Машина и способ изготовления стеклянных объектов - RU2774879C2
Код документа: RU2774879C2
Чертежи


Описание
Настоящее изобретение относится к машине для изготовления стеклянных объектов.
Машина принимает стекло, нагретое до температуры, достаточной для обеспечения его течения под действием силы тяжести. Податливому стеклу придают форму и охлаждают его.
В документе US 2 115 765 описано приспособление для формирования ручки для захвата на формованной стеклянной крышке. С этой целью пресс-форма выполнена с внешним ободом и внутренней частью с двумя шарнирными щеками. После отливки и формования стекла внутреннюю часть поднимают и щеки открывают, освобождая ручку. Такое приспособление не подходит для массового производства. Шарнирное соединение щек расположено в зоне высокой температуры, из-за чего требуются либо специальные сплавы, либо очень частая замена деталей. Сам механизм является громоздким в осевом направлении и не подходит для бокала для питья.
В документе CA 450 853 предложено зажимать зону, подлежащую деформации, после формования. Однако в этот момент стекло достаточно охлаждается, чтобы быть слабо деформируемым и требовать механического усилия, так что риск повреждения стеклянного объекта высок.
Заявитель стремился устранить эти недостатки. Заявитель стремился сделать изготовление основания и заготовки бокала как можно более независимым. Это позволяет уменьшить погрузочно-разгрузочные работы и более эффективно использовать машины, например, чтобы остановка на техническое обслуживание машины для прессования стеклянного основания не влияла на производство заготовок. Однако для сварки стекла требуется большая толщина смежных материалов, порядка 5–6 мм, чтобы способствовать равномерному охлаждению, и необходим источник энергии. Другие варианты соединения основания и заготовки не являются успешными в настоящее время, будь то по эстетическим причинам, по причине ежедневного использования или же по причине надежности.
Более конкретно, в настоящем изобретении обеспечена свобода формы под заготовку. В настоящем изобретении также обеспечена свобода выбора толщины стекла.
В настоящем изобретении предложена машина для изготовления стеклянных объектов, в частности бокала на основании, содержащая предварительную пресс-форму, выполненную с возможностью приема стекла при температуре плавления, и прессующий пуансон, совершающий поступательное движение вдоль первой оси, характеризующаяся тем, что предварительная пресс-форма содержит цельную верхнюю часть, расширяющуюся кверху, и нижнюю часть, не расширяющуюся кверху и выполненную из нескольких деталей, при этом детали нижней части совершают поступательное движение с одной компонентой вдоль осей, расположенных в плоскости, перпендикулярной первой оси, при этом верхняя часть имеет минимальный размер вдоль любой оси, перпендикулярной первой оси, больше максимального размера нижней части вдоль указанной оси, перпендикулярной первой оси, так что формованный объект в нижней части может проходить в верхнюю часть, совершая поступательное движение вдоль первой оси. Таким образом, можно изготовить предварительную заготовку с непостоянным диаметром в предварительной пресс-форме.
В одном варианте осуществления верхняя часть представляет собой пресс-форму заготовки, а нижняя часть представляет собой пресс-форму элемента, расположенного под заготовкой. Заготовка может быть снабжена выступающим функциональным элементом.
В одном варианте осуществления детали нижней части представлены в количестве по меньшей мере двух. На практике можно предусмотреть от двух до десяти одинаковых деталей, вместе образующих круг.
В одном варианте осуществления детали нижней части представляют собой секторы пресс-формы.
В одном варианте осуществления детали нижней части образуют поперечное утолщение. Поперечное утолщение предпочтительно имеет кольцевую форму. Предварительная заготовка может быть приведена во вращение для конечного этапа.
В одном варианте осуществления детали нижней части совершают поступательное движение в плоскости, перпендикулярной первой оси.
В одном варианте осуществления пресс-форма имеет положение формования, в котором детали нижней части прижимаются друг к другу, образуя поверхность для формования, открытую по направлению к верхней части и закрытую по бокам и снизу, и открытое положение, в котором детали нижней части раздвинуты. Затем предварительная заготовка может быть извлечена из пресс-формы.
В одном варианте осуществления машина содержит исполнительный механизм, который расположен под нижней частью и переводит детали нижней части между прижатым положением и раздвинутым положением. Исполнительный механизм может быть защищен от тепла предварительной заготовки.
В одном варианте осуществления между исполнительным механизмом и деталями нижней части предусмотрены наклонные откосы, преобразующие поступательное движение вдоль первой оси в поступательное движение вдоль второй оси. Машина является компактной вдоль второй оси, что позволяет устанавливать ее на круговом конвейере.
В одном варианте осуществления машина содержит конечную пресс-форму, установленную ниже по потоку относительно предварительной пресс-формы. Конечная пресс-форма выполнена так, чтобы не иметь деформирующего контакта с нижней частью предварительной заготовки, соответствующей нижней части предварительной пресс-формы. Нижняя часть предварительной заготовки сохраняется. Нижнюю часть предварительной заготовки образуют на одном этапе. При необходимости в конечной пресс-форме может быть осуществлено выдувание.
В одном варианте осуществления нижняя часть предварительной пресс-формы имеет форму усеченного конуса с кольцевой канавкой.
В настоящем изобретении также предложен способ изготовления стеклянных объектов, в частности бокала на основании, включающий:
предоставление предварительной пресс-формы с закрытым дном, содержащей цельную верхнюю часть, расширяющуюся кверху, и нижнюю часть, не расширяющуюся кверху и выполненную из нескольких деталей,
- заливание стекла при температуре плавления в предварительную пресс-форму,
- перемещение прессующего пуансона, совершающего поступательное движение вдоль первой оси, с прижиманием стекла к предварительной пресс-форме, а затем его отведение,
- раздвигание деталей нижней части, совершающих поступательное движение с одной компонентой вдоль второй оси, перпендикулярной первой оси,
- извлечение предварительной заготовки из верхней части пресс-формы посредством движения вдоль первой оси.
Нижняя часть предварительной пресс-формы имеет свободу формы, и предварительной заготовке может быть придана ее конечная форма с помощью нижней части предварительной пресс-формы.
Настоящее изобретение будет лучше понято при изучении подробного описания варианта осуществления, взятого в качестве неограничивающих примеров, проиллюстрированного на прилагаемых чертежах:
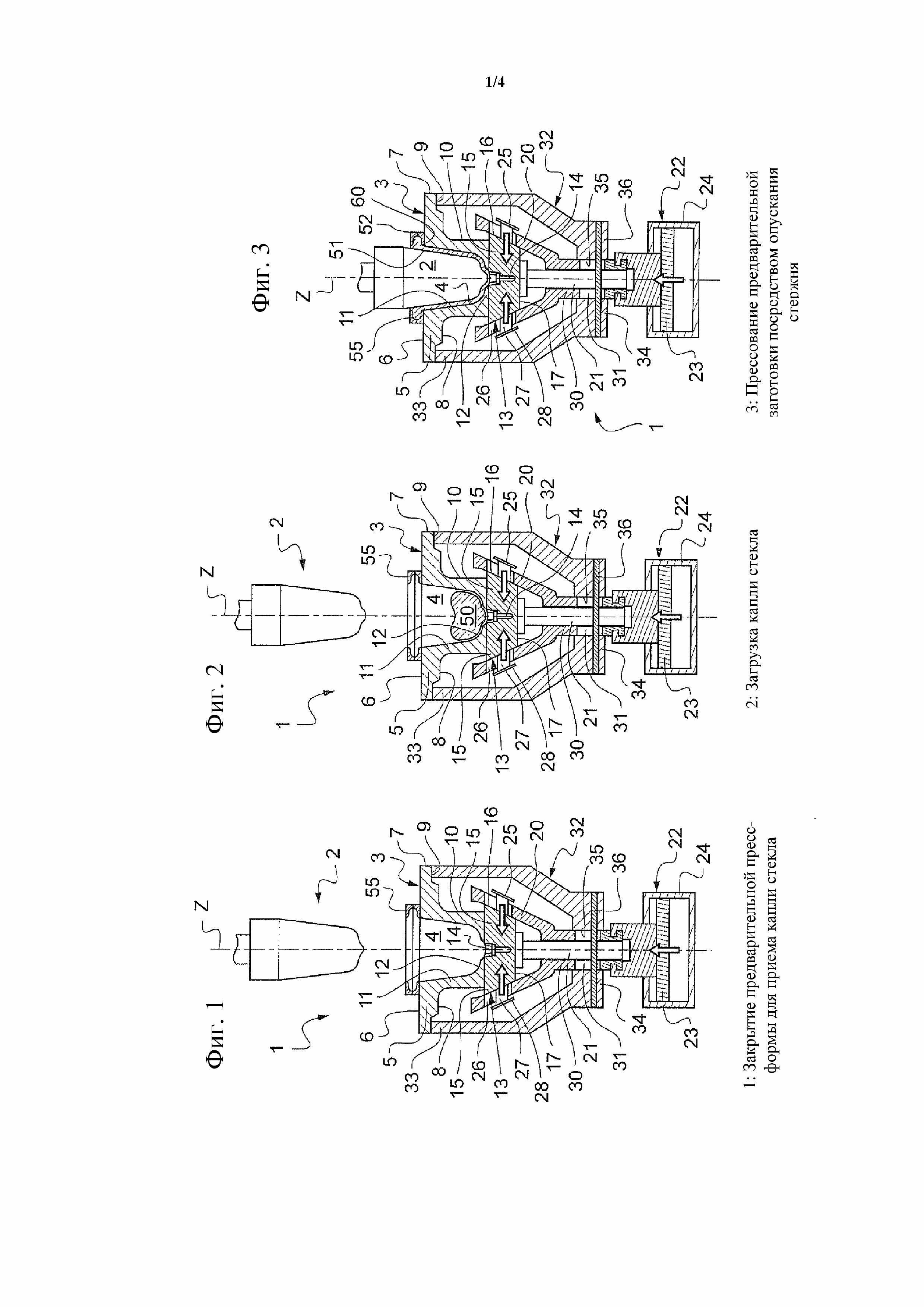
на фиг. 1 представлен вид в осевом разрезе машины в соответствии с одним аспектом настоящего изобретения в закрытом положении;
на фиг. 2 представлен вид машины по фиг. 1 в процессе загрузки;
на фиг. 3 представлен вид машины по фиг. 1 во время прессования;
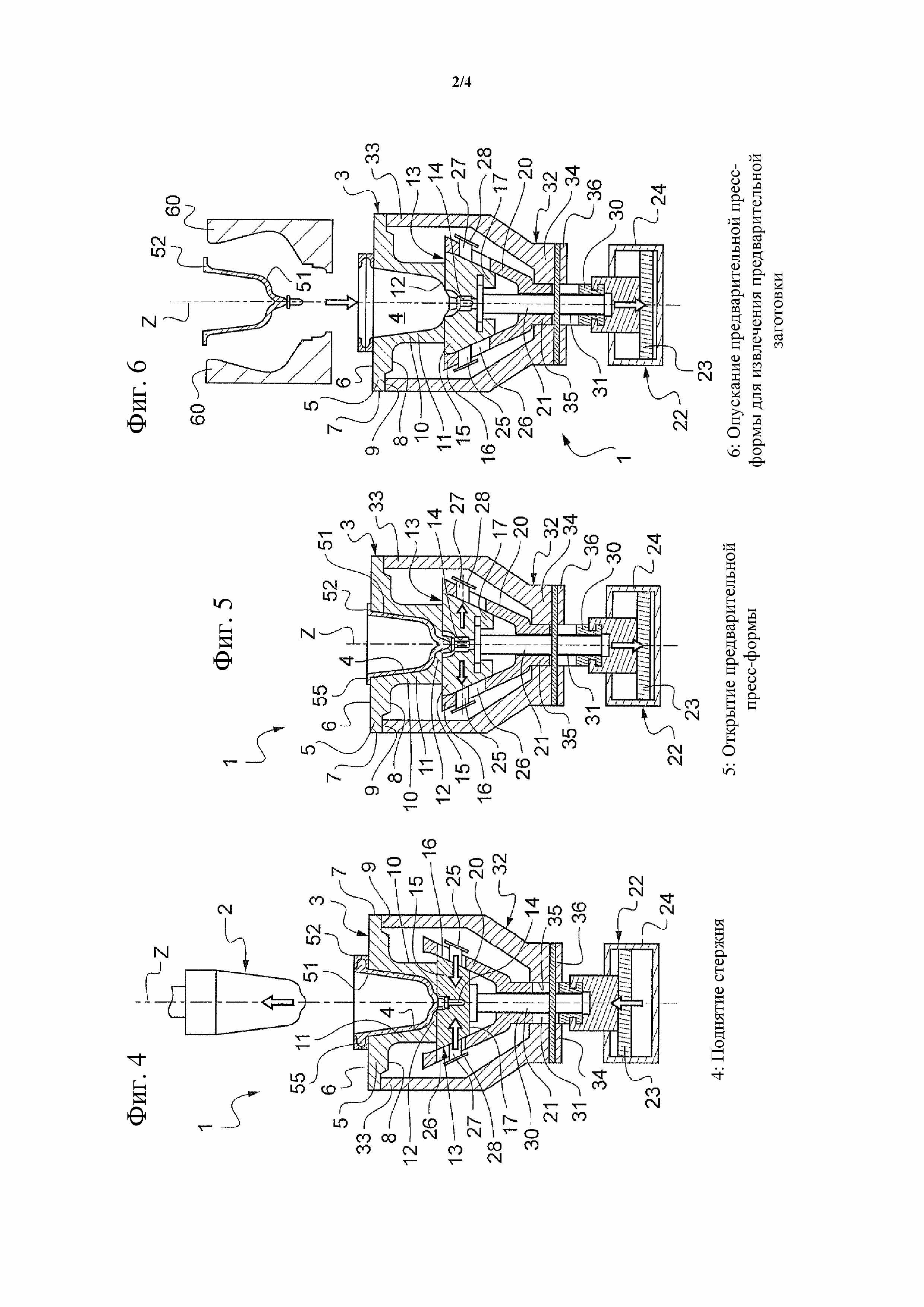
на фиг. 4 представлен вид машины по фиг. 1 в положении конца прессования;
на фиг. 5 представлен вид машины по фиг. 1 в процессе открытия;
на фиг. 6 представлен вид машины по фиг. 1 в процессе опускания предварительной пресс-формы;
на фиг. 7 представлен вид машины по фиг. 1 в положении выдувания;
на фиг. 8 представлен вид машины по фиг. 1 после выдувания;
на фиг. 9 и 10 представлены увеличенные виды фиг. 4 и 5.
Чертежи и приведенное ниже описание по существу содержат элементы с определенными ссылочными номерами. Таким образом, они могут не только служить для лучшего понимания настоящего изобретения, но и способствовать его определению, если это необходимо.
Машина первого типа содержит предварительную пресс-форму и конечную пресс-форму для изготовления по так называемой технологии прессовыдувания. Из капли стекла, залитой в предварительную пресс-форму, в указанной предварительной пресс-форме выпрессовывают бокал.
Предварительная пресс-форма имеет стенку для формования, выполненную как одно целое. Прессующий пуансон предусмотрен на открытом конце предварительной пресс-формы. После заливания капли стекла в предварительную пресс-форму прессующий пуансон опускается за счет поступательного движения и прижимает стекло к внешней стенке. Предварительная пресс-форма позволяет сформировать предварительную заготовку, часть чаши или заготовка которой имеет диаметр, увеличивающийся кверху. Другими словами, для извлечения из пресс-формы требуется, чтобы диаметр заготовки был постоянно увеличивающимся кверху.
Предварительную заготовку извлекают из предварительной пресс-формы. Затем предварительную заготовку растягивают с приведением во вращение в конечной пресс-форме, где происходит выдувание для прижатия стенки предварительной заготовки к стенке для формования конечной пресс-формы.
Затем заготовку прикрепляют в горячем состоянии посредством сварки на стеклянном основании, изготавливаемом параллельно.
Кроме того, заявителю также известна технология прессования, в которой требуется, чтобы диаметр заготовки был постоянно увеличивающимся кверху, и большая толщина стекла. Необходимость большой толщины стекла обусловлена низкой текучестью стекла внутри единственной пресс-формы и сложностью горячего прессования при температурах, при которых большинство конструкционных сталей теряют большую часть своих механических свойств. Однако большая толщина стекла увеличивает конечный продукт и повышает его себестоимость на каждом этапе производства. Большая толщина стекла также уменьшает свободу конструктора в отношении формы объекта.
Настоящее изобретение направлено на устранение недостатков машины первого типа, при этом сохраняя ее преимущества, в частности, по сравнению с машинами отдельного прессования. Настоящее изобретение направлено на обеспечение творческой свободы конструкторам и дизайнерам бокалов, в том числе бокалов для питья, в частности бокалов на основании, бокалов типа стаканов и т. д. Заготовка имеет свободную форму и не зависит от остальной части бокала. Заготовка изготовлена прессовыдуванием с помощью предварительной пресс-формы из нескольких деталей.
Машина для изготовления стеклянных объектов, в частности бокала для питья, содержит предварительную пресс-форму 1, выполненную с возможностью приема стекла при температуре плавления, и прессующий пуансон 2, совершающий поступательное движение вдоль первой оси, в целом вертикально, в качестве альтернативы. Первая ось здесь называется осью Z. Пуансон 2 имеет форму вращения с диаметром, постоянно увеличивающимся снизу. Пуансон 2 выполнен как одно целое из тугоплавкого сплава. Пуансон 2 приводится в действие линейным исполнительным механизмом, в частности пневматическим или электрическим. Пуансон 2 предусмотрен для образования внутренней поверхности стеклянной предварительной заготовки 51.
Предварительная пресс-форма 1 содержит цельную верхнюю часть 3, имеющую верхнюю полость 4 для формования или внутреннюю поверхность, расширяющуюся кверху. Верхняя полость 4 для формования имеет форму вращения с диаметром, постоянно увеличивающимся снизу. Верхняя полость 4 для формования имеет отверстие малого диаметра на своем нижнем конце и отверстие большого диаметра на своем верхнем конце. Верхняя полость 4 для формования является соосной с пуансоном 2. Верхняя часть 3 выполнена как одно целое из тугоплавкого сплава.
На верхней части 3 установлен зажим 55 для захвата предварительной заготовки.
В осевом разрезе верхняя часть 3 содержит верхний фланец 5, проходящий от верхнего конца верхней полости 4 для формования. Верхний фланец 5 имеет плоскую верхнюю поверхность 6, перпендикулярную оси Z. Верхний фланец 5 имеет кольцевую форму. Верхний фланец 5 имеет периферийную поверхность 7, параллельную оси Z, и нижнюю поверхность 8, параллельную верхней поверхности 6. Между периферийной поверхностью 7 и нижней поверхностью 8 предусмотрено кольцевое плечо 9. Плечо 9 обеспечивает устойчивую установку и центрирование на опорном цилиндре, см. ниже. Верхняя часть 3 содержит корпус 10 для формования, проходящий вниз от верхнего фланца 5.
Корпус 10 для формования имеет общую форму открытой снизу чаши. Корпус 10 для формования имеет кольцевую форму. Корпус 10 для формования содержит продолговатую стенку 11 вдоль оси Z и дно 12 в форме диска в плоскости, перпендикулярной оси Z. Продолговатая стенка 11 имеет периферийную поверхность, в данном случае в форме цилиндрического тела вращения, и внутреннюю поверхность для формования в форме усеченного конуса, являющуюся частью верхней полости 4 для формования. Дно 12 имеет плоскую нижнюю поверхность. Плоская нижняя поверхность перпендикулярна оси Z. Дно 12 имеет верхнюю поверхность, образующую поверхность для формования, являющуюся частью верхней полости 4 для формования. Верхняя поверхность является продолжением внутренней поверхности для формования продолговатой стенки 11.
Предварительная пресс-форма 1 содержит нижнюю часть 13, выполненную из нескольких деталей для формования. Под деталью для формования понимают элемент конструкции, находящийся в контакте с расплавленным стеклом во время формования. Нижняя часть 13 имеет верхнюю поверхность, находящуюся в контакте с нижней поверхностью верхней части 3. Нижняя часть 13 выполнена из угловых секторов 15 в количестве от двух до десяти. Предпочтительно выбрать количество от четырех до десяти для ограничения радиального хода, причем это количество может учитывать диаметр детали и изменение диаметра между локальным минимумом и локальным максимумом, расположенным внизу.
Угловые секторы 15 могут двигаться между положением формования и положением извлечения из пресс-формы. В положении формования угловые секторы 15 образуют нижнюю полость 14 для формования, не расширяющуюся кверху. Нижняя полость 14 для формования закрыта снизу. Нижняя полость 14 для формования открыта сверху и сообщается с верхней полостью для формования.
Угловые секторы 15 имеют разделительные плоскости, проходящие через ось Z. Угловые секторы 15 совершают поступательное движение с одной компонентой вдоль второй оси, перпендикулярной оси Z. Здесь угловые секторы 15 совершают поступательное движение в плоскости, перпендикулярной оси Z. Нижняя полость 14 для формования имеет либо не имеет круглую форму. Нижняя полость 14 для формования имеет диаметр, который непостоянно уменьшается книзу, тогда как верхняя полость 4 для формования имеет диаметр, который постоянно уменьшается книзу. Здесь нижняя полость 14 для формования имеет кольцевую канавку для образования кольцевого буртика в нижней части предварительной заготовки.
Другими словами, нижняя полость 14 для формования может иметь изменения радиального размера, увеличиваясь и уменьшаясь книзу. Нижняя полость 14 для формования может делать необходимым радиальное движение угловых секторов 15 для извлечения из пресс-формы, тогда как верхняя полость 4 для формования может быть извлечена из пресс-формы за счет осевого движения относительно предварительной заготовки и указанной верхней полости 4 для формования. Верхняя часть 3 вдоль любой оси в плоскости, перпендикулярной первой оси, имеет минимальный размер больше максимального размера нижней части вдоль указанной оси, перпендикулярной первой оси, так что формованный объект в нижней части может проходить в верхнюю часть, совершая поступательное движение вдоль первой оси.
Предварительная заготовка и указанная верхняя полость 4 для формования не только могут быть извлечены из пресс-формы, но также нижняя часть предварительной заготовки, сформованная в нижней полости 14 для формования, может проходить в верхнюю полость 4 для формования. В положении извлечения из пресс-формы угловые секторы 15 разнесены друг от друга под углом и освобождают пространство радиального размера, больше или равное минимальному радиальному размеру верхней полости 4 для формования.
Нижняя часть 13 в положении формования имеет периферийную поверхность 16 в форме усеченного конуса. Периферийная поверхность 16 в форме усеченного конуса находится в контакте с направляющим элементом 20 в форме усеченного конуса. Нижняя часть 13 имеет нижнюю зону 17, взаимодействующую с опорным рычагом 21. Взаимодействие может быть обеспечено за счет осевого соединения и радиальной свободы, например, с помощью конца рычага 21 T-образной формы, расположенного в соответствующей вогнутой форме.
Направляющий элемент 20 в форме усеченного конуса и опорный рычаг 21 соединены друг с другом. Направляющий элемент 20 в форме усеченного конуса и опорный рычаг 21 совершают поступательное движение вдоль оси Z. Направляющий элемент 20 в форме усеченного конуса и опорный рычаг 21 приводятся в действие исполнительным механизмом 22. Исполнительный механизм 22 в данном случае содержит пневматический узел – поршень 23 и цилиндр 24. Исполнительный механизм 22 способен перемещать направляющий элемент 20 в форме усеченного конуса и опорный рычаг 21 между верхним положением и нижним положением и поддерживать их в каждом из этих положений. Верхнее положение соответствует положению формования. Нижнее положение соответствует положению извлечения из пресс-формы.
Преобразование поступательного движения вдоль оси Z исполнительного механизма 22 в радиальное движение угловых секторов 15 осуществляется за счет наклона конуса направляющего элемента 20 в форме усеченного конуса в направлении подъема. Нижняя часть 13 удерживается неподвижной вдоль оси Z. Перемещение вверх направляющего элемента 20 в форме усеченного конуса посредством контакта внутренней поверхности в форме усеченного конуса с периферийной поверхностью 16 в форме усеченного конуса обеспечивает сжатие угловых секторов 15.
Угловые секторы 15 регулируются направляющим элементом 20 в форме усеченного конуса в другом направлении, а именно посредством рельса 25 T-образной формы, проходящего в паз 26, выполненный в направляющем элементе 20 в форме усеченного конуса. Рельс 25 T-образной формы входит в контакт с внешней поверхностью в форме усеченного конуса направляющего элемента 20 в форме усеченного конуса. Рельсы 25 T-образной формы и внешние поверхности угловых секторов 15 образуют наклонные откосы, преобразующие поступательное движение вдоль первой оси в поступательное движение в плоскости, перпендикулярной первой оси, при взаимодействии с внутренней и внешней поверхностями в форме усеченного конуса направляющего элемента 20 в форме усеченного конуса.
Более конкретно, рельс 25 T-образной формы содержит сердечник 27 и штангу 28. Сердечник 27 прикреплен на одном конце к угловому сектору 15 и поддерживает на своем противоположном конце штангу 28, при этом сердечник 27 проходит в указанный паз 26. Сердечник 27 имеет форму параллелограмма. Штанга 28 выступает за пределы направляющего элемента 20 в форме усеченного конуса. Таким образом, в противоположном направлении, перемещение вниз направляющего элемента 20 в форме усеченного конуса обеспечивает раздвигание угловых секторов 15. Штанга 28 затем оказывает тягу на соответствующий угловой сектор 15.
Направляющий элемент 20 в форме усеченного конуса имеет внизу продолжение в виде втулки 30, окружающей рычаг 21. Сквозь втулку 30 проходит продолговатое отверстие 31. Верхняя часть 3 предварительной пресс-формы 1 опирается на фланец 5 на внешней опоре 32. Внешняя опора 32 в данном случае имеет кольцевую форму с верхней цилиндрической стенкой 33, поддерживающей указанную верхнюю часть 3, и дном 34, снабженным центральным сквозным отверстием 35. Втулка 30 и рычаг 21 проходят в указанное отверстие 35. Поперечина 36 прикреплена к внешней опоре 32. Поперечина 36 пересекает отверстие 35. Поперечина 36 проходит в продолговатое отверстие 31 втулки 30 и рычага 21. Продолговатое отверстие 31 находится на оси, перпендикулярной оси Z, и имеет основной размер или большой диаметр вдоль оси Z. Втулка 30 и рычаг 21 подвергаются вращению на внешней опоре 32, при этом имея свободу поступательного движения вдоль оси Z в пределах, ограниченных основным размером продолговатого отверстия 31.
Кроме того, машина также содержит пуансон или прессующий стержень 2, совершающий поступательное движение вдоль оси Z. Пуансон 2 служит в качестве поршня, тогда как предварительная пресс-форма 1 служит в качестве цилиндра для образования предварительной заготовки из капли 50 стекла, принимаемой в предварительной пресс-форме 1. Пуансон 2 имеет такие форму и размер, что предварительная заготовка имеет относительно равномерную толщину в части предварительной заготовки, соответствующей верхней части 3 предварительной пресс-формы 1. Пуансон 2 остается существенно выше угловых секторов 15, в частности на уровне выше, чем нижняя поверхность верхней части 3.
На первом этапе исполнительный механизм 22 толкает направляющий элемент 20 в форме усеченного конуса и рычаг 21 вверх. Угловые секторы 15 нижней части 13 закрываются. Нижняя часть 13 и верхняя часть 3 образуют предварительную пресс-форму, закрытую снизу.
На втором этапе каплю 50 стекла загружают в предварительную пресс-форму 1. Капля 50 стекла имеет температуру и, следовательно, вязкость, которые позволяют придавать ей форму. Под действием силы тяжести капля стекла располагается на дне полости предварительной пресс-формы 1.
На третьем этапе пуансон 2 опускается и входит в контакт с каплей 50 стекла. Пуансон 2 вызывает протекание стекла между стенками предварительной пресс-формы 1 и самим пуансоном 2. Пуансон 2 также вызывает протекание стекла вниз в нижнюю часть 13, между угловыми секторами 15, и вверх для образования фланца 52 в зажиме 55. Предварительная заготовка 51 содержит фланец 52, верхнюю часть, или заготовку 53, и нижнюю часть, или функциональный элемент 54. Заготовка 53 образуется совместно пуансоном 2 и верхней полостью 4. Заготовка 53 расширяется кверху таким образом, что ее возможно извлечь из цельной верхней части 3. Функциональный элемент 54 не расширяется кверху. Функциональный элемент 54 здесь представляет собой шпильку оси Z, направленную вниз и имеющую кольцевой буртик, выступающий в радиальном направлении.
На четвертом этапе пуансон 2 поднимают и, таким образом, освобождают от предварительной заготовки 51. Поскольку температура стекла предварительной заготовки снижается, предварительная заготовка 51 сохраняет свои форму и размер.
На пятом этапе исполнительный механизм 22 оттягивает направляющий элемент 20 в форме усеченного конуса и рычаг 21 вниз. Угловые секторы 15 нижней части 13 раздвигаются. Нижняя часть 13 предварительной пресс-формы 1 переходит в открытое положение. Часть предварительной заготовки 51, расположенная под верхней частью 3 предварительной пресс-формы 1, освобождается.
На шестом этапе узел предварительной пресс-формы 1 высвобождают вниз. Предварительная заготовка 51 удерживается зажимом 55 в зацеплении с фланцем 52. Предварительную заготовку 51 извлекают из верхней части 13. Предварительная заготовка 51 может удерживаться верхним краем.
Конечная пресс-форма 60, выполненная из нескольких угловых секторов, может быть подана посредством движения в плоскости, перпендикулярной оси Z. Конечная пресс-форма 60 входит в контакт с верхней частью предварительной заготовки. Конечная пресс-форма 60 предпочтительно удалена от нижней части предварительной заготовки. Конечная пресс-форма 60 не имеет деформирующего контакта с нижней частью предварительной заготовки, предварительно образованной нижней частью предварительной пресс-формы.
На седьмом этапе конечную пресс-форму 60 закрывают вокруг предварительной заготовки 51 и осуществляют выдувание воздуха под давлением в полости предварительной заготовки 51. Таким образом, заготовке, полученной из предварительной заготовки 51, может быть придана форма рюмки или, в более общем случае, бокала, горловина которого имеет диаметр меньше, чем другая часть заготовки. Нижняя часть предварительной заготовки 51, соответствующая нижней части 13 предварительной пресс-формы 1, имеет свободную форму в оболочке, образованной минимальными поперечными размерами верхней части 3. Нижняя часть 13 предварительной пресс-формы 1 образует пресс-форму элемента, расположенного под заготовкой. Нижняя часть 13 предварительной пресс-формы 1 определяет поперечное утолщение, предпочтительно кольцевой формы, нижней части предварительной заготовки 51.
На восьмом этапе конечную пресс-форму 60 раздвигают и заготовку, полученную из предварительной заготовки 51, извлекают из пресс-формы.
В настоящем изобретении предоставлены машина и способ производства, обеспечивающие значительно большую свободу при проектировании стеклянного объекта, чем ранее. Заготовка может подвергаться выдуванию, тогда как нижняя часть может быть снабжена утолщением, способствующим механической прочности сборки.
Реферат
Машина и способ изготовления стеклянных объектов, в частности бокала на основании, предусматривающие предварительную пресс-форму (1), выполненную с возможностью приема стекла при температуре плавления, и прессующий пуансон (2), выполненный с возможностью поступательного движения вдоль первой оси. Предварительная пресс-форма (1) содержит цельную верхнюю часть (3), расширяющуюся кверху, и нижнюю часть (13), не расширяющуюся кверху и выполненную из нескольких деталей. Детали нижней части (13) выполнены с возможностью поступательного движения с одной компонентой вдоль осей, расположенных в плоскости, перпендикулярной первой оси. Верхняя часть (3) вдоль любой оси, перпендикулярной первой оси, имеет минимальный размер, который больше максимального размера нижней части (13) вдоль указанной оси, перпендикулярной первой оси, так что формованный объект в нижней части (13) может проходить в верхнюю часть (3), совершая поступательное движение вдоль первой оси. Достигаемый технический результат – снижение деформации стекла. 2 н. и 9 з.п. ф-лы, 10 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для изготовления изделий из стекла сложной формы посредством центрифугирования
Комментарии