Устройство и способ формования листов стекла - RU2719872C2
Код документа: RU2719872C2
Чертежи





Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США №62/249661, поданной 2 ноября 2015 г., которая полностью включена в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к устройствам и способам формования листов стекла.
УРОВЕНЬ ТЕХНИКИ
[0003] Устройства известного уровня техники для формования листов стекла раскрыты, например, в патентах США №6032491 и №6729160.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Формовочное устройство в соответствии с настоящим изобретением для гнутья листа стекла содержит основную каркасную конструкцию и первое формовочное приспособление, поддерживаемое основной каркасной конструкцией. Первое формовочное приспособление содержит первую форму и направляющий каркас, соединенный с первой формой, и направляющий каркас содержит первый и второй направляющие элементы, являющиеся подвижными в вертикальном направлении относительно основной каркасной конструкции. Первый направляющий элемент направляется основной каркасной конструкцией так, чтобы препятствовать боковому перемещению первого направляющего элемента в любом направлении, когда часть первого формовочного приспособления, содержащая первую форму, подвергается нагреву, и второй направляющий элемент направляется основной каркасной конструкцией так, чтобы второй направляющий элемент мог перемещаться в боковом направлении в сторону от первого направляющего элемента вследствие теплового расширения первого формовочного приспособления. Формовочное устройство дополнительно содержит второе формовочное приспособление, содержащее вторую форму и опорный каркас, поддерживающий вторую форму так, чтобы вторая форма являлась подвижной в боковом направлении относительно опорного каркаса. В дополнение, формовочное устройство содержит по меньшей мере один датчик для обнаружения положения одной из форм с целью определения того, находится ли одна форма в положении, подходящем для стыковки с другой формой. Кроме того, вторая форма выполнена с возможностью регулировки в боковом направлении для стыковки с первой формой с целью учета теплового расширения, которое может возникать в ходе использования.
[0005] Также в соответствии с настоящим изобретением предусматривается способ управления формовочным устройством для гнутья листа стекла. Формовочное устройство содержит основную каркасную конструкцию, первое формовочное приспособление, поддерживаемое основной каркасной конструкцией и содержащее подвижную в вертикальном направлении первую форму и направляющий каркас, соединенный с первой формой, и второе формовочное приспособление, содержащее вторую форму и опорный каркас, поддерживающий вторую форму. Способ включает обнаружение положения одной из форм с целью определения того, находится ли одна форма в положении, подходящем для стыковки в достаточной степени с другой формой, когда формы подвергаются нагреву. Если на основании обнаруженного положения одной формы определено, что формы не будут в достаточной степени состыкованы, способ дополнительно включает регулировку второй формы в боковом направлении относительно опорного каркаса так, чтобы вторая форма стыковалась в достаточной степени с первой формой, или предоставление указателя того, что формы не будут в достаточной степени состыкованы. Кроме того, направляющий каркас первого формовочного приспособления содержит первый и второй направляющие элементы, являющиеся подвижными в вертикальном направлении относительно основной каркасной конструкции, причем первый направляющий элемент направляется основной каркасной конструкцией так, чтобы препятствовать боковому перемещению первого направляющего элемента в любом направлении, когда часть первого формовочного приспособления, содержащая первую форму, подвергается нагреву, и второй направляющий элемент направляется основной каркасной конструкцией так, чтобы второй направляющий элемент мог перемещаться в боковом направлении в сторону от первого направляющего элемента вследствие теплового расширения первого формовочного приспособления.
[0006] Несмотря на то, что проиллюстрированы и раскрыты примерные варианты осуществления, данное раскрытие не следует толковать как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть осуществлены без отступления от объема настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
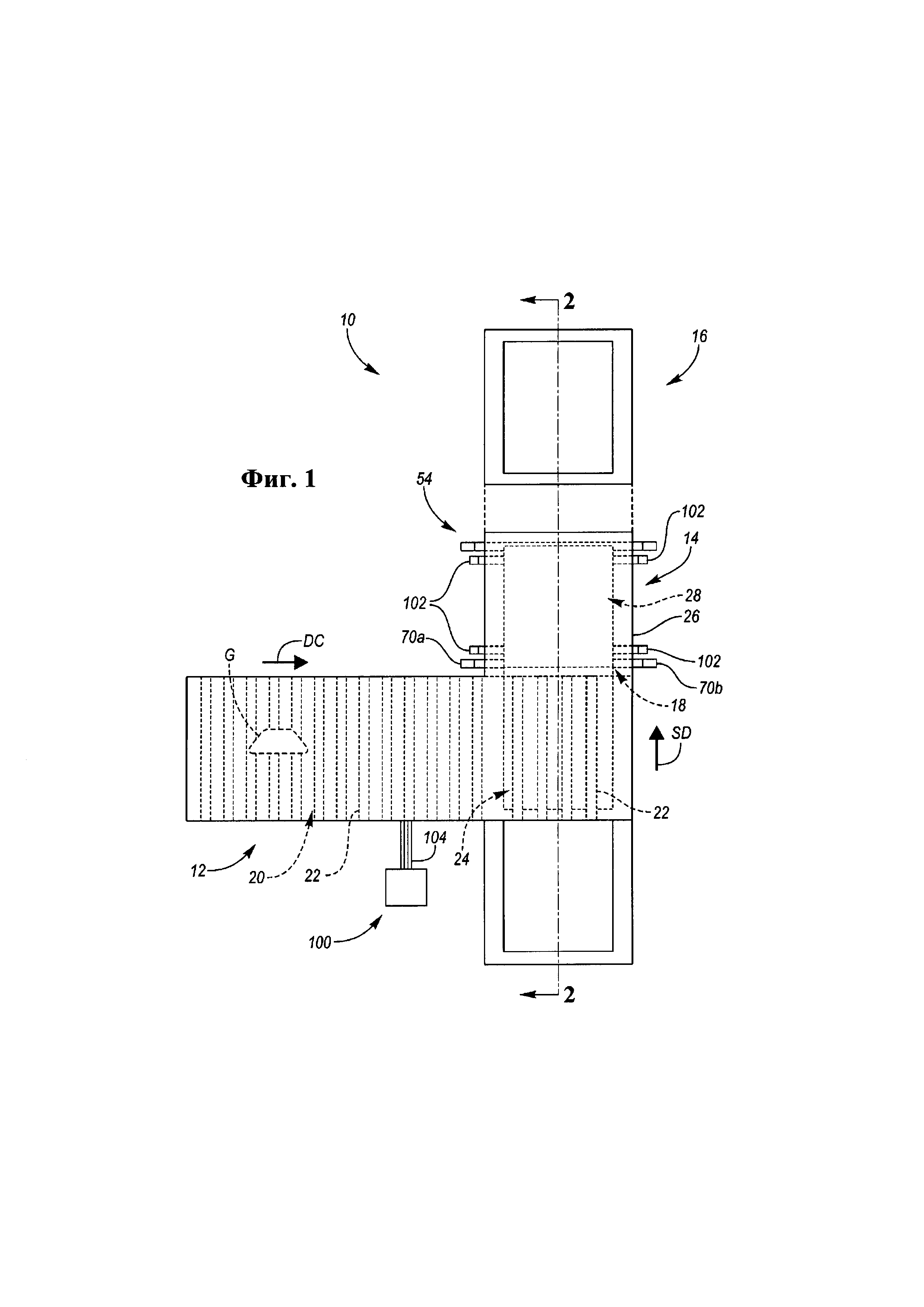
[0007] На фиг. 1 представлен схематический вид сверху системы обработки стекла, содержащей формовочное устройство в соответствии с настоящим изобретением;
[0008] на фиг. 2 представлен схематический вид в поперечном разрезе системы, показанной на фиг. 1, полученный по линии 2-2, показанной на фиг. 1, на котором показано формовочное устройство, содержащее часть в виде пресс-формы, частично окруженную корпусом;
[0009] на фиг. 3 представлен перспективный вид части в виде пресс-формы с удаленным корпусом, на котором часть в виде пресс-формы содержит верхнее формовочное приспособление и нижнее формовочное приспособление;
[0010] на фиг. 4 представлен вид верхнего по потоку конца части в виде пресс-формы;
[0011] на фиг. 5 представлен вид снизу части в виде пресс-формы, полученный по линии 5-5, показанной на фиг. 4, и развернутый на 90 градусов;
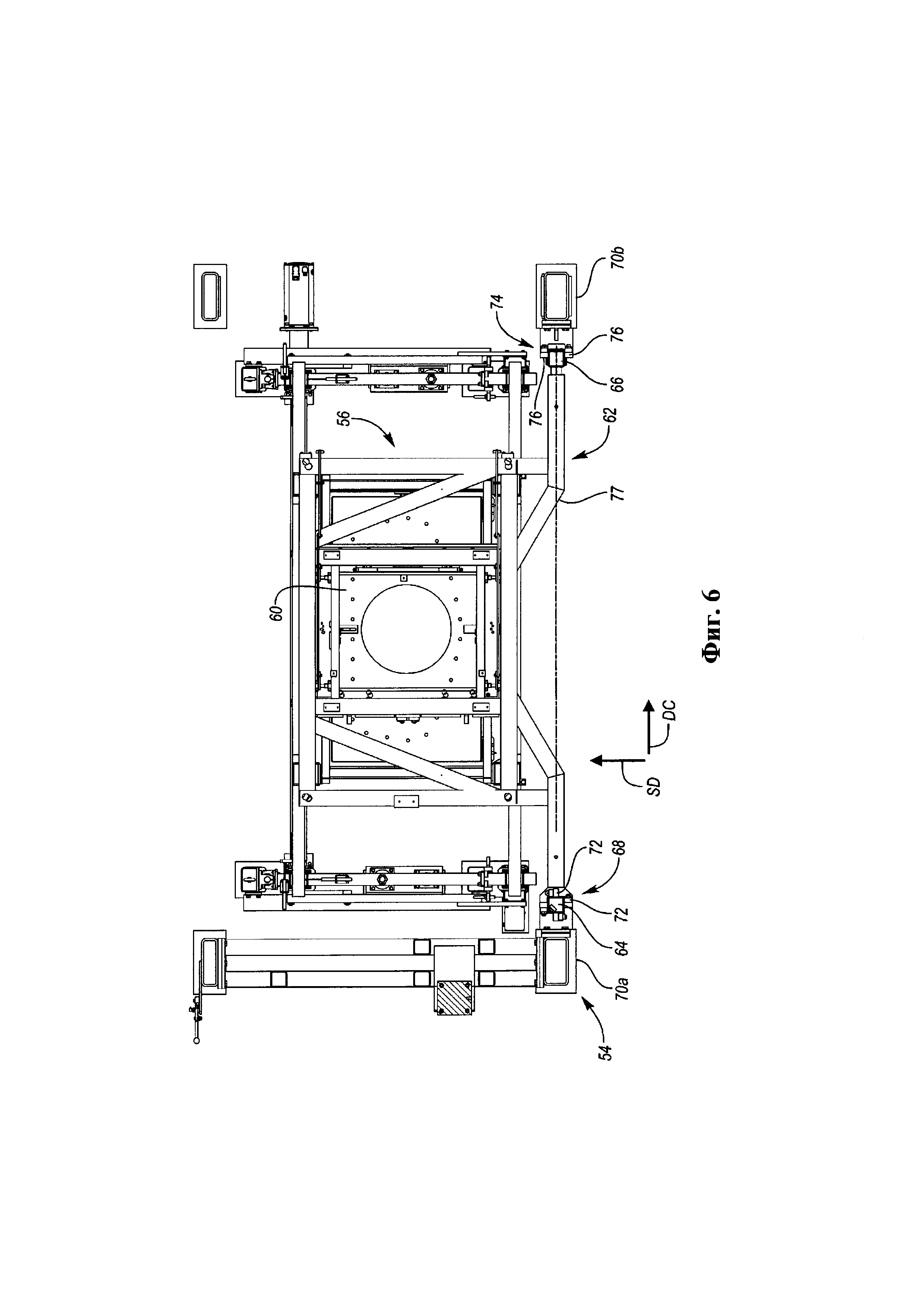
[0012] на фиг. 6 представлен вид в поперечном разрезе части в виде пресс-формы, на котором показан вид сверху верхнего формовочного приспособления;
[0013] на фиг. 7 представлен вид сбоку части в виде пресс-формы при рассмотрении фиг. 4 слева направо, на котором показано верхнее формовочное приспособление в поднятом положении; и
[0014] на фиг. 8 представлен вид сбоку части в виде пресс-формы, аналогичный фиг. 7, на котором показаны формовочные приспособления, состыкованные друг с другом для выполнения операции прессования.
ПОДРОБНОЕ ОПИСАНИЕ
[0015] В настоящем документе в необходимом объеме раскрыты подробные варианты осуществления. Однако следует понимать, что раскрытые варианты осуществления являются лишь примерными, и что возможны различные и альтернативные варианты. Кроме того, фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как различными способами применять настоящее изобретение. Кроме того, как будет понятно специалистам в данной области техники, различные признаки вариантов осуществления, проиллюстрированные и описанные со ссылкой на любую из фигур, могут быть объединены с признаками, проиллюстрированными на одной или нескольких других фигурах, для получения вариантов осуществления, не проиллюстрированных или не описанных в явном виде. В дополнение, другие варианты осуществления могут применяться на практике без одного или нескольких из конкретных признаков, разъясненных в следующем описании.
[0016] В ходе изготовления стеклянного листового продукта, такого как стеклянная зеркальная панель для применения при накоплении солнечной энергии, ветровое стекло транспортного средства, заднее стекло или любой другой применимый продукт, может потребоваться формование или гнутье листа стекла в формовочном устройстве на станции гнутья. Однако вследствие изменений температуры в станции гнутья перемещение соответствующих пресс-форм может происходить так, что эти пресс-формы не будут способны стыковаться надлежащим образом. В настоящем изобретении предусмотрены устройства и способы, направленные на перемещение пресс-формы для усовершенствования обработки стекла.
[0017] Обратимся к фиг. 1 и фиг. 2, на которых показана система 10 обработки стекла для обработки листов G стекла. Система 10 содержит нагревательное устройство или станцию, такую как печь 12, для нагрева листов G стекла; станцию 14 формования или гнутья для формования или гнутья каждого листа G стекла в требуемую форму; и станцию 16 охлаждения, такую как станция отжига или станция закалки, выполненную с возможностью охлаждения каждого листа G стекла. В варианте осуществления, показанном на фиг. 1 и фиг. 2, станция 14 гнутья содержит устройство для гнутья листов стекла или формовочное устройство 18 в соответствии с настоящим изобретением для формования или гнутья листов G стекла, выполненное с возможностью приспособления или иного учета перемещения пресс-формы, вызванного тепловыми факторами, как подробно разъяснено ниже.
[0018] Печь 12 может иметь любую подходящую конфигурацию для нагрева листов G стекла. Например, печь 12 может содержать любые пригодные нагревательные элементы (не показаны), установленные над и/или под конвейером или конвейерной системой 20, которая может использоваться для транспортировки листов G стекла в целом в горизонтально проходящей ориентации по плоскости транспортировки в направлении транспортировки DC через печь 12. В качестве более подробного примера, нагревательные элементы могут включать лучистые нагревательные элементы, такие как электронагреватели, и/или конвективные нагревательные элементы, такие как распределители горячего газа или горячего воздуха. Конвейерная система 20 может относиться к типу роликового конвейера, содержащего ролики 22 и приводную систему для вращения роликов 22. Примеры такой конвейерной системы раскрыты в патентах США №3806312, McMaster; №3934970, McMaster и др.; №3947242, McMaster и др.; и №3994711, McMaster и др., которые включены в настоящий документ посредством ссылки.
[0019] Станция 14 гнутья может содержать конвейер или конвейерную систему 24, которая может представлять собой отдельную конвейерную систему или часть конвейерной системы 20, для приема нагретого листа G стекла; и изолированный корпус 26, определяющий нагретую камеру 28 (например, нагретую до температуры в диапазоне 610-725 градусов Цельсия (°С) или по меньшей мере 600°C), в которой расположена часть формовочного устройства 18. Кроме того, ролики 22 конвейерной системы 24 могут содержаться внутри корпуса 26, или один или оба конца каждого ролика 22 могут проходить в боковом направлении за боковые стенки корпуса 26.
[0020] Обратимся к фиг. 2, на которой показано формовочное устройство 18, которое может содержать челночное устройство 30 для транспортировки листов G стекла с конвейерной системы 24 в часть 32 в виде пресс-формы формовочного устройства 18, где выполняется прессование листов G стекла. Челночное устройство 30 может представлять собой верхнюю форму, например, выполненную с возможностью приема листа G стекла, поднятого с конвейерной системы 24 газоструйным подъемным устройством 34, содержащим множество газоструйных выпусков 36, подающих направленные вверх газовые потоки 38 (например, реактивные струи нагретого воздуха). Челночное устройство 30 может также содержать несколько вакуумных отверстий 39, соединенных с источником вакуума, для содействия поднятию листа G стекла и удерживанию листа G стекла у челночного устройства 30. Кроме того, челночное устройство 30 может быть выполнено с возможностью бокового перемещения в челночном направлении SD (т.е. в направлении, поперечном направлению транспортировки DC) с целью перемещения конкретного листа G стекла с конвейерной системы 24 в часть 32 в виде пресс-формы. В варианте осуществления, показанном на фиг. 2, например, челночное устройство 30 содержит каркас 40, поддерживаемый удлиненными балками 42 (показана только одна), которые являются подвижными посредством привода 43 через соединение 44. Эти балки 42 поддерживаются соответствующими роликами 46, установленными посредством приводов 48 для обеспечения вертикального перемещения балок и, таким образом, вертикального перемещения челночного устройства 30 в ходе его работы. В частности челночное устройство 30 может перемещаться вниз до высоты приблизительно половина дюйма (12-15 мм) от конвейерной системы 24 для начального захвата листа G стекла, а затем может перемещаться вверх так, чтобы оно перемещалось над крышками 50 приводного механизма, расположенными на концах конвейерных роликов 22. Боковые ролики 52 могут также вступать в контакт с балками 42, обеспечивая размещение в боковом положении (например, в направлениях, параллельных направлению транспортировки DC) в ходе перемещения челночного устройства 30 между его положением захвата и положением доставки в часть 32 в виде пресс-формы.
[0021] Обратимся к фиг. 2 и фиг. 3, на которых часть 32 в виде пресс-формы содержит основную каркасную конструкцию 54, первое формовочное приспособление, такое как верхнее формовочное приспособление 56, поддерживаемое основной каркасной конструкцией 54, и приводное приспособление 57 для перемещения верхнего формовочного приспособления 56 относительно основной каркасной конструкции 54. Часть 32 в виде пресс-формы дополнительно содержит второе формовочное приспособление, такое как нижнее формовочное приспособление 58, независимо поддерживаемое основной каркасной конструкцией 54.
[0022] Обратимся к фиг. 3-6, на которых верхнее формовочное приспособление 56 содержит подвижную в вертикальном направлении верхнюю форму 60 и направляющий каркас 62, соединенный с верхней формой 60. Направляющий каркас 62 содержит первый и второй разнесенные в боковом направлении направляющие элементы, такие как удлиненные первая и вторая направляющие стойки 64 и 66 соответственно, которые являются подвижными в вертикальном направлении вместе с верхней формой 60 и относительно основной каркасной конструкции 54. Кроме того, направляющие стойки 64 и 66 могут быть по меньшей мере частично расположены внутри нагретой камеры 28 станции 14 гнутья. Например, часть каждой направляющей стойки 64 и 66 может быть частично заключена внутри изолированной оболочки или короба 67 (показан на фиг. 5, фиг. 7 и фиг. 8 линиями воображаемого контура), который прикреплен к корпусу 26 станции 14 гнутья и является открытым внутрь корпуса 26 так, чтобы каждый изолированный короб 67 определял удлинение нагретой камеры 28. Кроме того, каждая направляющая стойка 64 и 66 может выступать с возможностью перемещения через уплотненные верхнюю и нижнюю части соответствующего изолированного короба 67. В дополнение, каждая направляющая стойка 64 и 66 может являться охлаждаемой (например, охлаждаемой текучей средой, такой как вода, направляемая через внутреннюю часть и/или по наружной части каждой направляющей стойки 64 и 66) с целью контроля изгиба или искривления направляющих стоек 64 и 66 в ходе использования.
[0023] Первая направляющая стойка 64 направляется основной каркасной конструкцией 54 в вертикальном направлении так, чтобы препятствовать или предотвращать боковое (т.е. горизонтальное) перемещение первой направляющей стойки 64 в любом направлении, когда часть верхнего формовочного приспособления 56, содержащая верхнюю форму 60, подвергается нагреву (например, в нагретой камере 28) таким образом, что нагретый воздух имеет температуру в диапазоне 610-725°С или по меньшей мере 600°С. Например, основная каркасная конструкция 54 может содержать один или несколько первых подшипниковых узлов 68, установленных на первой вертикальной опорной ножке 70а, расположенной снаружи нагретой камеры 28, и каждый первый подшипниковый узел 68 может быть выполнен для обеспечения возможности вертикального перемещения первой направляющей стойки 64 с одновременным предотвращением бокового перемещения (т.е. горизонтального перемещения) первой направляющей стойки 64 в любом направлении. В качестве более подробного примера и со ссылкой на фиг. 4-6, каждый первый подшипниковый узел 68 может содержать четыре ролика 72, закрепленных с возможностью вращения на первой вертикальной опорной ножке 70а основной каркасной конструкции 54, и каждый ролик 72 может быть приспособлен для вхождения в контакт с соответствующей стороной первой направляющей стойки 64 так, чтобы ролики 72 входили в контакт с двумя парами противоположных сторон первой направляющей стойки.
[0024] Обратимся к фиг. 3, фиг. 5 и фиг. 6, на которых вторая направляющая стойка 66 направляется основной каркасной конструкцией 54 в вертикальном направлении так, чтобы вторая направляющая стойка 66 являлась подвижной в боковом направлении в сторону от первой направляющей стойки 64, когда часть верхнего формовочного приспособления 56 подвергается нагреву (т.е. вследствие теплового расширения верхнего формовочного приспособления 56). Например, вторая направляющая стойка 66 может направляться основной каркасной конструкцией 54 в вертикальном направлении так, чтобы препятствовать или предотвращать боковое перемещение второй направляющей стойки 66 в двух противоположных первых направлениях 73а и 73b (показаны на фиг. 5), когда часть верхнего формовочного приспособления 56 подвергается нагреву, однако обеспечивать возможность бокового перемещения в двух других направлениях, являющихся поперечными двум первым направлениям 73а и 73b. В этой связи основная каркасная конструкция 54 может содержать один или несколько вторых подшипниковых узлов 74, установленных на второй вертикальной опорной ножке 70b, расположенной снаружи нагретой камеры 28, и каждый второй подшипниковый узел 74 может быть выполнен для обеспечения возможности вертикального перемещения второй направляющей стойки 66 с одновременным предотвращением бокового перемещения (т.е. горизонтального перемещения) второй направляющей стойки 66 в двух первых направлениях 73а и 73b. В качестве более подробного примера и со ссылкой на фиг. 5 и фиг. 6, каждый второй подшипниковый узел 74 может содержать два ролика 76, закрепленных с возможностью вращения на второй вертикальной опорной ножке 70b основной каркасной конструкции 54, и ролики 76 могут быть приспособлены для вхождения в контакт с противоположными сторонами второй направляющей стойки 66 так, чтобы предотвращать перемещение второй направляющей стойки в двух первых направлениях 73a и 73b, но допускать боковое перемещение в направлении или в сторону от первой направляющей стойки 64 и первой вертикальной опорной ножки 70а (например, в направлениях, параллельных направлению транспортировки DC листов G стекла по конвейерным системам 20 и 24).
[0025] Ролики 72, 76 каждого из подшипниковых узлов 68, 74 могут быть изготовлены из любого подходящего материала, такого как подходящий металл (например, нержавеющая сталь, латунный сплав и т.д.). Кроме того, все подшипниковые узлы 68 и 74 могут быть расположены снаружи нагретой камеры 28. Обратимся к фиг. 7 и фиг. 8, на которых, например, каждый подшипниковый узел 68, 74 может быть расположен над или под соответствующим изолированным коробом 67, вмещающим соответствующую направляющую стойку 64, 66.
[0026] Направляющий каркас 62 верхнего формовочного приспособления 56 может также содержать проходящую в боковом направлении удлинительную часть 77, которая проходит между направляющими стойками 64 и 66 и соединена с верхней формой 60. Кроме того, часть 77 может быть неподвижно или подвижно соединена с направляющими стойками 64 и 66. В дополнение, часть 77 может представлять собой центральную часть направляющего каркаса 62, и первая и вторая направляющие стойки 64 и 66 могут соответственно образовывать первую и вторую оконечные части направляющего каркаса 62.
[0027] Обратимся к фиг. 3 и фиг. 4, на которых приводное приспособление 57 для перемещения верхнего формовочного приспособления 56 может представлять собой любое подходящее приводное приспособление. Например, приводное приспособление 57 может содержать привод 78 для поднятия формы, такой как электродвигатель, соединенный с верхней формой 60 и/или направляющим каркасом 62 любыми подходящими соединениями 80. Приводное приспособление 57 может быть выполнено с возможностью перемещения верхней формы 60 и направляющего каркаса 62 в вертикальном направлении относительно основной каркасной конструкции 54 так, чтобы верхнее формовочное приспособление 56 являлось подвижным между поднятым положением, показанным на фиг. 7, и опущенным положением, показанным на фиг. 8, в котором верхняя форма 60 стыкуется с нижним формовочным приспособлением 58.
[0028] Обратимся к фиг. 4, на которой нижнее формовочное приспособление 58 содержит нижнюю форму 82, такую как нажимное кольцо, каркас 84, соединенный с нижней формой 82, и опорный каркас 86, поддерживающий каркас 84 таким образом, что нижняя форма 82 и каркас 84 являются подвижными в боковом направлении относительно опорного каркаса 86. Например, один или несколько подшипников могут быть установлены между каркасом 84 и опорным каркасом 86. В качестве более конкретного примера, каркас 84 может содержать один или несколько подшипников, таких как подушки 88 подшипников, показанные на фиг. 5, выполненные с возможностью вхождения в скользящий контакт с опорным каркасом 86. Как показано на фиг. 5, подушки 88 подшипников расположены снаружи нагретой камеры 28, в то время как нижняя форма 82 расположена в нагретой камере 28.
[0029] Обратимся к фиг. 4, на которой опорный каркас 86 может поддерживаться одним или несколькими приводами 90, такими как винтовые домкраты, выполненными с возможностью обеспечения вертикального перемещения опорного каркаса 86, каркаса 84 и нижней формы 82. Вертикальное перемещение может происходить вниз, для того чтобы обеспечить возможность перемещения челночного устройства 30 в положение над нижней формой 82, а затем вверх для содействия отпуску листа стекла с челночного устройства 30 на нижнюю форму 82. В дополнение, вертикальное перемещение нижней формы 82 также может быть использовано в содействии с вертикальным перемещением вниз верхней формы 60 с целью выполнения гнутья листа G стекла между формами 60 и 82.
[0030] Обратимся к фиг. 4 и фиг. 7, на которых одно или оба формовочных приспособления 56 и 58 могут содержать один или несколько выравнивающих элементов, обеспечивающих надлежащее выравнивание верхней и нижней форм 60 и 82 соответственно, когда формы 60 и 82 стыкуются одна с другой с целью выполнения операции прессования в отношении листа G стекла. Например, одно из формовочных приспособлений 56 или 58 может содержать один или несколько выравнивающих штифтов 92, каждый из которых выполнен с возможностью вхождения в контакт с выравнивающим отверстием 94 другого формовочного приспособления 56 и 58. В варианте осуществления, показанном на фиг. 4, фиг. 7 и фиг. 8, например, верхнее формовочное приспособление 56 содержит несколько выравнивающих штифтов 92, установленных на нижней части направляющего каркаса 62, и каждый выравнивающий штифт 92 выполнен с возможностью введения в выравнивающее отверстие 94, образованное или установленном на верхней части каркаса 84 нижнего формовочного приспособления 58, когда формы стыкуются одна с другой с целью прессования листа G стекла. Кроме того, каждый выравнивающий штифт 92 может содержать конический вставной конец, и каждое отверстие 94 может содержать скругленную вставную кромку (например, образованную одним или несколькими роликами) для содействия вхождению выравнивающих элементов в контакт. В дополнение, вследствие подвижности нижней формы 82 в боковом направлении относительно опорного каркаса 86 вышеописанные выравнивающие элементы могут вызывать перемещение нижней формы 82 вровень с верхней формой 60, когда нижняя форма 82 смещена на относительно небольшую величину (например, 0,375 дюйма или менее) относительно верхней формы 60, например, вследствие теплового расширения.
[0031] Обратимся к фиг. 4 и фиг. 5, на которых часть 32 в виде пресс-формы дополнительно содержит систему 96 обнаружения для обнаружения положения одной из форм 60 и 82 относительно другого компонента или относительно земли с целью определения того, находится ли одна форма в положении, подходящем для стыковки в достаточной степени с другой формой. Система 96 обнаружения может содержать один или несколько датчиков 98, установленных на одном из формовочных приспособлений 56 или 58 с целью определения горизонтального положения одной из форм 60 или 82. Например, система 96 обнаружения может содержать четыре боковых или горизонтальных датчика 98а положения, установленных на опорном каркасе 86 и выполненных с возможностью обнаружения бокового положения каркаса 84 и нижней формы 82. Несмотря на то, что датчики 98а могут представлять собой любые подходящие датчики, такие как потенциометры, оптические датчики, индуктивные датчики приближения и/или радиолокационные датчики, в варианте осуществления, показанном на фиг. 4 и фиг. 5, каждый датчик 98а представляет собой линейный дифференциальный трансформатор. Кроме того, каждый датчик 98а имеет чувствительный конец, который входит в контакт с каркасом 84.
[0032] Система 96 обнаружения может дополнительно содержать один или несколько вертикальных датчиков 98b положения для обнаружения вертикального положения одной из форм 60 или 82. Например, обратимся к фиг. 4, на которой система 96 обнаружения может содержать четыре вертикальных датчика 98b положения, каждый из которых установлен на соответствующем приводе 90 и выполнен с возможностью обнаружения вертикального положения по меньшей мере части опорного каркаса 86, каркаса 84 и нижней формы 82. Несмотря на то, что датчики 98b могут представлять собой любые подходящие датчики, такие как потенциометры, оптические датчики, индуктивные датчики приближения и/или радиолокационные датчики, в варианте осуществления, показанном на фиг. 4, каждый датчик 98b представляет собой линейный дифференциальный трансформатор. Кроме того, каждый датчик 98b имеет чувствительный конец, который входит в контакт с опорным каркасом 86.
[0033] В дополнение, система 10 содержит систему 100 управления, показанную на фиг. 1 и фиг. 4, содержащую одно или несколько устройств управления или блоков 101 управления для определения положения одной или обеих форм 60 и 82 и для управления работой различных вышеописанных компонентов. Например, система 100 управления может принимать данные или информацию с датчиков 98 и определять на основании этой информации положение нижней формы 82. В качестве более конкретного примера, система 100 управления может использовать информацию с горизонтальных датчиков 98а положения для определения горизонтального положения (например, в направлениях х и у) нижней формы 82 относительно опорного каркаса 86, который содержит наружные опорные ножки или части 102, расположенные снаружи нагретой камеры 28, и для которых начальные положения (например, при температуре окружающей среды) могут представлять собой ввод в систему 100 управления. Система 100 управления может также определять положение верхней формы 60 аналогичным образом или за счет оценки положения верхней формы 60 на основании таких факторов, как известное начальное положение (например, при температуре окружающей среды) верхней формы 60 относительно основной каркасной конструкции 54, известное начальное положение основной каркасной конструкции 54, информация о температуре, связанная с нагретой камерой 28, время, прошедшее с первого запуска системы 10 для определенного производственного цикла, известные или прогнозируемые характеристики расширения и/или предыдущая определенная информация о местоположении. Например, система 100 управления может оценивать горизонтальное положение верхней формы 60 за счет оценки теплового расширения верхнего формовочного приспособления 56 вследствие повышенных температур, воздействие которых оно испытывает в нагретой камере 28.
[0034] В одном варианте осуществления верхнего формовочного приспособления 56 и со ссылкой на фиг. 5, верхняя форма 60 и направляющий каркас 62 могут быть выполнены так, чтобы центральная линия верхней формы 60, проходящая в направлении у (т.е. в направлении, перпендикулярном направлению транспортировки DC), могла перемещаться на приблизительно 0,75 дюйма в направлении транспортировки DC при переходе из холодного состояния (например, при температуре окружающей среды) в нагретое состояние при использовании (например, нагретое до температуры в диапазоне 610-725°С). Подобным образом, центральная линия верхней формы 60, проходящая в направлении х (т.е. в направлении, параллельном направлению транспортировки DC), может перемещаться на приблизительно 0,375 дюйма в направлении SD, перпендикулярном направлению транспортировки DC, при переходе из холодного состояния в нагретое состояние при использовании. Кроме того, в вышеописанной конфигурации верхнего формовочного приспособления 56 угловая ориентация вышеописанных центральных линий может оставаться постоянной по мере поступательного перемещения центральных линий вследствие теплового расширения.
[0035] На основании обнаруженного положения нижней формы 82 и оценочного положения верхней формы 60 система 100 управления может затем определить, находится ли нижняя форма 82 в положении, подходящем для стыковки в достаточной степени с верхней формой 60. Например, система 100 управления может определять, будут ли выравнивающие элементы 92 и 94 входить в контакт, когда формы 60 и 82 сведены вместе, и/или находится ли определенный горизонтальный центр нижней формы 82 в пределах пригодного расстояния (например, 0,375 дюйма или менее) от оценочного центра верхней формы 60. Если система 100 управления определяет, что нижняя форма 82 не находится в положении, подходящем для стыковки в достаточной степени с верхней формой 60, система 100 управления может быть выполнена с возможностью предоставления предостерегающего указателя, такого как видимый и/или слышимый указатель сигнала тревоги (например, мигающий свет, звуковой сигнал тревоги, предостерегающее сообщение на экране дисплея и т.д.). Нижняя форма 82 и каркас 84 затем могут вручную или автоматически регулироваться в боковом направлении относительно опорного каркаса 86 с целью приведения нижней формы 82 в положение, подходящее для стыковки в достаточной степени с верхней формой 60, когда формы сведены вместе. Например, положение нижней формы 82 может регулироваться с использованием ручного рычажного устройства или при помощи одного или нескольких автоматических горизонтальных приводов 103. В качестве еще одного примера, работа системы 10 может быть остановлена до тех пор, пока система 100 управления не определит, что нижняя форма 82 находится в положении, подходящем для стыковки в достаточной степени с верхней формой 60.
[0036] Система 100 управления может быть также выполнена с возможностью определения положения верхней формы 60 после стыковки верхней формы 60 с нижней формой 82. Например, после какой-либо боковой регулировки нижней формы 82, которая может происходить при помощи выравнивающих элементов 92 и 94 в ходе стыковки форм 60 и 82, информация об обнаруженном положении для нижней формы 82 может использоваться для определения фактического горизонтального положения верхней формы 60. Затем может быть отрегулирована работа челночного устройства 30 и/или подъемного устройства 34 с целью обеспечения того, чтобы лист G стекла, подлежащий переносу челночным устройством 30 в положение части 32 в виде пресс-формы, находился в надлежащем положении для прессования. Например, активация подъемного устройства 34 может быть ускорена или задержана (например, на 0,1-0,5 секунд), для того чтобы лист G стекла захватывался челночным устройством 30 в более ранний или более поздний момент времени, как в дальнейших подробностях разъяснено ниже.
[0037] Система 100 управления может содержать набор соединений 104 для соединения с различными компонентами системы 10, такими как печь 12, конвейерная система 20, конвейерная система 24, формовочное устройство 18 (например, челночное устройство 30 и соответствующие приводы, и часть 32 в виде пресс-формы и соответствующие приводы и датчики), станция 16 охлаждения и т.д. Кроме того, система 100 управления может содержать любое подходящее аппаратное и/или программное обеспечение для управления работой вышеуказанных компонентов с целью выполнения прессования листа G стекла, а также его доставки и охлаждения (например, для выполнения конкретных алгоритмов, представленных функциями, описанными в настоящем документе). Например, система 100 управления может содержать один или несколько процессоров на связи с одним или несколькими запоминающими устройствами или блоками памяти, которые содержат машиночитаемые программные команды, исполняемые одним или несколькими процессорами таким образом, что система 100 управления может управлять работой конвейерной системы 20, конвейерной системы 24, формовочного устройства 18, станции 16 охлаждения и т.д. Система 100 управления может в дополнение к этому или вместо этого содержать одну или несколько специализированных интегральных схем, программируемых вентильных матриц, программируемых логических устройств и/или процессоров цифровой обработки сигналов. Вместо соединений 104 система 100 управления может быть соединена с одним или несколькими из вышеуказанных компонентов беспроводным образом.
[0038] Обратимся к фиг. 1-8, в связи с которыми далее будет более подробно описан способ работы системы 10. Способ начинается с нагрева листа G стекла в печи 12 по мере того, как лист G стекла транспортируется в печи 12 по плоскости транспортировки в направлении транспортировки DC. Далее обратимся к фиг. 2, на которой лист G стекла может быть перенесен в челночное устройство 30 путем поднятия листа G стекла с конвейерной системы 24 с использованием подъемного устройства 34 в сочетании с приложением вакуума на поверхности челночного устройства 30. Как было упомянуто выше, челночное устройство 30 может содержать верхнюю форму, для того чтобы гнутье листа G стекла могло происходить, пока лист G стекла удерживается у формовочной поверхности челночного устройства 30. Способ продолжается перемещением челночного устройства 30 в боковом направлении SD, поперечном направлению транспортировки DC, с целью переноса листа G стекла в часть 32 в виде пресс-формы и, в частности, в положение между верхней и нижней формами 60 и 82 соответственно. Лист G стекла затем отпускается с челночного устройства 30 на нижнюю форму 82, где может происходить провисание листа G стекла под действием тяготения. Затем формы 60 и 82 сводятся вместе, например, путем перемещения верхней формы 60 вниз и/или перемещения нижней формы 82 вверх с целью прессования листа G стекла между ними.
[0039] После прессования верхняя форма 60 перемещается вверх с листом G стекла, удерживаемым у ее обращенной вниз поверхности путем создания вакуума (например, обеспечиваемого источником вакуума), а затем лист G стекла может охлаждаться в ходе операции закалки или отжига в станции 16 охлаждения. Например, обратимся к фиг. 2, на которой форма 106 для доставки может перемещаться приводом 108 из станции 16 охлаждения в положение под верхней формой 60, после чего лист G стекла может быть отпущен на форму 106 для доставки посредством удаления вакуума с верхней формы 60, и форма 106 для доставки может перемещаться обратно наружу в станцию 16 охлаждения между верхней и нижней охлаждающими головками 110 и 112 соответственно с целью закалки или отжига.
[0040] В вышеописанной конфигурации части 32 в виде пресс-формы станция 14 гнутья может легко справляться с тепловым расширением, которое может возникать в части 32 в виде пресс-формы, например, в ходе запуска системы 10 (например, в ходе первых 30-45 минут работы) или в любой момент впоследствии. Например, вследствие того, что направляющие стойки 64 и 66 взаимодействуют с основной каркасной конструкцией 54, обеспечивая возможность управляемого теплового расширения верхнего формовочного приспособления 56, и вследствие того, что горизонтальное положение нижней формы 82 может быть точно обнаружено, система 10 способна точно определять положения форм и пригодность форм к стыковке. Кроме того, как было упомянуто выше, система 10 выполнена с возможностью предоставления предупреждающего указателя, если формы 60 и 82 не находятся в надлежащих положениях для стыковки в достаточной степени, и при необходимости обеспечения изменения положения по меньшей мере одной из форм. Поэтому, если система 100 управления определяет, что формы 60 и 82 не будут в достаточной степени состыкованы, работа системы 10 может дополнительно включать регулировку одной из форм (например, нижней формы) в боковом направлении, для того чтобы одна форма в достаточной степени стыковалась с другой формой, и/или предоставление указателя того, что формы не будут в достаточной степени состыкованы.
[0041] Формовочные приспособления 56 и 58 могут быть изготовлены из любого подходящего материала, такого как материал, обеспечивающий соответствующее тепловое расширение. Например, как формы 60 и 82, так и соответствующие каркасы могут быть изготовлены из подходящего металла, такого как нержавеющая сталь, например, аустенитная нержавеющая сталь.
[0042] В вышеописанной конфигурации системы и со ссылкой на фиг. 1, фиг. 3 и фиг. 5, первая направляющая стойка 64 верхнего формовочного приспособления 56 установлена на находящейся выше по потоку стороне форм 60 и 82 относительно направления транспортировки DC по конвейерным системам 20 и 24, а вторая направляющая стойка 66 установлена на находящейся ниже по потоку стороне форм 60 и 82. Кроме того, вследствие того, что посредством основной каркасной конструкции 54 осуществляется препятствование или предотвращение бокового перемещения первой направляющей стойки 64 в любом направлении (например, первая направляющая стойка 64 является неподвижной в боковом направлении), и обеспечивается возможность перемещения второй направляющей стойки 66 только в направлениях, параллельных направлению транспортировки DC, перемещение верхней формы 60 вследствие теплового расширения будет происходить в направлениях в стороны от первой направляющей стойки 64. Поэтому, когда челночное устройство 30 не является выполненным с возможностью перемещения в направлении транспортировки DC, или если такое перемещение является нежелательным, может потребоваться регулировка положения захвата в продольном направлении (т.е. положения захвата в направлении транспортировки DC) отдельного листа G стекла на челночном устройстве 30 так, чтобы лист G стекла находился в надлежащем положении для прессования при боковом перемещении листа G стекла челночным устройством 30 в направлении SD, поперечном направлению транспортировки DC, в положение между формами 60 и 82. Например, если система 100 управления определяет, что верхняя форма 60 переместилась дальше предварительно определенного расстояния (например, 0,75 дюйма) в направлении транспортировки DC, активация подъемного устройства 34 и/или вакуума на поверхности челночного устройства 30 может быть задержана (например, на 0,1-0,5 секунд), для того чтобы лист G стекла переместился несколько дальше в направлении транспортировки DC (например, на 0,25 дюйма или менее) перед захватом челночным устройством 30 по сравнению с обычным проектным местоположением захвата для листа G стекла.
[0043] В качестве другого примера, если система 100 управления определяет, что верхняя форма 60 переместилась на меньшее расстояние, чем предварительно определенное расстояние (например, 0,75 дюймов), в направлении транспортировки DC, активация подъемного устройства 34 и/или вакуума на поверхности челночного устройства 30 может быть ускорена (например, активация может происходить раньше, чем обычно, или чем предусматривается проектом), для того чтобы лист G стекла переместился на несколько меньшее расстояние (например, на 0,25 дюйма или менее) в направлении транспортировки DC перед захватом челночным устройством 30 по сравнению с обычным проектным местоположением захвата для листа G стекла.
[0044] В еще одном варианте осуществления настоящего изобретения первая направляющая стойка 64 может быть установлена на находящейся ниже по потоку стороне форм 60 и 82 относительно направления транспортировки DC, и вторая направляющая стойка 66 может быть установлена на находящейся выше по потоку стороне форм 60 и 82. В такой конфигурации перемещение верхней формы 60 вследствие теплового расширения может происходить в направлении, противоположном направлению транспортировки DC.
[0045] В любом случае система 100 управления может непрерывно или периодически определять положение верхней формы 60, как разъяснено выше, и по необходимости регулировать работу челночного устройства 30 и/или подъемного устройства 34 с целью обеспечения того, чтобы каждый лист G стекла подавался в часть 32 в виде пресс-формы в надлежащее положение для прессования. В результате производительность системы может быть доведена до максимума.
[0046] Дополнительные подробности челночного устройства и других компонентов, которые могут использоваться совместно с формовочным устройством 18, раскрыты в патенте США №9452948, полностью включенном в настоящий документ посредством ссылки. Кроме того, формовочное устройство в соответствии с настоящим изобретением может использоваться в любой подходящей системе обработки стекла.
[0047] Несмотря на то, что выше описаны примерные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные формы настоящего изобретения. Слова, употребляемые в описании, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема настоящего изобретения. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления в соответствии с настоящим изобретением.
Реферат
Изобретение предназначено для обработки продуктов, где требуется формование или гнутье листа стекла в формовочном устройстве, и является усовершенствованием процесса обработки стекла. Изобретение содержит устройства для гнутья и формования листа стекла и варианты способа управления. Формовочное устройство для гнутья листа стекла содержит основную каркасную конструкцию и первое формовочное приспособление, содержащее первую форму и направляющий каркас. Направляющий каркас соединен с первой формой. Первый направляющий элемент направляющего каркаса направляется каркасной конструкцией так, чтобы осуществлялось препятствование его боковому перемещению в любом направлении. Второй направляющий элемент направляющего каркаса направляется каркасной конструкцией так, чтобы он являлся подвижным в боковом направлении в сторону от первого направляющего элемента вследствие теплового расширения. Устройство дополнительно содержит второе формовочное приспособление, содержащее вторую форму и каркас. Каркас поддерживает вторую форму так, чтобы вторая форма являлась подвижной в боковом направлении относительно каркаса. Также включен датчик для обнаружения положения одной из форм с целью определения того, находится ли одна форма в положении, подходящем для стыковки с другой формой. Один из вариантов способов управления формовочным устройством для гнутья листа стекла включает в себя определение положения одной из форм в процессе нагрева и в случае необходимости корректировку обнаруженного положения. Другой вариант предусматривает перемещение формы вследствие теплового расширения с последующей регулировкой положения формы перед сведением двух форм. За счет повышения точности стыковки пресс-форм повышается качество изготовления гнутых изделий из стекла. 4 н. и 22 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ передачи стеклянного листа и устройство для его осуществления
Комментарии