Способ изготовления покрытия - RU2642733C2
Код документа: RU2642733C2
Чертежи






Описание
Данное изобретение относится к способу изготовления покрытия.
Цель данного изобретения лежит в области строительных материалов и/или сфере дизайна предметов отделки и интерьера.
Как известно, покрытие поверхностей или конструкций той или иной степени сложности, расположенных снаружи или внутри строительных конструкций, таких как, например, жилые дома, гостиницы, магазины, спортивные залы, публичные административные здания и/или другие аналогичные элементы инфраструктуры, как правило, выполняют с помощью соответствующих покрывающих панелей модульного типа и/или аналогичных конструкций, которые соответствующим образом спроектированы и изготовлены мастерами и/или макетчиками.
Очевидно, что, если указанные поверхности или конструкции имеют правильную конфигурацию, применение известных покрытий не вызывает особых затруднений.
В противном случае, когда покрываемые поверхности и/или конструкции отличаются сложностью и имеют особо неправильные поверхностные развертки и формы, возникает необходимость создания специально разработанных покрытий.
Очевидно, что производство сделанных по заказу покрытий, таких как, например, деревянные панели и/или аналогичные элементы, соответственно смоделированные для воспроизведения неправильных и/или закругленных форм, требует длительного времени на изготовление и сложных установочных решений, что существенно влияет на затраты, связанные с такими операциями.
Основной целью данного изобретения является создание способа изготовления покрытия, устраняющего недостатки известного уровня техники.
Целью данного изобретения является создание способа изготовления покрытия, которое может быть просто и быстро приведено в соответствие с покрываемыми поверхностями и/или конструкциями, даже если они имеют очень сложную конфигурацию.
Еще одной целью данного изобретения является создание способа изготовления покрытия, которое может принимать неправильные формы в зависимости от возможных требований.
Еще одной целью данного изобретения является создание способа изготовления покрытия, которое может повторять как вогнутые, так и выпуклые закругленные формы.
Целью данного изобретения является создание способа изготовления покрытия, отличающегося легкостью и простотой транспортировки, установки и моделирования.
Кроме того, целью данного изобретения является создание быстрого и недорогого способа.
Наконец, целью данного изобретения является создание способа, который отличается простотой и легкостью реализации.
Эти и другие цели по существу достигаются с помощью способа изготовления покрытия, который кратко изложен и описан в нижеприведенной формуле изобретения.
Ниже в качестве примера приведено описание предпочтительного, но не исключительного варианта выполнения способа изготовления покрытия согласно данному изобретению.
Данное описание изложено ниже со ссылкой на прилагаемые чертежи, которые приведены исключительно в качестве неограничивающего примера и на которых:
фиг. 1 изображает внешний вид в аксонометрии покрытия согласно данному изобретению,
фиг. 2 изображает вид в аксонометрии увеличенного фрагмента покрытия, показанного на фиг. 1,
фиг. 3 изображает вид в аксонометрии покрытия, показанного на предыдущем чертеже, с его опорной конструкцией,
фиг. 4 изображает вид в аксонометрии покрытия, показанного на предыдущих чертежах, в конфигурации, соответствующей транспортировке или хранению,
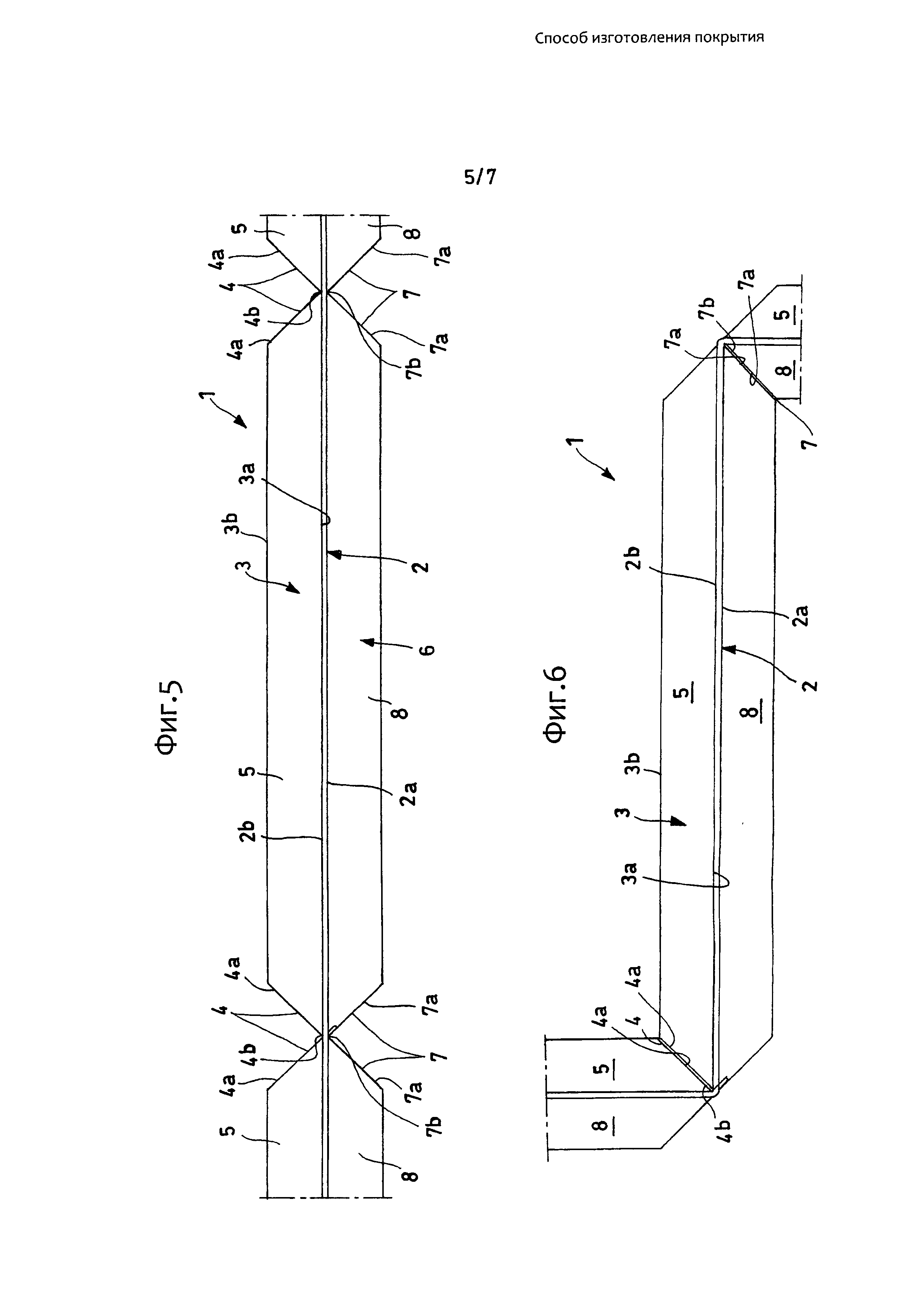
фиг. 5 изображает фрагмент разреза покрытия, показанного на предыдущих чертежах, в плоской конфигурации,
фиг. 6 изображает фрагмент разреза покрытия, показанного на предыдущих чертежах, в неправильной конфигурации,
фиг. 7 изображает схематический вид первого узора, который может быть выполнен на покрытии, показанном на фиг. 1-6,
фиг. 8 изображает схематический вид второго узора, который может быть выполнен на покрытии, показанном на фиг. 1-6,
фиг. 9 изображает схематический вид третьего узора, который может быть выполнен на покрытии, показанном на фиг. 1-6,
фиг. 10 изображает схематический вид четвертого узора, который может быть выполнен на покрытии, показанном на фиг. 1-6.
На фиг. 1-6 покрытие, которое может быть изготовлено с помощью способа согласно данному изобретению, в целом обозначено номером 1 позиции.
Как видно из фиг. 5 и 6, покрытие 1 содержит первый слой 2, выполненный из гибкого материала и имеющий первую и вторую поверхности 2а, 2b, обращенные к соответствующим противоположным сторонам.
Преимущественно первый слой 2 содержит гибкую мембрану.
Предпочтительно слой 2 содержит покрытую резиной сетку из синтетического материала, такого как полиамиды, полиарамиды, например нейлон, дайнима (Dyneema®), покрытый тканью поливинилхлорид, или текстильные волокна в общем, даже природные волокна, например нейлон, дайнима, покрытый тканью поливинилхлорид, даже с внедренными ткаными волокнами для образования одной или более решеток, ограничивающих соответствующие сквозные отверстия.
Покрытие 1 содержит второй слой 3, выполненный из жесткого материала и имеющий первую поверхность 3a, присоединенную ко второй поверхности 2b первого слоя 2, и вторую поверхность 3b, обращенную в противоположную сторону относительно первой поверхности 3а.
Второй слой 3 преимущественно может быть выполнен из дерева, и/или металла, и/или пластмассы, и/или любого другого композитного материала, подходящего для изготовления указанного слоя, например, из пробковой массы, волокна и смолы.
Второй слой 3 также может быть выполнен с использованием любого жесткого материала, который может быть отпечатан или отфрезерован.
Преимущественно слой 3 имеет по меньшей мере одну канавку 4 с двумя поверхностями 4а, проходящими поперечно относительно друг друга и сходящимися при соответствующей вершине 4b, расположенной предпочтительно вблизи первого слоя 2 или на нем.
Как можно видеть на фиг. 5 и 6, канавка 4 ограничивает соответствующие смежные жесткие конструкционные части 5. Каждая жесткая часть 5 второго слоя 2 может быть преимущественно ориентирована относительно смежной части 5 путем сгибания первого слоя 2 между первым положением (не показано на чертежах), в котором первый слой 2 загнут на себя, а части 5 второго слоя обращены в направлении к соответствующим противоположным сторонам, и вторым положением, в котором части 5 расположены поперечным образом относительно друг друга (фиг. 6) с нахождением поверхностей 4а соответствующей канавки 4 во взаимном контакте.
Согласно варианту выполнения, изображенному на фиг. 1-6, покрытие 1 дополнительно содержит третий слой 6, выполненный из по существу жесткого материала, предпочтительно идентичного материалу, используемому для второго слоя 3. Третий слой 6 имеет первую поверхность 6а, присоединенную к первой поверхности 3а слоя 3, и вторую поверхность 6b, обращенную в противоположную сторону относительно первой поверхности 6а.
Аналогично второму слою 3, третий слой 6 имеет по меньшей мере одну канавку 7, в частности, соответствующую канавке 4 второго слоя 3 и имеющую две поверхности 7а, которые сходятся при вершине 7b, расположенной вблизи слоя 2 или на нем.
Предпочтительно канавка 7 третьего слоя 6 ограничивает соответствующие смежные жесткие конструкционные части 8, каждая из которых соотносится с соответствующей частью 5 второго слоя 3.
Как можно видеть на фиг. 5 и 6, соответствующие жесткие части 5, 8 второго и третьего слоев 3, 6 могут быть ориентированы между первым положением (слева на фиг. 6), в котором поверхности 4а канавки 4 третьего слоя 3 находятся во взаимном контакте, и вторым положением (справа на фиг. 6), в котором поверхности 7а канавки 7 слоя 6 находятся во взаимном контакте.
Более подробно, каждый из слоев 3, 6 имеет набор канавок 4, 7, ограничивающих соответствующие наборы смежных жестких частей 5, 8.
Как можно видеть на фиг. 5, канавки 4 и части 5 второго слоя 3 соответствуют канавкам 7 и частям 8 третьего слоя 6.
Согласно такому решению первый слой 2 может быть согнут вдоль соответствующих канавок 4, 7 второго и третьего слоев 3, 6 с обеспечением возможности получения различных ориентаций между парами смежных жестких частей 5, 8.
Для обеспечения большей подвижности между каждой частью 5, 8 и другими смежными частями 5, 8 каждая канавка 4, 7 второго и третьего слоев 3, 6 преимущественно имеет по существу V-образный профиль, вершина 4b, 7b которого образует угол, задаваемый в процессе изготовления покрытия 1. В частности, как показано на фиг. 5, на которой покрытие 1 проходит по существу в одной плоскости, угол, образованный каждой канавкой 4, 7, составляет примерно 90°. Однако следует отметить, что наклон поверхностей канавок 4, 7 может изменяться в зависимости от требований с образованием углов, значение которых может изменяться в пределах от 0° до 180°, в частности от 30° до 160°.
Кроме того, как показано на фиг. 5, канавки 4, 7 второго и третьего слоев 3, 6 предпочтительно выполнены с по существу симметричными профилями. Однако следует учитывать, что канавки 4, 7 также могут быть выполнены с асимметричными формами, при этом их поверхности 4а, 7а определяют разные углы наклона с общей исходной плоскостью, такой как, например, плоскость, в которой лежит покрытие 1 в положении, показанном на фиг. 5.
Преимущественно части 5, 8 имеют по существу многоугольные формы, по выбору правильные или неправильные. Однако следует отметить, что могут быть выполнены жесткие части 5, 8, многоугольные формы которых отличаются от многоугольных форм смежных частей 5, 8.
Согласно варианту выполнения, изображенному на фиг. 1-4 и 7, части 5, 8 имеют профиль или форму, по существу представляющие собой равносторонний треугольник, но могут иметь и по существу неправильные формы, треугольные, а также многоугольные или криволинейные.
Согласно еще одному варианту выполнения, изображенному на фиг. 8, части 5, 8 имеют профиль или форму, по существу представляющие собой равнобедренный треугольник.
Согласно варианту выполнения, изображенному на фиг. 9, части 5, 8 имеют по существу прямоугольный профиль или форму, в частности квадратный.
Согласно варианту выполнения, изображенному на фиг. 10, конструкционные части имеют разные профили или формы. В частности, некоторые части 5, 8 имеют по существу квадратный профиль, тогда как другие части 5, 8 имеют по существу треугольный профиль. В данном случае каждая часть 5, 8 граничит с четырьмя треугольными частями 5, 8, каждая из которых, в свою очередь, граничит с другими двумя треугольными частями 5, 8.
Очевидно, что существует ряд подходящих форм, которые могут быть выбраны в зависимости от количества и расположения линий сгиба, создаваемых на покрытии 1.
Вышеуказанное покрытие 1 предназначено, главным образом, для защиты уже существующих поверхностей и/или конструкций. Однако конструктивные особенности покрытия 1 обеспечивают возможность его использования в качестве несущей конструкции, способной выдерживать и нести значительные нагрузки. Таким образом, согласно данной особенности покрытие 1 может использоваться в качестве кожуха, даже несущего типа, для конструкций, остовов и/или аналогичных опорных каркасов с формированием и созданием на них отделочного элемента, разделительной стенки или любой другой поверхности или конструкции, подходящей для выдерживания заданных нагрузок.
Таким образом, согласно данному изобретению покрытие служит не только в качестве элемента для покрывания поверхностей и/или конструкций, но также может служить в качестве отделочного элемента или самонесущей стенки либо в качестве опорной конструкции.
Вышеописанное покрытие 1 преимущественно изготавливают способом, включающим подготовительные этапы обеспечения первого слоя 2, второго слоя 3 и третьего слоя 6.
Затем в рамках способа выполняют присоединение, предпочтительно путем приклеивания, второго и третьего слоев 3, 6 к первому слою 2 с образованием многослойной конструкции, имеющей гибкую сердцевину и жесткие оболочки.
Присоединение слоев 3, 6 к слою 2 предусматривает ряд различных операций. Сначала клей или аналогичное адгезионное вещество наносят на первую поверхность 3а второго слоя 3 и на первую поверхность 6а третьего слоя 6. Затем первый слой 2 располагают на втором слое 3, а третий слой 6 - на первом слое 2 со стороны, противоположной второму слою 3.
Более подробно, слой 2 располагают на слое 3 так, что вторая поверхность 2b слоя 2 взаимодействует с клеем, нанесенным на первую поверхность 3а слоя 3.
В свою очередь, слой 6 располагают на слое 2 так, что клей, нанесенный на первую поверхность 6а слоя 6, взаимодействует с первой поверхностью 2а слоя 2.
После соединения всех слоев 2, 3, 6 друг с другом выполняют их сдавливание, что способствует адгезии слоев.
Так как обеспечение первого слоя 2 преимущественно предполагает наличие сетки, которая имеет сквозные отверстия, расположение первого слоя 2 на втором слое 6 и третьего слоя 6 на первом слое 2 приводит к погружению сетки слоя 2 в клей, нанесенный на слои 3, 6. В этом случае клей, нанесенный на слои 3, 6, обволакивает сетку слоя 2 и заполняет ее сквозные отверстия с обеспечением непосредственного присоединения слоя 3 к слою 6 через такие отверстия.
Клей, являющийся преимущественно расширяющимся клеем, по выбору полиуретановым или силиконовым, либо другим аналогичным клеем, может соответствующим образом удерживать сетку первого слоя 2 между вторым и третьим слоями 3, 6.
Способ дополнительно включает этап образования во втором слое 3 и в третьем слое 6 по меньшей мере одной канавки 4, 7, предпочтительно набора канавок, как вариант, путем удаления материала, предпочтительно путем фрезерования, с образованием соответствующих смежных жестких конструкционных частей 5, 8, которые соответствуют жестким частям 5, 8 другого слоя 3, 6.
Образование каждой канавки 4, 7 преимущественно выполняют путем создания полости, имеющей по существу V-образный профиль, вершина которого расположена вблизи первого слоя 2 или на нем.
После образования V-образных канавок 4, 7 способ также предусматривает этап калибрования покрытия 1, включающий по меньшей мере один этап уменьшения толщины второго слоя 3 и/или третьего слоя 6.
В частности, этап калибрования предусматривает установку покрытия 1 на рабочую поверхность (не показана на чертежах), предпочтительно присасывающего типа. После этого покрытие 1 фиксируют на рабочей поверхности, предпочтительно путем присасывания, которое удерживает покрытие прикрепленным к данной плоскости. После фиксации покрытия 1 на рабочей поверхности можно приступать к шлифованию второго слоя 3. Шлифование слоя 3 обеспечивает уменьшение его толщины до заданного значения и его выравнивание. Затем можно приступать к шлифованию третьего слоя 6 для уменьшения его толщины до заданного значения, предпочтительно соответствующего толщине слоя 3, и его выравнивания.
Вышеописанный способ преимущественно предусматривает подготовительный этап проектирования дизайна покрытия 1, который выполняют перед образованием канавок 4, 7 во втором и третьем слоях 3, 6.
Более подробно, дизайн покрытия 1 может предпочтительно предусматривать необходимость предварительного задания конечной трехмерной формы, в этом случае количество и ориентации V-образных канавок 4, 7, образуемых на втором и третьем слоях 3, 6, задают с обеспечением возможности принятия покрытием 1 заданной трехмерной формы на этапе установки.
Трехмерная форма изготавливаемого покрытия 1 может быть задана различными способами. Возможно создание виртуальной трехмерной модели изготавливаемой конструкции или объема с помощью соответствующих программ трехмерного моделирования.
Кроме того, возможен импорт уже существующих виртуальных трехмерных моделей или создание виртуальных трехмерных моделей в результате считывания трехмерной формы фактически существующих конструкций или объемов.
Определение количества и ориентаций канавок 4, 7 выполняют путем обработки виртуальной, ранее заданной трехмерной модели и составления и отображения предварительного вида конфигурации конструкции покрытия 1, соответствующей заданной конечной форме.
Преимущественно как исходная виртуальная трехмерная модель, так и предварительный вид конфигурации конструкции покрытия 1 могут быть преобразованы с точки зрения формы и внешнего вида в зависимости от требований.
Составление и отображение предварительного вида конфигурации конструкции покрытия 1 могут быть преимущественно выполнены в соответствии с формой виртуальной трехмерной модели, заданной на начальном этапе, и/или с формой жестких частей 5, 8, создаваемых на втором и третьем слоях 3, 6, и/или с количеством указанных частей 5, 8, и/или с их расположением, и/или с толщиной слоев 3, 6 покрытия 1, и/или с материалом слоев 3, 6, и/или с чистовой обработкой, выполняемой на слоях 3, 6.
Виртуальную трехмерную модель, заданную в начале процесса проектирования, преимущественно соответствующим образом анализируют для оценки механических напряжений, и/или нагрузок, и/или поверхностных натяжений, возникающих на соответствующем покрытии 1 в его окончательной конфигурации.
Преимущественно анализ виртуальной трехмерной модели обеспечивает возможность выявления областей или зон, которые требуют соответствующих точек опоры, и/или самонесущих областей или зон, что позволяет организовать поставку опор, необходимых для изготовления конечной конструкции.
Более подробно, способ также предусматривает запись окончательной трехмерной модели, соответствующей изготавливаемому покрытию 1, обработку формы окончательной трехмерной модели для выполнения (на плоскости) в слоях 3, 6 V-образных канавок 4, 7, необходимых для получения трехмерной формы модели, и определение списка команд управления станком, предпочтительно станком с числовым программным управлением, обеспечивающих выполнение (на плоскости) в слоях 3 и слоя 6 покрытия 1 V-образных канавок 4, 7, необходимых для получения необходимой трехмерной формы.
Покрытие согласно данному изобретению устраняет недостатки известного уровня техники и обеспечивает существенные преимущества.
Прежде всего, покрытие согласно данному изобретению может быть легко смоделировано с приданием ему трехмерных конфигураций и с воспроизведением изгибов, которые обычно требуют изготовления специально подготовленных панелей. Фактически, путем ориентирования каждой жесткой конструкционной части относительно смежных с ней жестких частей можно придать покрытию форму, которая идеально подходит для его установки на соответствующей покрываемой поверхности или конструкции.
Кроме того, следует отметить, что гибкость покрытия обеспечивает его транспортировку и хранение простым и легким способом. Фактически, покрытие может быть скатано в виде трубки, как проиллюстрировано на фиг. 4, или растянуто в виде настила, как проиллюстрировано на фиг. 5.
Создание покрытия, которое может быть приспособлено и смоделировано в виде функциональной части предполагаемой конструкции или поверхности, позволяет избежать производства сложных и дорогих защитных конструкций, надлежащим образом разрабатываемых и изготавливаемых мастерами и/или макетчиками, что существенно снижает общие затраты на изготовление и установку покрытия.
Кроме того, следует отметить, что виртуальное проектирование покрытия позволяет выполнить на плоскости канавки, необходимые для получения на этапе установки и окончательного моделирования формы, заданной до выполнения указанных канавок. Данный процесс обеспечивает возможность получения покрывающих панелей, которые могут легко принимать заданную форму в процессе конструирования, экономически эффективным и быстрым способом.
Реферат
Изобретение относится к области строительства, в частности к способу изготовления покрытия. Технический результат изобретения заключается в снижении трудозатрат при монтаже покрытия. Покрытие содержит первый слой, выполненный из гибкого материала, второй и третий слои, выполненные предпочтительно из жесткого материала и присоединенные с противоположных сторон к первому слою. Второй и третий слои соответственно имеют V-образные канавки, ограничивающие соответствующие смежные жесткие конструкционные части. Каждая жесткая часть может быть ориентирована относительно смежной жесткой части путем сгибания первого слоя с обеспечением моделирования покрытия в соответствии с трехмерными конфигурациями и/или простой или двойной кривизной. 13 з.п. ф-лы, 10 ил.
Комментарии