Секционная машина - RU2232136C2
Код документа: RU2232136C2
Чертежи
Описание
Настоящее изобретение касается секционных (из отдельных секций) машин, которые преобразовывают капли расплавленного стекла в бутылки посредством двухэтапного способа, и более конкретно, устройства для открывания и закрывания заготовочной формы этой машины.
Предпосылки создания изобретения
Первая секционная машина была запатентована в патентах США № 1843159 от 2 февраля 1932 г. и № 1911119 от 23 мая 1933 г. Секционная (из отдельных секций) машина имеет множество одинаковых секций (секционную раму, в которой и на которой смонтирован ряд секционных механизмов), каждая из которых имеет формовочный участок, имеющий одну или больше заготовочных форм для приема соответствующего количества капель расплавленного стекла. Эти капли формуются в баночки, имеющие снабженные резьбой отверстия у основания (венчика), и участок выдувания, на который подаются баночки и затем формуются в бутылки, стоящие вертикально, с венчиком наверху. Чем более эффективна теплопередача от капли расплавленного стекла внутри заготовочной формы, тем быстрее процесс формования.
Обычно заготовочные формы выполнены с рядом вертикальных отверстий, и охлаждающий воздух либо направляется вверх через эти отверстия (восходящее охлаждение), либо вниз через эти отверстия (нисходящее охлаждение). Самая современная конструкция секционной машины раскрыта в патенте США № 5830254, а обычная система подачи нисходящего охлаждающего воздуха показана в патенте США № 4561875.
Задача изобретения
Задачей настоящего изобретения является обеспечение улучшенной системой нисходящего воздушного охлаждения для заготовочной формы в такой машине.
Другие задачи и преимущества настоящего изобретения станут очевидными из последующего описания и из прилагаемых чертежей, которые иллюстрируют предпочтительный вариант осуществления, включающий особенности изобретения.
Краткое описание чертежей
На чертежах:
фиг.1 представляет вид сбоку, частично в разрезе, половины системы нисходящего охлаждения, выполненной в соответствии с настоящим изобретением;
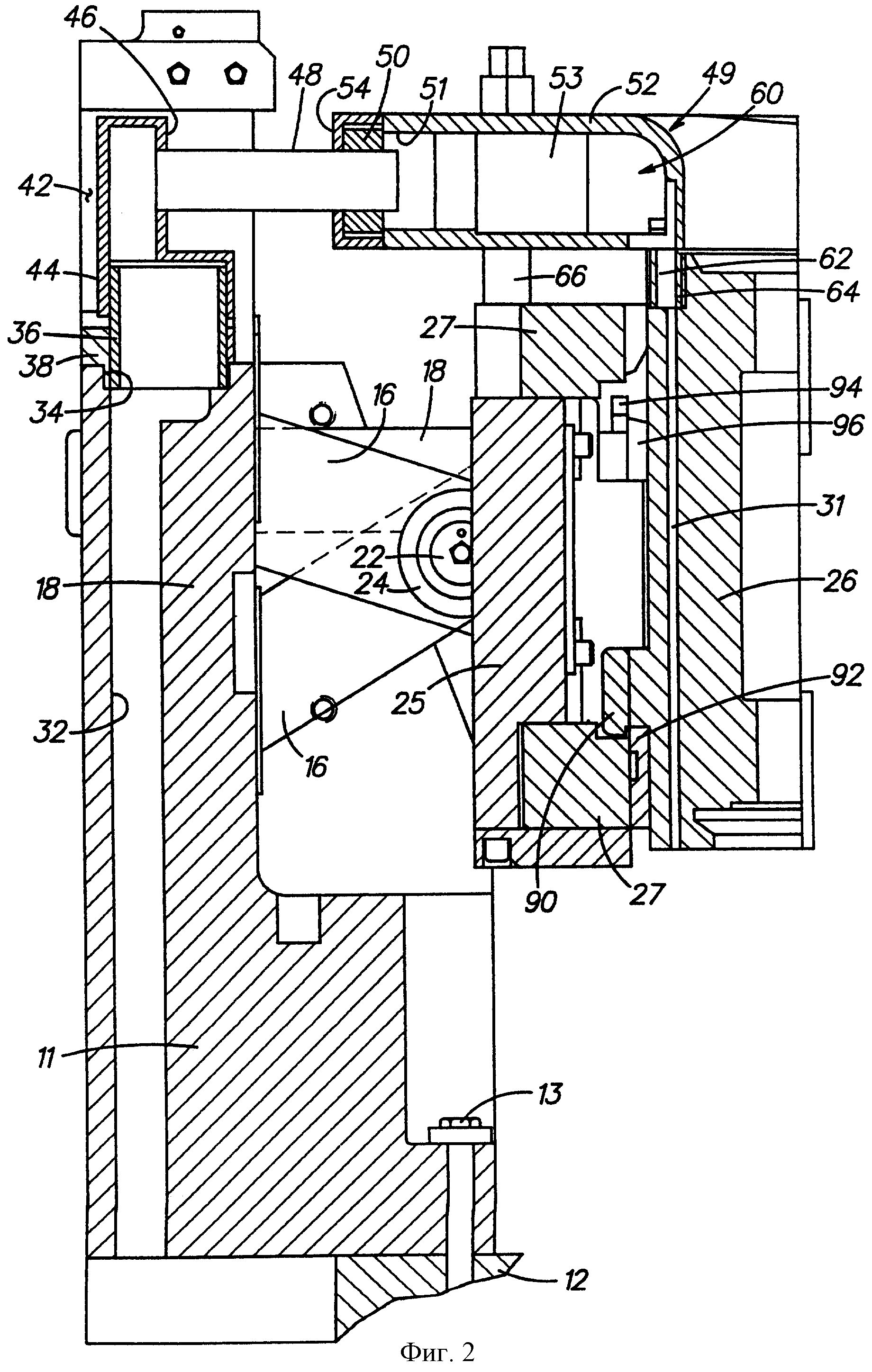
фиг.2 представляет наклонный вид участка коллектора системы, показанной на фиг.1.
Краткое описание предпочтительного варианта осуществления
На участке формования секции секционной машины капля расплавленного стекла формуется в баночку. Капля формуется в заготовочной форме, которая включает пару противолежащих половин 10 заготовочной формы. Каждая половина заготовочной формы опирается на один или больше вкладышей 12, которые поддерживаются крепежным элементом 14. Крепежный элемент крепится к паре круглых валов 16 (один из которых показан), которые скользящим образом входят в соответственные подшипники (не показанные), являющиеся частью кожуха 18, прикрепленного к секционной раме или коробке 19 подходящими зажимами 20. Кожух поддерживает вертикальный шаровой винт (не показанный), который перемещает пару гаек (также не показанных), подсоединенных к левому концу соответствующих сцеплений 21. Правый конец каждого сцепления подсоединен через горизонтальный вал 22 к коромыслу 24, которое связано с крепежным элементом через вертикальный вал (не показанный). Крепежный элемент может перемещаться между показанным выдвинутым вперед положением, в котором показанная половина заготовочной формы находится в зацеплении с другой половиной заготовочной формы, и отведенным назад, открытым положением формы, где крепежный элемент находится ближе всего к кожуху, посредством приведения шарового винта с помощью подходящего двигателя (не показанного). Все детали такого механизма открывания и закрывания формы раскрыты в вышеупомянутом патенте США № 5830254, который включен здесь путем ссылки.
Каждая половина заготовочной формы имеет ряд вертикальных отверстий 30 охлаждения, которые проходят от ее вершины до основания. Охлаждающий воздух подают к этим отверстиям охлаждения через пару каналов 32, которые проходят от основания до вершины кожуха 18 по каждой боковой стороне кожуха. Эти каналы 32 оканчиваются у вершины кожуха кольцеобразной выемкой 34, в которую входит основание цилиндрической установочной втулки 36, укрепленной внутри монтажной манжеты 38, которая прикреплена к кожуху подходящими винтами 40 (фиг.1). На верхней части каждой установочной втулки 36 скользящим образом расположена L-образная коленчатая труба 42, которая имеет вертикальный участок 45, имеющий цилиндрическое основание 44 для скольжения по втулке, и верхний участок, имеющий плоскую вертикальную поверхность 46, соединенную с горизонтально идущей трубой 48.
С каждым кожухом соединен коллектор 49, который подает охлаждающий воздух к одному набору половин заготовочных форм, поддерживаемых одним из носителей. Свободный конец каждой из труб (фиг.1) скользящим образом входит в пропитанную смазочным маслом бронзовую втулку 50, которая удерживается рядом с соответствующим впускным отверстием 51 рамы 52 коллектора 49 посредством торцевой заглушки 54. Эти нагнетательные впускные отверстия 51 связаны с впускными отверстиями 53 в нагнетательную камеру 60, которая включает три сплошных полукруглых участка 59, соответствующих полукруглым вершинам трех половин заготовочных форм, которые могут быть включены в секции секционной машины, производящей три бутылки за каждый цикл. Каждая полукруглая нагнетательная часть 59 камеры связана с полукруглым вертикальным пазом 62, определенным в распорной втулке 64, которая подсоединена к коллектору посредством ряда винтов (не показанных), проходящих вверх через втулку в раму коллектора. Эти полукруглые пазы расположены над рядом отверстий 30 охлаждения в соответствующих заготовочных формах 10.
Узел коллектора (соединенные коллектор и втулка) расположен на верхней части крепежного элемента 12 с возможностью перемещения относительно крепежного элемента посредством управления парой вертикальных винтов 66, которые прикреплены к верхней части крепежного элемента и расположены в соответствующих пазах 67 в раме 52 коллектора (узел коллектора можно, соответственно, поднимать для замены половин заготовочной формы). Установочный винт 70 закрепляет коленчатую трубу 42 к втулке 36 и приспособлен для ограниченного регулирования в вертикальном направлении. Для размещения более длинных заготовочных форм втулки 36 и распорные втулки можно заменить более длинными втулками и распорными втулками.
Реферат
Изобретение относится к устройствам для формования стеклянной тары двухстадийным способом. Изобретение позволит обеспечить улучшенную систему воздушного охлаждения для заготовочной формы секционной машины. Устройство для открывания и закрывания формы для секции секционной машины содержит, по меньшей мере, одну половину формы, имеющую вертикальный канал воздушного охлаждения, узел крепежного элемента формы, включающий крепежный элемент-вкладыш для поддержания, по меньшей мере, одной половины формы и горизонтально проходящий в осевом направлении вал, соединенный с крепежным элементом-вкладышем, кожух, включающий средство для поддержания горизонтально проходящего в осевом направлении вала для осевого смещения так, чтобы крепежный элемент-вкладыш перемещался в осевом направлении между отведенным назад и выдвинутым вперед положениями. Кожух дополнительно включает первый и второй вертикально проходящие каналы, каждый из которых на своем верхнем конце имеет втулку, узел коллектора, включающий коллектор, содержащий нагнетательную камеру, включающую участок для размещения над каждой из упомянутых, по меньшей мере, одной половиной формы, причем, по меньшей мере, один участок нагнетательной камеры имеет открывающийся вниз выход, распорную втулку, прикрепленную внизу рамы и имеющую проходящее в вертикальном направлении отверстие распорной втулки, связанное с открывающимся вниз выходом каждого из, по меньшей мере, одного участка нагнетательной камеры для подачи охлаждающего воздуха из нагнетательной камеры в вертикальный канал воздушного охлаждения, по меньшей мере, одной половины формы. Коллектор включает пару обращенных в горизонтальное направление цилиндрических впускных отверстий, пару цилиндрических труб, каждая из которых имеет первый конец, присоединенный к одному из цилиндрических отверстий, и первую и вторую коленчатую трубу для подсоединения второго конца каждой из цилиндрических труб к втулкам так, чтобы охлаждающий воздух из каналов подавался в пару труб, причем каждая из пары цилиндрических труб имеет длину, выбранную так, чтобы первый конец каждой из цилиндрических труб находился в соответствующих впускных отверстиях, когда крепежный элемент-вкладыш перемещается между отведенным назад и выдвинутым вперед положениями. 1 з.п. ф-лы, 2 ил.

Комментарии