Способ изготовления последовательных сферических стеклянных изделий с фигурками внутри и изделия, полученные этим способом - RU2243172C2
Код документа: RU2243172C2
Чертежи












Описание
Изобретение относится к изготовлению сферических стеклянных объектов, внутри каждого из которых находится трехмерный объект. Способ такого типа известен в широком ряде вариантов.
Задачей изобретения является создание способа, который может быть реализован с очень высокой производительностью в промышленном масштабе, и при этом получаемые сферические стеклянные изделия тем не менее соответствуют очень высоким техническим стандартам.
Еще одной задачей изобретения является создание способа, благодаря которому массовое производство может иметь место при очень низкой стоимости.
Изобретением, в общем, создан способ изготовления сферических стеклянных объектов, внутри каждого из которых находится трехмерный объект или фигурка, причем этот способ содержит следующие этапы, которые должны быть выполнены в соответствующей последовательности:
(а) обеспечение контейнера с массой расплавленного стекла, причем контейнер содержит выпускное отверстие, через которое можно подавать жидкое стекло;
(b) обеспечение термостойких фигурок;
(с) полное заключение по меньшей мере одной фигурки в расплавленное стекло путем подачи расплавленного стекла к фигурке по меньшей мере с двух сторон;
(d) дозирование расплавленного стекла до или после этапа (с) таким образом, чтобы были сформированы массы расплавленного стекла, в каждой из которых была бы заключена фигурка; и
(e) придание этим массам сферической формы путем выполнения по существу всестороннего обкатывания с одновременным охлаждением до затвердевания стекла.
При таком способе может возникнуть проблема, заключающаяся в том, что происходит захват воздуха в зоне, в которой подаваемые, по меньшей мере, с двух сторон стеклянные массы, вводят во взаимный контакт. Из-за большой вязкости стекла включения воздуха или другого газа не могут вырваться наружу. Воздушные пузырьки или включения другого газа в существенной степени снижают эстетическое качество продукции. Поэтому желательно выполнять способ в соответствии с изобретением так, чтобы не было совсем или была пренебрежительно малая опасность образования воздушных включений. С этой точки зрения способ согласно изобретению может предпочтительно содержать этап:
(f) выполнение этапа (с) по существу в отсутствие газа, который не может растворяться в расплавленном стекле так, чтобы предотвратить возможность образования включений, например воздушных пузырьков. Специальный вариант исполнения содержит этап:
(g) выполнение этапа (f) в газовой атмосфере при существенном разрежении.
В альтернативном варианте исполнения способа он содержит этап:
(h) выполнение этапа (f) в присутствии газа, который может растворяться в расплавленном стекле, например водорода, гелия, неона, аргона.
Для того чтобы предупредить появление термонапряжений, рекомендован вариант исполнения способа, содержащий этап:
(i) выполнение этапа (с) после предварительного нагревания последовательных фигурок, например, до температуры порядка 850°С.
Специальный вариант исполнения содержит специальную особенность, заключающуюся в том, что этап (е) выполняют с помощью первого вала, в котором выполнена винтовая канавка гладкой скругленной формы, причем этот вал приводят во вращение с первой окружной скоростью, и он взаимодействует со вторым валом, который приводят во вращение со второй окружной скоростью, отличной от первой окружной скорости, причем второй вал гладкий или также снабжен винтовой канавкой.
Специальный вариант исполнения отличается особенностью, заключающейся в том, что стекло в существенной степени содержит следующие составляющие:
с. 76% SiO2
с. 16% Na2O
с. 6% CaO
c. 2% K2O
Предпочтительный вариант исполнения отличается особенностью, заключающейся в том, что каждую фигурку прежде всего покрывают глазурью, содержащей по крайней мере одну окись из группы, часть из которой составляют Si, Al, Na, Мg, Zr, с окрашивающими пигментами на базе элементов из группы, часть из которой составляют Fe, Pb, Сr.
Специальный вариант исполнения отличается особенностью, заключающейся в том, что глазурь на фигурке состоит в существенной степени из следующих составляющих:
61,5% SiO2
14,7% Аl2O3
4,7% Na2O
6,6% K2O
11,2% CaO
1,3% Остальное
Специальный вариант исполнения способа согласно изобретению здесь отличается тем, что материал фигурок содержит следующие составляющие:
с. 65% SiO2
c. 19% Аl2O3
с. 1,9% Na2O
с. 4,2% МgО
с. 6,4% СаО
Специальный вариант исполнения отличается особенностью, заключающейся в том, что материал фигурок состоит по существу из керамической массы, например из каолина (фарфоровой глины), трубочной глины или подобного материала.
Следует иметь в виду, что материал заранее должен быть модифицирован прежде всего до того, как ему будет придана желаемая трехмерная форма. Материал может быть, например, смочен в порошкообразной форме, в результате чего он приобретает определенную когезию. Первую когезию он затем приобретает благодаря предварительному нагреванию, которое может иметь место при способе, который описан ниже. Только после заключения в находящуюся еще в пластическом состоянии нагретую до красного цвета стеклянную массу происходит окончательное затвердевание фигурок.
Специальный вариант исполнения отличается особенностью, заключающейся в том, что материал фигурок содержит, по меньшей мере, приблизительно следующие оставляющие:
61,0% SiO2
21, 0% Аl2O3
1,0% Fе2О3
1,2% CaO
0,5% МgО
0,2% Na2O
2,0% К2O
Вариант отличается специальной особенностью, заключающейся в том, что материал фигурок содержит, по меньшей мере, приблизительно следующие составляющие:
62,0% SiO2
2,0% Аl2O3
1,1% Fе2О3
0,5% CaO
32,0% МgО
0,7% Na2 O
1,0% K2O
Для того чтобы исключить тепловые напряжения, способ согласно изобретению предпочтительно выполняют так, чтобы охлаждение сферических изделий происходило путем продвижения в температурном диапазоне от температуры обжига до температуры деформации с выбранной скоростью так, чтобы охлаждение происходило по существу без возникновения напряжений.
Изобретение далее относится к способу, содержащему следующие этапы:
(j) обжиг после этапа (е) путем повторного полного нагрева сферических стеклянных изделий для удаления внутренних напряжений и последующего медленного охлаждения до, например, около 50°С.
Еще один вариант способа согласно изобретению содержит следующие этапы:
(k) деление расплавленной стеклянной массы, подаваемой через разгрузочное отверстие, на последовательные порции;
(l) обеспечение формы, состоящей, по крайней мере, из приближенно полусферической нижней полуформы и, по крайней мере, приближенно полусферической верхней полуформы для установки ее поверх нижней полуформы и съема ее;
(m) заливка первой части стеклянной массы в нижнюю полуформу;
(n) помещение, по меньшей мере, одной фигурки на (и в произвольном варианте частично в) эту первую часть массы стекла;
(о) заливка второй части стеклянной массы поверх первой части стеклянной массы и фигурки;
(р) помещение верхней полуформы с прессованием таким образом заключенной массы;
(q) съем верхней полуформы;
(r) выемка сформированной, по крайней мере, более или менее сферической стеклянной массы с включенной в нее фигуркой;
(s) выполнение этапа (е).
В еще одном варианте исполнения изобретения предложен способ изготовления последовательных сферических стеклянных изделий, в каждом из которых содержится фигурка, причем способ содержит следующие этапы:
(t) обеспечение контейнера с массой расплавленного стекла, причем контейнер содержит разгрузочное отверстие, которое может быть закрыто клапаном и в котором имеется вертикальная трубчатая центральная оправка, расположенная так, что трубчатый поток жидкого стекла может быть подан через разгрузочное отверстие;
(u) открывание клапана для подачи упомянутого потока жидкого стекла при одновременной подаче последовательных фигурок периодически через оправку таким образом, чтобы эти объекты попадали в полое пространство потока стекла;
(v) осуществление сужения и, таким образом, заключение последовательно подаваемых объектов в стеклянной массе;
(w) последовательное отделение нижней части стеклянного потока, в которой находится фигурка так, что получаются все еще расплавленные массы стекла, в каждой из которых заключена фигурка;
(е) придание этим массам сферической формы путем по существу всестороннего обкатывания при одновременном охлаждении таким образом, чтобы стекло затвердевало.
Предпочтительный вариант отличается особенностью, заключающейся в том, что оправка содержит расширенную нижнюю часть, которая может выполнять роль клапана, взаимодействующего с горловиной разгрузочного отверстия, служащего седлом клапана.
Еще один вариант исполнения отличается тем, что этап (с) выполняют, используя ряд вогнутых роликов, вместе образующих круглое проходное отверстие.
При некоторых условиях этот последний вариант исполнения может иметь преимущественную особенность, заключающуюся в том, что ролики приводят во вращение с повышенной окружной скоростью, усиливая сжатие стеклянного потока. Отмечено здесь, что ролики в этом случае выполняют "тянущую" функцию. При этом происходит эффективная вытяжка стеклянного потока. В случае, когда ролики приводят во вращение с относительно низкой скоростью или замедляют относительно подачи стеклянного потока, происходит определенное расширение выше по потоку относительно роликов, вслед за чем происходит сжатие благодаря относительно узкому проходному отверстию, определенному взаимодействующими роликами.
Специальный вариант отличается особенностью, заключающейся в том, что ролики содержат частично сферические углубления, взаимодействующие в совмещаемых положениях при вращении.
Практический вариант отличается особенностью, заключающейся в том, что этап (v) выполняют путем разрезания потока стекла между фигурками.
Этот последний вариант исполнения может быть с успехом выполнен так, чтобы использовать две плиты с взаимодействующими, в общем вогнутыми по существу V-образными режущими кромками.
Как было уже описано выше, фигурки предварительно нагревают перед их погружением. Описана также возможность использования оправки, проходящей через разгрузочное отверстие контейнера для стекла. В этом варианте исполнения фигурки могут быть предварительно нагреты просто путем использования выбранного времени пребывания каждой фигурки в трубчатой полости, определенной оправкой.
Упомянутые композиции стекла, фигурок и глазури имеют ряд преимуществ, особенно в комбинации друг с другом. Может быть, например, важным для фигурок и стекла обладание по существу одинаковым коэффициентом теплового расширения. Это реализуется с достаточной точностью при использовании описанных композиций так, что исключаются тепловые напряжения. Цветостойкость глазури должна также отвечать высоким стандартам. Эти требования также выполняются при использовании описанных композиций глазури.
Наконец, изобретение относится к сферическому стеклянному изделию, в котором заключен трехмерный объект, причем сферическое изделие с заключенным в нем трехмерным объектом изготовлено путем применения одного из описанных выше способов.
Следует иметь в виду, что более чем одна фигурка может быть заключена в стеклянную массу. Фигурка может быть термостойкой для того, чтобы форма и цвет полностью сохранились, несмотря на очень высокую температуру стекла. Керамические материалы, например, очень подходят для этого. Может быть также рассмотрен вариант, при котором стеклянная фигурка или комбинация из ряда стеклянных фигурок спаяны в большей или меньшей степени обволакивающим их стеклом, в которое они погружены. В этом варианте исполнения контуры фигурки (фигурок) в готовом изделии менее четкие, чем в первом описанном здесь варианте исполнения, например, при использовании керамической фигурки.
Изобретение далее будет описано со ссылками на чертежи, на которых изображено:
на Фиг.1 - очень схематично вид в перспективе с вырывами непрерывно работающей стеклоплавильной печи;
на Фиг.2 - схематическое поперечное сечение устройства для выпуска расплава стекла, в котором установлена центральная оправка;
на Фиг.3 - схематическое поперечное сечение альтернативного варианта исполнения устройства для выпуска расплава стекла, к которому добавлены нагревательные средства и обжимные ролики;
на Фиг.3а - схематическое поперечное сечение обжимных и формующих роликов;
на Фиг.3b - вид сверху альтернативных роликов, снабженных полусферическими углублениями;
на Фиг.4 - схематический вид сбоку выпускного устройства, соответствующего устройству на Фиг.3, с устройством, присоединенным к нему, предназначенным для обкатывания стеклянной массы в сферические изделия;
на Фиг.5 - вид в перспективе с частичными вырывами варианта устройства, соответствующего устройству на Фиг.4;
на Фиг.6 - схематический вид в перспективе с частичными вырывами всей установки, предназначенной для изготовления стеклянных шариков с фигуркой внутри;
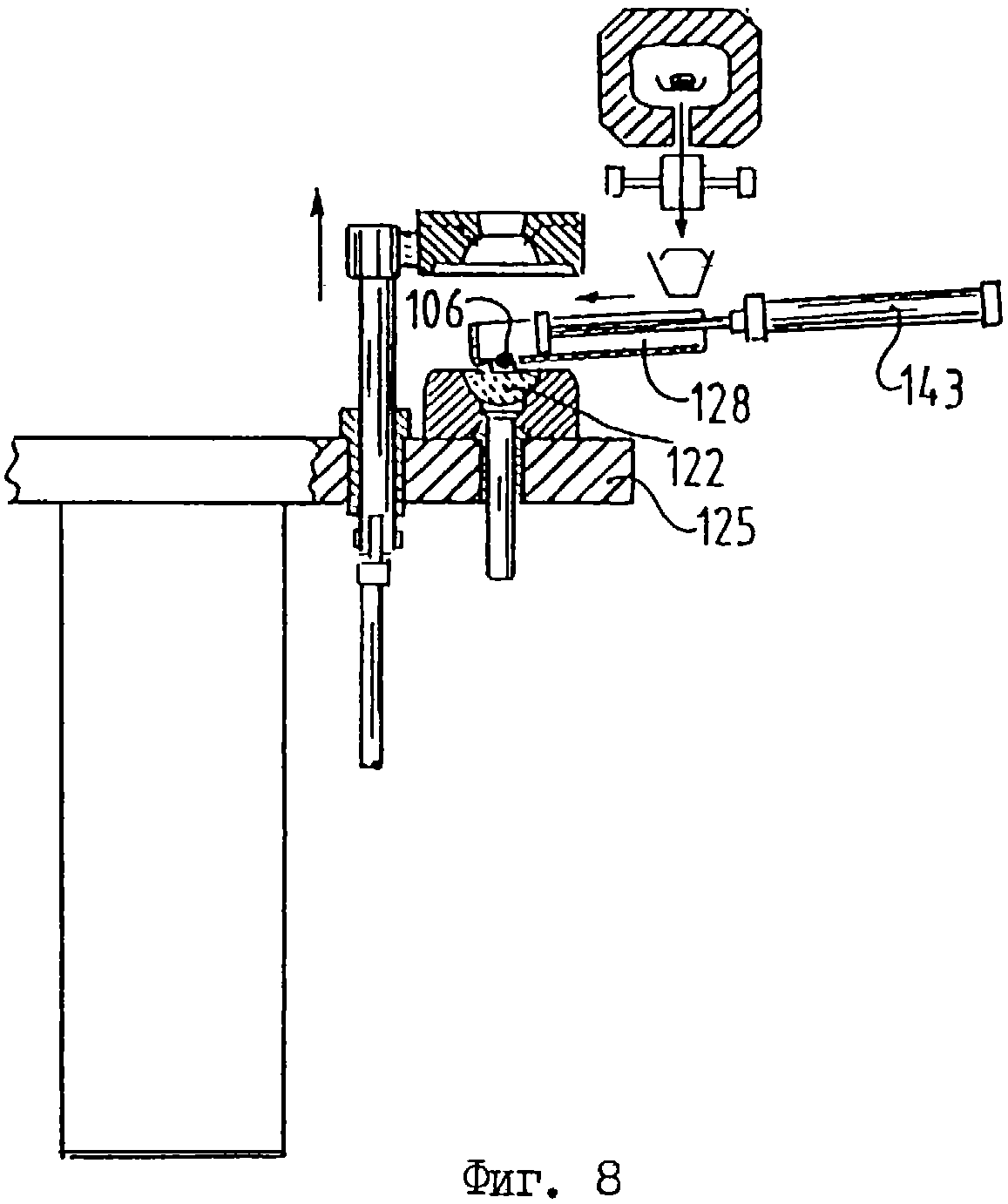
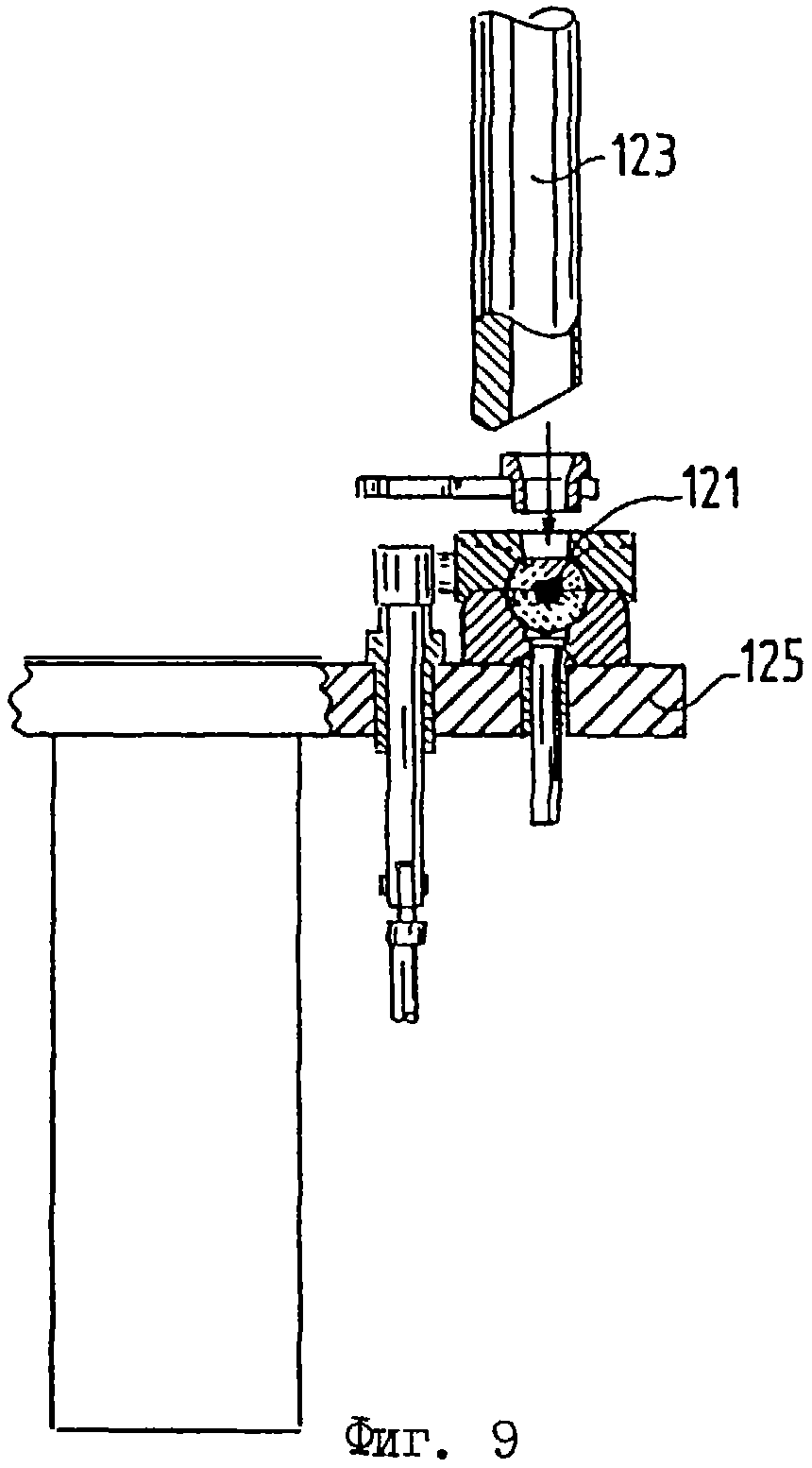
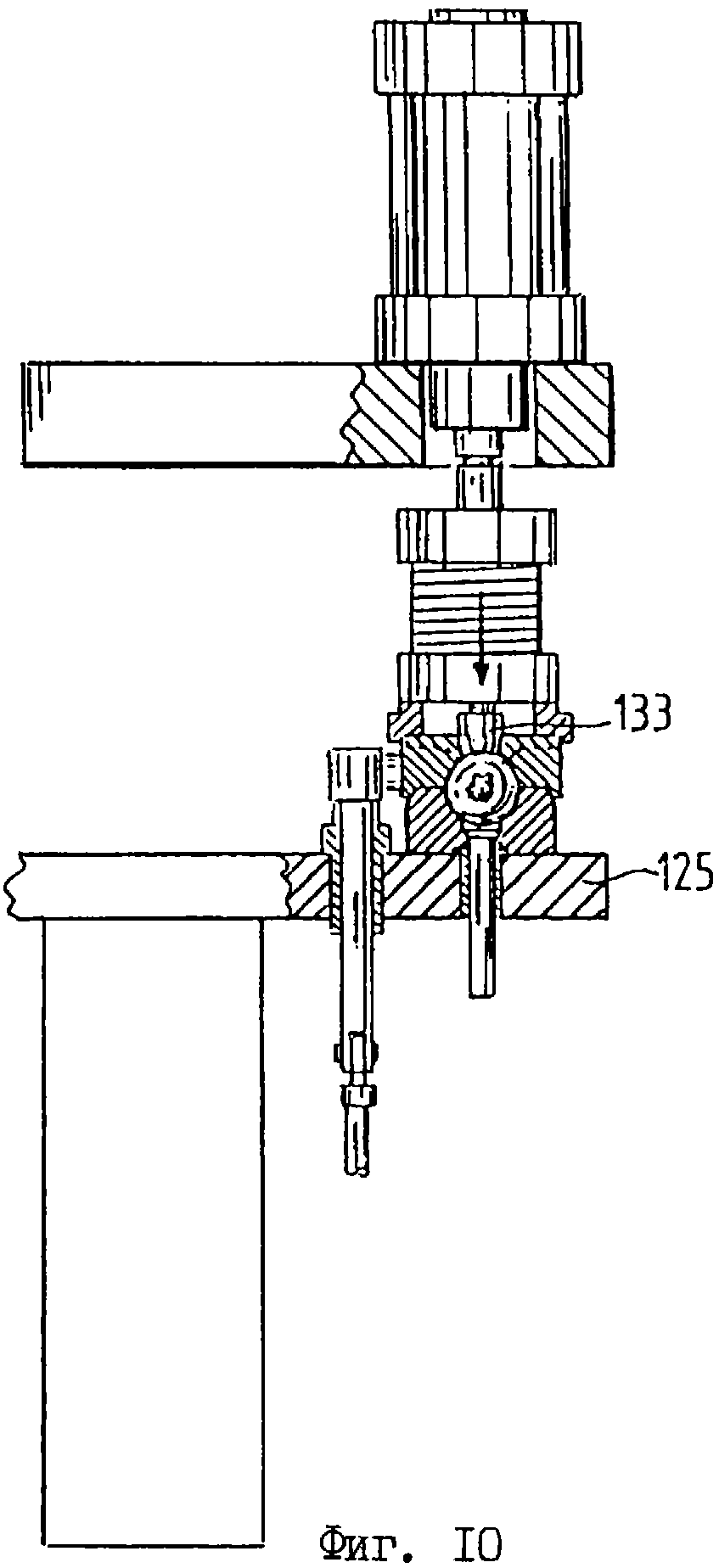
на Фиг.7, 8, 9, 10, 11, 12 - поперечные сечения рабочей станции устройства, выполненного в соответствии с Фиг.6, где последовательные фигурки погружают в стеклянную массу;
на Фиг.13 - поперечное сечение формы, предназначенной для выполнения процесса заключения, например, в среде гелия;
на Фиг.14 - схематический вид варианта исполнения, в котором транспортирование стеклянных изделий от станции заключения к формующим роликам не происходит путем эжекции, а просто путем использования силы тяжести.
На Фиг.1 показана непрерывно действующая стеклоплавильная печь 1. Ванна 2 содержит массу расплавленного стекла 3, которое подают таким способом, который будет описан здесь ниже, через так называемый питатель 4 к устройству 5 для выпуска расплавленного стекла, к которому добавлено резальное устройство 6 способом, который будет описан здесь ниже.
Сырье подают в бункер 7, соединенный с ванной 2. Нагревание производят посредством трубопровода 8, по которому подают топливо и с помощью которого нагревают стеклянную массу 4 сверху, как символически показано в виде языков пламени 9.
С ванной 3 соединены известным способом регенераторы 10, 11, в которых в последовательной очередности сохраняют тепло и из которых подают воздухом для поддержания горения 11 к грелкам 8. Благодаря чередованию направления потоков и чередованию направления пламени 9 соответственно в показанном направлении от регенератора 10 к регенератору 11 и от регенератора 11 к регенератору 12 обеспечивают эффективное сохранение тепла в приемном генераторе, причем сохраненное тепло может быть использовано для предварительного нагрева воздуха для поддержания горения для горелок. Здесь достигают очень высокой эффективности. Труба 13 служит для выброса газообразных продуктов сгорания.
Изобретение относится, в частности, к конструкции установки в области устройства 5 для выпуска расплавленного стекла.
На Фиг.2 показано, как стеклянная масса 3 может быть подана через выпускной канал 14. Благодаря наличию центральной трубчатой оправки 15 стекло подают в виде трубчатого потока 16, который подвергают естественному определенному сужению, происходящему под действием силы тяжести. Следует иметь в виду, что в момент, когда стекло выходит из выпускного канала 14, оно имеет температуру порядка 1100°С и, следовательно, нагрето от красного до оранжевого цвета и совершенно пластично.
Центральная оправка 15 имеет расширенную нижнюю часть 17. Оправку 15 можно также приводить во вращение известным способом, что символически обозначено стрелкой 18. Так как выпускной канал снабжен в нижней части внутренним фланцем 19, форма которого приспособлена к форме расширенной части 17 оправки 15, расширенная часть 17 оправки 15 может (путем перемещения оправки вверх и вниз по стрелке 20) взаимодействовать как клапан с фланцевой частью 19, выполняющей роль седла клапана. Поток стекла 16 здесь можно контролировать по желанию.
На Фиг.3 показан вариант исполнения, в котором использована относительно широкая оправка 21. В эту полую оправку можно опускать сверху трехмерные объекты или фигурки для заключения, предпочтительно выполненные из керамического материала таким образом, чтобы они попадали в место схождения 23 трубчатого стеклянного потока 16. При соответствующем согласовании по времени в сочетании с процессом сужения, который будет описан здесь ниже, фигурки 22 будут располагаться с определенным регулярным шагом между ними. Замечено, что в общем еще необработанные фигурки 22 могут быть предварительно нагреты во время нахождения в полости 24 внутри оправки 21 так, чтобы они стали предварительно высушенными и приобрели определенную когезию. Благодаря этому нагреву разница температур между объектами 22 и потоком стекла 16 ограничивает в момент контакта, посредством чего тепловые напряжения остаются в определенных пределах.
Вниз по потоку от места схождения 23 дополнительное силовое сжатие стеклянного потока происходит благодаря использованию, например, трех формующих роликов 25, которые имеют в поперечном сечении, например, форму, показанную на Фиг.3а.
Перемещением структуры, показанной на Фиг.3а, к центру получают ограниченный, полностью круглый проход, который ограничен приводимыми во вращение роликами. В альтернативном варианте ролики могут быть также снабжены, как показано на Фиг.3b, мелкими полукруглыми углублениями 26.
Ниже по потоку за роликами 25 стеклянный поток 29 разрезают между заключенными объектами 22 с помощью двух ножей 27, 28, расположенных с возможностью перемещения навстречу друг другу.
В зависимости от скорости, с которой вращают ролики 25, может происходить эффективное сужение стеклянного потока 16 или сначала может происходить определенное расширение, как показано поз. 16’.
Нагревательный элемент 29 расположен в зоне отверстия выпускного канала 14.
На Фиг.4 показано, что после резального устройства 6, состоящего из ножей 27, 28, все еще пластичную массу 30 подают на вал 31, который приводят во вращение средствами, не изображенными на чертеже, и который снабжен полукруглой винтовой канавкой 32. В результате вращательного движения вала 31 изделия 30 скатываются вниз, как показано стрелкой 33, в то время как их направляют направляющими средствами (не показаны), и они сходят с вала 31, будучи еще горячими, но, по меньшей мере, в затвердевшем состоянии.
Три параметра важны для охлаждения без возникновения напряжений или для "обжига" стекла.
- Та - температура обжига; ниже этой температуры тепловые напряжения присутствуют равномерно в пределах приблизительно 15 минут при прохождении через стадию вязкой релаксации. Чтобы сделать стекло свободным от напряжений, продукт должен быть, следовательно, нагрет чуть выше Та и затем медленно охлажден.
- Ts - температура деформации; ниже этой температуры внутренние напряжения фактически больше не уравниваются (при Ts период уравнивания составляет около 15 часов).
- (v) - скорость охлаждения; во время охлаждения изделий необходимо пройти участок между Та и Ts медленно, чтобы избежать возникновения напряжений из-за температурных градиентов.
Обе упомянутые температуры зависят от композиции стекла, в то время как (v) зависит от формы и геометрии изделия. Для композиции стекла, изготовленного в соответствии с п.10 формулы изобретения, в которой доли составляющих компонентов представлены в массовых процентах, могут быть вычислены следующие уровни температур:
Та= 505°С
Ts= 187°С
Для этого типа стекла продвижение при обжиге выполняли в пределах 40°С, т.е. 520-480°С.
Скорости охлаждения для стеклянных изделий, которые предложено изготавливать согласно изобретению, зависят от диаметров:
при диаметре 22 мм v = 6°С/мин
при диаметре 35 мм v = 2,4°С/мин
Постоянных напряжений в стекле можно избежать путем охлаждения при этих соответствующих скоростях в диапазоне температур 520-480°С.
Здесь следует принять в расчет то, что при температуре ниже Ts все еще могут возникать временные напряжения в стекле из-за быстрого охлаждения. Возникновения этих напряжений можно избежать опять-таки в зависимости от диаметра сферического изделия путем контролируемого охлаждения до комнатной температуры. Показательными скоростями охлаждения для этих целей являются:
при диаметре 22 мм v = 10°С/мин
при диаметре 35 мм v = 5°С/мин
Таким образом, следует учесть, что нагревание должно быть сначала проведено, если это необходимо, до температуры Та, после чего период длительностью в 15 мин должен быть зарезервирован для того, чтобы достигнуть состояния, свободного от напряжений. Затем производят обжиг в соответствии с техническими условиями, приведенными выше, после чего окончательно производят контролируемое охлаждение до комнатной температуры в соответствии со скоростью охлаждения, приведенной выше.
Продвижение охлаждения непосредственно после формирования стекла при температурах выше 1000°С до упомянутой температуры порядка 520°С не имеет большого значения с точки зрения появления напряжений в конечных изделиях. Именно заключительный этап продвижения охлаждения ниже 520°С представляет основной интерес на практике, когда отдельный процесс тепловой обработки, обжиг в диапазоне 520-480°С также необходим.
Влияние введенной фигурки, обычно состоящей из керамического материала, не в полной мере предсказуемо. Можно однако сказать, что особенно когда имеет место существенное предварительное нагревание, никаких проблем не возникает, предполагая, что рассматриваются упомянутые скорости охлаждения.
Следует обратить внимание на то, что, с целью большей ясности, на чертеже второй вал, который взаимодействует с валом 31, не изображен на Фиг.4. Ссылка сделана в этом отношении на Фиг.5 и 6, на которых две различные возможности показаны более подробно.
На Фиг.5 показан контейнер 101 для жидкого стекла, к которому присоединено выпускное устройство 102. Поток стекла 103 направляют вниз через выпускное устройство. Поток стекла 103 направляют по периферии полой оправки 104, к которой присоединен питатель 105 для фигурок 106. Фигурки погружают в место схождения роликов 107, 108 так, что фигурки 106 полностью обволакиваются жидким стеклом. Как показано, ролики 107, 108 снабжены по существу полусферическими углублениями 109, 110 соответственно, причем ролики 107, 108 приводят в движение так, что соответствующие углубления, расположенные в согласованном порядке в каждом случае, вместе образуют сферу. Подачу фигурок 106 далее синхронизируют с последовательным формированием в каждом случае упомянутой сферической формы углублениями 109, 110. Таким образом обеспечивают, чтобы фигурка 106 всегда располагалась в центре стеклянной сферы 111. После удаления от места схождения роликов 107, 108, изделия 111 из стекла, все еще находящегося в пластическом состоянии, каждое из которых содержит фигурку 106, падают на два профильных вала 112, 113, каждый из которых снабжен более или менее полуцилиндрическими винтовыми углублениями. В этом варианте исполнения валы 112, 113 вращают в противоположных направлениях друг относительно друга и изделия 111 транспортируют в направлении, указанном стрелкой 114, где их подвергают далее финальной обработке, как будет показано здесь ниже со ссылкой на Фиг.6. Валы можно также приводить во вращение в одном направлении. Наклон канавки в этом случае должен быть в противоположном направлении.
На Фиг.6 показан контейнер 115 с жидким стеклом 116. Контейнер снабжен двумя выпускными устройствами 117, 118 и двумя плунжерами 119, 120, которые размещены с возможностью перемещения вверх и вниз под контролем центральной станции управления и которые могут подавать в пульсирующем режиме по одной дозе стекла соответственно 121, 122 одновременно через выпускные устройства 117, 118. С целью обеспечения большей четкости на Фиг.6 также показано, в качестве альтернативы, что поток стекла можно дозировать, используя режущие ножи 27, 28 (сравните с Фиг.3). Дозы или порции стекла 121, 122 доводят до точек, одновременно которые будут описаны здесь ниже, к поворотному столу, или карусели 125 по трубам 123, 124. Карусель поворачивают циклически на углы в 60°. Шесть нижних полуформ расположено равномерно на карусели, Соответствующие нижние полуформы обозначены поз. 126 на Фиг.7, 8, 9, 10, 11, 12. Карусель 125 установлена с возможностью привода в режиме циклического поворота в направлении, показанном стрелкой 127. В показанном на чертеже положении нижнюю полу форму 126 заполняют из трубы 124 дозой пластического стекла 122. Затем производят поворот на шаг в 60° и при этом достигают позиции, в которой подают фигурку на и частично в пластичную стеклянную массу по желобу 128. Фигурку поставляют нагревательным устройством 129, где производят ее нагрев, например, до 850°С. Питающая труба 130 нагревательного устройства соединена с разгрузочным устройством 131 со спиральным виброжелобом 132.
Затем производят следующий поворот на 60° в следующую позицию. В этой позиции порцию 121 заливают по трубе 123 на фигурку и на уже имеющуюся стеклянную массу в нижней полуформе.
Карусель 125 затем снова поворачивают на 60° в позицию, где верхней полуформой, или штампом 133 накрывают нижнюю полуформу, образуя форму, и стеклянное изделие приобретает общую сферическую форму. Штамп снова поднимают и карусель 125 далее поворачивают на 60° в позицию, где расположен эжектирующий механизм 134, посредством которого переносят сформированное в общем сферическое изделие к разгрузочной трубе 135 путем эжекции снизу. Это дополнительное направляющее приспособление (не показано) может быть, например, применено для этой цели, например, в виде воздушного потока, толкателя или подобного средства (см. Фиг.11 и 12).
У конца разгрузочной трубы 135 расположены вал 31 и не профилированный, в общем цилиндрический вал 136, который взаимодействует с валом 31 и который приводят с другой скоростью.
Над валом 31 расположена горелка 137, которая служит для так называемого "полирования пламенем" сформированных стеклянных изделий. Здесь производят временное нагревание, которое способствует приданию точной формы сферическим стеклянным изделиям. Ниже по потоку от горелки 137 производят охлаждение так, чтобы стеклянные изделия с заключенными в них фигурками полностью затвердели и могли быть сброшены в конце на бесконечную ленту транспортера 138 для транспортировки через устройство 139 для термической обработки. Здесь производят сначала повторное нагревание до сердцевины, после чего выполняют очень постепенное охлаждение. Этим обеспечивают достижение полного исключения тепловых напряжений.
На Фиг.7-12 показана более подробно структура агрегата в зоне карусели 125.
На фигурах показаны станции, соответствующие описанным шести позициям.
На Фиг.7 показано положение, в котором порцию стекла 122 заливают из трубы 124 в нижнюю полуформу 126. Нижняя полуформа состоит из двух частей, т.е. полусферической нижней части 140 и верхней соответствующим образом сформированной части 141 с отверстием 142. На Фиг.8 показано положение, в котором фигурку 106 помещают с помощью прокидывающего и укладывающего устройства 143.
На Фиг.9 показано положение, в котором стеклянную массу 121 заливают на фигурку по трубе 123.
На Фиг.10 показано положение, в котором прессом 133 завершают формирование сферической формы под давлением для образования сферической пластичной стеклянной массы с заключенной в ней фигуркой.
На Фиг.11 показан способ, посредством которого сформированные круглые изделия 111 могут быть поданы по трубе 135 к валам 31,136.
На Фиг.12 показано, что находящиеся все еще в пластичном состоянии стеклянные изделия 111 могут также быть помещены на поверхности валов 31, 136 без использования промежуточной трубы 135, но с применением желоба 144. Следует обратить внимание на наличие эжектора 161 в варианте исполнения, представленном на Фиг.11 и 12.
Он служит для удаления сформированного изделия 111 из эжектора 134 и для подталкивания его в желоб 144.
На Фиг.13 показана форма 150, состоящая из нижней полуформы 151, цилиндрической части 152 и штампа 133, который вместе с нижней полуформой 151 может ограничивать сферическую полость 153. Важным в этом варианте исполнения является возможность удаления воздуха из полости 153 через отверстие 154 для прохода газа, цилиндрическую полость 155 в форме оболочки и отверстия 156, 157 для создания разрежения или для приема газа, растворенного в стекле, например водорода, гелия, неона, аргона и т.п. Важно то, что это приспособление может быть задействовано до заливания следующей порции 121 на первую порцию 122. Таким образом предупреждают образование воздушных пузырьков.
На Фиг.14 показана альтернативная конструкция карусели 125. Здесь использован бесконечный транспортер 161, который несет нижние полуформы 126. Стадии обработки, которые обозначены соответственно буквами а, b, с, d и e, совпадают со стадиями изготовления на карусели 125 согласно Фиг.6 и 7-12.
Очевидно, что на этапе (е) сформированное изделие 111 передают на вал 31, используя силу тяжести, без введения эжектора.
Реферат
Изобретение относится к способу изготовления последовательных сферических стеклянных изделий, внутри каждого из которых находится трехмерный объект в виде фигурки. Способ содержит следующие этапы: (а) обеспечение контейнера с массой расплавленного стекла, причем контейнер содержит отверстие для выгрузки, через которое можно подавать жидкое стекло; (b) обеспечение термостойких фигурок; (с) полное заключение по меньшей мере одной фигурки в расплавленное стекло путем подачи расплавленного стекла к фигурке по меньшей мере с двух сторон; (d) дозирование расплавленного стекла до или после этапа (с) таким образом, чтобы были сформированы массы расплавленного стекла, в каждой из которых была бы заключена фигурка; (е) формирование этих масс в виде сфер путем выполнения по существу всестороннего обкатывания с одновременным охлаждением до затвердевания стекла. Фигурки могут быть выполнены из керамической массы. Технический результат изобретения – повышение производительности способа с сохранением высокого качества и снижение себестоимости. 3 н. и 21 з.п. ф-лы, 16 ил.

Комментарии