Перемещающий узел с наклонными роликами для формуемых вгорячую листов стекла - RU2605108C2
Код документа: RU2605108C2
Чертежи




Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к перемещающему узлу с наклонными роликами для формуемых вгорячую листов стекла.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В патенте Соединенных Штатов №6543255 на имя Bennett и др., описание которого полностью включается в данный документ посредством ссылки, раскрывается система для прессовой гибки листов стекла, которая в одном варианте осуществления выполняется после начального предварительного формования листов стекла в нагревательной печи перед перемещением в прессовое гибочное устройство для прессовой гибки. Нижний ряд колес системы содержит узлы нижних опорных установочных колес, которые перемещают каждый предварительно сформованный лист стекла из нагревательной печи в прессовое гибочное устройство для прессовой гибки. В заявке на патент Соединенных Штатов №12/756521, поданной 8 апреля 2010 года под названием "Press Bending Station and Method for Bending Heated Glass Sheets" заявителями Nitschke и др., описание которой полностью включается в данный документ посредством ссылки, раскрывается конвейер для формуемых вгорячую листов стекла, при этом конвейер содержит колеса, горизонтальные ролики и наклонные ролики для перемещения формуемых листов стекла.
КРАТКОЕ ОПИСАНИЕ
[0003] Целью настоящего изобретения является создание улучшенного перемещающего узла с наклонными роликами для формуемых вгорячую листов стекла.
[0004] Для достижения вышеупомянутой цели перемещающий узел с наклонными роликами для формуемых вгорячую листов стекла выполняется в соответствии с изобретением так, чтобы содержал пару опор для монтажа в системе обработки горячих листов стекла, при этом одна из опор имеет горизонтальную опорную ось, а другая опора имеет горизонтальную опорную и приводную ось, высота которой отличается от высоты горизонтальной опорной оси указанной одной опоры. Между парой опор проходит горизонтально-наклонный ролик, имеющий ось вращения, которая наклонена относительно горизонтали на угол α. Наклонный ролик закрепляется с возможностью вращения на одной опоре, на ее горизонтальной опорной оси, посредством поддерживающего подшипника узла, тогда как на другой опоре, на ее горизонтальной опорной и приводной оси, наклонный ролик поддерживается с возможностью вращения и вращается посредством приводного соединения узла, так что наклонный ролик обеспечивает опору для нижней поверхности верхней части перемещаемого формованного вгорячую вогнутым вверх листа стекла. Приводное соединение содержит охватывающий разъем, установленный или на наклонном ролике, или на другой опоре, а также содержит охватываемую вставку, входящую в разъем и установленную на другом из наклонного ролика или другой опоры. Охватывающий разъем имеет ось разъема, вокруг которой разъем вращается, и содержит внутреннюю часть, содержащую приводные поверхности, которые проходят параллельно оси разъема, и каждая приводная поверхность имеет периферийный центральный участок, от которого приводная поверхность немного наклонена наружу в периферийном направлении на угол β от линии, перпендикулярной радиусу от оси разъема до ее периферийного центрального участка. Охватываемая вставка имеет ось вставки, вокруг которой вставка вращается, и содержит передающие крутящий момент поверхности в количестве, равном количеству приводных поверхностей охватывающего разъема. Каждая передающая крутящий момент поверхность имеет прямолинейную форму в периферийном направлении, перпендикулярном радиусу от оси вставки к периферийному центральному участку вдоль ее прямолинейной формы, и каждая передающая крутящий момент поверхность имеет округлую форму вдоль оси вставки с диаметром, немного меньшим диаметра окружности через периферийные центральные участки приводных поверхностей охватывающего разъема, чтобы позволять разъему принимать вставку и передавать вращение между разъемом и вставкой под острым углом α между осью разъема и осью вставки.
[0005] Как раскрыто, охватывающий разъем имеет четное количество приводных поверхностей, а охватываемая вставка имеет четное количество передающих крутящий момент поверхностей, в частности охватывающий разъем имеет шесть приводных поверхностей, образующих в основном шестиугольную форму, а охватываемая вставка имеет шесть передающих крутящий момент поверхностей, образующих в основном шестиугольную форму.
[0006] Также раскрыто, что охватывающий разъем имеет углубления, расположенные между его смежными приводными поверхностями и проходящие из него наружу в радиальном направлении от оси разъема, и углубления охватывающего разъема, как описано, являются округлыми, и охватываемая вставка имеет округлые стыки между смежными передающими крутящий момент поверхностями.
[0007] Более того, углы α и β связаны формулой:
[0008] Цели, признаки и преимущества настоящего изобретения очевидны из последующего подробного описания предпочтительного варианта осуществления, приведенного со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] На фигуре 1 изображен вид сбоку в вертикальном разрезе системы обработки листов стекла, содержащей перемещающий узел с наклонными роликами, выполненный в соответствии с настоящим изобретением для перемещения формуемых вгорячую листов стекла.
[0010] На фигуре 2 изображен вид в поперечном разрезе системы, выполненный вдоль линии 2-2 на фигуре 1, рядом с выходным краем печи системы, и горизонтальные и наклонные ролики, на которых каждый нагретый лист стекла перемещается для роликового формования до выхода из печи при подготовке для последующего прессового формования.
[0011] На фигуре 3 изображен вид сверху, взятый вдоль линии 3-3 на фигуре 1, для иллюстрации горизонтальных роликов, колес и перемещающих узлов с наклонными роликами, выполненных в соответствии с изобретением для перемещения формуемых вгорячую листов стекла, которые, как показано, находятся в прессовом кольце устройства прессового формования системы.
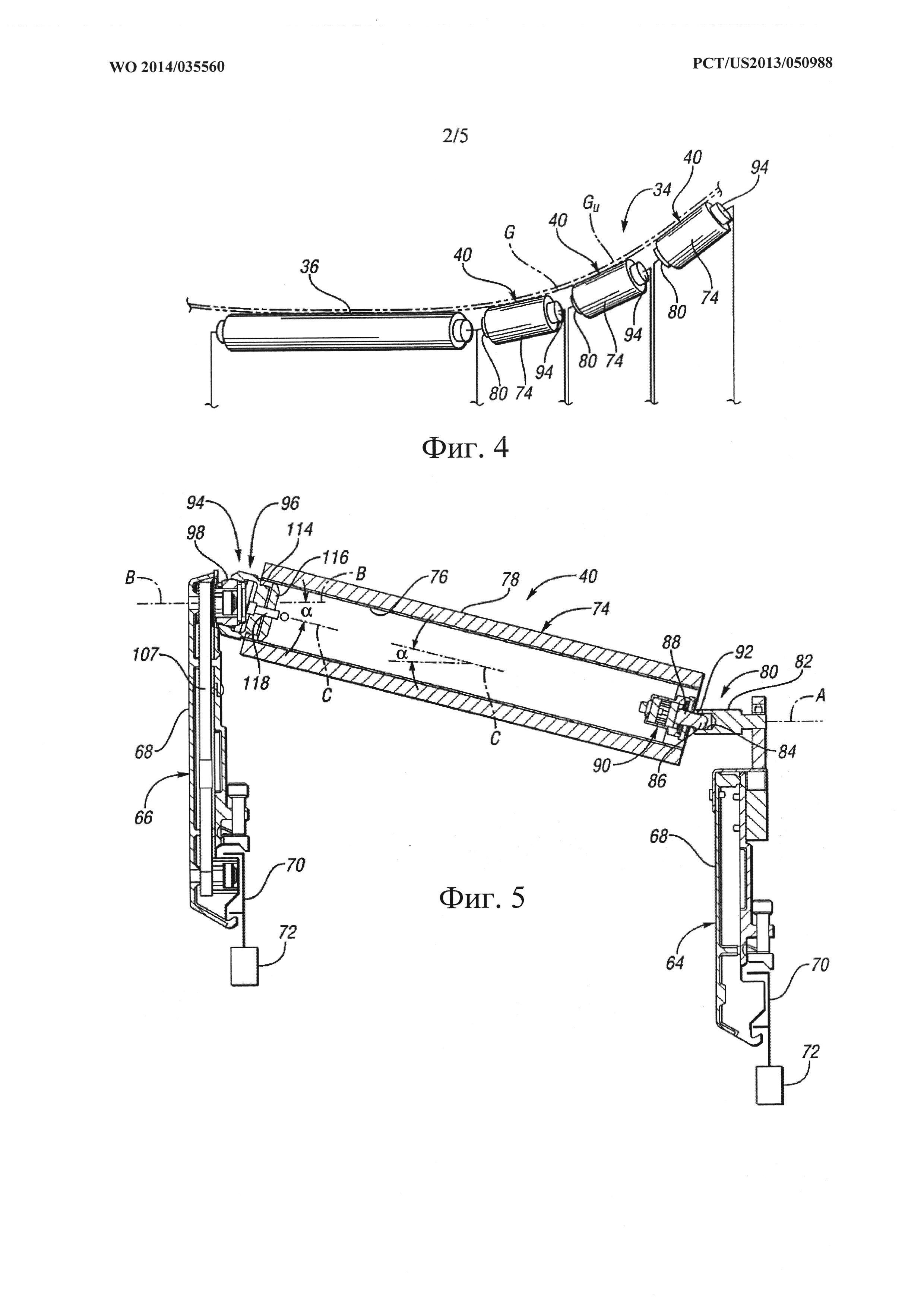
[0012] На фигуре 4 изображен схематический вид в перспективе, иллюстрирующий один из горизонтальных роликов и перемещающие узлы с наклонными роликами в соответствии с изобретением.
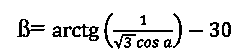
[0013] На фигуре 5 изображен вид в вертикальном разрезе, выполненном через один из перемещающих узлов с наклонными роликами для иллюстрации его конструкции.
[0014] На фигуре 6 изображен увеличенный вид части фигуры 5, показывающий поддерживающий подшипник, который поддерживает один конец наклонного ролика для вращения вокруг его наклонной оси вращения.
[0015] На фигуре 7 также изображен увеличенный вид части фигуры 5, показывающий другой конец наклонного ролика, который поддерживается и приводится во вращение приводным соединением.
[0016] На фигуре 8 изображен вид в перспективе охватывающего разъема приводного соединения.
[0017] На фигуре 9 изображен вид в перспективе охватываемой вставки приводного соединения, которая входит в охватывающий разъем, как показано на фигуре 5, для приведения во вращение.
[0018] На фигуре 10 схематически изображена конструкция охватывающего разъема и охватываемой вставки приводного соединения в собранном состоянии.
[0019] Фигура 11 взята в том же направлении, что и фигура 10, и показывает часть охватывающего разъема, который имеет углубления между смежными приводными поверхностями разъема.
[0020] На фигуре 12 изображен вид с торца охватываемой вставки, которая входит в охватывающий разъем, как схематически показано на фигуре 10.
[0021] На фигуре 13 изображен вид сбоку охватываемой вставки, взятый вдоль линии 13-13 на фигуре 12.
[0022] На фигуре 14 изображен вид в перспективе удерживающего элемента, который совместно с болтом с резьбой крепит охватывающий разъем к смежной с ним опоре.
ПОДРОБНОЕ ОПИСАНИЕ
[0023] В соответствии с требованием далее описаны подробные варианты осуществления настоящего изобретения; тем не менее следует понимать, что описанные варианты осуществления являются лишь иллюстративными примерами изобретения, которое может осуществляться в различных альтернативных формах. Фигуры не обязательно изображены в масштабе; некоторые элементы могут быть увеличены или уменьшены для того, чтобы показать детали определенных компонентов. Таким образом, определенные структурные и функциональные детали, описанные здесь, должны трактоваться не как ограничивающие, а лишь как иллюстрации при обучении специалиста в данной области различным вариантам применения настоящего изобретения.
[0024] Как показано на фигуре 1 чертежей, система 10 для обработки листов стекла в общем обозначена 10 и содержит формовочное или прессовое гибочное устройство 12. Вдоль направления перемещения С непосредственно перед прессовым гибочным устройством 12 система 10 содержит печь 14, содержащую роликовое гибочное устройство 16. Система 10 показана содержащей за прессовым гибочным устройством 12, вдоль направления перемещения С, устройство 18 закалки для обеспечения быстрого охлаждения формованного листа стекла, изогнутого роликовым устройством 16 и прессовым гибочным устройством 12, как будет более подробно описано в дальнейшем. Вместо устройства закалки система также может содержать устройство отжига для медленного охлаждения сначала формованного, а затем изогнутого прессом листа стекла, чтобы обеспечивать отжиг стекла.
[0025] Как показано все на той же фигуре 1, печь 14 имеет входной и выходной концы 20 и 22 и содержит камеру нагрева 24 (фигура 2), имеющую конвейер 26 для перемещения листов стекла в направлении перемещения через печь с входного конца до выходного конца. Конвейер 26, на котором листы стекла нагреваются, может быть или обычной газовой топкой, или роликовым конвейером, на котором листы стекла перемещаются во время нагревания от температуры внешней среды до в значительной мере высокой температуры, чтобы делать возможным сгибание.
[0026] Выходной конец 22 печи содержит роликовое гибочное устройство 16, которое показано на фигуре 2 как имеющее горизонтально проходящие конвейерные ролики 28, которые приводятся во вращение и разнесены горизонтально в камере нагрева вдоль направления перемещения, проходящего поперечно относительно них, чтобы поддерживать и перемещать нагретые листы стекла. Роликовое гибочное устройство 16 также содержит пару наборов 30 изгибающих роликов 32, причем наборы 30 изгибающих роликов разнесены в стороны друг относительно друга в камере 24 нагрева вдоль направления перемещения. Каждый набор изгибающих роликов 30 поддерживается и приводится во вращение приводным механизмом 33 с изгибающими роликами под постепенно увеличивающимся наклоном вдоль направления перемещения, как показано ссылочными позициями 32a, 32b, 32c и 32d на фигуре 2. Перемещение каждого нагретого листа G стекла вдоль направления перемещения во взаимодействии с изгибающими роликами 32 обеспечивает изгибание или предварительное формование нагретого листа стекла с вогнутой вверх формой вдоль направления, поперечного направлению перемещения, как показано на фигуре 2.
[0027] Как в комбинации показано на фигурах 1, 3 и 4, прессовое гибочное устройство 12, как упомянуто ранее, располагается вне печи 14 за ее выходным концом 22, чтобы принимать изогнутые роликами листы стекла с роликового гибочного устройства 16. Более конкретно, прессовое гибочное устройство 12 содержит конвейер 34 для приема нагретого листа стекла, подлежащего прессовой гибке. Конвейер 34 содержит горизонтальные ролики 36, колеса 38 и перемещающие узлы 40 с наклонными роликами, последние из которых выполнены в соответствии с настоящим изобретением, как описано далее. Конвейер 34 перемещает формуемые вгорячую листы G стекла в прессовое гибочное устройство 12 выше вогнутого вверх нижнего формового кольца 42 и ниже верхней пресс-формы 44, содержащей выпуклую вниз формующую поверхность 45. Контроллер 46 управляет нижним и верхним приводами 48 и 50, которые соответственно двигают нижнее формовое кольцо 42 и верхнюю пресс-форму 44 вверх и вниз в направлении друг к другу, чтобы поднимать горячий лист стекла с конвейера 34 и проводить прессовое формование листа стекла до получения формы, которая может иметь кривизну в поперечных направлениях.
[0028] После прессового формования контроллер 46 перемещает нижнее формовое кольцо 42 и верхнюю пресс-форму 44 вниз и вверх соответственно в направлении друг от друга, при этом источник 52 разрежения создает разрежение на формующей поверхности 45 верхней пресс-формы 44 для поддержания формованного прессованием листа стекла. Тележка 54 устройства 18 закалки затем передвигается приводным механизмом 56, чтобы перемещать кольцо 58 для закалки влево под верхнюю пресс-форму 44. Прекращение разрежения, обеспечиваемого источником 52 вакуума, затем может сопровождаться подачей сжатого газа на поверхность 45 верхней пресс-формы, чтобы поместить лист стекла на кольцо 58 для закалки, и затем привод 56 тележки передвигает тележку 54 обратно вправо в указанное положение, так что кольцо 58 для закалки и формованный лист стекла на нем располагаются между нижней и верхней головками 60 и 62 для закалки, которые соответственно подают направленный вверх и вниз закалочный газ, который быстро охлаждает лист стекла, чтобы обеспечить его закалку, что улучшает его механическую прочность.
[0029] Необходимо понимать, что, хотя показанное прессовое устройство содержит устройство закалки, прессовое устройство также может работать без какого-либо устройства закалки, например с отжигом, как в случае производства слоистых ветровых стекол для транспортных средств.
[0030] Один конец каждого из горизонтальных роликов 36 и каждое из колес 38 поддерживаются и вращаются вокруг горизонтальной оси колесным узлом типа описанного в патенте Соединенных Штатов №6543255 на имя Bennett и др., все раскрытие которого включено посредством ссылки, и другой конец горизонтального ролика поддерживается неприводным колесным узлом. Эти колесные узлы поддерживаются удлиненными направляющими, проходящими вдоль направления перемещения, и поддерживаются подъемными приспособлениями, которые позволяют вертикальную регулировку для различных значений кривизны листов стекла, подлежащих перемещению.
[0031] Как показано на фигуре 5, конвейерный узел 40 с наклонными роликами согласно изобретению содержит пару опор 64 и 66 для монтажа в систему обработки горячих листов стекла такого типа, как описан выше, при этом одна из опор 64 имеет горизонтальную опорную ось А, а другая опора 66 имеет горизонтальную опорную и приводную ось В, высота которой отличается от высоты горизонтальной опорной оси А опоры 64. Несмотря на то что горизонтальная опорная ось А показана в положении ниже, чем положение горизонтальной опорной и приводной оси В, также эти соответствующие высоты подъема могут быть обратными. Опоры 64 и 66 содержат корпусы 68, которые в общем относятся к типу, описанному в вышеупомянутом патенте Соединенных Штатов №6543255, и выполнены с возможностью установки на схематически обозначенных направляющих 70, которые могут быть отрегулированы в вертикальном направлении подъемными приспособлениями 72 для обеспечения разницы в подъеме. Между парой опор 64 и 66 проходит горизонтально-наклонный ролик 74, имеющий наклонную ось С вращения, образующую угол α с горизонталью для создания опоры для нижней поверхности верхней части Gu формуемого вгорячую листа G стекла, перемещаемого с вогнутой вверх формой, как показано на фигуре 4. Направляющий ролик, как описано, содержит внутреннюю металлическую трубу 76 и внешнее жаростойкое покрытие типа ткани, такое как волокно ароматического полиамида.
[0032] Как показано на фигурах 5 и 6, опора 64, имеющая горизонтальную опорную ось А, содержит поддерживающий подшипник 80, который поддерживает смежный конец горизонтально-наклонного ролика 74. Этот поддерживающий подшипник 80 содержит приемный элемент 82, установленный на верхнем конце опоры 64, проходящий вдоль горизонтальной опорной оси А и содержащий круглое цилиндрическое отверстие 84, в которое входит частично шаровой конец 86 выступа 88, поддерживаемого креплением 90 на смежном конце металлической трубы 76 наклонного ролика 74. Установочный винт 92 или подобное удерживает шаровой конец 86 в отверстии 84. Этот поддерживающий подшипник 80, таким образом, позволяет регулировать угол между горизонтальной опорной осью А и горизонтально-наклонной осью С наклонного ролика 74.
[0033] Как показано на фигурах 5 и 7, перемещающий узел 40 с наклонными роликами также содержит приводное соединение 94, которое поддерживает с возможностью вращения и вращает наклонный ролик 74 на другой опоре 66 на ее горизонтальной опорной и приводной оси В для обеспечения перемещения верхней части Gu горячего, формованного вогнутым вверх листа G стекла, как показано на фигуре 4.
[0034] Приводное соединение 94, как показано на фигурах 5, 7 и 8, содержит охватывающий разъем 96, который показан установленным на смежном конце наклонного ролика 74 для вращения вокруг наклонной оси С, но приводное соединение также может быть установлено на опоре 66 вдоль ее опорной и приводной оси В. Приводное соединение 94 также содержит охватываемую вставку 98, как показано на фигурах 5, 7 и 9, которая входит в охватывающий разъем 96 и, как показано, установлена на опоре 66 вдоль ее опорной и приводной оси В для обеспечения опоры и вращения охватывающего разъема 94 вдоль его горизонтально-наклонной оси С вращения. Как обсуждалось ранее в отношении охватывающего разъема, охватываемая вставка 98 также может быть установлена на смежном конце наклонного ролика 74, при этом охватывающий разъем 96 установлен на опоре 66, чтобы подобным образом вращать наклонный ролик 74 вокруг его горизонтально-наклонной опорной оси С.
[0035] Охватывающий разъем 96, как показано на фигуре 8, имеет внутреннюю часть 100, имеющую приводные поверхности 102, которые проходят параллельно оси разъема. Каждая приводная поверхность 102 имеет периферийный центральный участок 104, который может представлять собой или плоскость, как показано на фигуре 8, или центральную точку, как показано на фигуре 10. От этого центрального участка 104 приводная поверхность 102 наклонена немного наружу в периферийном направлении на угол β как в направлении по часовой стрелке, так и в направлении против часовой стрелки от линии 106, перпендикулярной радиусу от оси С разъема до ее периферийного центрального участка 104.
[0036] Как показано на фигурах 9, 12 и 13, охватываемая вставка 98 имеет ось вставки, которая является опорной осью В, когда установлена на опоре 66, как показано. Опора 66, как показано на фигурах 5 и 7, имеет приводной ремень 107, который приводится в движение от нижнего вращающегося соединения на направляющей 70 и приводит в движение верхний шпиндель, на котором вставка 98 установлена для вращения. Вставка 98 имеет передающие крутящий момент поверхности 108, количество которых совпадает с количеством приводных поверхностей 102 охватывающего разъема 96. Каждая передающая крутящий момент поверхность 108 имеет прямолинейную форму, как показано на фигуре 12, перпендикулярную радиусу от оси В вставки до периферийного центрального участка вдоль его прямолинейной формы. Как показано на фигуре 13, каждая передающая крутящий момент поверхность имеет округлую форму вдоль оси вставки с диаметром, немного меньшим диаметра окружности через периферийные центральные участки 104 приводных поверхностей 102 охватывающего разъема, чтобы позволять разъему принимать вставку и передавать вращение между разъемом и вставкой под острым углом α между осью разъема и осью вставки. Следует понимать, что термин "немного меньший" в предыдущем предложении означает, что присутствует зазор, достаточный для того, чтобы охватываемая вставка могла войти в охватывающий разъем без заклинивания во время вращения, но не достаточный для получения излишнего люфта.
[0037] Как описано, охватывающий разъем 96 имеет четное количество приводных поверхностей 102, а охватываемая вставка имеет четное количество передающих крутящий момент поверхностей 108, а именно разъем имеет шесть приводных поверхностей 102, образующих в основном шестиугольную форму, а вставка имеет шесть передающих крутящий момент поверхностей 108, образующих в основном шестиугольную форму, только немного меньшую, чем шестиугольная форма приводных поверхностей разъема.
[0038] Как наилучшим образом показано на фигурах 10 и 11, охватывающий разъем 96 имеет углубления 110, расположенные между его смежными приводными поверхностями 102 и проходящие наружу из него в радиальном направлении от оси С разъема. Эти углубления 110 охватывающего разъема 96 круглые, а охватываемая вставка имеет округлые стыки 112. Конструкция охватывающего разъема с округлыми углублениями 112 и охватываемого разъема с округлыми стыками 112 обеспечивает отсутствие препятствий между приводными поверхностями 102 разъема и передающими крутящий момент поверхностями 108 вставки во время вращения.
Наклон приводных поверхностей 102 наружу от их центральных участков 104, как показано на фигуре 10, необходим, когда приводные поверхности не находятся в верхнем и нижнем положениях, если смотреть, как показано на фигуре 7. В верхнем и нижнем положениях поверхности 108 вставки никак не будут мешать разъему. Однако наклон угла α между осями охватывающего разъема и вставки приводит к мешающему воздействию при движении, при нахождении не в верхнем и нижнем положениях. Это мешающее воздействие становится больше, когда угол α увеличивается. Более конкретно, углы α и β связаны формулой:

К тому же, величина угла α составляет от нуля до 25 градусов, а величина угла β составляет от нуля до 2,5 градусов.
[0039] Как показано на фигуре 7, конец наклонного ролика 74, соединенный с приводным соединением 94, содержит круглое кольцо 114, подходящим образом закрепленное в металлической трубе 76 наклонного ролика. Удерживающий элемент 116, расположенный на осевой внутренней стороне удерживающего элемента 116, прикреплен болтом 118 к охватывающему разъему 96 приводного соединения 94 для получения соединения, которое позволяет наклонному ролику 74 вращаться.
[0040] Хотя выше описаны примеры вариантов осуществления, не предполагается, что данный вариант осуществления описывает все возможные формы изобретения. Напротив, слова, используемые на настоящем документе, - это слова описания, а не ограничения, и понятно, что возможны различные изменения в пределах сущности и объема изобретения. Кроме того, признаки различных вариантов осуществления могут объединяться для получения дополнительных вариантов осуществления изобретения.
Реферат
Изобретение относится к перемещающему узлу с наклонными роликами для формуемых вгорячую листов стекла. Содержит горизонтально-наклонный ролик (74), имеющий противоположные концы, соответственно поддерживаемые первой и второй опорами (64, 66), при этом одна опора (64) содержит поддерживающий подшипник (80), а другая опора (66) содержит приводное соединение (94), которое обеспечивает вращение наклонного ролика от горизонтальной опорной и приводной оси для обеспечения опоры для нижней поверхности верхней части Gперемещаемого формованного вгорячую вогнутым вверх листа G стекла. Повышает эффективность работы перемещающего узла. 3 н. и 7 з.п. ф-лы, 14 ил.
Формула
пару опор для монтажа в системе обработки горячих листов стекла, при этом одна из опор имеет горизонтальную опорную ось, а другая опора имеет горизонтальную опорную и приводную ось, высота которой отличается от высоты горизонтальной опорной оси указанной одной опоры;
горизонтально-наклонный ролик, проходящий между парой опор и имеющий ось вращения, которая наклонена относительно горизонтали на угол α;
поддерживающий подшипник, который с возможностью вращения крепит наклонный ролик к указанной одной опоре на ее горизонтальной опорной оси;
приводное соединение, которое поддерживает с возможностью вращения и вращает наклонный ролик на другой опоре на ее горизонтальной опорной и приводной оси для обеспечения опоры для нижней поверхности верхней части перемещаемого формуемого вгорячую вогнутым вверх листа стекла;
при этом приводное соединение содержит охватывающий разъем, установленный или на наклонном ролике, или на указанной другой опоре, и охватываемую вставку, введенную в разъем и установленную на другом из наклонного ролика или указанной другой опоры;
при этом охватывающий разъем имеет ось разъема, вокруг которой разъем вращается, и содержит внутреннюю часть, содержащую приводные поверхности, которые проходят параллельно оси разъема, при этом каждая приводная поверхность имеет периферийный центральный участок, от которого приводная поверхность немного наклонена наружу в периферийном направлении на угол β от линии, перпендикулярной радиусу от оси разъема до ее периферийного центрального участка; и
при этом охватываемая вставка имеет ось вставки, вокруг которой вставка вращается, и содержит передающие крутящий момент поверхности в количестве, равном количеству приводных поверхностей охватывающего разъема, при этом каждая передающая крутящий момент поверхность имеет прямолинейную форму в периферийном направлении, перпендикулярном радиусу от оси вставки к периферийному центральному участку вдоль ее прямолинейной формы, и каждая передающая крутящий момент поверхность имеет округлую форму вдоль оси вставки с диаметром, немного меньшим диаметра окружности через периферийные центральные участки приводных поверхностей охватывающего разъема, для обеспечения приема вставки разъемом и передачи вращения между разъемом и вставкой под острым углом α между осью разъема и осью вставки.


при этом величина угла α составляет от нуля до 25 градусов, а величина угла β составляет от нуля до 2,5 градусов.
пару опор для монтажа в системе обработки горячих листов стекла, при этом одна из опор имеет горизонтальную опорную ось, а другая опора имеет горизонтальную опорную и приводную ось, высота которой отличается от высоты горизонтальной опорной оси указанной одной опоры;
горизонтально-наклонный ролик, проходящий между парой опор и имеющий ось вращения, которая наклонена относительно горизонтали на угол α;
поддерживающий подшипник, который с возможностью вращения крепит наклонный ролик к указанной одной опоре на ее горизонтальной опорной оси;
приводное соединение, которое поддерживает с возможностью вращения и вращает наклонный ролик на другой опоре на ее горизонтальной опорной и приводной оси для обеспечения опоры для нижней поверхности верхней части перемещаемого формуемого вгорячую вогнутым вверх листа стекла;
при этом приводное соединение содержит охватывающий разъем, установленный или на наклонном ролике, или на указанной другой опоре, и охватываемую вставку, введенную в разъем и установленную на другом из наклонного ролика или указанной другой опоры;
при этом охватывающий разъем имеет ось разъема, вокруг которой разъем вращается, и содержит внутреннюю часть, содержащую шесть приводных поверхностей, которые проходят параллельно оси разъема, при этом каждая приводная поверхность имеет периферийный центральный участок, от которого приводная поверхность наклонена наружу в периферийном направлении на угол β от линии, перпендикулярной радиусу от оси разъема до ее периферийного центрального участка; и при этом охватываемая вставка имеет ось вставки, вокруг которой вставка вращается, и содержит шесть передающих крутящий момент поверхностей, каждая из которых имеет прямолинейную форму в периферийном направлении, перпендикулярном радиусу от оси вставки к периферийному центральному участку вдоль ее прямолинейной формы, и каждая передающая крутящий момент поверхность имеет округлую форму вдоль оси вставки с диаметром, немного меньшим диаметра окружности через центральные участки приводных поверхностей охватывающего разъема, для обеспечения приема вставки разъемом и передачи вращения между разъемом и вставкой под острым углом α между осью разъема и осью вставки,
причем углы α и β связаны формулой:

пару опор для монтажа в системе обработки горячих листов стекла, при этом одна из опор имеет горизонтальную опорную ось, а другая опора имеет горизонтальную опорную и приводную ось, высота которой отличается от высоты горизонтальной опорной оси указанной одной опоры;
горизонтально-наклонный ролик, проходящий между парой опор и имеющий ось вращения, которая наклонена относительно горизонтали на угол α;
поддерживающий подшипник, который с возможностью вращения крепит наклонный ролик к указанной одной опоре на ее горизонтальной опорной оси;
приводное соединение, которое поддерживает с возможностью вращения и вращает наклонный ролик на другой опоре на ее горизонтальной опорной и приводной оси для обеспечения опоры для нижней поверхности верхней части перемещаемого формуемого вгорячую вогнутым вверх листа стекла;
при этом приводное соединение содержит охватывающий разъем, установленный или на наклонном ролике, или на указанной другой опоре, и охватываемую вставку, введенную в разъем и установленную на другом из наклонного ролика или указанной другой опоры;
при этом охватывающий разъем имеет ось разъема, вокруг которой разъем вращается, и содержит внутреннюю часть, содержащую шесть приводных поверхностей, которые проходят параллельно оси разъема, при этом каждая приводная поверхность имеет периферийный центральный участок, от которого приводная поверхность наклонена наружу в периферийном направлении на угол β от линии, перпендикулярной радиусу от оси разъема до ее периферийного центрального участка, причем охватывающий разъем имеет углубления, расположенные между смежными приводными поверхностями и проходящие наружу из него в радиальном направлении от оси разъема; и
при этом охватываемая вставка имеет ось вставки, вокруг которой вставка вращается, и содержит шесть передающих крутящий момент поверхностей, каждая из которых имеет прямолинейную форму в периферийном направлении, перпендикулярном радиусу от оси вставки к периферийному центральному участку вдоль ее прямолинейной формы, и каждая передающая крутящий момент поверхность имеет округлую форму вдоль оси вставки с диаметром, немного меньшим диаметра окружности через центральные участки приводных поверхностей охватывающего разъема, для обеспечения приема вставки разъемом и передачи вращения между разъемом и вставкой под острым углом α между осью разъема и осью вставки, причем охватываемая вставка имеет округлые стыки между смежными передающими крутящий момент поверхностями,
причем углы α и β связаны формулой:
при этом величина угла α составляет от нуля до 25 градусов, а величина угла β составляет от нуля до 2,5 градусов.
Документы, цитированные в отчёте о поиске
Печь и способ нагрева листового стекла
Роликовый узел для транспортирования изделий при высокой температуре (варианты)
Комментарии