Способ и устройство для гибки и отжига или закалки изогнутой по двум направлениям стеклянной панели - RU2307078C2
Код документа: RU2307078C2
Чертежи








Описание
Изобретение относится к способу гибки и отжига или закалки изогнутой по двум направлениям стеклянной панели, причем указанный способ включает стадии, на которых осуществляют:
- нагрев стеклянной панели для гибки и отжига или закалки,
- перемещение стеклянной панели на верх горизонтальных конвейерных роликов, причем указанные конвейерные ролики образуют гибочное устройство,
- применение конвейерных роликов гибочного устройства для обеспечения опорного элемента для по существу плоской стеклянной панели перед гибкой,
- изгибание нагретой стеклянной панели в основном направлении гибки параллельно направлению движения и в направлении провисания поперек направления движения,
- охлаждение изогнутой стеклянной панели для отжига или закалки.
Изобретение относится также к устройству для гибки и отжига или закалки изогнутой по двум направлениям стеклянной панели, содержащему:
- нагревательную печь для нагрева стеклянных панелей до температуры гибки,
- секцию гибки для изгибания стеклянных панелей,
- горизонтальные конвейерные ролики для перемещения стеклянных панелей через секцию гибки,
- средство для искривления роликового конвейера, образуемого конвейерными роликами, в пределах секции гибки в направлении движения или в основном направлении гибки стеклянной панели,
- средство для гибки стеклянных панелей, находящееся в секции гибки, в направлении провисания поперек направлению движения и
- средство охлаждения изогнутой стеклянной панели для отжига или закалки.
В основном направлении изгиба стеклянная панель имеет в настоящее время типичный радиус кривизны 900-3000 мм. В направлении провисания стеклянная панель имеет в настоящее время типичный радиус кривизны 20000-40000 мм.
В известных решениях предшествующего уровня стеклянную панель гнули в основном направлении изгибания путем искривления ряда роликов, образующих роликовый конвейер. В принадлежащем заявителю патенте ЕР-261611 описан один механизм искривления ряда роликов на секции гибки-отжига. Искривление в основном направлении гибки может также быть проведено с устройством, описанным в опубликованной заявителем международной заявке WO 02/074705.
В процессе гибки стеклянной панели в двух направлениях ранее было принято изгибать стеклянную панель в направлении провисания с помощью следующих решений:
- использование сдвоенных роликов, один из которых является вогнутым, а другой выпуклым (патентные публикации US 4820327 и US 4139359),
- использование роликов, изогнутых в нескольких точках опоры и/или путем отклонения в середине (патентные публикации US 6363753, US 5094679 и US 4773925),
- тело ролика изогнуто на концах или дуга искривленного тела ролика повернута, а тело ролика накрыто сверху вращающимся "рукавом" (патентные публикации US 4586946, US 4966618, US 4557745, US 4575389 и ЕР 909742 B1).
В патентной публикации US 4226608 описано еще одно решение для изгибания роликов осевым давлением, приложенным к концам.
Общим признаком этих решений предшествующего уровня является то, что кривизна или изгиб ролика неизменны в процессе производства и могут регулироваться только тогда, когда процесс производства стекла не идет. Основная причина этого заключается в том, что в этих решениях предшествующего уровня изменение радиуса кривизны или радиуса изгиба ролика является утомительным и неудобным процессом или не может контролироваться с достаточной точностью в динамическом процессе гибки. В приведенных публикациях US 4557745 и ЕР 909742 B1 этот недостаток устраняется путем поворачивания изогнутых роликов для постепенного доведения дуги от горизонтальной плоскости к вертикальной плоскости, при этом постепенно увеличивая поперечную кривизну. Этот тип структуры роликов неудобен, так как ролик должен быть накрыт сверху вращающимся рукавом. Другим недостатком является то, что направление движения продолжает меняться и является неопределенным по длине ролика, потому что окружность рукава, окружающая ролик, вращается в плоскости, которая по существу перпендикулярна ролику.
Задачей настоящего изобретения является создание способа и устройства, посредством которых стеклянная панель, введенная в секцию гибки в плоском состоянии, может быть изогнута в обоих направлениях изгибания, так, чтобы радиусы кривизны в обоих направлениях изгибания постепенно уменьшались.
Эта задача достигается способом согласно изобретению на основе отличительных признаков, сформулированных в пункте 1 приложенной формулы изобретения. Отличительные признаки устройства определены в пункте 8 приложенной формулы изобретения. Зависимые пункты описывают предпочтительные варианты осуществления изобретения. Способ и устройство согласно изобретению имеют отличительные признаки, такие как:
1. До поступления стеклянной детали в секцию гибки ролики гибочного устройства находятся в плоском состоянии.
2. Когда стеклянная деталь полностью находится внутри секции гибки, ролики одновременно изгибаются так, что изгибающий момент и радиус загиба, приложенные к роликам, более или менее постоянны по всей длине роликов. Собственный вес ролика, вес стеклянной детали и изгибающие силы являются единственными факторами, которые вызывают небольшое отклонение в остальном абсолютно постоянного радиуса.
3. В процессе изгибания каждая точка ролика изгибается с по существу равной скоростью загиба.
4. Гибочное устройство загибает ролики с желательной скоростью загиба всегда точно до желательного радиуса кривизны.
Ниже более подробно описаны два характерных варианта осуществления изобретения со ссылками на прилагаемые чертежи, на которых показано:
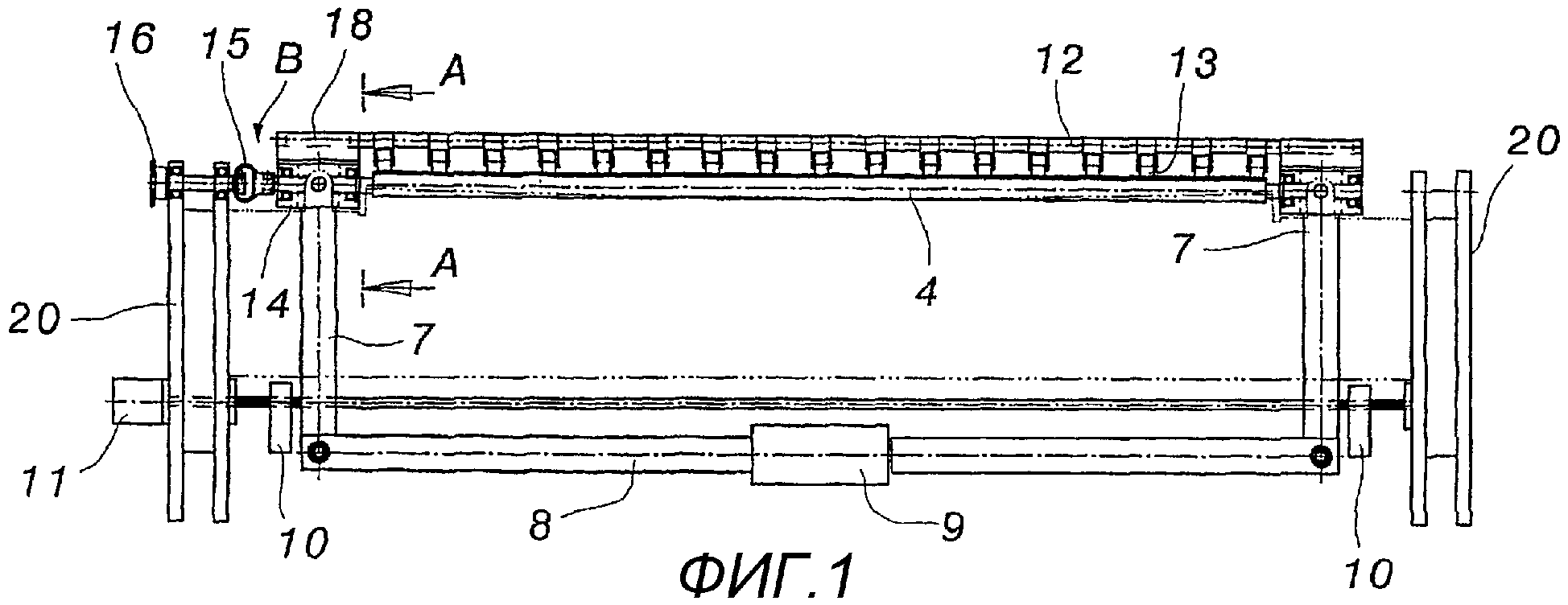
на фиг.1 - гибочное устройство согласно первому варианту осуществления изобретения до начала процесса гибки, когда плоская стеклянная панель достигла верха прямолинейных роликов;
фиг.2 - гибочное устройство с фиг.1 в конце процесса гибки со стеклянной деталью в изогнутом состоянии;
фиг.3А - сечение вдоль линии А-А на фиг.1, в увеличенном масштабе;
фиг.3В - деталь, указанная стрелкой В на фиг.1, в увеличенном масштабе;
фиг.4 - гибочное устройство согласно второму варианту осуществления изобретения в начале процесса гибки с плоской стеклянной панелью на верху прямолинейных роликов 4;
фиг.5 - гибочное устройство с фиг.4 в конце процесса гибки со стеклянной деталью в изогнутом состоянии;
фиг.6 - гибочное устройство с фиг.4 после процесса отпуска, когда изогнутая и отпущенная стеклянная деталь готова к выводу из секции гибки и отжига;
фиг.7 - деталь в разрезе вдоль линии VII-VII на фиг.6, в увеличенном масштабе;
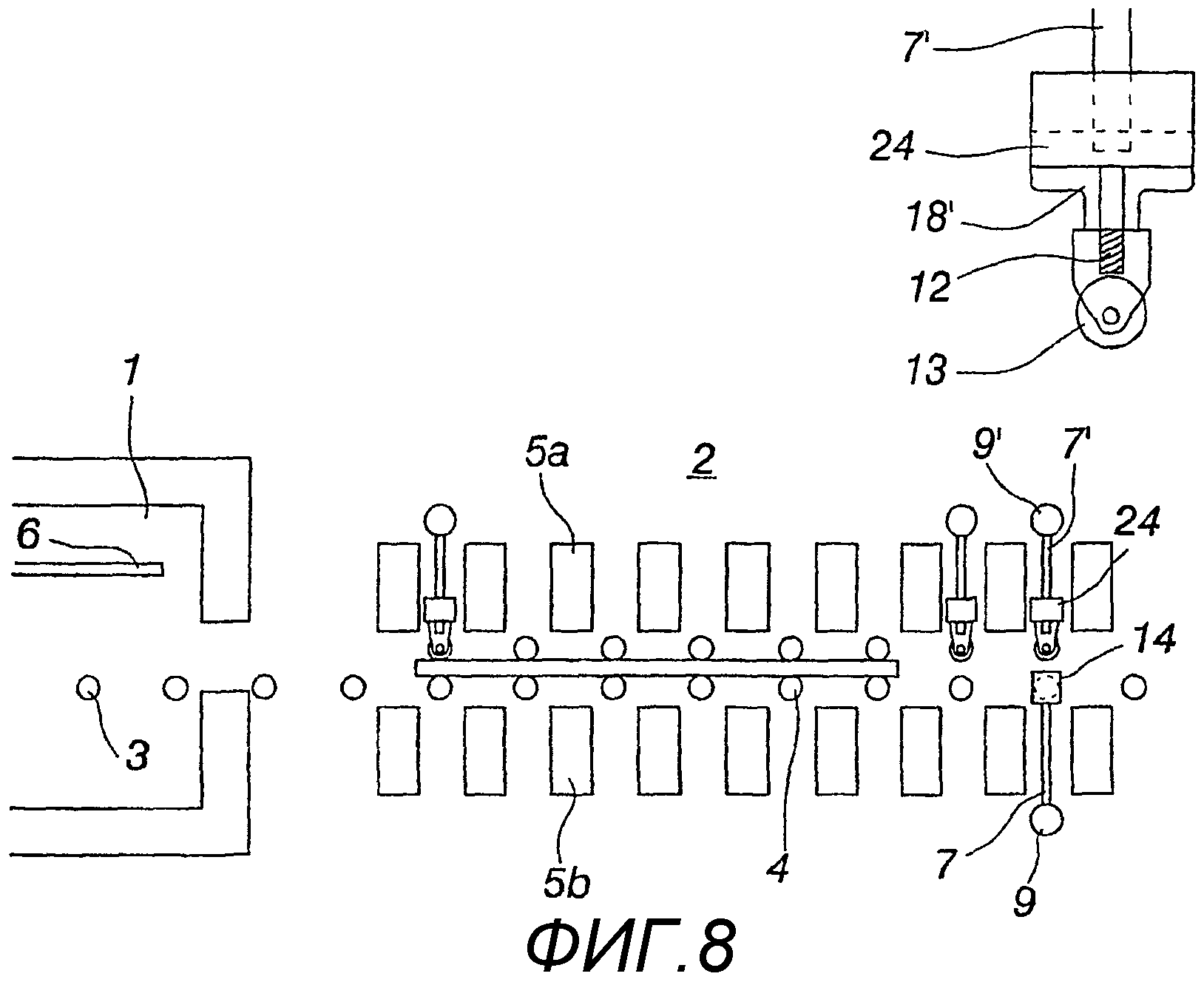
фиг.8 - схематический вид сбоку секции гибки и отжига согласно изобретению, снабженной гибочным устройством фиг.4-7; и
фиг.9 - схематическое изображение секции гибки и отжига фиг.8 в конце процесса гибки.
На фиг.8 и 9 показаны только некоторые из поперечных гибочных устройств, но, конечно, такие устройства соответствуют каждому ролику 4.
Что касается изобретения, его новизна относится к способу гибки стеклянной панели в направлении, поперечном направлению движения, т.е. в направлении провисания.
На фиг.1-3 изображено устройство согласно первому варианту осуществления изобретения для изгибания стеклянной панели в направлении, поперечном направлению движения, т.е. в направлении провисания. У конвейерных роликов 4 секции гибки оба конца снабжены рычажным элементом 7, установленным на подшипниках для свободного вращения. Край каждого рычажного элемента 7 снабжен подшипником 14, который вращается рычажным элементом 7 при его повороте. Конец ролика 4 установлен на подшипник 14 так, что во время вращения подшипник 14 оказывает изгибающий момент к ролику 4. В процессе гибки стекла кривизна ролика 4 изменяется путем загиба ролика.
У другого конца рычажного элемента 7 на подшипнике установлен толкатель 8 (который действует как стержень, работающий на растяжение для выпуклого изгибания). Длина толкателя 8 может быстро меняться с помощью силового привода 9. Единственный силовой привод 9 может быть приспособлен для сгибания двух смежных роликов 4. Силовой привод 9 может включать, например, пневмоцилиндр, способный менять длину толкателя 8 вплоть до ограничителя 10. Положение ограничителя может регулироваться, например, посредством вала с резьбой, вращаемого мотором 11, причем ограничитель 10 установлен на нем. Силовой привод 9 может также содержать электромеханический или гидравлический силовой привод. Если силовой привод 9 является пневмоцилиндром, изгибание можно регулировать также просто изменением рабочего давления цилиндра.
Привод вращения для ролика 4 передается от зубчатой звездочки 16 посредством гибкого приводного устройства 15, допускающего небольшие перемещения конца ролика 4 как в аксиальном, так и в радиальном направлениях. Небольшое аксиальное перемещение необходимо по той причине, что в процессе искривления роликов 4 расстояние между их концами становится немного меньше. Соответственно, когда ролики подвергаются тепловому расширению из-за горячих стеклянных деталей, расстояние между концами роликов становится немного больше. Система подшипников 14 является тем, что называют "флотацией", которая допускает небольшие перемещения вала относительно корпуса подшипника.
В варианте осуществления на фиг.1-3 устройство содержит также ряды прикатывающих колес, включающих прикатывающие колесики 13, которые свободно вращаются. Прикатывающие колесики 13 установлены на выполненный с возможностью отклонения стержень 12, концы которого соединены с крепежным зажимом 18 посредством крепежей 18а, допускающих свободный ход по оси, причем этот зажим закреплен у несущего элемента 14 конца ролика. Таким образом, ролик 4 и стержень 12 изогнуты одновременно в одной и той же степени. Следовательно, ряды прикатывающих колес 13 изогнуты соответственно роликам 4, так что изгиб ряда колес 13 совпадает с изгибом ролика 4, сохраняя тем самым промежуток между нижней поверхностью колес 13 и верхней поверхностью роликов 4 равным по меньшей мере толщине стеклянной детали, которую гнут/отжигают. Ряд прикатывающих колес 13 может быть заменен другим способным к изгибанию роликом, который вращается синхронно с нижним роликом 4.
Гибочное устройство, показанное на фиг.1-3, применяется только в процессе гибки стекол, так как ряд прикатывающих колес 13 соединен с гибочным механизмом для роликов 4. Изогнутая стеклянная деталь должна быть передана для отпуска на отдельную секцию отжига ниже секции гибки.
Ссылочный номер 20 относится к гибочным элементам в продольном гибочном устройстве для гибки ряда роликов 4 обычным образом в направление транспортировки. Гибочные устройства роликов 4 установлены на подшипниках на эти гибочные элементы 20.
Если гибочное устройство используется в колебательной системе, в которой процессы гибки и отжига стеклянной детали проводятся в одной секции, гибочные механизмы для роликов 4 и верхние колесики 3 отделены друг от друга, но действуют по общему принципу. Этот вариант осуществления изобретения показан на фиг.4-9. Изгибание ролика 4 происходит, как описано при ссылке на фиг.1-3. Однако гибочные элементы для ряда (стержень 12), образуемые прикатывающими колесиками 13, поддерживаются и подвешены на силовых приводах 20' верхнего продольного гибочного устройства. Высота этих верхних продольных гибочных элементов 20' относительно соответствующих нижних гибочных элементов 20 может плавно регулироваться для обеспечения между прикатывающими колесиками 13 и роликами 4 подходящего зазора, равного толщине стеклянной детали, подвергаемой отжигу.
Верхние гибочные элементы для продольного и поперечного изгибания могут подниматься после процесса отжига для удаления стеклянной детали (фиг.6).
На фиг.4 и 8 показано положение, когда стеклянная деталь достигает гибочного устройства на участке отжига 2, причем указанное гибочное устройство является плоским как вдоль, так и поперек.
На фиг.5 и 9 показано положение, когда стеклянная деталь была изогнута с образованием провисания (фиг.5) и в основном направлении гибки параллельно направлению движения (фиг.9).
На фиг.4 используются те же ссылочные номера для элементов гибочного устройства для стержня 12, совпадающие с номерами для гибочных элементов ролика 4, но снабженные штрихом. Несущий элемент 14, передающий вращающий момент на плечо 7, был заменен крутящим элементом 24. Концы рычагов 7 и 7' блокированы внутри элементов 14 и 24 с помощью штифта 17/17'. Крутящие элементы 24 установлены на крепежных зажимах 18' у концов выполненного с возможностью отклонения стержня 12. Осевое перемещение плечей 7' ограничено внутренними ограничителями 10', положение которых регулируется посредством двигателя 21.
На фиг.8 и 9 показаны далее верхние боксы воздушного охлаждения 5а и нижние боксы воздушного охлаждения 5b, находящиеся в секции гибки и отпуска 2, которые соединены с продольными изгибаемыми элементами 20' и 20, вдоль которых ряды боксов 5а и 5b искривляются. Так, верхний ряд боксов 5а может подниматься вместе с гибочными элементами 20' и связанными с ними элементами, вызывающими прогибание, как показано на фиг.6. Кроме того, на фиг.8 и 9 схематически показан нижний край нагревательной печи 1, конвейерные ролики 3 нагревательной печи и нагревательные элементы 6, образованные, например, электрическими сопротивлениями. Нагревательная печь 1 может быть любого обычного типа.
Реферат
Изобретение относится к способу и устройству для гибки и отжига или закалки изогнутой по двум направлениям стеклянной панели. Технический результат изобретения заключается в изгибании стеклянной панели в направлении движения и в направлении провисания, причем радиусы кривизны в обоих направлениях постепенно уменьшаются. Стеклянную панель нагревают и перемещают на верх горизонтальных конвейерных роликов, которые образуют гибочное устройство. Гибку в направлении провисания осуществляют путем изгибания конвейерных роликов путем поворота рычажных элементов, на которых закреплены подшипники и которые посредством подшипниковых систем прикладывают постепенно увеличивающийся изгибающий момент к вращающимся роликам. Концы конвейерных роликов вращаются внутри подшипников рычажных элементов. 2 н. и 15 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ передачи стеклянного листа и устройство для его осуществления
Комментарии