона опорной поверхности могут непосредственно примыкать друг к другу в указанном порядке. Однако следует избегать наличия острых краев, например, между плоской наружной зоной и плоской центральной зоной. Переходы между зонами должны быть гладкими и изогнутыми. Между зонами можно также предусмотреть переходные области. В принцип, функция, даже если зоны отделены друг от друга, например, углублениями. Однако между наружной и центральной областью или между центральной и внутренней областями не должно быть никаких участков, которые бы выступали за пределы внешней области. Вообще говоря, наружная зона должна быть самой верхней областью опорной поверхности.
Наружная зона предпочтительно непосредственно примыкает к внешнему краю опорной поверхности. Внутренняя зона предпочтительно непосредственно примыкает к внутреннему краю опорной поверхности. В таком случае функция выполняется идеально. Однако, в принципе допустимо также, чтобы между внутренней или наружной зоной и соответствующим краем находились другие области, в частности, которые специально не контактируют со стеклянным листом. Однако эти другие области не будут вносить никакого вклада в функцию опорной поверхности согласно изобретению. Например, опорная поверхность может также иметь между плоской наружной зоной и внешним краем наклонный участок или плоский наклонный участок между изогнутой внутренней зоной и внутренним краем.
Внутренняя зона изогнута сильнее, чем центральная зона, т.е., имеет меньший радиус кривизны. Требуемая степень кривизны внутренней зоны опорной поверхности существенно зависит от геометрии стеклянного листа, подлежащего гибке, и может быть определена обычными техническими расчетами при разработке гибочного инструмента. Кривизна внутренней зоны выбирается, в частности, так, чтобы в состоянии конечного изгиба стеклянный лист не касался внутреннего края.
В предпочтительном варианте осуществления радиус кривизны внутренней зоны составляет не более 200 мм, особенно предпочтительно от 20 мм до 100 мм. Радиус кривизны в центральной зоне предпочтительно составляет по меньшей мере 200 мм, особенно предпочтительно по меньшей мере 400 мм. В этих условиях достигаются особенно хорошие результаты при обычных изгибах стекла.
Радиус кривизны может быть постоянным в центральной зоне и во внутренней зоне, так что при переходе между зонами он изменяется более или менее резко. Может быть выгодным, чтобы радиус кривизны внутренней зоны и/или центральной зоны уменьшался, по меньшей мере участками, в направлении от внешнего края к внутреннему краю. Таким образом, в поперечном сечении от внешнего края к внутреннему краю имеется по меньшей мере один участок в соответствующей зоне, в котором кривизна становится сильней в направлении снаружи внутрь. В результате, внутренний край опорной поверхности опускается дальше, и риск контакта между внутренним краем и кромкой стекла еще больше снижается. Участок с уменьшающимся радиусом кривизны предпочтительно непосредственно примыкает к внутреннему краю, так что радиус кривизны минимален на внутреннем крае и только там.
Опорная поверхность предпочтительно имеет ширину от 3 см до 20 см, особенно предпочтительно от 5 см до 15 см. Такие ширины являются обычными для опорной поверхности форм для гравитационной гибки. Термин "ширина" относится к размеру опорной поверхности вдоль кратчайшего расстояния между внешним краем и внутренним краем, в частности, по существу перпендикулярно этим двум краям.
Во время гравитационной гибки на стеклянный лист действует в основном центральная зона, следовательно, центральная зона должна составлять большую часть опорной поверхности. Ширина центральной зоны предпочтительно составляет по меньшей мере 50% ширины опорной поверхности, особенно предпочтительно по меньшей мере 70%, наиболее предпочтительно от 80% до 90%.
Ширина плоской наружной зоны опорной поверхности должна быть не меньше 5 мм, предпочтительно от 5 мм до 20 мм. Это гарантирует стабильное начальное позиционирование на опорной поверхности, и давление распределяется по большой площади надлежащим образом, чтобы избежать следов от формы. Ширина изогнутой внутренней зоны опорной поверхности должна быть не меньше 2 мм, предпочтительно от 2 мм до 10 мм.
Опорная поверхность формы для гравитационной гибки можно покрыть тканью, в частности металлсодержащей тканью. Это служит, с одной стороны, для обивки, чтобы еще больше снизить риск следов от формы, а с другой стороны, для теплоизоляции, чтобы уменьшить охлаждение стеклянного листа формой для гравитационной гибки.
Изобретение относится также к устройству для гравитационной гибки стеклянных листов, содержащему форму для гравитационной гибки согласно изобретению, средства для нагрева стеклянного листа и средства для размещения стеклянного листа на форме для гравитационной гибки. Стеклянный лист можно, например, провести через туннельную печь, например, посредством рольганга, где он нагревается, и затем захватить транспортирующей формой и поместить на форму для гравитационной гибки. Альтернативно, стеклянный лист можно также поместить на форму для гравитационной гибки и провести вместе с ней через печь до места гибки.
Средство для размещения стеклянного листа на форме для гравитационной гибки представляет собой, в частности, верхнюю транспортирующую форму с ориентированной вниз контактной поверхностью. Стеклянный лист подсасывается или поддувается к контактной поверхности. Форма для гравитационной гибки перемещается под транспортирующей формой (или, альтернативно, транспортирующая форма перемещается над формой для гравитационной гибки), факультативно приближается к транспортирующей форме, и стеклянный лист помещается на опорную поверхность формы для гравитационной гибки в результате выключения подсасывания или продувки. Контактная поверхность транспортирующей формы предпочтительно является плоской, в результате чего стеклянный лист, плоский в исходном состоянии, можно транспортировать оптимально.
Устройство предпочтительно разработано для многоступенчатого процесса гибки стекла, в котором стеклянный лист сначала предварительно гнут под действием силы тяжести на форме для гравитационной гибки, а затем доводят до окончательной формы путем гибки прессованием. Для этого устройство содержит верхнюю форму для гибки прессованием с обращенной вниз контактной поверхностью и нижнюю форму для гибки прессованием с обращенной вверх контактной поверхностью, между которыми зажимается стеклянный лист. Нижняя форма для гибки прессованием предпочтительно также имеет контактную поверхность в виде рамы.
В частности, устройство может содержать средства для перемещения стеклянного листа с формы для гравитационной гибки на нижнюю форму для гибки прессованием, например, дополнительную транспортирующую форму. В одном предпочтительном варианте осуществления форма для гравитационной гибки и нижняя форма для гибки прессованием объединены в одно устройство, в котором контактная поверхность нижней формы для гибки прессованием обрамляет опорную поверхность формы для гравитационной гибки, или наоборот. Контактная поверхность нижней формы для гибки прессованием и опорная поверхность формы для гравитационной гибки могут перемешаться относительно друг друга по вертикали, так что можно переключиться с первого состояния, в котором опорная поверхность формы для гравитационной гибки находится выше, чем контактная поверхность нижней формы для гибки прессованием, во второе состояние, в котором контактная поверхность нижней формы для гибки прессованием расположена выше, чем опорная поверхность формы для гравитационной гибки. После того как стеклянный лист был предварительно изогнут в первом состоянии на форме для гравитационной гибки, его можно легко переместить на нижнюю форму для гибки прессованием путем перехода во второе состояние.
Во время гибки прессованием боковая кромка стеклянного листа вступает в контакт вдоль линии контакта с контактной поверхностью нижней формы для гибки прессованием. Линия контакта смещается во время операции прессования от первой линия контакта в направлении к линии прессования (таким образом, смещается на контактной поверхности). В особенно предпочтительном варианте осуществления поверхность контакта между первой линией контакта и линией прессования является выпукло изогнутой. Выпуклая кривизна контактной поверхности противоположна направлению кривизны стеклянного листа. Таким образом, контактная поверхность, так сказать, отогнута от стеклянного листа, благодаря чему предотвращается контакт главной стороны листа с контактной поверхностью. Напротив, линейный контакт вдоль бокового ребра стеклянного листа обеспечивается даже в случае большой кривизны листа. С нижней формой для гибки прессованием согласно изобретению можно получать стеклянные листы с сильной кривизной, в частности, в краевой зоне, и с высоким оптическим качеством.
Нижняя форма для гибки прессованием имеет контактную поверхность в форме рамы. Во время операции гибки не вся контактная поверхность вступает в непосредственный контакт со стеклянным листом, а только область между первой опорной линией и линией прессования. Контактная поверхность не является так называемой "сплошной формой", т.е., сплошной формой для гибки прессованием, которая предназначена для контакта с большей частью стеклянного листа. Напротив, контактная поверхность имеет форму рамы или каркаса и адаптируется к контуру изгибаемого стеклянного листа так, чтобы она подходила для контакта с окружной боковой кромкой стеклянного листа. Нижняя поверхность стеклянного листа не имеет прямого контакта с контактной поверхностью, лишь с его боковой кромкой.
Только боковая кромка стеклянного листа контактирует с контактной поверхностью нижней формы для гибки прессованием. Таким образом, прямой контакт между стеклянным листом и контактной поверхностью является линейным, т.е. имеет форму линии, и эта линия в контексте изобретения называется "линией контакта". Та линия контакта, вдоль которой стеклянный лист впервые касается контактной поверхности, когда формы сближаются друг с другом перед началом формоизменения, называется в контексте изобретения "первой линией контакта". Как только начинается фактическая гибка прессованием, и форма листа изменяется, боковая кромка стеклянного листа смещается на поверхности контакта. В результате увеличения кривизны стеклянного листа линия контакта перемещается внутрь от внешнего граничного края контактной поверхности в форме рамки. Когда по завершении гибки прессованием, после достижения окончательной формы листа, гибочные формы принимают свое конечное положение, линия контакта смещена максимально и достигла своего самого внутреннего положения. В контексте изобретения эта линия контакта называется "линией прессования". Прямой контакт между стеклянным листом и нижней гибочной формой в течение всей операции гибки всегда является линейным вдоль линии контакта. Нижняя поверхность листа никогда не контактирует с нижней гибочной формой.
Контактная поверхность нижней формы для гибки прессованием имеет по меньшей мере один участок, в котором она выпукло изогнута по меньшей мере в области между первой линией контакта и линией прессования. Стеклянный лист вдавливается верхней формой для гибки прессованием в нижнюю форму для гибки прессованием таким образом, что центр листа опускается, а края листа поднимаются относительно центра листа. В результате стеклянный лист гнется так, что нижняя поверхность листа становится выпукло изогнутой, а верхняя поверхность листа вогнуто изогнутой. Контактная поверхность является выпукло изогнутой, так что кривизна контактной поверхности и кривизна стеклянного листа направлены противоположно друг другу. Высота контактной поверхности уменьшается в направлении от внешнего края к внутреннему краю. Тем самым внутренняя зона контактной поверхности гнется от стеклянного листа, то есть так, что касание контактной поверхности с нижней поверхностью листа предотвращается даже в случае сильного изгиба листа.
Кривизна выбирается так, чтобы нижняя поверхность листа не касалась контактной поверхности даже в конечном изогнутом состоянии. Нижняя поверхность листа и контактная поверхность должны всегда составлять угол больше 0°, называемый в контексте изобретения "углом зазора". Из-за кривизны листа для точного определения угла зазора следует использовать соответствующую касательную плоскость на линии контакта. Угол зазора между стеклянным листом и контактной поверхностью на линии прессования предпочтительно составляет по меньшей мере 3°, особенно предпочтительно по меньшей мере 5°, например, от 5° до 8°. Таким образом, поверхность листа и контактная поверхность достаточно отстоят друг от друга, чтобы эффективно исключить прямой контакт, даже с учетом производственных допусков. Радиус кривизны поверхности контакта между первой линией контакта и линией прессования предпочтительно должен составлять не более 750 мм, предпочтительно не более 500 мм. Такие значения позволяют достичь хороших результатов и обеспечить надлежащий угол зазора при обычных радиусах кривизны стеклянного листа, подвергаемого гибке.
Верхняя форма для гибки прессованием в предпочтительном варианте осуществления реализована как так называемая "сплошная форма", т.е., она имеет сплошную обращенную вниз контактную, или активную, поверхность. В отличие от рамочной гибочной формы, такая активная поверхность, которую можно также назвать сплошной, в конце стадии гибки контактирует с большей частью верхней поверхности листа или даже со всей верхней поверхностью листа. Сплошная верхняя форма для гибки прессованием особенно хорошо подходит для гибки прессованием в сочетании с нижней формой для гибки прессованием в виде рамки. Активная поверхность верхней формы для гибки прессованием является, в частности, выпуклой и имеет геометрию, которая соответствует геометрии конечного изогнутого листа.
Изобретение относится также к системе для гибки стеклянных листов, содержащей форму для гравитационной гибки согласно изобретению или устройство согласно изобретению и стеклянный лист, размещенный на опорной поверхности формы для гравитационной гибки.
Далее, изобретение относится к способу гибки стеклянных листов, включающему по меньшей мере следующие этапы:
(a) нагревание стеклянного листа до по меньшей мере его температуры размягчения и размещение стеклянного листа на опорной поверхности формы для гравитационной гибки согласно изобретению, более точно, на плоской наружной зоне опорной поверхности,
(b) гравитационная гибка стеклянного листа,
(c) охлаждение стеклянного листа.
Нагрев стеклянного листа можно провести перед или после размещения на форме для гравитационной гибки. Во время гравитационной гибки область контакта между стеклянным листом и опорной поверхностью перемещается от наружной зоны опорной поверхности в плоскую или чуть изогнутую центральную зону, на которую он опирается плоскостно. Однако область контакта не перемещается к внутреннему краю контактной поверхности, которая не касается стеклянного листа.
Стеклянный лист, подвергаемый гибке, предпочтительно содержит известково-натриевое стекло, как принято для оконных стекол, однако он может также содержать другие типы стекла, такие, как боросиликатное стекло или кварцевое стекло. Толщина стеклянного листа типично составляет от 0,5 мм до 10 мм, предпочтительно от 1 мм до 5 мм.
Типичные температуры гибки стеклянных листов составляют от 500°C до 700°C, в частности, примерно 650°C в случае гибки листов из известково-натриевого стекла.
Охлаждение стеклянного листа можно провести на форме для гравитационной гибки или даже на другой форме, на которую переносится лист. Охлаждение может производиться при температуре окружающей среды или путем активного охлаждения. Форма для гравитационной гибки согласно изобретению особенно хорошо подходит для получения гнутых предварительно напряженных стеклянных листов, которые обычно используются, например, в качестве боковых или задних окон в автомобилях. Таким образом, в одном предпочтительном варианте осуществления стеклянный лист подвергается термическому предварительному напряжению посредством быстрого охлаждения после гибки. Для этого стеклянный лист после гибки переносят на так называемую "закалочную раму", на которой он остается во время операции предварительного напряжения.
Способ предпочтительно является многоступенчатым способом гибки, в котором стеклянный лист гнется начерно путем гравитационной гибки и затем доводится до окончательной формы путем гибки прессованием. Для этого стеклянный лист после гравитационной гибки передают с формы для гравитационной гибки на нижнюю форму для гибки прессованием. Гибку прессованием производят между нижней формой для гибки прессованием и комплементарной ей верхней формой для гибки прессованием. Что касается предпочтительных вариантов осуществления, применимы утверждения, сделанные выше в связи с устройством гибки стеклянных листов.
Изобретение охватывает также применение формы для гравитационной гибки согласно изобретению для гравитационной гибки стеклянных листов для средств передвижения по земле, воздуху или на воде, предпочтительно для гравитационной гибки оконных стекол рельсового транспорта или автомобилей, в частности, для гравитационной гибки задних стекол, боковых стекол или стекол в крыше легковых автомобилей.
Далее изобретение поясняется подробно на примерах вариантов осуществления с обращением к чертежам. Чертежи представляют собой схематические изображения, выполненные без соблюдения масштаба. Чертежи никоим образом не ограничивают изобретение.
На чертежах показано:
фиг. 1: вид сверху обычной формы для гравитационной гибки,
фиг. 2: вид в сечение обычной формы для гравитационной гибки в процессе гравитационной гибки стеклянного листа,
фиг. 3: вид в сечение части формы для гравитационной гибки согласно изобретению,
фиг. 4: вид в сечение части формы с фиг. 3 во время гравитационной гибки стеклянного листа,
фиг. 5: для сравнения, вид в сечение части обычной формы для гравитационной гибки во время гравитационной гибки стеклянного листа, и
фиг. 6: блок-схема одного варианта осуществления способа согласно изобретению.
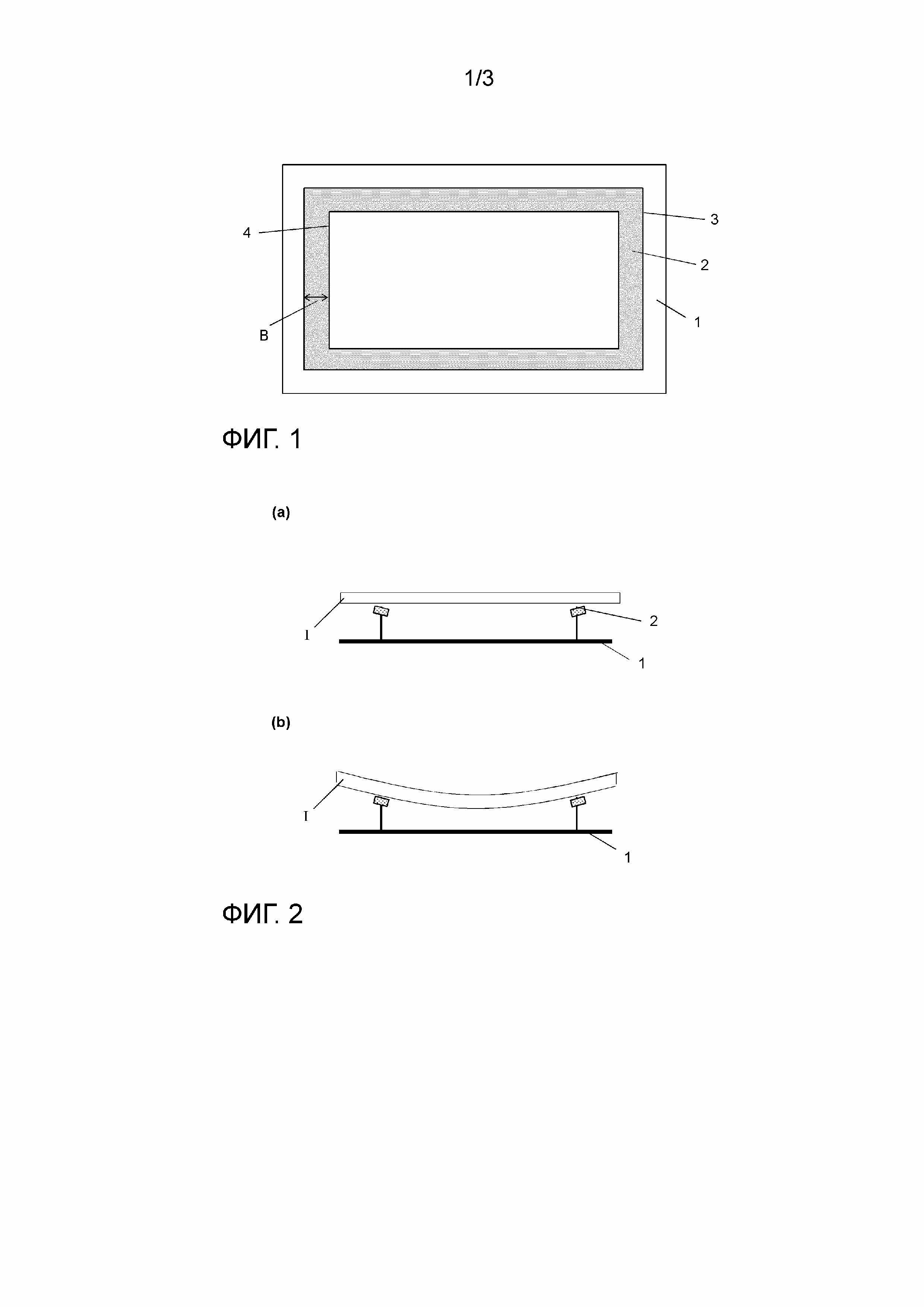
На фиг. 1 показан вид сверху стандартной формы 1 для гравитационной гибки. Контактная поверхность 2 в виде рамы ограничена окружным внешним краем 3 и окружным внутренним краем 4. Ширина B опорной поверхности 2 составляет, например, около 10 см. Опорная поверхность 2 вступает в контакт с окружной краевой зоной стеклянного листа, который будет гнуться во время операции гибки.
На фиг. 2 показана стандартная форма 1 для гравитационной гибки при использовании по назначению. Стеклянный лист I, плоский в исходном состоянии, помещен на опорную поверхность 2 (фиг. 2a). Затем стеклянный лист I нагревают так, чтобы он размягчился, и его форму можно было изменять. Центр листа, который не поддерживается формой 1 для гравитационной гибки, провисает под действием силы тяжести, в результате чего достигается гибка листа (фиг. 2b).
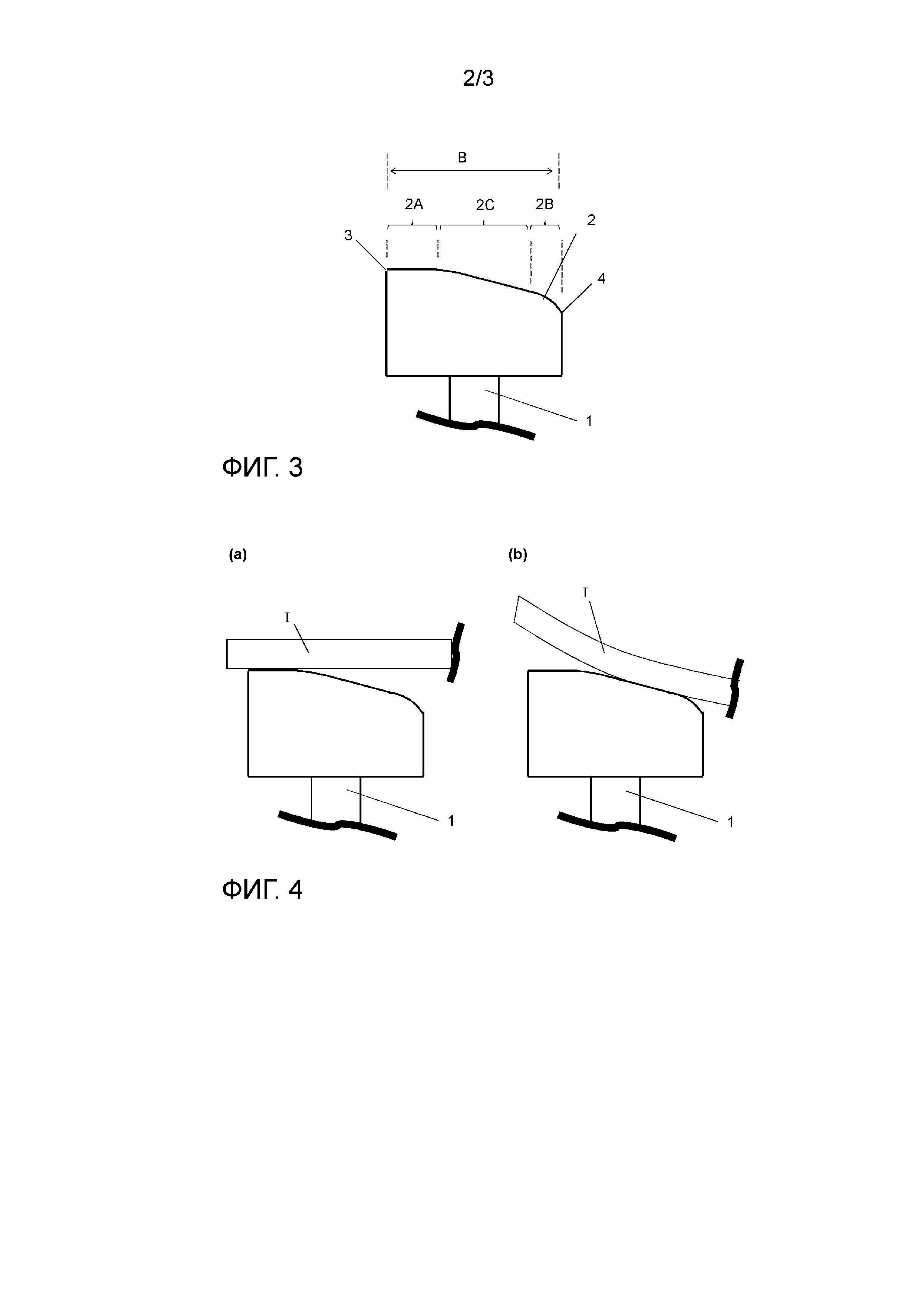
На фиг. 3 показана часть сечения формы 1 для гравитационной гибки согласно изобретению. Опорная поверхность 2 является наклонной и не полностью плоской, как это было принято до сих пор. Она состоит из трех зон: наружная зона 2A, центральная зона 2C и внутренняя зона 2B. Наружная зона 2A является плоской и горизонтальной и примыкает к внешнему краю 3. Центральная зона 2C является плоской и наклонена внутрь, но она также может быть чуть изогнутой, в частности, выпукло изогнутой. Внутренняя зона 2B примыкает к внутреннему краю 4 и является выпукло изогнутой. Из-за наклона центральной зоны 2C и кривизны внутренней зоны 2B высота опорной поверхности 2 уменьшается, начиная от наружной зоны 2A, к внутреннему краю 4
Ширина B опорной поверхности 2 составляет, например, 100 мм; ширина наружной зоны 2A, например, 15 мм; ширина центральной зоны 2C, например, 80 мм, а ширина внутренней зоны 2B, например, 5 см. Центральная зона 2C, которая действует на стеклянный лист I во время гравитационной гибки, составляет около 80% ширины B опорной поверхности 2. Наружная зона 2A, на которой сначала покоится стеклянный лист I, составляет около 15% ширины B. Внутренняя зона 2B не участвует собственно в гибке и просто обеспечивает, чтобы внутренний край 4 не контактировал со стеклянным листом I, она составляет всего 5% ширины B.
На фиг. 4 показано указанное сечение формы 1 для гравитационной гибки согласно изобретению во время гравитационной гибки. Стеклянный лист I, плоский в исходном состоянии, помещен на плоскую горизонтальную наружную зону 2A опорной поверхности 2 (фиг. 4a). Так как усилие контакта распределено по относительно большой площади, форма 1 для гравитационной гибки оказывает лишь относительно малое давление на стеклянный лист I, так что риск образования следов от формы снижается. Когда после размягчения стеклянный лист I начинает гнуться под действием силы тяжести, область контакта между стеклянным листом I и опорной поверхностью 2 смещается в направление внутреннего края 4 к центральной зоне 2C. Из-за противоположного направления кривизны стеклянного листа I и внутренней зоны 2C, стеклянный лист I не контактирует с внутренним краем 4, что, в свою очередь, могло бы привести к следам от инструмента. В общем, опорная поверхность 2 согласно изобретению позволяет повысить оптическое качество стеклянного листа I.
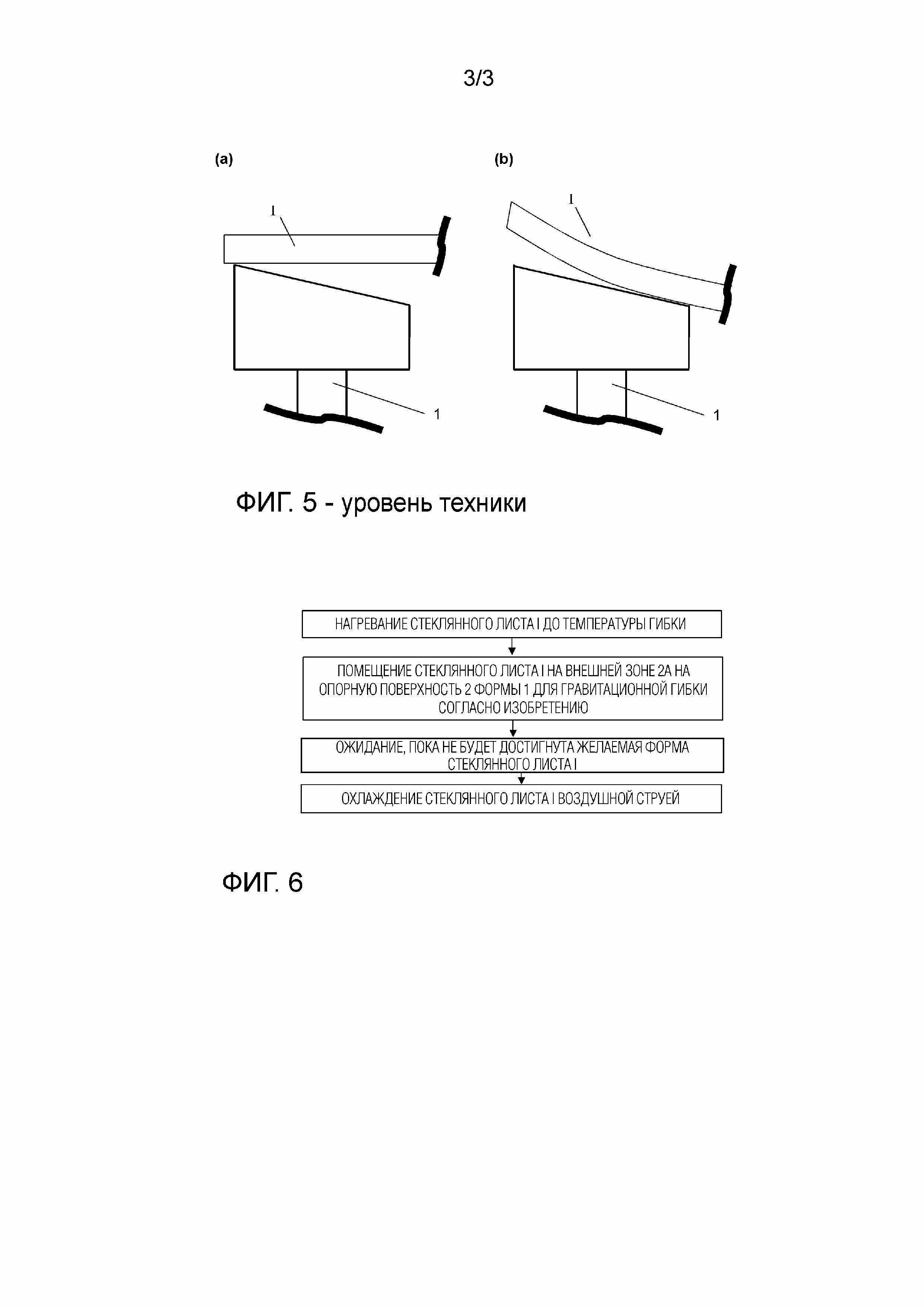
На фиг. 5 для сравнения показано соответствующее сечение обычной формы 1 для гравитационной гибки. Опорная поверхность является плоской и наклонена внутрь. Плоский стеклянный лист I сначала размещают на внешнем крае. Гнутый стеклянный лист I опирается на внутренний край. Таким образом, и до, и после гибки стеклянный лист опирается на край опорной поверхности, в результате усилие контакта сильно сконцентрировано, следовательно, оказывается высокое давление. Таким образом, могут образоваться нежелательные следы от инструмента, что снижает оптическое качество стеклянного листа I.
На фиг. 6 посредством блок-схемы проиллюстрирован вариант осуществления способа по изобретению.
Список позиций
(1) форма для гравитационной гибки
(2) опорная поверхность формы 1 для гравитационной гибки
(2A) наружная зона опорной поверхности 2
(2B) внутренняя зона опорной поверхности 2
(3) внешний край опорной поверхности 2
(4) внутренний край опорной поверхности 2
(B) ширина опорной поверхности 2
(I) стеклянный лист
Реферат
Изобретение относится к форме для гравитационной гибки стеклянных листов и к способу гравитационной гибки, осуществляемому с ее использованием. Изобретение содержит способ и устройство для гибки стеклянных листов, форму для гравитационной гибки и ее применение. Способ гибки стеклянных листов включает нагревание, гравитационную гибку и охлаждение стеклянного листа. Формованные стеклянные листы предназначены для установки в транспортные средства. Устройство для гибки стеклянных листов содержит форму для гравитационной гибки. Форма для гравитационной гибки стеклянных листов содержит опорную поверхность в виде рамы, подходящую для размещения на ней стеклянного листа. Опорная поверхность имеет внешний и внутренний край. Опорная поверхность содержит наружную зону, обращенную к внешнему краю, внутреннюю зону – к внутреннему краю, центральную зону – между наружной и внутренней зонами. Наружная зона выполнена плоской и горизонтальной. Центральная зона плоская и изогнутая, наклонена к внутреннему краю. Внутренняя зона имеет кривизну в направлении, противоположном кривизне стеклянного листа. Внутренняя зона изогнута сильнее, чем центральная зона. За счет улучшенной формы гравитационной гибки повышается качество стеклянного листа, устраняются отметины от формы в процессе изготовления. 4 н. и 11 з.п. ф-лы, 9 ил.
Комментарии