Устройство для формования изделий из стекла - RU2087430C1
Код документа: RU2087430C1
Чертежи
Описание
Изобретение относится к стекольной промышленности, а более конкретно к устройству для формования изделий из стекла.
В настоящее время в мировой стекольной промышленности большую долю по ассортименту и количеству выпускаемой продукции составляют изделия из стекла, полученные такими методами формования как прессование, прессвыдувание, центробежное формование, моллирование, выдувание. При этом во всех перечисленных методах используют порознь или в сочетании следующие формующие элементы: матрица, пуансон, формовое кольцо, вакуумная головка. Термомеханические условия работы указанного оборудования, в основном, определяют качество получаемой продукции. Можно выделить несколько видов дефектов, характерных для того или иного из данных методов формования. Одним из самых распространенных видов дефектов, присущих в основном для прессования, является кованость (волнистость) поверхности получаемых изделий. Условиями, определяющими появление волнистости, является низкий уровень температур на формообразующих поверхностях элементов формующего оборудования и высокая разница температур по их высоте. Этими же условиями определяются большая толщина стенок стеклоизделий, а также такие дефекты, как локальные напряжения в изделии, способствующие возникновению микротрещин; неоднородность окрашивания в изделиях из цветного стекла; разнотолщинность стенок в прессвыдуваемых изделиях; неодинаковая степень кристаллизации в стеклокристаллических изделиях; оптические искажения и другие.
Из приведенного перечня дефектов и причин их порождающих,
можно сделать
вывод, что особо
актуальными проблемами, определяющими качество изделий, являются следующие:
создание изотермических условий на формообразующих поверхностях элементов
формующего оборудования
в процессе
пластической деформации порции формуемого стекла;
повышение температурного уровня формования (повышение температур на формообразующих поверхностях).
Решение этих проблем лежит в создании эффективной системы регулирования теплообмена как между элементами формующего оборудования и порцией формуемого стекла, так и непосредственно в самом формующем элементе. Такая система должна обеспечивать регулируемое интенсивное перераспределение тепла в формующем оборудовании, а именно интенсивный отвод тепла из областей с высокой температурой в области с низкой температурой, а также регулируемый отвод тепла за пределы оборудования. Это позволило бы решить вопросы не только качества продукции, но и повысить темпы ее производства (производительность), увеличить ресурс формующего оборудования за счет исключения локальных перегревов, расширить ассортимент выпускаемых изделий.
Известно устройство для формования изделий из стекла [1] содержащее формующее оборудование, включающее формующие элементы, такие как формовое кольцо и полый пуансон. Устройство имеет систему регулирования теплообмена как между наружной поверхностью пуансона и порцией формуемого стекла: так и внутри полости пуансона. Эта система регулирования теплообмена включает герметичную камеру, образованную в полости пуансона и частично заполненную сплавом ртути, температура кипения которого соответствует температуре формования, а также приспособление для терморегуляции сплава ртути в интервале температур формования, содержащее трубчатый изогнутый конденсатор с жидкостным охлаждением, имеющий входной и выходной каналы для хладагента и расположенный в герметичной камере над сплавом ртути.
Указанное устройство позволяет регулировать температуру формующих поверхностей пуансона в процессе формования. Однако система регулирования теплообмена данного устройства весьма инерционна, так как полость пуансона в момент его нахождения в положении формования заполнена ртутью до верхней кромки формуемого изделия. При этом пуансон представляет собой двухслойную цельнометаллическую конструкцию (металлические стенки пуансона ртуть), теплоотвод от формующих поверхностей которой определяется теплопроводностью материала пуансона и ртути. Известно, что скорость распространения тепла в металлах за счет теплопроводности недостаточно высока, следовательно, данная система терморегуляции не позволит быстро реагировать на резкие изменения температуры формующих поверхностей пуансона, что имеет место при формовании стеклоизделий.
Кроме того, выполнение конденсатора в виде изогнутой трубки является малоэффективным и ненадежным, так как площадь контакта трубки конденсатора с внутренней стенкой пуансона недостаточна для быстрого отвода больших тепловых потоков от паров ртути и охлаждения этих паров до уровня изменения их агрегатного состояния (превращения в жидкость). При этом в результате высокой агрессивности ртути значительно снижается надежность и долговечность конденсатора.
Кроме того, использование ртути, являющейся высокотоксичным материалом, с экологической точки зрения является нецелесообразным.
Известно устройство для формования изделий из стекла [2] содержащее формующее оборудование, включающее по меньшей мере один формующий элемент с герметичной полостью, в которой размещен натрий, то есть материал, способный к интенсивному парообразованию при температуре формования (теплоноситель) в количестве на 3-7% превышающем необходимое для заполнения полости формующего элемента насыщенными парами этого материала и пропитывания им слоя коррозионно-жаростойкого пористого материала (сетка из нержавеющей стали), который размещен на внутренней поверхности полого формующего элемента и выполняет роль "фитиля", по которому циркулирует жидкометаллический натрий. При этом устройство имеет приспособление для терморегуляции натрия в интервале температур формования, сообщенное с источником хладагента, и приспособление для вакуумирования полости формующего элемента. Приспособление для терморегуляции натрия представляет собой трубчатый конденсатор (холодильник), выполненный в виде змеевика, расположенного в полости формующего элемента и занимающего большую ее часть (зона конденсации).
Приспособление для терморегуляции, жидкометаллический натрий (теплоноситель) и сетка из нержавеющей стали (капиллярно-пористая структура) образуют систему регулирования теплообмена как между наружной поверхностью формующего элемента и порцией формуемого стекла, так и внутри полости формующего элемента путем транспортировки теплоносителя по капиллярно-пористой структуре из зоны конденсации в зону испарения, то есть в зону, непосредственно контактирующую с расплавом стекла.
Данное устройство позволяет создать высокотемпературные изотермические условия формования изделий из стекла и тем самым повысить их качество.
Однако при формовании крупногабаритных изделий из стекла, а также в случае использования формующего оборудования с узким сечением для прохода паров теплоносителя указанная система регулирования теплообмена недостаточно эффективна. В процессе формования изделий из стекла каждый элемент формующего оборудования (особенно пуансон) находится в экстремальных термонапряженных условиях, то есть к их рабочей поверхности в короткие промежутки времени подводится большое количество тепла от стекломассы, исчисляемое иногда сотнями Вт/см2. Определяющая роль в известной конструкции в отводе и перераспределении тепла принадлежит коррозионно-жаростойкому пористому материалу, так называемому "фитилю", по которому конденсат натрия под действием капиллярного напора поступает из зоны конденсации в зону испарения. При этом известно, что количество жидкости, переносимое капиллярно-пористой структурой в единицу времени, пропорционально величине поперечного сечения этой структуры. А так как при формовании крупногабаритных изделий из стекла зона испарения весьма велика, указанное размещение капиллярно-пористой структуры не обеспечит притока в зону испарения достаточного количества жидкого натрия для эффективного отвода и перераспределения тепла. В результате происходит кризис теплообмена, то есть такое состояние, когда "фитиль", прилегающий к тепловоспринимающей поверхности, высыхает, температура этой поверхности возрастает, в результате чего происходит прилипание стекломассы к рабочей поверхности формующего оборудования, При этом выполнение приспособления для терморегуляции теплоносителя в виде изогнутой трубки также способствует высыханию "фитиля", так как в процессе испарения теплоноситель попадает между спиралями конденсатора, конденсируется на его поверхности и в виде пленки, зависает между витками конденсатора, что уменьшает количество натрия, попадающее в зону испарения. Кроме того, при указанном конструктивном выполнении приспособления для терморегуляции теплоносителя в процессе его изготовления необходимо под малым радиусом изгибать тонкостенные трубки. При этом не исключена возможность появления микротрещин в стенках трубки, которые в процессе эксплуатации могут привести к нарушению ее целостности и попаданию хладагента в полость формующего элемента, что, в свою очередь, вызовет аварийную остановку формующего оборудования.
В результате вышеизложенного можно сделать вывод, что возможности указанной системы регулирования теплообмена являются весьма ограниченными. Она не позволяет осуществлять эффективный теплоотвод от рабочих поверхностей формующего оборудования вне зависимости от размеров изделий и темпа работы оборудования и может быть использована лишь для узкого ассортимента изделий.
В основу настоящего изобретения поставлена задача создать устройство для формования изделий из стекла с такой системой регулирования теплообмена как между каждым формующим элементом и порцией формуемого стекла, так и в самом формующем элементе, которая позволила бы значительно повысить эффективность отвода тепла от формообразующих поверхностей формующих элементов вне зависимости от геометрических размеров и формы формуемого изделия, что позволило бы увеличить скорость формования и улучшить качество готового изделия.
Эта задача решена созданием устройства для формования изделий из стекла, содержащего формующее оборудование, включающее, по меньшей мере, один формующий элемент с герметичной полостью, на внутренней поверхности которого размещен слой коррозионно-жаростойкого пористого материала, а в полости размещен материал, способный к интенсивному парообразованию при температуре формования, в количестве, несколько превышающим необходимое для заполнения полости насыщенными парами этого материала и пропитывания им слоя коррозионно-жаростойкого пористого материала, при этом имеется приспособление для вакуумирования полости формующего элемента и приспособление для терморегуляции материала, размещенного в этой полости, сообщенное с источником хладагента, при этом, согласно изобретению, герметичная полость формующего элемента разделена на секции посредством, по меньшей мере, одной вертикальной перегородки, жестко закрепленной в полости формующего элемента, выполненной из, по меньшей мере, одного слоя коррозионно-жаростойкого пористого материала и имеющей сквозные отверстия, сообщающие эти секции, причем приспособление для терморегуляции материала, способного к интенсивному парообразованию при температуре формования, представляет собой камеру, образованную в верхней части формующего элемента.
Работа предлагаемого устройства основана на принципе испарительно-конденсационных систем, заключающемся в переносе тепла от более теплонапряженных участков к менее теплонапряженным участкам за счет испарения теплоносителя на первом участке, конденсации его паров на втором и возврате теплоносителя в жидком состоянии на первый участок. При этом определяющая роль в эффективной работе устройства принадлежит коррозионно-жаростойкому пористому материалу, который обеспечивает быстрое транспортирование теплоносителя от менее теплонапряженного участка (зоны конденсации) к более теплонапряженному участку (зоне испарения) и создает на внутренней поверхности формующего элемента тонкую пленку теплоносителя. Наличие в полости формующего элемента, по меньшей мере, одной вертикальной перегородки, выполненной из коррозионно-жаростойкого пористого материала, позволяет создать в этой полости разветвленную капиллярно-пористую систему, кратчайшим путем соединяющую зоны конденсации и испарения и обеспечивающую эффективную транспортировку теплоносителя из зоны конденсации в зону испарения.
Наличие сквозных отверстий, сообщающих секции между собой, позволяет в процессе формования перетекать насыщенным парам материала, способного к интенсивному парообразованию при температуре формования, из секции в секцию, создавая, тем самым, одинаковые давления насыщенных паров и одинаковые условия для регулирования теплообмена в каждой из них.
Выполнение приспособления для терморегуляции в виде камеры, образованной в верхней части формующего элемента, обеспечивает создание зоны конденсации выше зоны испарения. В результате чего капиллярный напор жидкости будет суммироваться с гравитационным напором, что повысит эффективность системы регулирования теплообмена.
Таким образом, описанная выше система регулирования теплообмена как между формующими элементами и порцией формуемого стекла, так и в самом формующем элементе, позволяет значительно повысить эффективность отвода тепла от формообразующих поверхностей формующего оборудования вне зависимости от геометрических размеров и формы формуемого изделия, что, в свою очередь, позволяет увеличить скорость формования и улучшить качество готового изделия.
Желательно, чтобы, по меньшей мере, одна вертикальная перегородка разделяла полость формующего элемента на по существу одинаковые по величине секции для создания адекватных условий в каждой из них.
При разделении герметичной полости формующего элемента на секции посредством, по меньшей мере, двух вертикальных перегородок целесообразно в этой полости установить и жестко закрепить, по меньшей мере, одну опорную стойку, на наружной поверхности которой размещен, по меньшей мере, один слой коррозийно-жаростойкого пористого материала, при этом каждая вертикальная перегородка одним своим концом должна быть жестко закреплена на этой стойке.
Опорная стойка выполняет две функции, одна из которых обеспечение механической прочности конструкции, а другая создание дополнительной системы для транспортировки теплоносителя к наиболее горячему участку зоны испарения. Соединение вертикальных перегородок с опорной стойкой позволяет создать капиллярно-пористую структуру из коррозионно-жаростойкого пористого материала, кратчайшим путем соединяющую наиболее "горячие" участки зоны испарения с зоной конденсации. Это позволяет увеличить скорость циркуляции материала, способного к интенсивному парообразованию, и гарантирует исключение перегрева рабочих поверхностей формующего оборудования.
Целесообразно, чтобы в каждой секции на внутренней поверхности формующего элемента под слоем коррозионно-жаростойкого пористого материала были выполнены вертикальные канавки, глубина каждой из которых составляет 1,0-3,0 ее ширины, а шаг между канавками по существу равен ширине канавки. Канавки образуют дополнительные артерии для транспортировки материала, способного к интенсивному парообразованию. Эти артерии обладают меньшим гидравлическим сопротивлением для протока жидкости, чем коррозионно-жаростойкий пористый материал и позволяют развивать большее капиллярное давление. Тем самым существенно повышаются транспортные возможности данной капиллярно-пористой структуры, а, следовательно, повышается эффективность системы теплоотвода от рабочих поверхностей формующего элемента. Использование такой системы отвода тепла (системы охлаждения) от рабочих поверхностей формующего оборудования, позволяет частично или полностью отказаться от использования традиционных, известных, в то же время громоздких, энергоемких и высокошумных систем воздушного охлаждения. Канавки выполняются, как правило, прямоугольными, но можно их выполнить также трапецеидальными, треугольными.
Благоприятно на наружной поверхности опорной стойки под слоем коррозионно-жаростойкого пористого материала выполнить вертикальные канавки, глубина каждой из которых составляет 1,0-3,0 ее ширины, а шаг между канавками по существу равен ширине канавки. Наличие таких канавок позволит значительно снизить гидравлическое сопротивление для протока жидкости, повысить капиллярный напор и тем самым повысить эффективность системы транспортировки материала способного к интенсивному парообразованию (теплоносителя). Вертикальное расположение канавок обеспечит кратчайший транспортный путь жидкости из зоны конденсации в зону испарения.
Желательно, чтобы камера приспособления для терморегуляции была образована в верхней части полости формующего элемента посредством поперечной перегородки, жестко закрепленной по своей периферии на поверхности формующего элемента.
Данная цельнометаллическая перегородка является жесткой и прочной конструкцией, способной выдерживать высокие термомеханические напряжения, а ее крепление по периферии формующего элемента позволяет исключить наличие сварных соединений в зоне воздействия высоких температур и паров жидкого металла. В этом случае увеличивается надежность и безопасность эксплуатации формующего элемента. Кроме того, это позволяет создать адекватные условия для охлаждения, конденсации и давления паров теплоносителя в каждой секции формующего элемента, так как на каждую секцию приходится одинаковая площадь поперечной перегородки.
Для увеличения эффективности отвода тепла от формующего элемента благоприятно, чтобы поперечная перегородка была выполнена в виде изогнутой пластины, выступающей в своей центральной части в сторону герметичной полости формующего элемента.
Целесообразно, чтобы камера приспособления для терморегуляции представляла собой кольцеобразную замкнутую секцию, размещенную в верхней части стенки формующего элемента.
Расположение камеры терморегуляции в верхней части стенки формующего элемента позволяет существенно увеличить объем его герметичной полости, заполненной в процессе работы парами теплоносителя, что делает возможным расширение диапазона регулирования давлением насыщенных паров и, следовательно, диапазона регулирования температур рабочих поверхностей. Этот факт является важным, поскольку повышение температуры рабочих поверхностей формующего элемента, например матрицы, позволяет полностью исключить на поверхности формуемых изделий кованость (волнистость), что значительно повышает потребительский вид изделий, а снижение температуры рабочих поверхностей формующего оборудования позволяет повысить ресурс или темп его работы. Особую актуальность это приобретает в формующих элементах, имеющих узкую и длинную форму, например, пуансонах, предназначенных для формования бутылок, стаканов, парфюмерных изделий и других, в которых объем герметичной полости незначителен.
Таким образом, предлагаемое устройство для формования стеклоизделий позволяет:
существенно повысить эффективность отвода тепла от рабочих
(формующих) поверхностей формующего
оборудования;
повысить темп работы (производительность) формующего оборудования;
отказаться от принудительных (шумных) воздушных систем
охлаждения
формующего оборудования и тем
самым улучшить условия труда обслуживающего персонала;
повысить надежность и долговечность работы формующего оборудования;
улучшить товарный
вид
продукции за счет полного
исключения кованости (волнистости) на поверхности изделий.
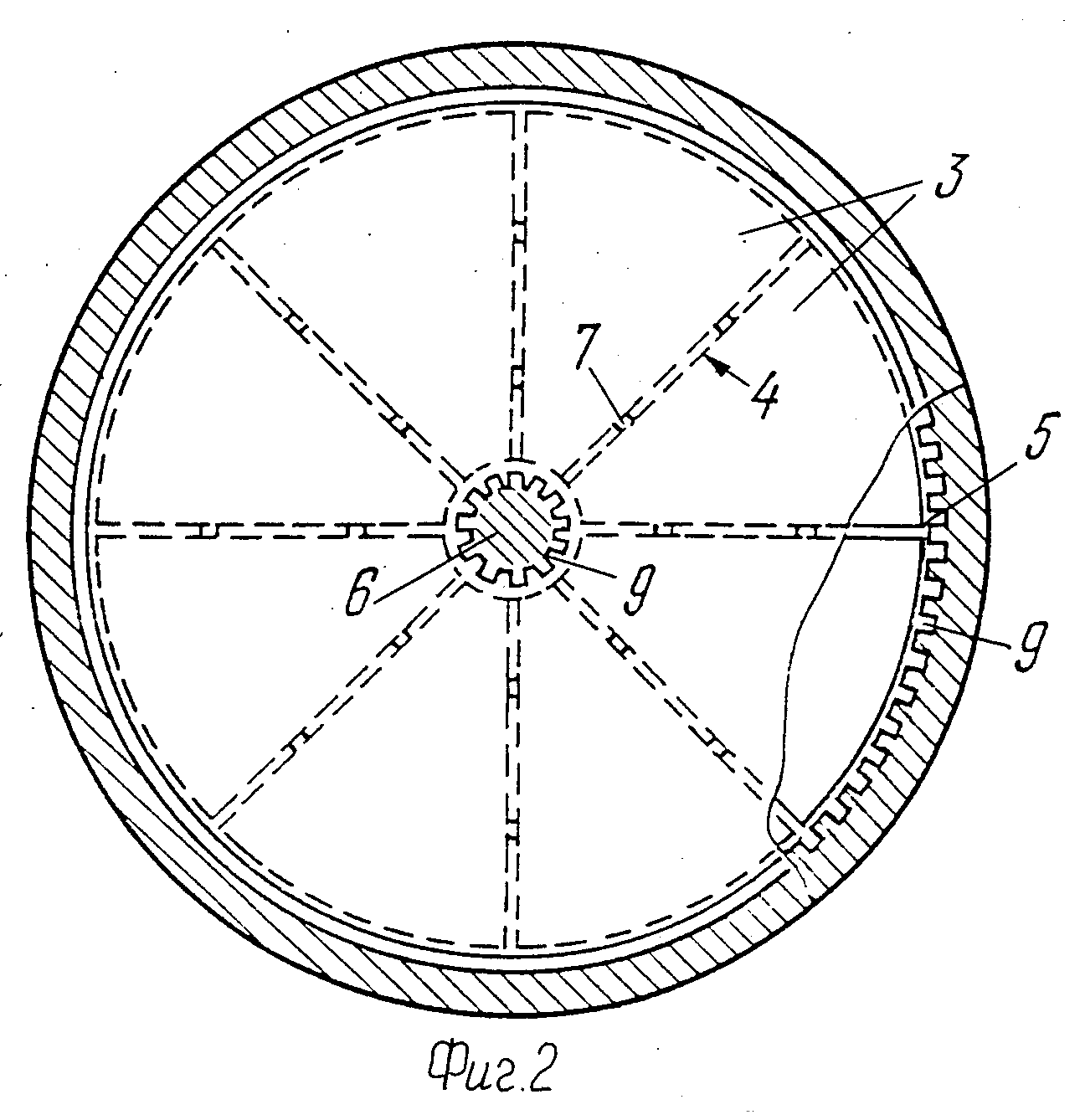
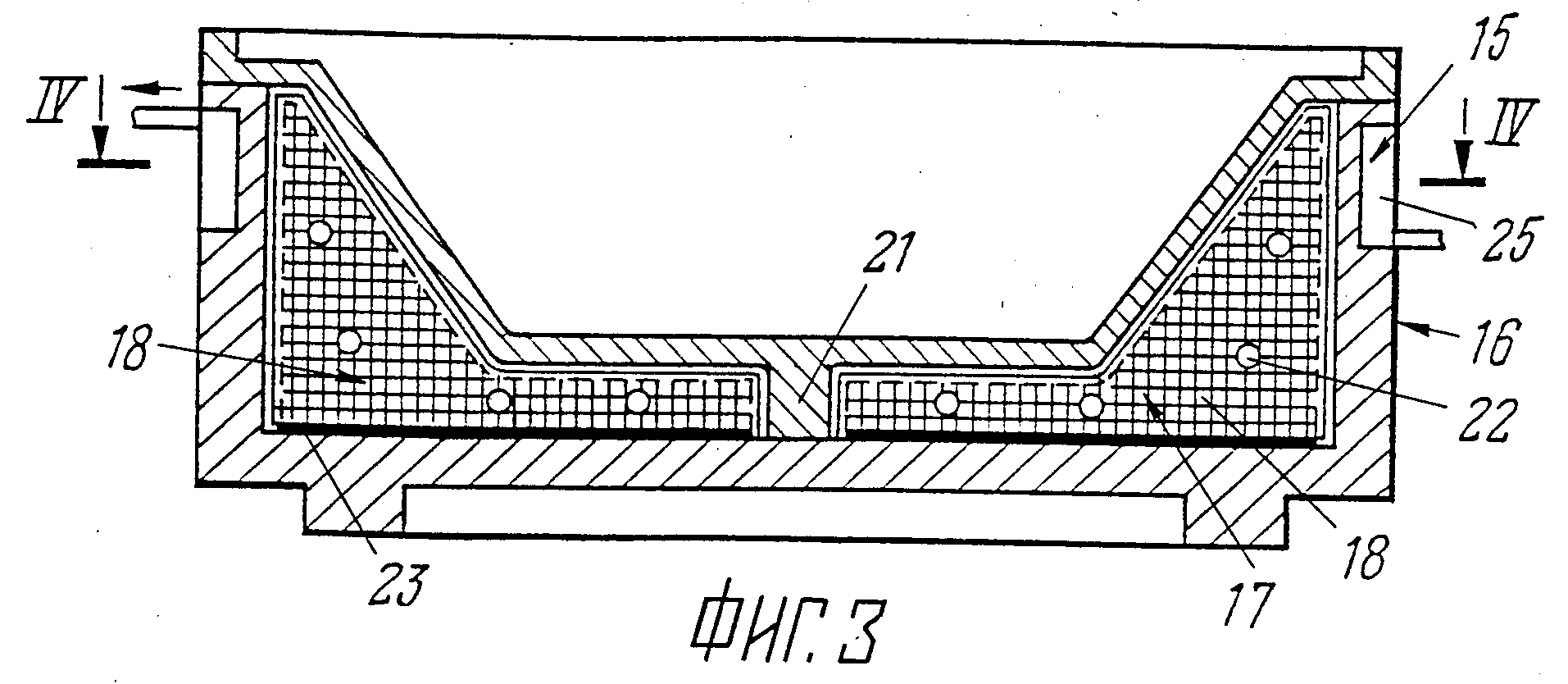
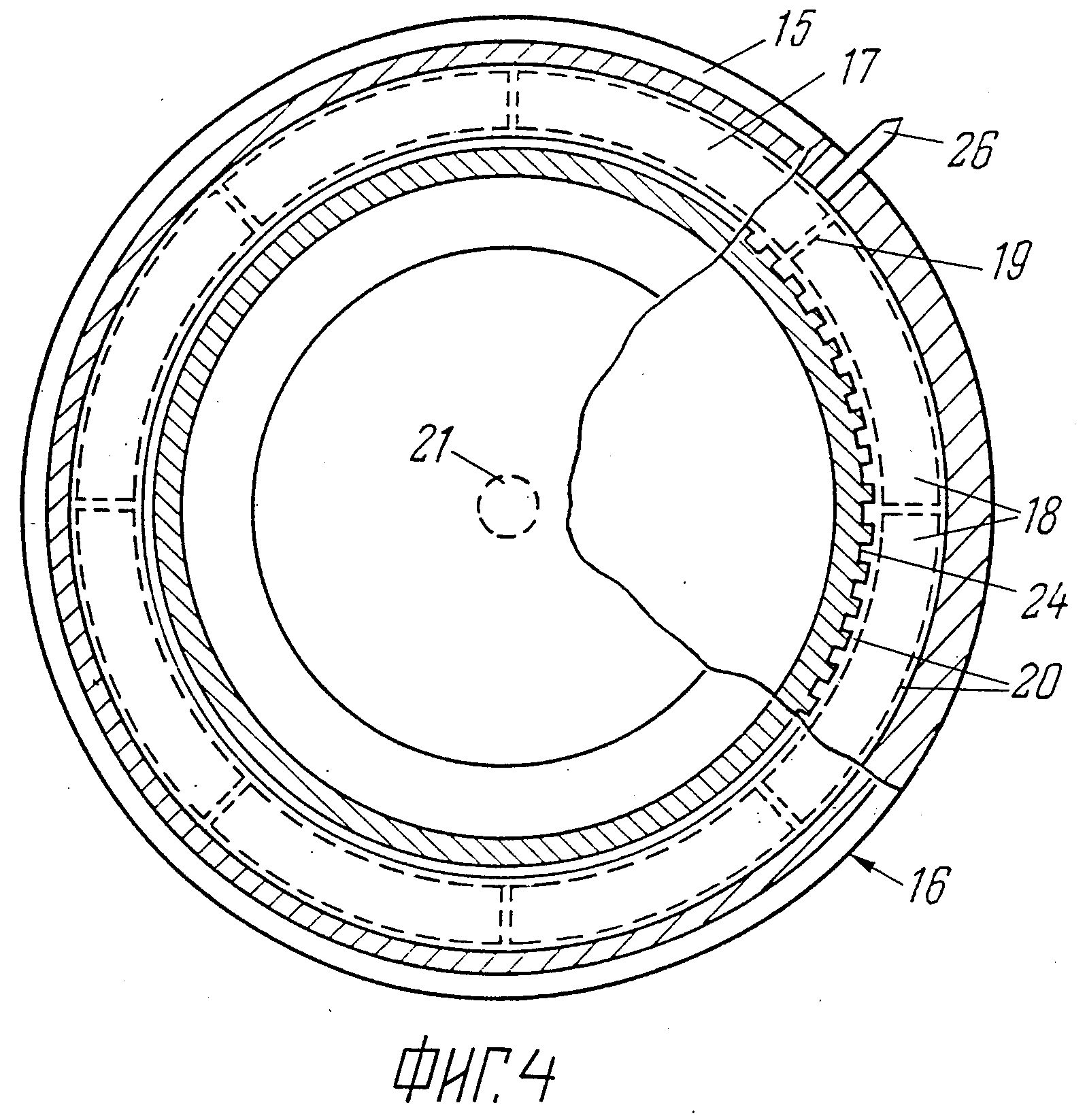
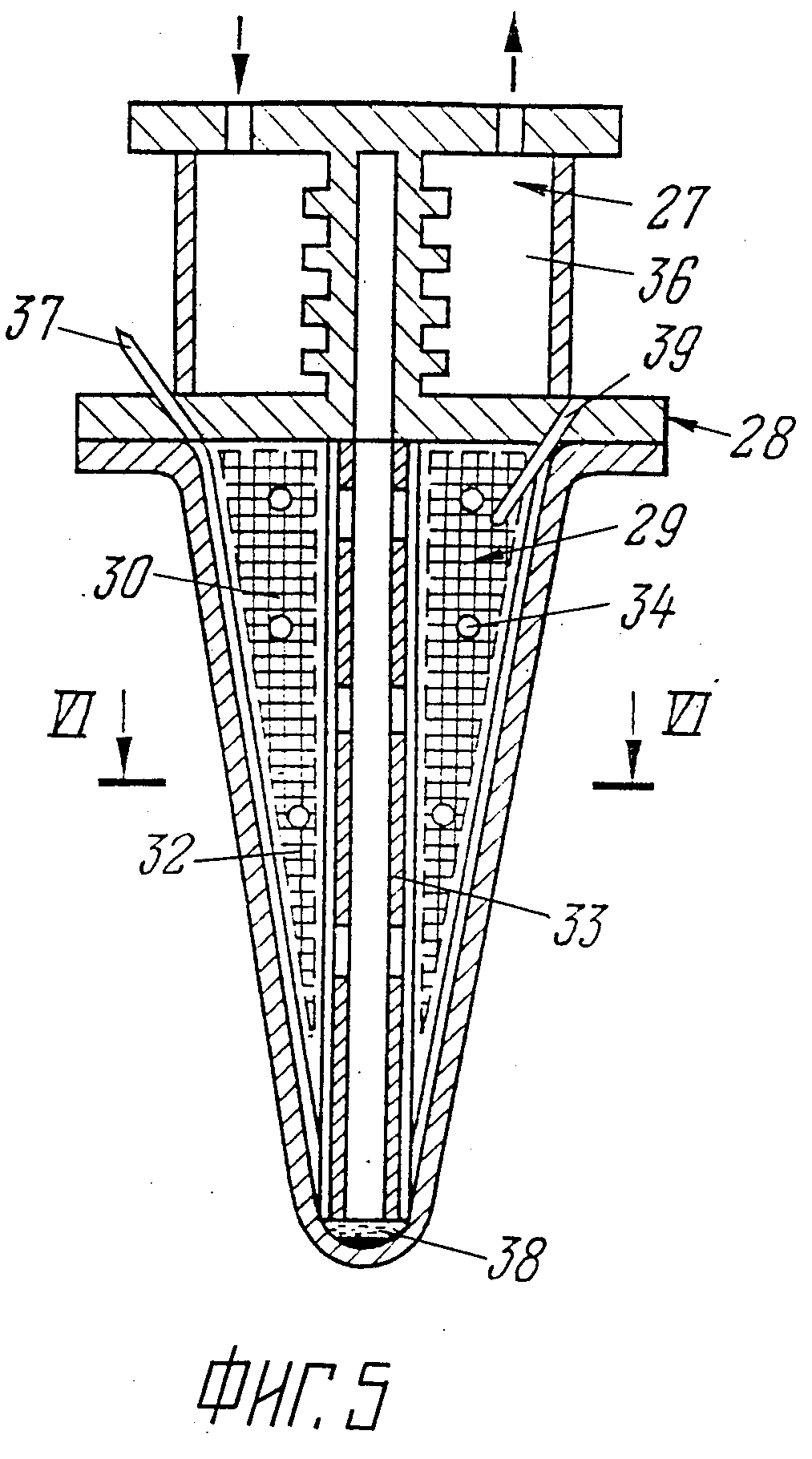
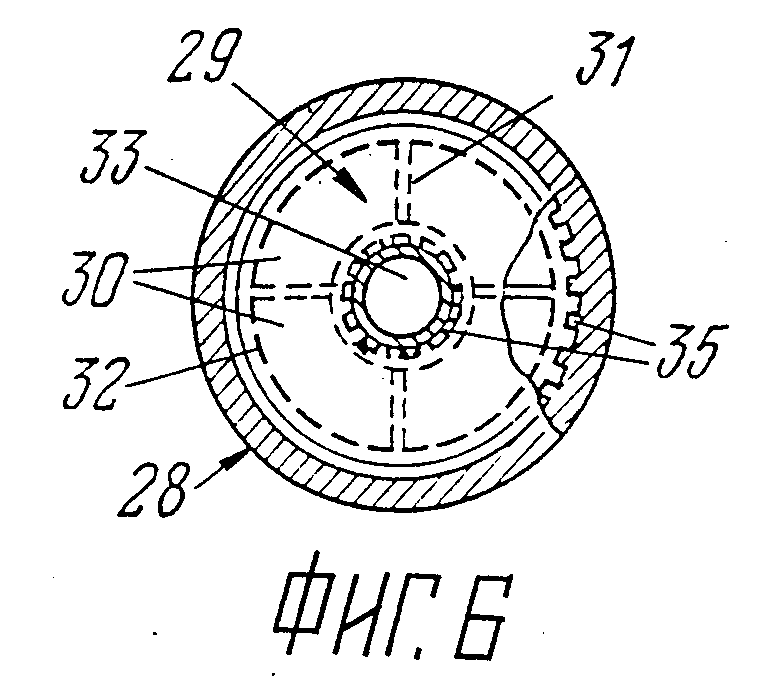
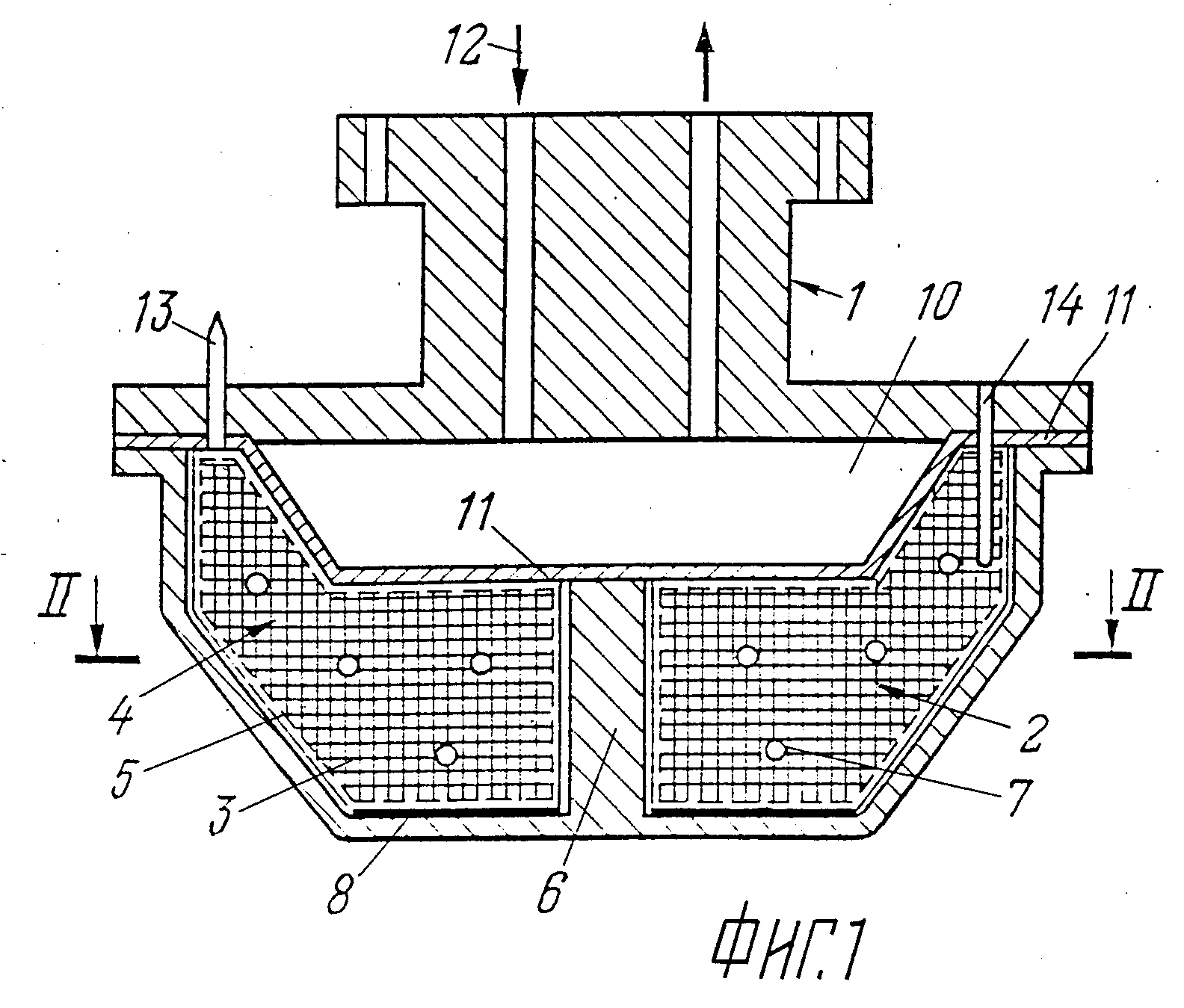
На фиг. 1 изображен пуансон, выполненный согласно изобретению, продольный разрез; на фиг. 2 поперечный разрез II-II на фиг. 1, с вырывом; на фиг. 3 матрица, выполненная согласно изобретению, продольный разрез; на фиг. 4 - поперечный разрез IV-IV на фиг. 3 с вырывом; на фиг. 5 пуансон, выполненный согласно изобретению, другой вариант выполнения, продольный разрез; на фиг. 6 то же, поперечный разрез с вырывом.
Устройство для формования изделий из стекла, согласно изобретению, содержит формующее оборудование, включающее, по меньшей мере, один формующий элемент с герметичной полостью.
Для облегчения понятия сущности изобретения здесь будет рассмотрен пример, когда полым выполнен пуансон 1 (фиг. 1).
Пуансон 1, изображенный на фиг. 1, предназначен для формования кухонной посуды из термостойкого стекла и имеет герметичную полость 2. Полость 2 пуансона 1 разделена на по существу одинаковые секции 3 посредством вертикальных перегородок 4 (фиг. 2), жестко закрепленных внутри полости 2 (фиг. 1) пуансона 1 и выполненных из коррозионно-жаропрочного пористого материала. Слой такого же материала жестко прикреплен на внутренней поверхности в полости 2 пуансона 1. В качестве коррозионно-жаростойкого пористого материала может быть использована мелкоячеистая плетеная сетка 5 из нержавеющей стали. Слой сетки 5 на внутренней поверхности пуансона 1 прикреплен посредством точечной сварки, что обеспечивает достаточную жесткость крепления, однако возможны и другие известные способы крепления.
Вертикальные перегородки 4 (фиг. 2) прикреплены посредством точечной сварки одним своим концом к опорной стойке 6, которая вертикально установлена и жестко закреплена в герметичной полости 2 пуансона 1.
Форма опорной стойки 6 может быть цилиндрической, прямоугольной, конической или иной в зависимости от конфигурации формующего элемента. Количество опорных стоек 6 зависит от габаритных размеров формующего оборудования.
В зависимости от геометрии формующего элемента и тепловой нагрузки, которую он воспринимает в процессе работы, вертикальных перегородок 4 может быть одна, две, три и так далее (на фиг. 2 этих перегородок восемь). Они, как и сетка 5, на внутренней поверхности пуансона 1 могут быть выполнены из коррозионно-жаростойкого пористого материала в два и более слоев. При этом с целью создания жесткости каждый последующий слой сетки 5 крепится к предыдущему путем точечной сварки. Жесткое и плотное крепление сетки 5 является необходимым условием работы устройства. Количество перегородок 4 и количество слоев сетки 5, из которых они выполнены, зависят от условий формования (темпа работы, температуры стекломассы), геометрических размеров изделий. В конечном счете они зависят от удельного теплового потока, приходящегося на единицу рабочей поверхности формующего элемента, который должна перераспределить система регулирования теплообмена. Если в полости 2 пуансона 1 размещена одна вертикальная перегородка 4, опорную стойку 6 размещать в этой полости 2 не требуется. В этом случае перегородка 4 каждым своим концом крепится к внутренней поверхности пуансона 1.
В процессе работы формующего элемента теплоноситель постоянно заполняет поры капиллярно-пористой структуры и, тем самым, создает на ней тонкий слой металлической пленки, через которую не могут проникать насыщенные пары теплоносителя. Для перетекания паров материала 8 (фиг. 1), способного к интенсивному парообразованию при температуре формования, (например, эвтектический сплав натрия и калия) из одной секции 3 (фиг. 2) в другую и создания в секциях 3 одинаковых давлений насыщенных паров вертикальные перегородки 4 имеют сквозные отверстия 7, сообщающие между собой секции 3. Таким образом, одинаковые по существу секции 3 будут иметь адекватные условия по гидравлическим и тепловым параметрам. Сквозные отверстия 7 могут быть выполнены любой конфигурации (круглые, квадратные, треугольные и иные) и различных геометрических размеров для различных формующих элементов. Однако для каждого конкретного формующего элемента количество сквозных отверстий 7, конфигурацию отверстий 7 и их размеры желательно выполнять одинаковыми в каждой вертикальной перегородке 4. Располагать сквозные отверстия 7 на вертикальных перегородках 4 целесообразно равномерно относительно площади перегородки 4, а их количество должно быть достаточным для быстрого перетекания паров теплоносителя из секции 3 в секцию 3.
Пуансон 1 в каждой своей секции 3 (фиг. 2) на внутренней поверхности под слоем коррозионно-жаростойкого пористого материала имеет канавки 9, глубина каждой из которых составляет 1,0-3,0 ее ширины, а шаг между каждой из которых по существу равен ее ширине. Канавки 9 совместно со слоем сетки 5 образуют механически стабильные каналы, которые способствуют более интенсивной циркуляции теплоносителя и позволяют значительно повысить эффективность отвода тепла от рабочей поверхности пуансона 1. Экспериментально установлено, что наиболее рациональная геометрическими размерами изготовления канавок 9 и их расположения на внутренней поверхности пуансона 1 являются такие, когда глубина каждой из них составляет 1, 0-3,0 ее ширины, а шаг между каждой из них равен ее ширине. Это позволяет практически полностью исключить образование воздушных пузырей в каналах, которые препятствуют процессу транспортировки теплоносителя по каналам. Канавки 9 выполняются на внутренней поверхности пуансона 1 вертикальными (продольно относительно его оси), то есть по кратчайшему пути между зонами испарения и конденсации. Изготавливаются они, как правило, прямоугольными, но могут быть и трапецеидальными, овальными. Изготовление канавок 9 может осуществляться известным инструментом в металлообработке и известными методами (протяжкой, фрезерованием и другими). В случае изготовления канавок 9 глубиной большей в три раза их ширины, существенно увеличивается вероятность возникновения в них газовых пузырей при испарении теплоносителя и перекрытия каналов канавок 9 для протекания жидкости. В случае выполнения канавок 9 такими, когда их ширина больше их глубины, при высоком темпе работы формующего оборудования, капиллярный напор окажется недостаточным для транспортировки теплоносителя из зоны конденсации в зону испарения, что приведет к прилипанию стекла к поверхности формующего элемента.
Как указывалось выше, в полости 2 пуансона 1 (фиг. 1) вертикально установлена и жестко закреплена опорная стойка 6, придающая большую прочность конструкции. На наружную поверхность опорной стойки 6 при помощи точечной сварки прикреплен слой коррозионно-жаростойкого пористого материала, например, сетка 5. При этом, как указывалось выше, к опорной стойке 6 крепятся вертикальные перегородки 4 (фиг. 2). На наружной поверхности опорной стойки 6 под слоем коррозионно-жаростойкого пористого материала выполнены канавки 9, глубина каждой из которых составляет 1,0-3,0 ее ширины, а шаг между которыми по существу равен ее ширине. Суть канавок 9 и слоя сетки 5 уже описывалась выше. Количество и конфигурация опорной стойки 6 зависит от конфигурации формующего элемента и его размеров. Опорную стойку 6 лучше изготавливать совместно с пуансоном 1 из одной заготовки металла, что обеспечит высокую прочность конструкции.
Для регулирования процесса теплообмена, в частности, процесса конденсации паров теплоносителя в секциях 3 герметичной полости 2 (фиг. 1) пуансона 1 и температуры на его рабочих поверхностях, в нем имеется приспособление для терморегуляции. При этом, приспособление для терморегуляции выполнено в виде камеры 10, образованной в верхней части пуансона 1.
Известно, что пары
теплоносителя, находящиеся в насыщенном состоянии,
подчиняются уравнению состояния идеального газа:

где P давление насыщенных паров теплоносителя (Па);
V объем полости формующего элемента (м3);
m масса насыщенных паров (кг);
m молекулярный вес теплоносителя (кг/моль);
R универсальная газовая постоянная (дж/кмоль•град);
T температура (К).
Из формулы (1) видно, что величины V, m, m и R в нашем случае являются постоянными, то есть температура прямо пропорциональна давлению насыщенных паров. Увеличивая или уменьшая давление насыщенных паров в секциях 3 герметичной полости 2 пуансона 1, можно изменять и температуру внутри него, а, следовательно, и на его формообразующих поверхностях. Давление насыщенных паров, в свою очередь, можно регулировать путем изменения количества хладагента, подаваемого в камеру 10 терморегуляции. Например, подав в камеру 10 терморегуляции большее количество хладагента, тем самым понизим температуру внутри нее. Это вызовет повышенную конденсацию насыщенных паров теплоносителя внутри секций 3 герметичной полости 2 пуансона 1. При этом давление насыщенных паров в них понизится. Соответственно понизится и температура внутри секций 3 полости 2 и, как следствие, на формующих поверхностях пуансона 1. И наоборот, уменьшение количества хладагента, подаваемого в камеру 10 терморегуляции, приводит к увеличению температуры в ней. В результате чего процесс конденсации насыщенных паров внутри секций 3 герметичной полости 2 пуансона 1 замедлится, произойдет повышение давления, а, следовательно, и повышение температуры внутри полости 2 и на формообразующих поверхностях формующего элемента.
Кроме того, капиллярный напор жидкости в пористых структурах зависит от сил гравитации. Гравитационный напор будет суммироваться с капиллярным, если зона конденсации будет расположена выше зоны испарения. Поверхность камеры 10 терморегуляции, которая обращена внутрь полости 2 формующего элемента, представляет собой зону конденсации. Поэтому в целях повышения капиллярного напора, за счет его суммирования с гравитационным напором, то есть повышения эффективности системы регулирования теплообмена, необходимо камеру 10 терморегуляции располагать над зоной испарения.
Камера 10 терморегуляции в верхней части пуансона 1 образована посредством поперечной перегородки 11, жестко закрепленной по своей периферии к формующему элементу над его герметичной полостью 2. В камеру 10 терморегуляции подается хладагент 12, в качестве которого может быть использована вода, воздух, или водовоздушная смесь. Поперечная перегородка 11 выполнена в виде тонкой изогнутой металлической пластины, выступающей в своей центральной части в сторону герметичной полости пуансона 1. По периферии формующего элемента пластина прикреплена при помощи, например, аргонно-дуговой сварки. Она может быть изготовлена в виде усеченного конуса, цилиндра. В целях повышения эффективности теплосъема поверхности пластины, обращенная внутрь камеры 10 терморегуляции, может быть оребрена.
В корпусе пуансона 1 установлен штуцер 13, сообщенный с приспособлением для вакуумирования его полости 2. В качестве приспособления для вакуумирования могут использоваться известные агрегаты, поэтому оно на чертеже не показано.
Штуцер 13 выполняет также и другую функцию. Через него в полость 2 пуансона 1 подается материал 8, способный к интенсивному парообразованию при температуре формования. В качестве такого материала используют щелочные металлы такие, как натрий, калий, цезий и другие или эвтектический сплав натрия и калия в количестве, несколько превышающем необходимое для заполнения полости 2 его парами и пропитывания им капиллярно-пористой структуры.
В корпусе пуансона 1 установлен термоэлемент 14 для измерения температуры рабочей поверхности в процессе формования изделий.
Все, что было написано относительно пуансона, в равной мере относится к матрице и прессовому кольцу, когда они выполнены полыми.
В то же время, камеру 15 (фиг. 3) терморегуляции матрицы 16 целесообразно выполнять в виде кольцеобразной замкнутой секции, расположенной в верхней части стенки формующего элемента, как это показано на фиг. 3. За исключением камеры 15 терморегуляции конструкция матрицы 16 аналогична конструкции пуансона 1, изображенного на фиг. 1 и фиг. 2. Матрица 16 (фиг. 3) имеет герметичную полость 17, которая разделена на по существу одинаковые секции 18 (фиг. 4) посредством вертикальных перегородок 19, жестко закрепленных внутри полости 17 и выполненных из мелкоячеистой нержавеющей металлической сетки 20. Слой такой же сетки 20 при помощи точечной сварки прикреплен к внутренней поверхности матрицы 16 в ее полости 17. Вертикальные перегородки 19 прикреплены при помощи точечной сварки одним концом к внутренней поверхности в полости 17 матрицы 16, а другим к опорной стойке 21.
Вертикальные перегородки 19 имеют сквозные отверстия 22 (фиг. 3), сообщающие между собой секции 18 и необходимые для перетекания паров теплоносителя 23, например, эвтектического сплава натрия и калия. Матрица 16 (фиг. 4) в каждой своей секции 18 на внутренней поверхности под слоем металлической сетки 20 имеет вертикальные канавки 24, глубина каждой из которых составляет 1,0-3,0 ее ширины, а шаг между которыми по существу равен ее ширине. Такие же вертикальные канавки 24 выполнены и на опорной стойке 21 под слоем сетки 20. В верхней части стенки матрицы 16 (фиг. 3) образована камера 15, представляющая собой кольцеобразную замкнутую секцию 25, в которую подается хладагент, например, воздух. В корпусе матрицы 16 (фиг. 4) установлен штуцер 26, необходимый для вакуумирования полости 17 и ее заполнения теплоносителем.
Аналогично выполнена камера 27 (фиг. 5) терморегуляции и конструкция пуансона 28. Он имеет герметичную полость 29, которая разделена на по существу одинаковые секции 30 посредством вертикальных перегородок 31 (фиг. 6). Перегородки 31 жестко закреплены, например, при помощи точечной сварки, одним концом к внутренней поверхности в полости 29 пуансона 28, покрытой металлической сеткой 32, а другим концом к опорной стойке 33. Вертикальные перегородки 31 выполнены из такой же сетки 32 и имеют сквозные отверстия 34 (фиг. 5), сообщающие между собой секции 30. На внутренней поверхности в полости 29 пуансона 28 и на опорной стойке 33 выполнены вертикальные канавки 35 (фиг. 6), глубина каждой из которых составляет 1,0-3,0 ее ширины, а шаг между которыми по существу равен ее ширине. В верхней части стенки пуансона 28 (фиг. 5) выполнена камера 27 терморегуляции, представляющая собой кольцеобразную замкнутую секцию 36, в которую подается хладагент. В корпусе пуансона 28 имеется штуцер 37, предназначенный для вакуумирования полости 29 и подачи в нее материала 38, способного к интенсивному парообразованию при температуре формования, например, натрия. Для фиксации температуры пара внутри полости 29 пуансона 28 в полости 29 установлен термочувствительный элемент 39.
Для облегчения понятия работы устройства для формования изделий из стекла здесь будет рассмотрен пример работы устройства, изображенного на фиг. 1 и фиг. 2.
Устройство для формования изделий из стекла работает следующим образом.
На внутренней поверхности пуансона 1 и наружной поверхности опорной стойки 6, выполненной совместно с пуансоном 1, выбирают канавки 9, например методом фрезерования, глубина каждой из которых составляет 1,0-3,0 ширины, а шаг между которыми по существу равен ее ширине. Затем к этим поверхностям прикрепляют путем точечной сварки коррозионно-жаростойкий пористый материал в виде двух слоев мелкоячеистой сетки 5 из нержавеющей стали. Из этого же материала изготавливают двухслойные вертикальные перегородки 4, делают в них сквозные отверстия 7, а затем последовательно монтируют перегородки 4 в полости 2 пуансона 1. Путем точечной сварки жестко закрепляют один конец перегородки пуансона 1, а другой к опорной стойке 6. При этом перегородки 4 размещают так, чтобы они образовывали по существу одинаковые между собой секции 3.
Далее изготавливают из тонкой, но достаточно прочной металлической пластины поперечную перегородку 11 в виде усеченного конуса и устанавливают ее выступающей центральной частью в сторону герметичной полости 2 пуансона 1. По своей периферии поперечную перегородку 11 приваривают путем, например, аргонно-дуговой сварки к формующему элементу.
Затем через штуцер 13 при помощи, например, вакуумного насоса, производят вакуумирование полости 2, после чего через этот же штуцер 13 в герметичную полость 2 пуансона 1 подают эвтектический сплав калия и натрия в количестве, определяемом из соотношения: (1,03-1, 07 rdS где ρ плотность теплоносителя; d толщина слоя коррозионно-жаростойкого пористого материала; S площадь поверхности указанного слоя. Это количество на 3-7% превышает необходимое для заполнения полости 2 его парами и пропитывания им канавок 9 и металлической сетки 5, которой покрыта внутренняя поверхность пуансона 1 и наружная поверхность опорной стойки 6 и из которой выполнены радиальные перегородки 4. После этого верхнюю часть штуцера 13 герметично закрывают.
Далее пуансон 1 устанавливают на пресс. В камеру терморегуляции 10 пуансона 1 подают хладагент 12. После чего начинают формовать стекломассу.
Тепловой поток от стекломассы, пройдя через стенку пуансона 1, передает свою энергию эвтектическому сплаву калия и натрия (материалу 8). Этот сплав начинает интенсивно испаряться и заполнять поры коррозионно-жаростойкого пористого материала (сетки 5) и канавки 9. Пары сплава заполнят секции 3 герметичной полости 2, при этом давление паров металлического сплава в каждой секции 3 будет одинаковым из-за наличия в перегородках 4 сквозных отверстий 7.
Далее часть паров сконденсируется на относительно холодной поверхности поперечной перегородки 11 камеры 10 терморегуляции. При этом конденсат заполнит поры верхней части перегородок 4 и слоев сетки 5, а также верхнюю часть канавок 9. То есть, верхняя часть капиллярно-пористой структуры окажется как бы "притопленной" за счет конденсата, а нижняя, наоборот "осушенной". Соответственно давление жидкости в каждой поре обогащенного жидкостью участка за счет более выпуклого мениска будет больше, чем давление в такой же поре обедненного жидкостью участка за счет более вогнутого мениска. Эта разность в давлениях вызовет в соответствии с законом Лапласа капиллярный напор жидкости из зоны конденсации в зону испарения. Под воздействием этого напора жидкость по радиальным перегородкам 4, канавкам 9 и сетке 5, прикрепленной к внутренней поверхности формующего элемента, устремится в зону испарения. Поступив в зону испарения, жидкий материал 8 вновь превратится в пар, и цикл повторится.
При этом процесс испарения будет сопровождаться отбором тепла от рабочей поверхности формующего элемента, величина которого будет прямо пропорциональна количеству испарившейся жидкости и ее скрытой теплоте парообразования.
Процесс регулирования температуры на рабочих поверхностях формующего элемента осуществляется следующим образом.
При повышении температуры на рабочих поверхностях интенсифицируется процесс испарения материала 8. При этом повысится давление насыщенных паров в герметичной полости 2, а, следовательно, и температура внутри нее. Термоэлемент 14, зафиксировав эту температуру, передаст сигнал на вторичный исполнительный механизм (на фиг. 1 не указан, так как в качестве него могут быть использованы любые известные исполнительные механизмы), который увеличит подачу хладагента 12 в камеру 10 терморегуляции. При этом поперечная перегородка 11 охладится, что вызовет интенсификацию конденсации паров материала 8. Давление насыщенных паров этого материала 8 в полости 2 снизится, понизится температура внутри нее, а, следовательно, понизится и температура на рабочих поверхностях формующего элемента.
Таким образом, с помощью данной системы регулирования теплообмена можно поддерживать температуру поверхности формующего элемента на необходимом уровне, обеспечивающем высокую производительность оборудования и качество формуемых изделий.
Используя
настоящее устройство при формовании кухонной посуды из термостойкого стекла, были получены следующие результаты:
повышена скорость
формования изделий в 1,4-1,5 раза;
исключена на
прессах высокошумная и энергоемкая система воздушного охлаждения формующих элементов;
увеличен ресурс работы форм в 1,5-2 раза;
на изделиях полностью отсутствовала
кованость
(волнистость), что значительно повысило их потребительский вид;
снижена масса изделий на 15-25% за счет уменьшения толщины их стенок.
Предлагаемое устройство можно использовать при производстве изделий из стекла методом центробежного формования. Для чего необходимо формующий элемент, например, матрицу, выполненную согласно изобретению, установить в центрифугу и закрепить ее к валу центрифуги при помощи известных крепежных приспособлений, например, болтами. Далее в матрицу подают порцию стекломассы и одновременно начинают ее вращение, в процессе которого происходит формование изделия. Затем центрифугу останавливают и изделие извлекают из матрицы. В этот момент, в случае необходимости, можно подать хладагент, например, сжатый воздух в камеру терморегуляции. Система регулирования теплообмена данного устройства обеспечит в процессе его работы отбор больших тепловых потоков в наиболее горячих участках и равномерное распределение тепла по всей рабочей поверхности матрицы. Это позволит существенно повысить темп работы центрифуги за счет исключения локальных перегревов рабочих поверхностей матрицы и свести к минимуму брак изделий по толщине стенки (разнотолщинности) за счет изотермического распределения температур на формообразующих поверхностях.
Предлагаемое устройство можно использовать при формовании изделий из стекла методом моллирования. Для чего необходимо формующий элемент, например, матрицу, выполненную согласно изобретению, установить в термокамере (в случае стационарного режима моллирования) или закрепить при помощи известных крепежных приспособлений к вращающемуся столу, который затем передвинет матрицу в термокамеру (в случае динамического режима моллирования). На матрицу устанавливают стеклозаготовку и разогревают в термокамере совместно с матрицей по необходимому режиму. При этом заготовка стекла примет форму, соответствующую внешнему (формообразующему) контуру матрицы.
Система регулирования теплообмена данного устройства позволит равномерно распределить тепло по формообразующей поверхности и создаст изотермические условия для формования изделия. Это позволит до минимума снизить остаточные напряжения в готовом изделии, которые снижают его оптические свойства и могут в дальнейшем релаксировать в виде трещины.
Наиболее эффективно предлагаемое изобретение может быть использовано при прессформовании изделий из стекла с повышенными требованиями к качеству поверхности изделий, к их весовым и светотехническим характеристикам.
Предлагаемое устройство может быть использовано в области стекольного производства при формовании изделий из различных стекол, различных геометрических размеров. Оно применимо для различных методов формования стекла таких, как прессформование, прессвыдувание, моллирование, центробежное формование и других, а также при формовании изделий из пластических масс, стеклопластиков, металла.
Реферат
Предлагаемое устройство содержит формующее оборудование, включающее, по меньшей мере, один формующий элемент, например, пуансон с герметичной полостью, на внутренней поверхности которого размещен слой коррозионно-жаростойкого пористого материала (сетка), а в полости размещен материал, способный к интенсивному парообразованию при температуре формования. При этом имеется приспособление для вакуумирования полости и приспособление для терморегуляции материала, сообщенное с источником хладагента и представляющее собой камеру, образованную в верхней части формующего элемента. При этом герметичная полость разделена на секции посредством, по меньшей мере, одной вертикальной перегородки, выполненной из, по меньшей мере, одного слоя коррозионно-жаростойкого пористого материала (сетки) и имеющей сквозные отверстия, сообщающие секции. 7 з.п. ф-лы, 6 ил.
Комментарии