Устройство для регулирования толщины листового материала - RU2141684C1
Код документа: RU2141684C1
Чертежи
Описание
Изобретение относится к технике регулирования толщины листового материала, получаемого из расплава методом вытягивания, и может быть использовано в производстве листового стекла, в частности, на машинах вертикального вытягивания стекла (ВВС).
В настоящее время регулирование толщины ленты стекла при производстве его на машинах ВВС осуществляется изменением скорости вытягивания: скорость вытягивания обратно пропорциональна толщине ленты стекла. Процесс регулирования толщины ленты заключается в том, что вручную рассчитывают, а затем устанавливают для привода машины ВВС скорость вытягивания, соответствующую необходимой толщине ленты стекла. Установленная скорость вытягивания поддерживается автоматически при помощи локального контура стабилизации скорости вращения привода машины ВВС. Толщину ленты стекла измеряют либо вручную при помощи микрометра, либо применяя косвенные методы измерения (оптический, механический, электромагнитный).
Такое регулирование имеет существенные недостатки. Во-первых, пропорциональность между толщиной стекла и скоростью вытягивания не является точной: скорость вытягивания тонкой ленты стекла несколько больше той, которая должна была бы быть при точной обратной пропорциональности, а скорость вытягивания толстого стекла - несколько меньше. Во-вторых, система автоматического регулирования толщины ленты стекла, использующая данный способ регулирования, разомкнута по каналу главной обратной связи, т.е. в данной системе контур автоматической стабилизации толщины ленты отсутствует.
Наиболее близкой к изобретению по технической сущности является устройство для регулирования толщины листового материала, состоящее из ленты стекла, валков для вытягивания ленты стекла, связанных с приводом машины ВВС, первого датчика толщины ленты стекла, контактирующего с лентой стекла посредством измерительных роликов, первого вторичного преобразователя, вход которого соединен с выходом первого датчика толщины ленты стекла, первого блока управления, вход которого соединен с выходом первого датчика толщины ленты стекла, первого комбинированного клапана с механизмом разведения измерительных роликов первого датчика толщины ленты стекла, вход которого соединен с выходом первого блока управления, первого нормирующего преобразователя, вход которого соединен с выходом первого вторичного преобразователя, измерительного блока с тремя входами, первый вход которого соединен с выходом первого нормирующего преобразователя, задатчика толщины, выход которого соединен со вторым входом измерительного блока, блока фильтров, выход которого соединен с третьим входом измерительного блока, регулирующего блока, вход которого соединен с выходом измерительного блока, шагового двигателя, вход которого соединен с выходом регулирующего блока, потенциометра, движок которого соединен с валом шагового двигателя, блока регулирования электропривода с двумя входами, первый вход которого соединен с выходом потенциометра, двигателя привода машины ВВС, вход которого соединен с выходом блока регулирования электропривода, тахогенераторного датчика скорости вращения двигателя привода машины ВВС, установленного на валу двигателя привода машины ВВС, выход которого соединен со вторым входом блока регулирования электропривода.
Функциональная схема прототипа представлена на фиг. 1. Позиции на фиг. 1: лента стекла - 1, валки для вытягивания ленты стекла - 2, первый датчик толщины ленты стекла - 3, первый комбинированный клапан - 4, первый блок управления - 5, первый вторичный преобразователь - 6, первый нормирующий преобразователь - 7, блок фильтров - 8, измерительный блок - 9, задатчик толщины - 10, регулирующий блок - 11, шаговый двигатель - 12, потенциометр - 13, блок регулирования электропривода - 14, двигатель привода машины ВВС - 15, тахогенераторный датчик скорости вращения двигателя привода машины ВВС - 16.
Однако в таком устройстве для регулирования толщины листового материала не удается скомпенсировать вредное влияние транспортного запаздывания в объекте управления, обусловленное невозможностью установки датчиков толщины ленты стекла вблизи точки формования, на показатели качества системы (время регулирования, величина перерегулирования), что не позволяет добиться значительного улучшения качества продукции.
Изобретение направлено на повышение качества продукции при производстве листового стекла на машинах ВВС за счет уменьшения волнистости стекла, что достигается путем компенсации вредного влияния транспортного запаздывания в объекте управления на показатели качества системы регулирования толщины ленты стекла (время регулирования, величина перерегулирования).
Поставленная задача достигается тем, что устройство для регулирования толщины листового материала, состоящее из ленты стекла, валков для вытягивания ленты стекла, связанных с приводом машины ВВС, первого датчика толщины ленты стекла, контактирующего с лентой стекла посредством измерительных роликов, первого вторичного преобразователя, вход которого соединен с выходом первого датчика толщины ленты стекла, первого блока управления, вход которого соединен с выходом первого датчика толщины ленты стекла, первого комбинированного клапана с механизмом разведения измерительных роликов первого датчика толщины ленты стекла, вход которого соединен с выходом первого блока управления, первого нормирующего преобразователя, вход которого соединен с выходом первого вторичного преобразователя, измерительного блока с тремя входами, задатчика толщины, выход которого соединен со вторым входом измерительного блока, блока фильтров, выход которого соединен с третьим входом измерительного блока, регулирующего блока, вход которого соединен с выходом измерительного блока, шагового двигателя, вход которого соединен с выходом регулирующего блока, потенциометра, движок которого соединен с валом шагового двигателя, блока регулирования электропривода с двумя входами, первый вход которого соединен с выходом потенциометра, двигателя привода машины ВВС, вход которого соединен с выходом блока регулирования электропривода, тахогенераторного датчика скорости вращения двигателя привода машины ВВС, установленного на валу двигателя привода машины ВВС, выход которого соединен со вторым входом блока регулирования электропривода, согласно предлагаемому решению содержит второй датчик толщины ленты стекла, контактирующий с лентой стекла посредством измерительных роликов, установленный после первого датчика толщины ленты стекла по ходу движения ленты стекла, второй вторичный преобразователь, вход которого соединен с выходом второго датчика толщины ленты стекла, второй блок управления, вход которого соединен с выходом второго датчика толщины ленты стекла, второй комбинированный клапан с механизмом разведения измерительных роликов второго датчика толщины ленты стекла, вход которого соединен с выходом второго блока управления, второй нормирующий преобразователь, вход которого соединен с выходом второго вторичного преобразователя, первый преобразователь аналогового сигнала в дискретный, вход которого соединен с выходом первого нормирующего преобразователя, второй преобразователь аналогового сигнала в дискретный, вход которого соединен с выходом второго нормирующего преобразователя, цифровое вычислительное устройство с двумя входами, первый вход которого соединен с выходом первого преобразователя аналогового сигнала в дискретный, второй вход которого соединен с выходом второго преобразователя аналогового сигнала в дискретный, преобразователь цифрового сигнала в аналоговый, вход которого соединен с выходом цифрового вычислительного устройства, а выход которого соединен с первым входом измерительного блока.
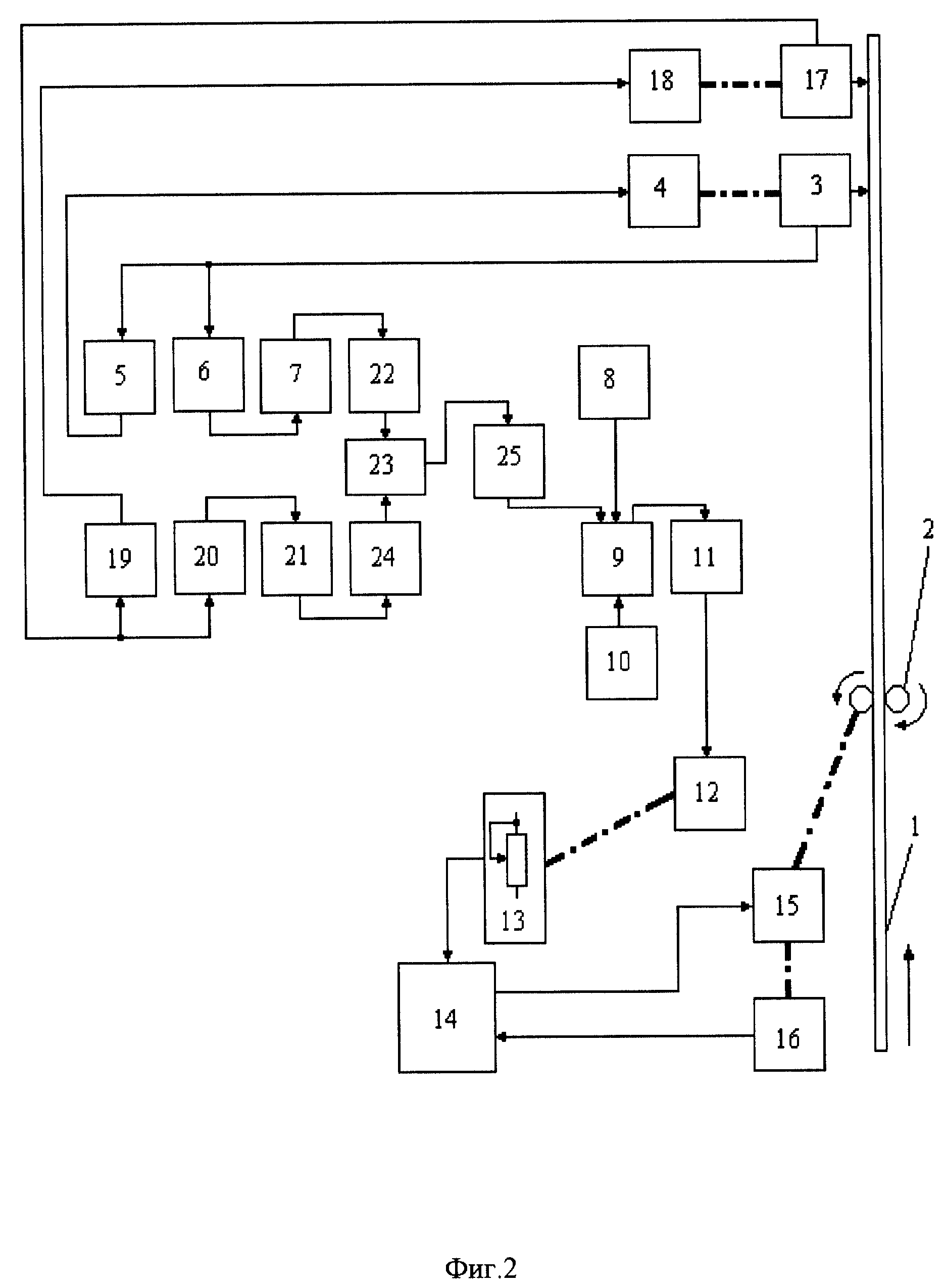
На фиг.2 представлена функциональная схема предлагаемого устройства для регулирования толщины листового материала. Позиции на фиг.2: лента стекла - 1, валки для вытягивания ленты стекла - 2, первый датчик толщины ленты стекла - 3, первый комбинированный клапан - 4, первый блок управления - 5, первый вторичный преобразователь - 6, первый нормирующий преобразователь - 7, блок фильтров - 8, измерительный блок - 9, задатчик толщины - 10, регулирующий блок - 11, шаговый двигатель - 12, потенциометр - 13, блок регулирования электропривода - 14, двигатель привода машины ВВС - 15, тахогенераторный датчик скорости вращения двигателя привода машины ВВС - 16, второй датчик толщины ленты стекла - 17, второй комбинированный клапан - 18, второй блок управления - 19, второй вторичный преобразователь - 20, второй нормирующий преобразователь - 21, первый преобразователь аналогового сигнала в дискретный - 22, цифровое вычислительное устройство - 23, второй преобразователь аналогового сигнала в дискретный - 24, преобразователь цифрового сигнала в аналоговый - 25.
Устройство работает следующим образом. Вытягивающие ленту стекла 1 валки 2 приводятся во вращение приводом машины ВВС 15. Измерение толщины вырабатываемой ленты стекла осуществляется первым и вторым датчиками толщины 3 и 17, установленными, например, на расстоянии 15 см друг от друга по ходу движения ленты стекла. При возникновении боя ленты стекла сигналы аварии от первого и второго датчиков 3 и 17 поступают на первый и второй блоки управления 5 и 19. Первый и второй блоки управления 5 и 19 подают сигналы управления на первый и второй комбинированные клапаны 4 и 18, которые разводят измерительные ролики первого и второго датчиков 3 и 17. Электрические сигналы, пропорциональные толщине ленты стекла в местах установки первого и второго датчиков 3 и 17, поступают на входы первого и второго вторичных преобразователей 6 и 20, предназначенных для измерения и регистрации электрических сигналов. Выходные сигналы с выходов первого и второго вторичных преобразователей 6 и 20 поступают на входы первого и второго нормирующих преобразователей 7 и 21. С выходов первого и второго нормирующих преобразователей 7 и 21 нормированные сигналы поступают на входы первого и второго преобразователей аналогового сигнала в дискретный 22 и 24. С выходов первого и второго преобразователей аналогового сигнала в дискретный 22 и 24 дискретные сигналы поступают в цифровое вычислительное устройство 23. Цифровое вычислительное устройство 23, располагая оценками показаний датчиков 3 и 17, полученных с выходов преобразователей аналогового сигнала в дискретный 22 и 24, и известным расстоянием между датчиками толщины ленты стекла 3 и 17 (в нашем случае 15 см), производит линейную интерполяцию функции, характеризующей зависимость толщины ленты от расстояния до точки формования, что дает возможность спрогнозировать толщину ленты в тех точках, где невозможно ее непосредственное измерение (нельзя установить датчик толщины из-за высокой температуры среды и высокой пластичности ленты стекла). Цифровое вычислительное устройство 23 прогнозирует толщину ленты вблизи точки формования и подает на вход преобразователя аналогового сигнала в дискретный 25 оценку спрогнозированной толщины ленты вблизи точки формования. Сигнал с выхода преобразователя аналогового сигнала в дискретный 25 поступает на первый вход измерительного блока 9. На второй вход измерительного блока 9 поступает сигнал с выхода задатчика толщины 10. На третий вход измерительного блока 9 поступает сигнал от блока фильтров 8, который задает частоту циклов регулирования. Если управляющее воздействие за один цикл не возвратит управляемый параметр - толщину ленты стекла - к заданному значению, то цикл повторяется через промежуток времени, соизмеряемый со временем транспортного запаздывания и задаваемый с помощью блока фильтров 8. С выхода измерительного блока 9 сигнал рассогласования поступает на вход регулирующего блока 11, где осуществляется преобразование аналогового сигнала в напряжение переменного тока, которое пропорционально сигналу рассогласования и в соответствующей фазе включает шаговый двигатель 12. Шаговый двигатель 12 изменяет положение движка потенциометра 13. Напряжение, снимаемое с потенциометра, подается на вход блока регулирования электропривода 14, который соответственно меняет скорость вращения двигателя привода машины ВВС 15, а также стабилизирует скорость вращения двигателя привода машины ВВС 15 за счет отрицательной обратной связи по скорости, измеряемой тахогенераторным датчиком 16.
Таким образом, в предлагаемом устройстве для регулирования толщины листового материала электрический сигнал, поступающий на первый вход измерительного блока 9, пропорционален толщине ленты стекла вблизи точки формования, а не толщине ленты стекла в месте установки первого и второго датчиков толщины 3 и 17, что полностью компенсирует вредное влияние транспортного запаздывания в объекте управления, обусловленного невозможностью установки датчиков толщины ленты стекла вблизи точки формования, на показатели качества системы (время регулирования, величина перерегулирования). Это в свою очередь приводит к повышению качества продукции при производстве листового стекла.
При изучении литературных источников аналогичного назначения устройства для регулирования толщины листового материала, в которых с применением интерполяции прогнозируют толщину листового материала в тех точках, где невозможно ее непосредственное измерение ввиду технологических ограничений, и за счет этого компенсируют вредное влияние транспортного запаздывания в объекте управления на показатели качества системы (время регулирования, величина перерегулирования), не найдены. Вышеуказанная причинно-следственная связь неочевидна для специалиста данного вида техники и выявлена авторами впервые, что позволяет сделать вывод о соответствии заявляемого решения критериям "новизна" и "изобретательский уровень".
Реферат
Изобретение относится к технике регулирования толщины листового материала, получаемого из расплава методом вытягивания, и может быть использовано в производстве листового стекла, в частности на машинах вертикального вытягивания стекла (ВВС). Технический результат изобретения заключается в повышении качества продукции за счет уменьшения волнистости стекла. Устройство содержит два идентичных канала обработки сигналов от двух датчиков толщины ленты стекла, установленных на заданном расстоянии друг от друга по ходу движения ленты стекла, вычислительное устройство, осуществляющее на основании показаний датчиков прогнозирование толщины ленты вблизи точки формования, а также блок регулирования скорости вращения двигателя привода машины ВВС. 2 ил.

Комментарии