Способ изго овления листового стекла - SU583736A3
Код документа: SU583736A3
Чертежи

Описание
1
Изобретение относится к способам изго- товления листового стекла на поверхности расплавленного металла в ванне.
Известен способ изготовления листового стекла на поверхности расплавленного металла в ванне, включающий создание в ванне под лентой стекла защитной атмосферы и непрерывную подачу в нее в nonepe4troM относительно ленты стекла направлении потоков защитного газа 1J.
Недостатком известного способа является искажение циркулирующими в атмосфере ванны потоками горизонтальности стекла , способствующее ухудшению его оптических свойств,
Целью изобретения является улучшение оптических свойств стекла.
Поставленная цель достигает ся попеременной подачей поперечных потоков защитного газа то в одном, то в другом, противоположном ему, направлении вдоль всей ширины ленты стекла.
Попеременная подача поперечных газовых потоков способствует созданию такого распределения температур над лентой стекла , которое ведет к исключению или умень шению образования геометрических дефектов на поверхности листового стекла.
Выгоднее производить перемешивание газовой атмосферы над лентой стекла поперечными потоками в зоне, расположенной ближе к концу ванны, где происходит вытягивание ленты стекла.
При соблюдении этого условия можно
устранить дефекты, неустраняемые при перемешивании в зоне, соответствующей перовой половине длины ванны (ближе к подаче расплава).
Подача защитного газа в атмосферу под
стеклом осуществляется через множества . сопел, расположенных, по крайней мере, под частью щирйны ленты стекла и перемещающихся в плоскости, перпендикулярной плос-, кости движения ленты стекла.
На фиг. 1 и 2 показаны примеры осу- .
ществления предложенного способа.
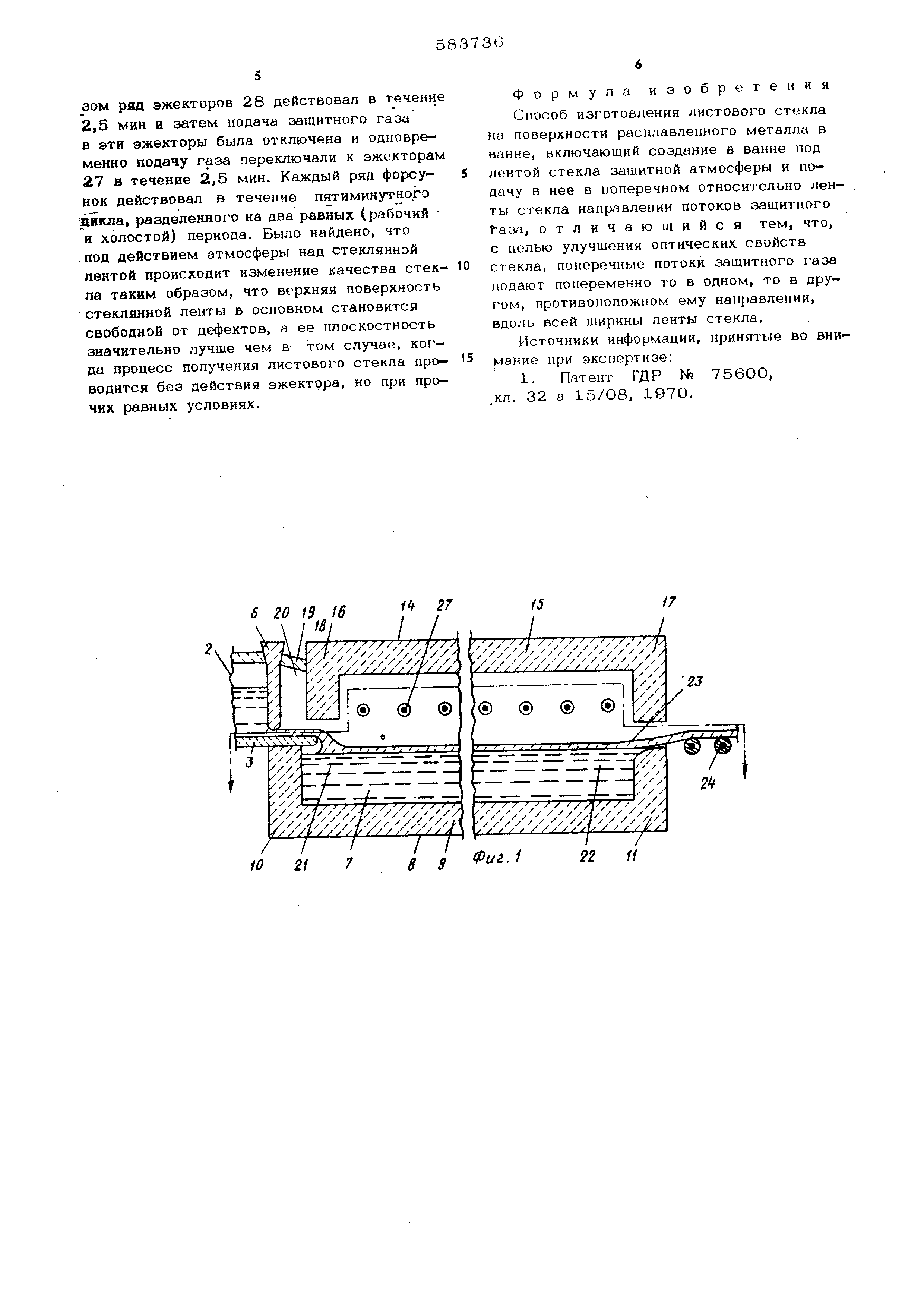
Расплавленное стекло 1 подается вдоль канала 2, включающего стенку 3 основания и боковые стенки 4 и 5, регулирую-
щий щибер 6 и расплавленный металл 7,
находящийся в ванне 8. Расположеннан ниже часть ванны включает под 9, стенку 1О, расположенную у места впуска стекла в ванну, и стенку 11, расположе}Я1ую у конца ванны, где стекло выходит из ванны и боковые стенки 12 и 13. Ванна закрыта сводчатой конструкцией 14, включающей верхнюю стенку 15 и стенки 16 и 17, расположенные у концов ванны, где происходит загрузка и выпуск стекла соответственно . Между регулируемым шибером 6 и сводчатой конструкци . 14 имеется камера 18, которая, как пока: ано на фи1, 1, имеет свод 19 и боковую стенку 20. Занна внутри снабжена нагревающим приспо-соблением (на чертеже не показано); благодаря которому температура различных зон внутри ванны поддерживается определенной величины. Наиболее горячая зона в ванне - это зона 21, где стекло подается в ванну, температура падает по направлению к зоне 22, 1де происходит зы™ пуск стекла. Например, если ванна 7 представляет собой расплавленное олово, тэ температурный градиент определяетгя гем пературами примерно от 1000 С в золе 21 и примерно до 6ОО в зоне 22.
Расплавленное стекло, которое подается в ванну, распространяется по fjacnnaBniSHHoму металлу, как это видно на фиг„ 2, о6-разуя ленту 23, которая непрерывно afi -:жэтся вдоль ванны, )епосредственно около впускного конца ванны следует но слег-ка накло}шой траектории по поверхности fiac- плавленного металла 7 и поддерживается роликами 2.4,
С целью осуществле)1ия изобретения: создаются условия для приложения raaoriepeмешающил си;| в атмосфере над гиювагсШей лентой стекла, которые создаротся вдувапи .ем газа в указанную атмосферу, сначала в одном направлении движения ленты и затем в противоположном , поперек этой траектории . Для этой пели создано два ряда по семь штук гизоинжектируюших труб, Одни ряд включает трубы 25, которые проходят через боковую стенку 12 ванны, а другой ряд включает трубки 26, которые проходят через противоположную боковую стенку 13 ванны. Трубки 25 заканчиваются внутри ванны на коипах электродами 27 соответственно, тогда как трубки 26 с их внутренних концов кме(от эжекторы 28 соответственно ,
Каладый из эжекторшв включает диффузо
который окружает часть соответствующей
.инжекционной трубы и имеет такую форму,
чтобы выауск raria из и.нжггкпиошгых Jpy6
.вставлял втягиваться 1гК35.1 из «тмос4е|)ы
ь диффузор, которые должны смешиваться с инжeктиpye ;ым газом, и газ выпускается из переднего конца диффузора.
Ряд кнжскционных труб 25 ответвляется от подающего коллектора 29, тогда как инжекционные трубы 26 ответвляются от подающего коллекя ора 30. Коллекторы 29 и ЗО соединены с резервуаром 31, содержащим защитный газ под давлением через
О регулируемый вентиль 32, при действии которого резервуар 31 может подключаться к коллекторам 29 и 30.
Пре;:;де чем. ванна 14 заполнится рас1лавлен1:ым металло 4, она заполняется защитным газом, напр мер газовой смесью, содержащий 95 вес,% азота и 5 вес % водорода Когда aaiiHa .1;.олность о заполнится защитным газом и весь в::здух удалится, в ванну вводится расплавленный т геталл или металл уже присутствующий в ванне расплавляется . Затем ванпа нагревается посредст-. вом термических элс-ментов (на фиг. не показаны) таких, ии: нагреватели сопротивления . Когда выбранные температурные усло ВИЯ были установлены, расплавленному стеК лу 1гозволял и течь в ванну из стекловаренной лечи так., чтобы расплавленное стекло плыло по |;лс.лавлепному металлу и распре™ делилось Б ванне та/сим образом, чтобы получить спс-ч однородной толщины, который движется liionb поверхности ванны и натягивается с другого конца ванны.
Процесс происходит непрерывно, при этом непрерывно образуется лента листового стекла . Может быть создана система очистки (на фиг, 1 не показ 5на) для непрерывной очистки гезовой атмосферы, например, пу гйм непрсрывного отсасывания газов из Е-анны и повторной подачи их в ванну через очищающее устройст 0з нанрик ер ба11П1Юр заполнепную каустической содой в виде хлопьев и.чи лимонитом. Кроме того, может быть создано приспособление для поддерживания в основном постоянного давления защитной атмосферы внутри ванны, т.е. для компенсации утечек газа из ванны, которые на практике возможно исключить.
Регулируемьп вентиль 32 регулируется вручную или автоматически, заставляя защитный газ выходить из резервуара в ванну сначала через эжекторы 27 в направлении , показанном пунктирными стрелками , и :мтем через эл1екторы 28 в направлении, показанном сплошными стрелками, и так нонеремеппо. В одних сериях испытаний вентиль 32 открьшали так, чтобы заставить Bhinvcj;aeiv bie в ванну газы изменять на- правление в течение 2.5 мин, Таким обрааом ряи эжекторов 28 действовал в т ечение 2,5 мин и затем подача защитного газа в эти эжекторы была отключена и одновременно подачу газа переключали к эжекторам 27 в течение 2,5 мин. Каждый ряд форсунок действовал в течение пятиминутного пвкла, разделенного на два равных (рабочий и холостой) периода. Было найдено, что под действием атмосферы над стеклянной лентой происходит изменение качества стекла таким образом, что верхняя поверхность стеклянной ленты в основном становится свободной от дефектов, а ее плоскостность значительно лучше чем в том случае, когда процесс получения листового стекла проводится без действия эжектора, но при прочих равных условиях.
Формула изобретения
Способ изготовления листового стекла на поверхности расплавленного металла в ванне, включающий создание в ванне под лентой стекла защитной атмосферы и подачу в нее в поперечном относительно ленты стекла направлении потоков защитного aзa, отличающийся тем, что, с целью улучшения оптических свойств стекла, поперечные потоки защитного газа подают попеременно то в одном, то в другом , противоположном ему направлении, вдоль всей ширины ленты стекла.
Источники информации, принятые во внимание при экспертизе:
1. Патент ГДР № 756ОО, ,кл. 32 а 15/08, 197О.


Реферат
Формула
Комментарии