Способ производства утолщенного стекла - RU2187472C2
Код документа: RU2187472C2
Описание
Настоящее изобретение относится к производству утолщенного стекла и может быть использовано на линиях, вырабатывающих стекло флоат-способом.
Уровень техники
Известны способы производства утолщенного стекла
флоат-способом, согласно которым получение стекла достигается путем ограничения поперечного растекания стекломассы, подаваемой в ванну расплава, формования плоскопараллельного слоя требуемой толщины,
последующего интенсивного охлаждения и вывода сформованной ленты из ванны расплава.
Ограничение поперечного растекания ленты производится в головной части ванны расплава, где стекломасса еще имеет толщину более равновесной и достаточно низкую вязкость, что позволяет сформовать ленту требуемой толщины.
В патентно-технической литературе представлены различные способы поперечного ограничения ленты стекла (пат. США 3846102, МКИ С 03 В 18/02, пат. Франции 1539127, МКИ С 03 В 18/00, пат. США 3661548, МКИ С 03 В 18/00, пат. США 3684471, МКИ С 03 В 18/00, Н.А. Шаеффер "Технология стекла", "CTI-Print". г. Кишинев. 1998г. , стр. 126; В.И. Кондрашов и В.С. Безлюдная "Способы выработки флоат-стекла толщиной более равновесной". Стекло и керамика, N3, 1999 г., стр.3-8).
Например, применяются ограничители, которые попарно располагаются вдоль ванны расплава параллельно ее бортам и ограничивают боковое растекание ленты в головной части. Ограничители могут быть самыми разнообразными - подвижными, неподвижными, сочетать те и другие и т.д.
Многообразие способов ограничения бокового растекания ленты стекла обуславливается поиском таких решений, которые бы исключали прилипание вязкой кромки формуемой ленты стекла к ограничителям, т.к. в случае прилипания движение стекломассы на этом участке замедляется, скорость продвижения ленты становится неравномерной, создается высокая разнотолщинность, появляются оптические искажения, зарухание (кристаллизация) стекломассы, что снижает качество стекла и технико-экономические показатели процесса.
Для решения этого вопроса используются разнообразные приемы. Например, ограничители изготавливают из несмачиваемого материала или водоохлаждаемыми, им придают возвратно-поступательные движения в поперечном направлении относительно краев ленты стекла и т.д.
Наиболее близким к заявляемому нами предлагаемому изобретению является способ, описанный в патенте Англии 1223525, МКИ С 03 В 18/02.
В указанном прототипе применены 3-4 пары ограничителей, контактирующих с бортовыми участками формуемой ленты стекла, где она еще находится в жидком состоянии. Ограничителям сообщается колебательное движение в поперечном направлении относительно краев ленты стекла.
Недостатком прототипа является то, что описанный в нем способ не исключает полностью возможности прилипания жидкой стекломассы к ограничителям. Особо узким местом в этом плане являются участки примыкания ограничителей друг к другу и особенно тогда, когда колебания примыкающих ограничителей синхронны. В этом случае прилипшая стекломасса совершает возвратно-поступательное движение вместе с ограничителями и не может оторваться от них, что приводит к ее торможению и кристаллизации.
Сущность изобретения
Предлагаемый нами способ производства утолщенного стекла
включает непрерывную подачу
стекломассы по выработочному каналу в ванну с расплавом металла, ограничение поперечного растекания стекла с помощью ограничительных элементов, расположенных
последовательно друг за другом вдоль
бортов движущейся ленты стекла, продвижение слоя стекломассы вдоль ванны расплава, охлаждение и вывод его из ванны расплава, причем указанным ограничительным
элементам сообщаются колебательные
движения в поперечном направлении относительно краев ленты стекла. При этом смежные ограничительные элементы совершают возвратно-поступательные движения в
противофазе, что является основным отличием
от прототипа.
Это имеет существенное преимущество, которое заключается в следующем. При касании края жидкой лента стекла с ограничительным элементом возможно залипание. Прилипшая стекломасса начнет двигаться вслед за ограничительным элементом. Но в это время примыкающий ограничительный элемент, совершающий возвратно-поступательные движения в противофазе, оттолкнет (оторвет) стекломассу, прилипшую к соседнему элементу, и стекломасса продолжит свое движение к выходному концу ванны.
По мере удаления ограничительных элементов от головной части ванны и нарастания вязкости стекла, вероятность прилипания к ним стекломассы снижается и ограничительным элементам сообщаются возвратно-поступательные движения с убывающей частотой и амплитудой.
Перечень фигур
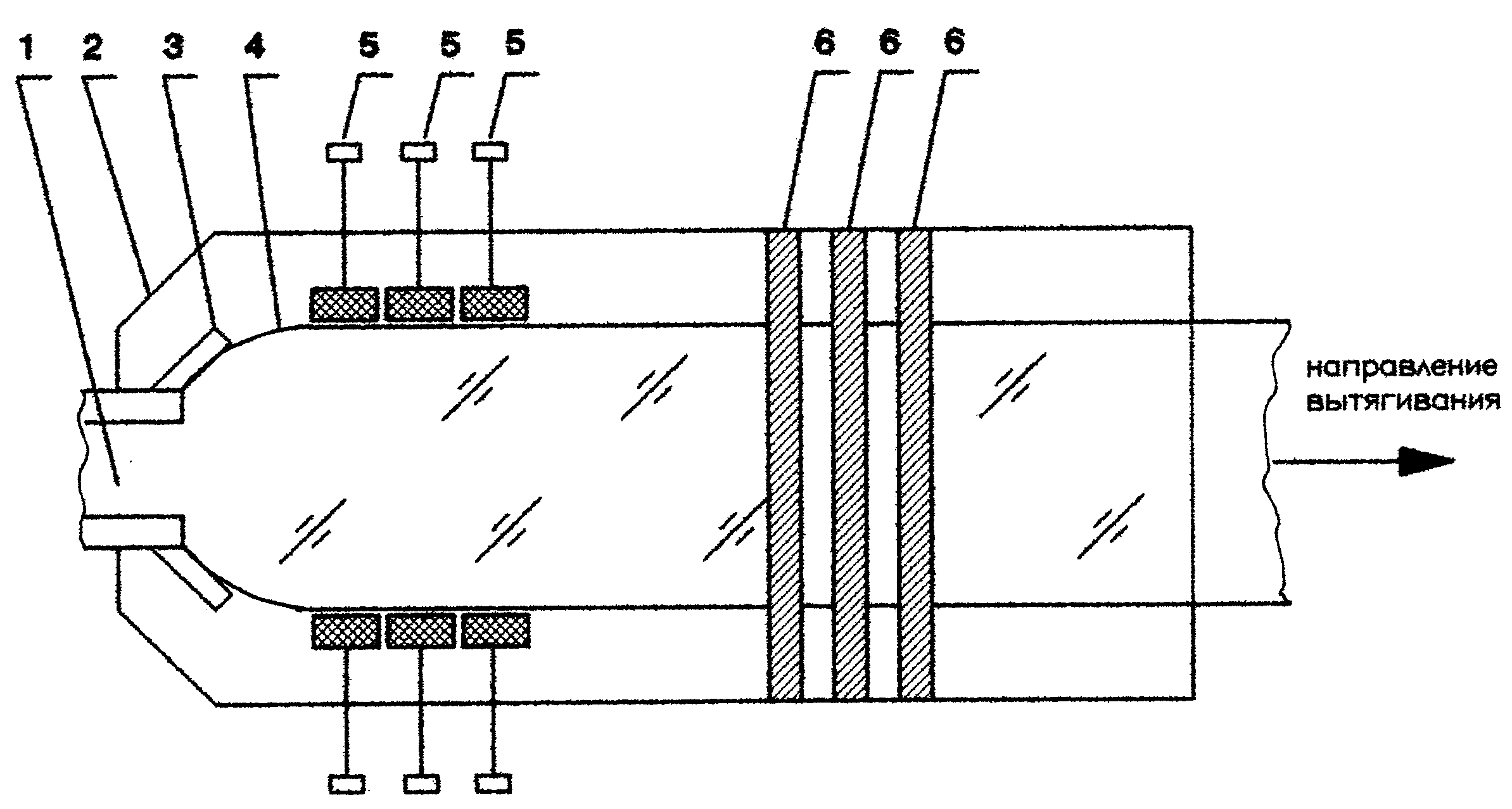
Фиг.1. Способ производства утолщенного стекла
1 - выработочный канал;
2 - ванна расплава:
3 - рестрикторы;
4 - лента стекла;
5 - ограничительные элементы:
6 - сводовые холодильники.
Сведения, подтверждающие возможность осуществления изобретения
Предлагаемое изобретение опробовано на
флоат-линии ЭПКС-4000 ОАО "СИС" и с его использованием выработаны опытные партии стекла толщиной более 12 мм.
Способ производства утолщенного стекла включает непрерывную подачу стекломассы по выработочному каналу (1) в ванну с расплавом металла (2), ограничение поперечного растекания ленты стекла (4) с помощью ограничительных элементов (5), установленных вслед за рестрикторами (3), совершающих возвратно-поступательные движения в противофазе, и последующее интенсивное охлаждение сформованной ленты оводовыми холодильниками (6).
Ниже приведены примеры исполнения с использованием предлагаемого способа.
Пример 1.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oС.
3. Расположение ограничительных элементов в головной части ванны расплава, сразу после рестрикторов.
4. Количество ограничительных элементов - 3 пары.
5. Расстояние между ограничителями равно ширине готовой ленты стекла и составляет 1600 мм.
6. Смежные ограничительные элементы совершают возвратно-поступательное движение в противофазе с частотой 20 Гц и амплитудой 500 мкм.
7. Скорость продольного вытягивания ленты стекла 85 м/час.
8. Толщина вырабатываемой ленты стекла 12 мм.
9. Использованы два сводовых холодильника, установленных за ограничительными элементами.
Пример 2.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oС.
3. Расположение ограничительных элементов в головной части ванны расплава, сразу после рестрикторов.
4. Количество ограничительных элементов - 3 пары.
5. Расстояние между ограничительными элементами равно ширине готовой ленты стекла и составляет 1600 мм.
6. Смежные ограничительные элементы совершают возвратно-поступательные движения в противофазе с частотой 20 Гц и амплитудой 500 мкм.
7. Скорость продольного вытягивания ленты стекла 70 м/час.
8. Толщина вырабатываемой ленты стекла 15 мм.
9. Использованы три сводовых холодильника, установленных за ограничительными элементами.
Пример 3.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oС.
3. Расположение ограничительных элементов в головной части ванны расплава, сразу после рестрикторов.
4. Количество ограничительных элементов - 3 пары.
5. Расстояние между ограничителями равно ширине готовой ленты стекла и составляет 1600 мм.
6. Смежные ограничительные элементы совершают возвратно-поступательные движения в противофазе,
при этом:
а) I пара: с частотой 50 Гц,
амплитудой
500 мкм;
б) II пара: с частотой 50 Гц,
амплитудой 300 мкм;
в) III пара: с частотой 50 Гц,
амплитудой 100 мкм.
7. Скорость продольного вытягивания ленты стекла 85 м/час.
8. Толщина вырабатываемой ленты стекла 12 мм.
9. Использованы два сводовых холодильника, установленных за ограничительными элементами.
Пример 4.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oС.
3. Расположение ограничительных элементов в головной части ванны расплава, сразу после рестрикторов.
4. Количество ограничительных элементов - 3 пары.
5. Расстояние между ограничителями равно ширине готовой ленты стекла и составляет 1600 мм.
6. Смежные ограничительные элементы
совершают возвратно-поступательные движений в противофазе, при этом:
а) I пара: с частотой 150
Гц,
амплитудой 50 мкм;
б) II пара: с частотой 100 Гц,
амплитудой 50
мкм;
в) III пара: с частотой 50 Гц,
амплитудой 50 мкм.
7. Скорость продольного вытягивания ленты стекла 70 м/час.
8. Толщина вырабатываемой ленты стекла 15 мм.
9. Использованы три сводовых холодильника, установленных за ограничительными элементами.
Реферат
Изобретение относится к производству утолщенного листового стекла и может быть использовано на линиях, вырабатывающих стекло флоат-способом. Утолщенное стекло получают с применением ограничительных элементов, расположенных последовательно друг за другом вдоль бортов движущейся ленты стекла и предназначенных для ограничения поперечного растекания. Смежные ограничительные элементы совершают возвратно-поступательные движения в противофазе. По мере удаления ограничительных элементов от головной части ванны расплава и нарастания вязкости стекла частота и амплитуда колебаний убывает. Технический результат изобретения - исключение возможности прилипания жидкой стекломассы к ограничителям. 2 з.п.ф-лы, 1 ил.
Комментарии