Способ производства полого стеклянного изделия - RU2737439C2
Код документа: RU2737439C2
Чертежи



Описание
Настоящее изобретение относится к области способов производства полых стеклянных изделий.
В настоящее время в области производства подобных полых стеклянных изделий уже имеется множество решений. Например, известен способ производства, в соответствии с которым каплю расплавленного стекла помещают в матрицу, обеспечивающую необходимую наружную форму стекла, матрицу помещают под пресс, где при помощи пуансона выполняют стадию прессования, при этом, формируется внутренний полый объем изделия, затем стекло охлаждают под вентиляционным соплом и извлекают изделие из матрицы.
В настоящее время производители активно ищут возможности изготовления большей части стеклянных изделий по индивидуальному заказу в соответствии с потребностями клиентов, при этом, не увеличивая затрат на производство.
Например, известно, что для изготовления прессованного стекла по индивидуальному заказу матрицу модифицируют так, чтобы ее внутренняя поверхность имела рисунок, соответствующий индивидуальному заказу, который будет воспроизведен на наружной поверхности стекла.
Такой индивидуальный рисунок на стенке изделия также возможно изготовить путем модификации пуансона, создающего полый внутренний объем изделия во время прессования, путем размещения на его наружной стенке соответствующего индивидуальному заказу рисунка, который на стадии прессования будет воспроизведен внутри стеклянного изделия.
Однако изменение матрицы и пуансона в соответствии с индивидуальным заказом очень дорого, порядка нескольких десятков тысяч евро. Следовательно, чем меньше количество стеклянных изделий, соответствующих индивидуальному заказу, тем больше такая индивидуализация влияет на цену одного изделия.
Конечно, индивидуализация пуансона дешевле, чем индивидуализация матрицы. Однако, маркировка пуансоном не обеспечивает того же качества воспроизведения и требует индивидуализации всего производства.
Кроме того, является благоприятным и даже необходимым иметь в запасе, по меньшей мере, одну или даже несколько матриц и пуансонов для быстрой замены в случае возможного выхода из строя одного и/или другого из этих элементов в время производства стеклянных изделий. В этом контексте, влияние стоимости индивидуализации матрицы и пуансона на цену стеклянного изделия еще более значительно.
Кроме того, эти экономические факторы также влияют на минимальное количество производимых индивидуализированных стеклянных изделий в, так называемой, минимальной партии «Minimum Order Quantities» (MOQ) при условии изготовления наименьшей возможной MOQ.
Описанный ниже способ направлен на преодоление всех или части недостатков известного уровня техники и представляет собой способ производства полого стеклянного изделия путем прессования, при этом прост, обеспечивает высокое качество и низкую стоимость прессования, даже если индивидуализация относится к ограниченному числу изделий.
Таким образом, настоящее изобретение направлено на способ производства, по меньшей мере, одного изделия из прессованного полого стекла, отличающийся тем, что включает стадии, на которых:
- в матрицу помещают, по меньшей мере, одну каплю расплавленного стекла с целью создания заданной наружной формы подлежащего производству стеклянного изделия;
- осуществляют прессование расплавленного стекла в матрице при помощи пуансона с целью формирования полого стеклянного изделия путем создания внутреннего полого объема и придания общей формы;
- проводят маркировку стеклянного изделия маркировочным инструментом, независимым от пуансона, с целью воспроизведения, по меньшей мере, одного выпуклого и/или вдавленного рисунка во внутреннем объеме стеклянного изделия;
- охлаждают маркированное и прессованное стеклянное изделие; и
- извлекают стеклянное изделие из матрицы.
Подобный способ производства, по меньшей мере, одного полого стеклянного изделия путем прессования позволяет, в частности, упростить индивидуализацию изделия на стадии маркировки благодаря указанному маркировочному инструменту. Действительно, индивидуализация простого маркировочного инструмента намного дешевле, чем индивидуализация матрицы или пуансона.
Кроме того, тот факт, что стадию маркировки стеклянного изделия осуществляют при помощи маркировочного инструмента, независимого от пуансона, позволяет повысить качество воспроизведения рисунка и, при этом, снизить затраты, связанные с индивидуализацией. Таким образом, при производстве нескольких изделий стадии прессования и маркировки могут осуществляться параллельно.
Кроме того, тот факт, что стадия маркировки независима от стадии прессования, обеспечивает особое совершенство производства стеклянных изделий. Действительно, в таком случае указанная стадия маркировки может быть выполнена независимо. Например, для маркировки может быть выбрано одно стеклянное изделие из двух при массовом производстве стеклянных изделий или даже, например, одно из трех, четырех и т.д.
Поскольку стадия прессования позволяет придать стеклянному изделию его конечную, или окончательную, общую форму за одну стадию, это означает, что другие стадии формования, например, стадия выдувки, после этого не требуются. В этом состоит отличие от стадии прессования, которая предназначена только для создания заготовки. Разумеется, после стадии маркировки могут осуществляться и другие стадии, такие как стадии окончательной обработки, или, например, стадия обжига, которая может немного изменять внешний вид.
Благодаря этому сокращается время производства стеклянного изделия, и спустя относительно небольшое время после формования можно приступать к маркировке стекла до того, как указанное стекло успеет остыть. Также неожиданно повышается качество воспроизведения рисунка. Действительно, когда окончательная общая форма изделия создается за одну стадию формования, которая представляет собой стадию прессования, можно получить стеклянное изделие, стенки которого имеют однородную толщину. Благодаря этой особенности возможно более равномерное распределение температур в стенках и, следовательно, более высокое качество маркировки.
Еще одним преимуществом является то, что стадию маркировки стеклянного изделия осуществляют, когда стекло, в частности на внутренней поверхности подлежащей маркировке стенки, имеет температуру от 725 до 775 градусов Цельсия, предпочтительно, приблизительно равную 750 градусов Цельсия.
Такая температура особенно предпочтительна, так как важно, чтобы материал был достаточно мягким для воспроизведения на стекле индивидуального рисунка, но также и достаточно нетекучим для выполнения маркировки высокого качества.
В соответствии с одной специфической технической особенностью, время маркировки на стадии маркировки составляет менее 0,6 сек, предпочтительно, менее 0,5 сек.
Таким образом, время маркировки достаточно мало для сведения к минимуму влияния на время производства стеклянного изделия и, следовательно, на его себестоимость, при этом, не страдает качество воспроизведения на стекле рисунка.
Предпочтительно, стеклянное изделие после прессования в матрице имеет толщину более 1 мм, предпочтительно, более 2 мм. Такая толщина позволяет получать стеклянное изделие, стенки которого достаточно тонкие для того, чтобы изделие было легким и обладало усовершенствованным внешним видом без существенных дополнительных затрат относительно сырья, и в то же время, достаточно толстые для достижения высококачественной маркировки без придания стеклянному изделию хрупкости.
В соответствии с другой отличительной особенностью, за стадией извлечения из матрицы следует стадия обжига при помощи горелок. Такая стадия позволяет, в частности, избавиться от возможных дефектов стеклянного изделия и придать стеклянным стенкам гладкость и блеск.
Для придания стеклу идеальной прочности также может быть осуществлена стадия окончательной термообработки, например, стадия термического упрочнения и/или отжига. Таким образом, полое стеклянное изделие нагревают, после чего медленно равномерно охлаждают. Этот процесс позволяет, в частности, снять напряжения между внутренними и краевыми частями изделия.
В соответствии с одной из предпочтительных технических особенностей, данный способ производства применяют для производства множества стеклянных изделий, при этом, стадии прессования и маркировки осуществляют, по существу, параллельно, или одновременно, для отдельных стеклянных изделий.
Также является предпочтительным, чтобы время маркировки на стадии маркировки было меньше, чем время прессования на стадии прессования.
В подобной конфигурации стадию маркировки проводят во время задержки при остановке стола для прессования следующего стеклянного изделия. Благодаря этому дополнительно уменьшается стоимость единицы продукции - стеклянного изделия по индивидуальному заказу.
Такой соответствующий изобретению способ производства позволяет выпускать стеклянные изделия по индивидуальному заказу небольшими партиями с низкой себестоимостью. Действительно, в качестве иллюстрации можно упомянуть, что стоимость индивидуализации маркировочного инструмента, по меньшей мере, в двадцать раз меньше, чем стоимость индивидуализации пуансона и, по меньшей мере, в пятьдесят раз меньше, чем матрицы.
В соответствии с другим аспектом, изобретение также направлено на производственное оборудование, или производственную установку, по меньшей мере, одного стеклянного изделия, при этом, оборудование включает, по меньшей мере:
- матрицу, предназначенную для создания заданной наружной формы подлежащего производству стеклянного изделия;
- пуансон;
- маркировочный инструмент;
- инструмент для извлечения из матрицы;
при этом, оборудование отличается тем, что пригодно для осуществления способа производства полых стеклянных изделий, описанных выше.
В дальнейшем изобретение поясняется описанием неограничительных вариантов его осуществления со ссылками на прилагаемые чертежи, на которых:
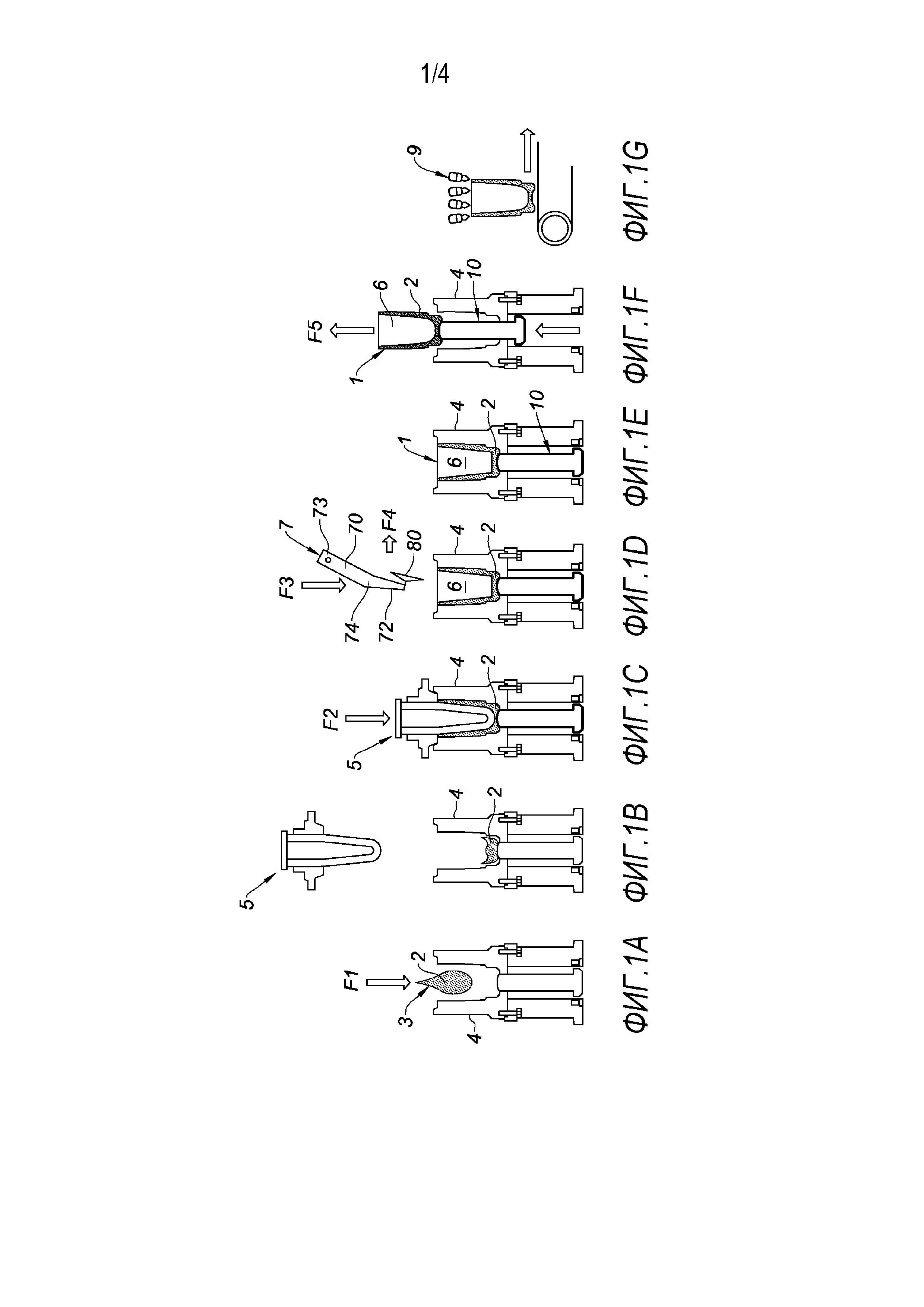
- фиг. 1А, 1В, 1С, 1D, 1E, 1F, 1G представляют собой схематичный вид различных стадий способа производства прессованного индивидуализированного стеклянного изделия в соответствии с одним из вариантов осуществления изобретения;
- фиг 2А и 2В представляют собой вид в разрезе полого стеклянного изделия и части маркировочного инструмента в ходе двух различных фаз стадии маркировки в соответствии с одним из вариантов осуществления изобретения;
- фиг. 3 представляет собой вид сверху полого стеклянного изделия и маркировочного инструмента, показанных на фиг. 2А и 2В, на стадии маркировки в соответствии с данным вариантом осуществления изобретения;
- фиг. 4А и 4В представляют собой вид в разрезе полого стеклянного изделия и части маркировочного инструмента в ходе двух различных фаз стадии маркировки в соответствии с одним из вариантов осуществления изобретения;
- фиг. 5 представляет собой вид в изометрии маркировочного инструмента в соответствии с вариантом осуществления изобретения фиг. 4А и 4В;
- фиг. 6 представляет собой вид в изометрии индивидуализированного элемента маркировочного инструмента в соответствии с одним из вариантов осуществления изобретения;
- фиг. 7 представляет собой вид в изометрии индивидуализированного стеклянного изделия в соответствии с данным вариантом осуществления изобретения.
Для большей ясности идентичные или подобные элементы на всех фигурах обозначены одинаковыми номерами позиций.
На фиг. 1А, 1В, 1С, 1D, 1E, 1F, 1G схематично представлены различные стадии способа производства прессованного индивидуализированного стеклянного изделия в соответствии с одним из вариантов осуществления изобретения.
На первой стадии, показанной на фиг. 1А, точно выверенную по величине каплю 3 расплавленного стекла помещают в матрицу 4, как показано стрелкой F1. Матрица 4 предназначена для создания заданной наружной формы стеклянного изделия 1, которое будет произведено.
Капля 3 стекла, также именуемая порцией, имеет определенную массу, а именно, массу готового стеклянного изделия 1, которое будет произведено.
Когда капля 3 расплавленного стекла помещена в матрицу 4, указанную матрицу 4 помещают под пуансон 5 (см. фиг. 1В) перед осуществлением стадии прессования (см. фиг. 1С), на которой расплавленное стекло 2, заранее помещенное в матрицу 4, подвергают прессованию пуансоном 5.
Запрессовывание расплавленного стекла 2 в матрицу достигается при помощи пуансона 5, который опускают в матрицу вертикально, как показано стрелкой F2, и который проникает во внутреннее пространство матрицы 4 с целью придания формы полому изделию 1 путем создания полого внутреннего объема 6. Действительно, внутренняя стенка матрицы 4 обеспечивает собой наружную оболочку для подлежащего изготовлению стеклянного изделия 1, а наружная стенка указанного пуансона 5 образует внутреннюю оболочку для подлежащего изготовлению стеклянного изделия 1, дополнительную к наружной оболочке матрицы. Таким образом, стадия прессования позволяет придать стеклянному изделию 1 окончательную полую общую форму.
Предпочтительно, матрица 4 и пуансон 5 имеют такие размеры, что стеклянное изделие 1 после прессование имеет толщину более 1 мм, предпочтительно, более 2 мм.
После стадии прессования стеклянное изделие 1 смещается на другой технологический участок, где в ходе стадии маркировки при помощи маркировочного инструмента 7, независимого от пуансона 5, производят маркировку (см. фиг. 1D).
На этой стадии маркировочный инструмент входит, по меньшей мере частично, во внутренний объем 6 стеклянного изделия 1 и воспроизводит выпуклый и/или вдавленный рисунок 8 на внутренней поверхности стенки указанного стеклянного изделия 1, при этом подразумевается, что внутренняя поверхность стеклянного изделия представляет собой поверхность стенки изделия 1, обращенную ко внутреннему объему 6. Стадия маркировки подробно показана на фиг. 2А, 2В, 3 и 4А, 4В, 5.
Более конкретно, маркировочный инструмент 7 включает, по меньшей мере, один рычаг 70, на конце которого имеется индивидуализированный элемент 80, при этом, элемент 80 является съемным относительно указанного рычага 70. Один из примеров индивидуализированного элемента 80 приведен ан фиг. 6.
Отмечается, что в каждом из вариантов осуществления изобретения, показанных на фиг. 2А, 2В, 3 4А, 4В и 5, маркировочный инструмент включает два рычага 70, в частности, расположенных так, чтобы каждый из них мог производить маркировку стекла посредством воспроизведения рисунка 8, при этом, два рисунка 8 противоположны друг другу относительно вертикальной оси вращения Х стеклянного изделия 1, которое характеризуется вращательной симметрией.
На стадии маркировки, вообще, маркировочный инструмент 7 приводит элемент(ы) 80 в плотный контакт с внутренней поверхностью стенки стеклянного изделия 1, такой как боковая стенка 11 стеклянного изделия 1, как показано, в частности, на фиг. 2В и 4В.
Предпочтительно, маркировочный инструмент 7 имеет такую конструкцию, что контакт является одновременным в любой точке рисунка 8, что повышает качество его воспроизведения. Более конкретно, маркировочный инструмент 7 выполняет, с одной стороны, по существу, вертикальное движение для введения (стрелка F3) дальнего конца 72 каждого рычага 70 с элементом 80 во внутренний объем 6 стеклянного изделия 1, как показано, в частности, на фиг. 2А и 4А, и, с другой стороны, последовательно и/или, по меньшей мере частично, одновременно, по существу, горизонтальное движение (F4) или, по существу, радиальное относительно стеклянного изделия с целью маркировки изделия 1.
После маркировки стекла, то есть, когда элемент 80 воспроизвел выпуклый и/или вдавленный рисунок 8 во внутреннем объеме 6 стеклянного изделия 1, в частности, на внутренней поверхности, по меньшей мере, одной из стенок 11, 12, маркировочный инструмент 7 поднимает конец каждого рычага 70 и выводит его из внутреннего объема 6. Предпочтительно, в том случае, когда маркировочный инструмент включает несколько рычагов и предназначается для воспроизведения нескольких рисунков 8 на одном и том же изделии 1, как в данном варианте осуществления, рычаги 70 выводятся одновременно для сведения к минимуму времени маркировки.
В данном варианте осуществления изобретения, по существу, горизонтальное движение элемента 80 производят путем вращения соответствующего рычага 70, однако, в качестве альтернативы, рычаг может быть перемещен, например, при помощи передаточного цилиндра. В частности, вращение рычагов 70 может быть осуществлено при помощи приводных элементов 71, например, путем вращения червячного винта или перемещения зубчатой рейки, предпочтительно, соответствующих оси Х, сцепленных с одним или несколькими зубчатыми колесами, при этом, каждое из зубчатых колес закреплено на одном конце 73 рычага 70, противоположном дальнему концу 72. Таким образом, зубчатое колесо, вращаясь, приводит в движение дальний конец 72, снабженный элементом 80.
Кроме этого, на каждом рычаге 70 имеется, по меньшей мере, один изгиб 74 между его концами 72, 73, ориентированный наружу с целью облегчения доступа и введения дальнего конца 72 во внутренний объем 6 изделия 1 через его отверстие. Эта отличительная особенность является особенно благоприятной, когда на изделие нужно нанести несколько рисунков 8, для чего требуется несколько рычагов 70.
Поскольку данный способ производства пригоден для массового производства стеклянных изделий 1, и поскольку маркировочный инструмент 7 извлекает конец рычага 70, снабженный элементом 80, путем выведения его из внутреннего объема 6 изделия 1 при каждой маркировке, возможно осуществление стадии замены элемента 80 маркировочного элемента 7 между двумя стадиями маркировки без прерывания процесса производства стеклянных изделий.
Стадия замены элемента 80 может быть осуществлена автоматически или вручную. Благодаря последовательности стадий, замена элемента 80 вручную не представляет риска для оператора, выполняющего эту стадию. Также может быть предусмотрено наличие устройства обеспечения безопасности для предотвращения активации маркировочного инструмента 7 во время обслуживания оператором в процессе производства. Немаркированные стеклянные изделия 1 могут производиться одновременно во время замены без остановки или приостановки производства стеклянных изделий.
В соответствии с альтернативным вариантом, маркировочный инструмент 7 может включать множество рычагов, из которых активируются только некоторые, при этом, каждый из указанных рычагов снабжен отличным элементом 80. В таком варианте осуществления изобретения стадия замены элемента 80 осуществляется путем выбора надлежащего рисунка 8 и активации на стадии маркировки рычага, соответствующего выбранному рисунку.
В качестве другой альтернативы, один и тот же рычаг может быть снабжен несколькими элементами 80, 80, каждый из которых может активироваться независимо от других. Например, на одном и том же рычаге может иметься отдельный элемент 80, соответствующий каждой букве алфавита, активируемый в зависимости от заданной комбинации рисунков 8, необходимой для получения какого-либо слова.
Следует отметить, что в определенном случае, когда маркировке подлежит не боковая стенка 11 стеклянного изделия 1, а стенка 12, образующая дно, осуществляется только, по существу, вертикальное движение маркировочного инструмента 7.
Стадию маркировки осуществляют, когда температура стекла, по существу, лежит в диапазоне от 725 до 775 градусов Цельсия, предпочтительно, около 750 градусов Цельсия, чтобы обеспечить хорошее качество воспроизведения, при этом, время маркировки на стадии маркировки составляет менее 0,6 сек, предпочтительно, менее 0,5 сек, чтобы не оказывать влияния на время изготовления стеклянного изделия 1, при этом, качество нанесения индивидуального рисунка не страдает.
Также следует отметить, что при температуре маркировки, во время прижатия элемента 80 к внутренней поверхности стеклянного изделия 1, указанный элемент 80 останавливается естественным образом благодаря тому, что стеклянная стенка в достаточной степени остывает в результате контакта с элементом 80, изготовленным, предпочтительно, из металла, чтобы гарантировать качество воспроизведения рисунка 8, при этом, исключается какая-либо деформация стеклянной стенки 11, 12 во время нанесения рисунка 8. Это преимущество особенно актуально, когда толщина стенок 11, 12 стеклянного изделия 1 после прессования составляет более 1 мм, предпочтительно, более 2 мм.
Предпочтительно, в определенном случае, когда одним и тем же маркировочным инструментом выполняют маркировку множества изделий, может быть предусмотрено наличие устройства охлаждения элемента 80 (не показано). Такое устройство, например, может включать охлаждающий контур, интегрированный в сам элемент 80, и/или включать одно или несколько обдувочных сопел, независимых от маркировочного инструмента 7 и предназначенных для направления струи воздуха на элемент 80 между стадиями маркировки, на которых используется указанный маркировочный элемент 7.
Первый случай - это пример охлаждения, осуществляемого непрерывно, даже если оно может быть встроено в ритм работы элемента 80 благодаря наличию датчиков температуры. Второй случай - это, практически, пример охлаждения, осуществляемого периодически, между стадиями маркировки.
После маркировки, или нанесения индивидуального рисунка 8, стеклянное изделие охлаждают на стадии охлаждения (см. фиг. 1Е) вентиляционным воздухом, после чего извлекают из матрицы 4.
Извлечение из матрицы осуществляют при помощи инструмента 10 для извлечения из матрицы, представляющего собой выталкивающий рычаг, проходящий через дно матрицы 4 и прикладывающий усилие F5 к уже изготовленному изделию 1 (см. фиг. 1F).
Стадия обжига (см. фиг. 1G) при помощи горелок 9 изделия 1, перед этим охлажденного и извлеченного из матрицы, позволяет избавить стеклянное изделие 1 от возможных дефектов и придать стеклянным стенкам гладкость и блеск. Таким образом, рисунок, надлежащим образом воспроизведенный на стекле, также приобретает гладкость и блеск, как показано на фиг. 7.
На фиг. 1А - 1G показаны различные стадии способа производства полого стеклянного изделия 1. Подразумевается, что этот же способ может быть применен для производства множества полых стеклянных изделий 1. В этом случае, стадии прессования и маркировки осуществляют, по существу, одновременно для разных стеклянных изделий 1. В более общем смысле, все стадии осуществляют одновременно для разных стеклянных изделий 1 с целью ускорения производственного процесса.
В предпочтительном варианте осуществления изобретения время маркировки на стадии маркировки составляет, предпочтительно, менее 0,5 сек, и меньше, чем время прессования на стадии прессования. Таким образом, стадию маркировки проводят во время задержки при остановке стола, поддерживающего матрицу 4, для прессования следующего стеклянного изделия.
Стеклянные изделия 1 производят поточно или серийно, для чего требуется специальное оборудование. Оборудование, образующее производственную установку, включает, по меньшей мере:
- матрицу 4, предназначенную для создания заданной наружной формы подлежащего производству стеклянного изделия 1;
- пуансон 5;
- маркировочный инструмент 7;
- инструмент 10 для извлечения из матрицы;
при этом, оборудование пригодно для производства всех полых стеклянных изделий 1 так, что каждое стеклянное изделие производится в соответствии со способом производства, описанным выше.
Такое оборудование обеспечивает последовательное производства каждого из стеклянных изделий 1.
Более конкретно, оборудование, образующее производственную установку, включает вращающийся стол, на котором одна за другой размещены матрицы 4, при этом, вращающийся стол разделен на сегменты. Каждая матрица соответствует одному стеклянному изделию 1. Действительно, на каждой стадии матрица продвигается вперед и последовательно проходит все стадии с соответствующими остановками, например, перед размещением капли, то есть, по существу, на одной линии с распределительным каналом, затем на одной линии с пуансоном, затем у маркировочного инструмента 7 и, затем, у охлаждающего сопла и т.д.
Следует отметить, что в случае описанных вариантов осуществления изобретения инструмент 10 для извлечения из матрицы соединен с матрицей 4 так, что он сопровождает соответствующее стеклянное изделие 1 в процессе производства.
В данном случае, самая длительная стадия, требующая наиболее значительного времени остановки, это стадия прессования. Следовательно, маловероятно, что стадия маркировки, осуществляемая во время задержки, уменьшит скорость производства. Благодаря этому, в частности, уменьшается стоимость единицы продукции - стеклянного изделия.
Выше изобретение описано на примерах. Понятно, что специалисты в данной области могут вносить в изобретение различные изменения, не выходящие за рамки объема изобретения.
Реферат
Изобретение относится к области способов производства полого стеклянного изделия. Способ производства изделия (1) из прессованного полого стекла (2) включает следующие стадии, на которых: по меньшей мере одну каплю (3) расплавленного стекла помещают в матрицу (4), предназначенную для создания заданной наружной формы подлежащего производству стеклянного изделия (1). Осуществляют прессование расплавленного стекла (2) в матрице (4) при помощи пуансона (5) с целью формирования полого стеклянного изделия (1) путем создания внутреннего полого объема (6). Проводят маркировку стеклянного изделия (1) маркировочным инструментом (7), независимым от пуансона (5), с целью воспроизведения по меньшей мере одного выпуклого и/или вдавленного рисунка (8) во внутреннем объеме стеклянного изделия. Охлаждают маркированное и прессованное стеклянное изделие (1). Извлекают стеклянное изделие (1) из матрицы. Технический результат - упрощение индивидуализации стеклянного изделия на стадии маркировки. 2 н. и 6 з.п. ф-лы, 15 ил.
Комментарии