Устройство для формования полых изделий из стекломассы - SU1011044A3
Код документа: SU1011044A3
Чертежи
Описание
Изобретение относится к оборудованию стекольной промышпенноЁтИ и может быть использовано при изготовлении полых изделий из жидкого стекла. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для формования полых изделий из стекломассы , содержащее формы, каждая из кЬторых имеет горловое кольцо, установленные в держателях. Расстояние между горловыми кольцами зависит от максимального поперечного размера, например диаметра полых готовых изделий . Поскольку это расстояние не регулируется то в описанном устройстве изготовляют стеклоизделия одного типоразмера 13Недостаток устройства - оно рассчитано на изготовление полых изделий определенных максимальных попере ных. размеров. При изготовлении издеЛИЯ с большими размерами уменьшают толщину стенок чистовых пресс-форм . ниже оптимального значения. При этом необходи|«ю учитывать технологичес-. кие и термические проблемы и для то-го , чтобы это не привело к браку в готовых изделиях, нужны повышенные строительные и производственн11е затраты .
Цель изобретения - получение возможности формования полых изделий с размерами в широком диапазоне.
Указанная цель достигается тем, что устройство для формования полых изделий из стекломассы, содержащее формы, каждая из которых имеет горловое кольцо, установленное в держателях , снабжено механизмом регулирования расстояния между горловыми кольцами.
Причем механизм регулирования может быть выполнен в виде силового цилиндра с поршнем, соединенным, тягой с горловым кольцом или в виде ролика, входящего в криволинейную направляющую, соединенную тягой с горловым кольцом. .
Кроме того, механизм регулирования расстояния между горловыми кольцами может быть выполнен со стопором , расположенным на держателе и горловом кольце или он может быть выполнен в виде установленного в подшипнике приводнопо коромысла, соединенного с горловым кольцом.
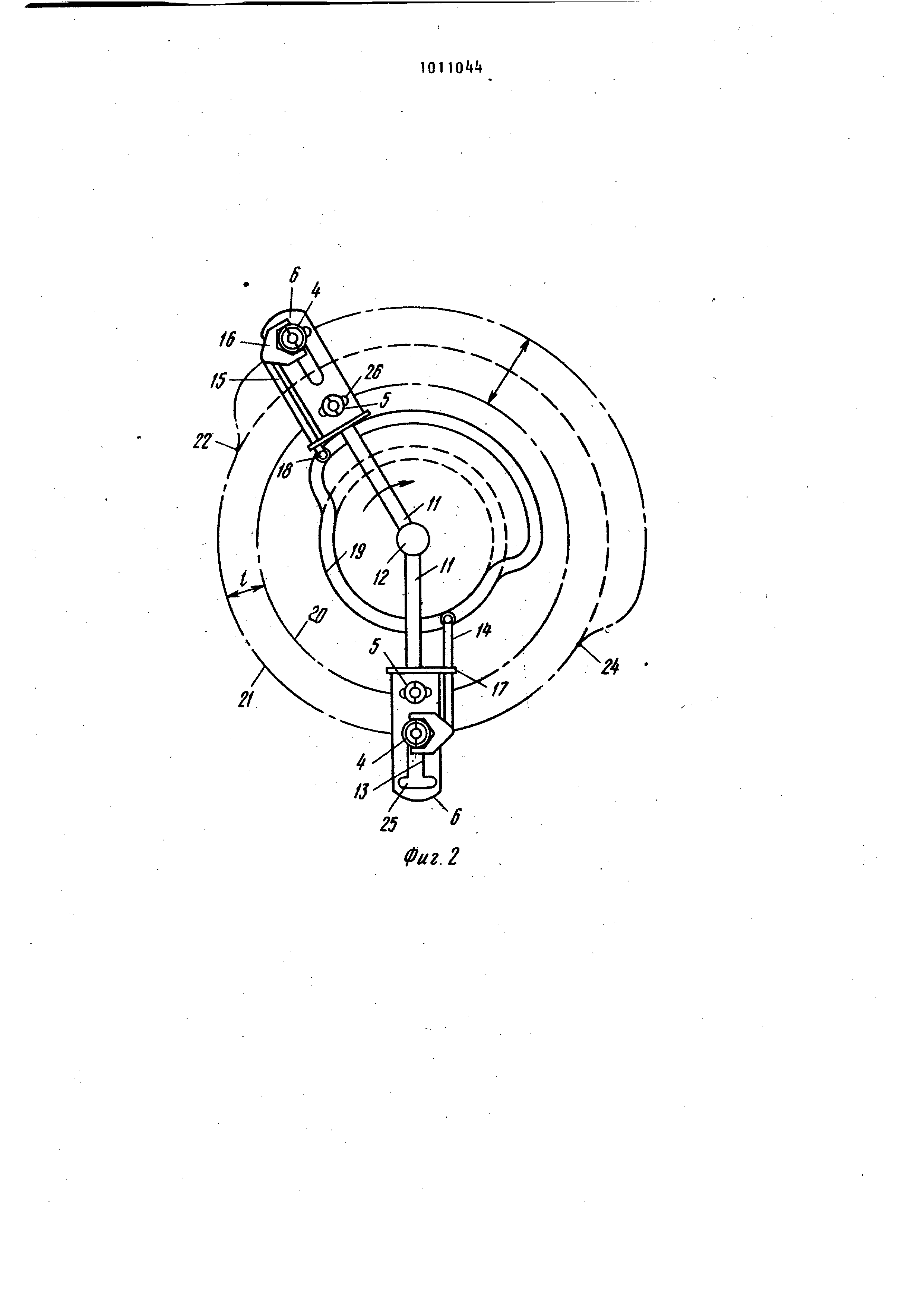
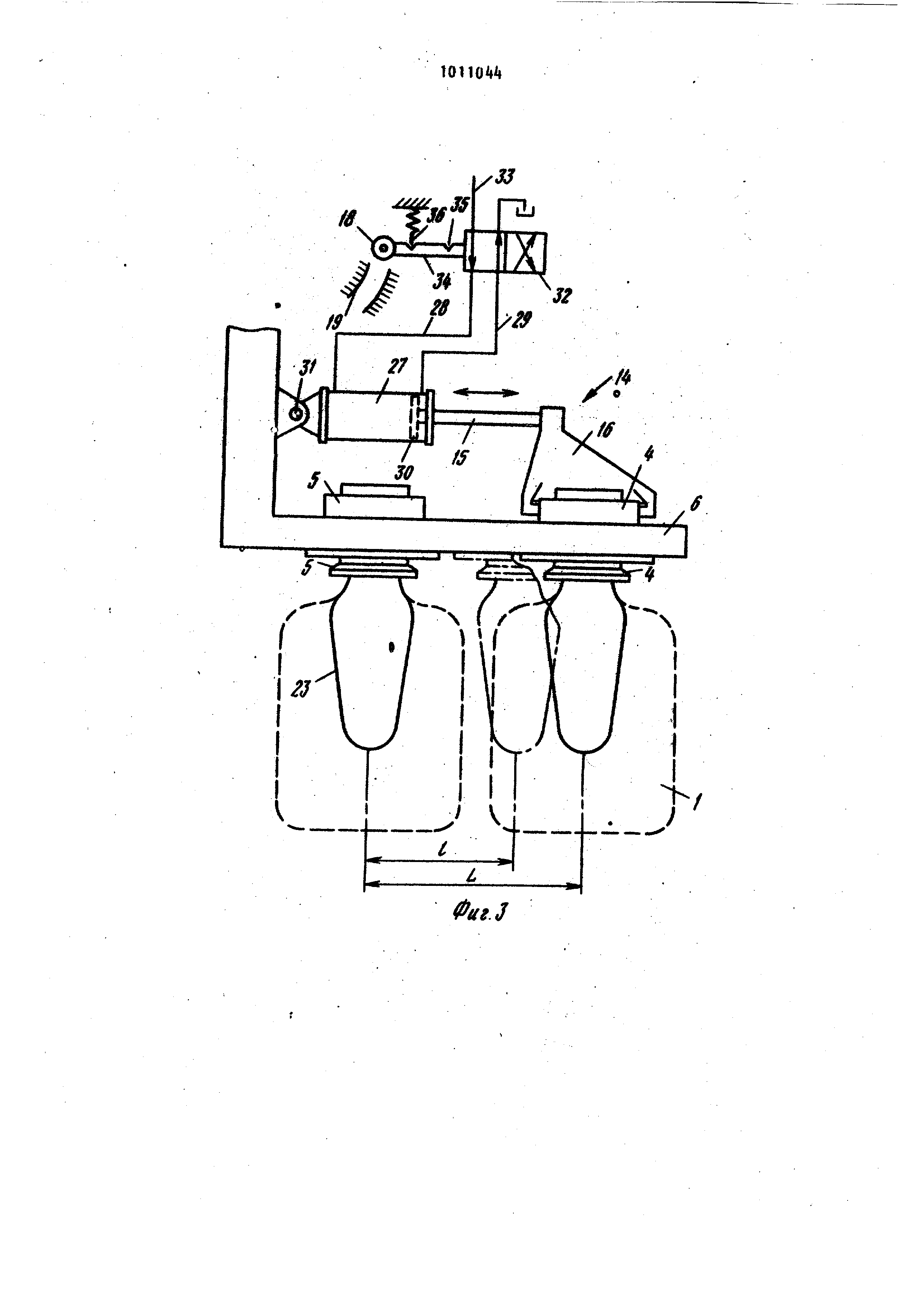
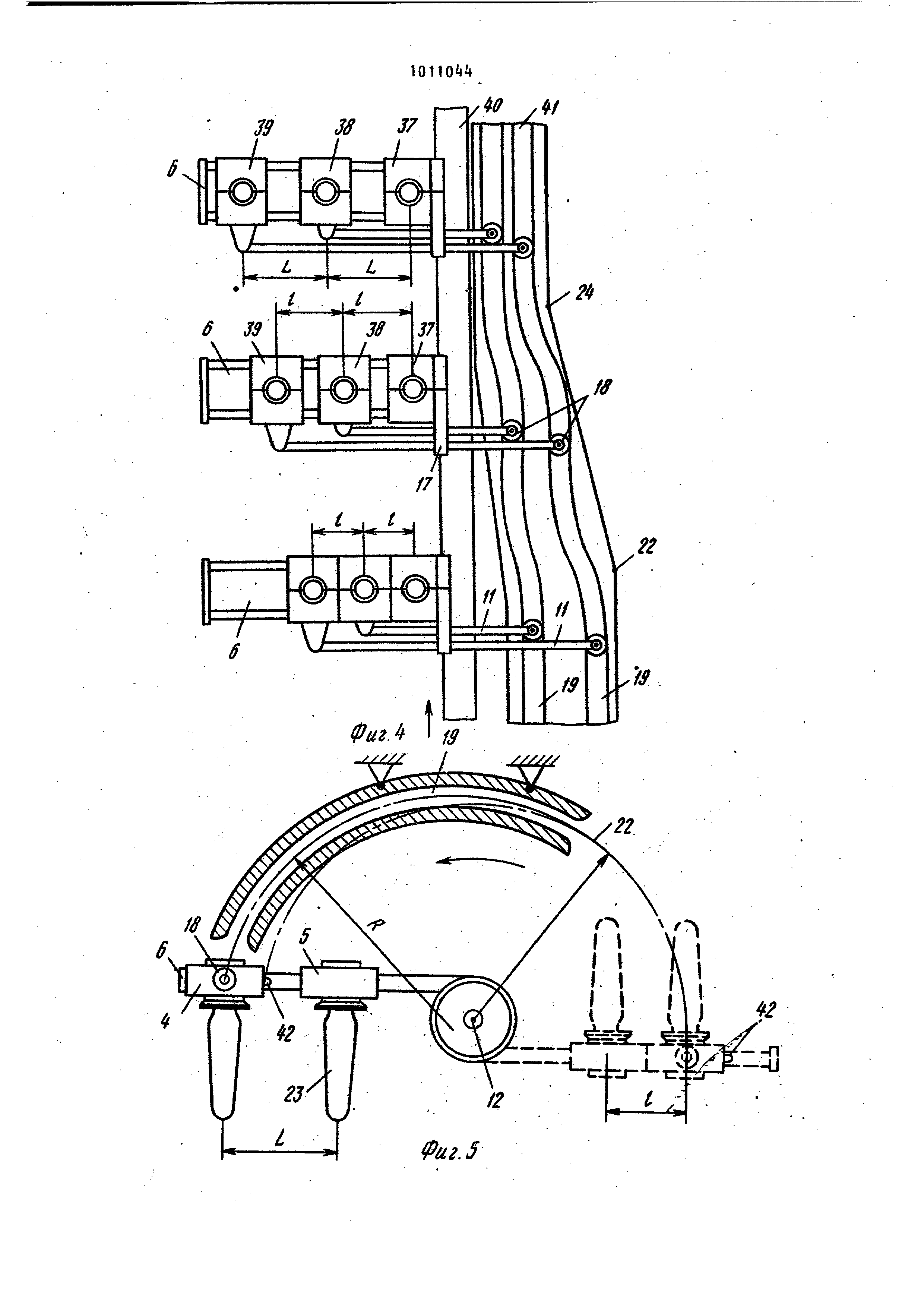
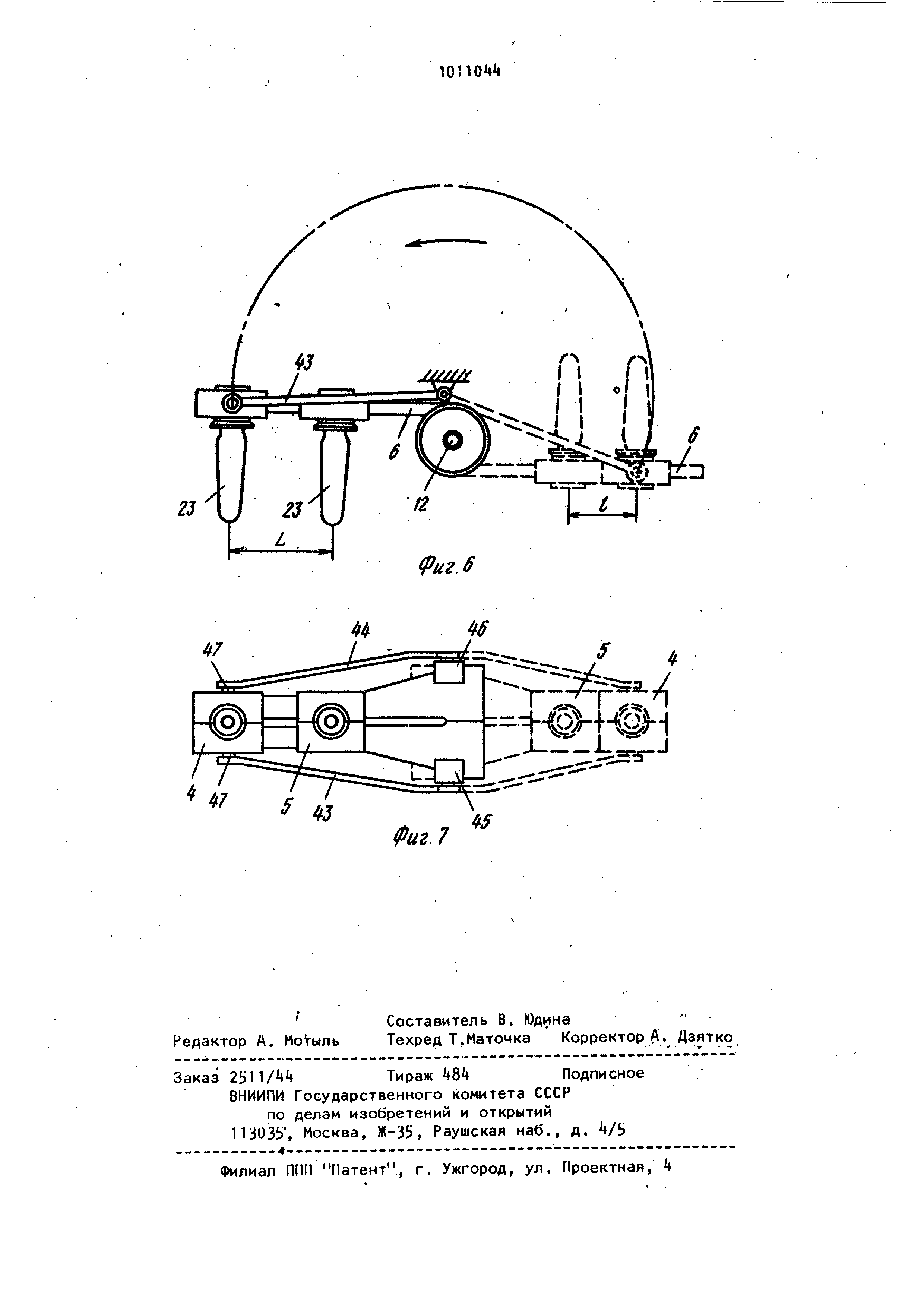
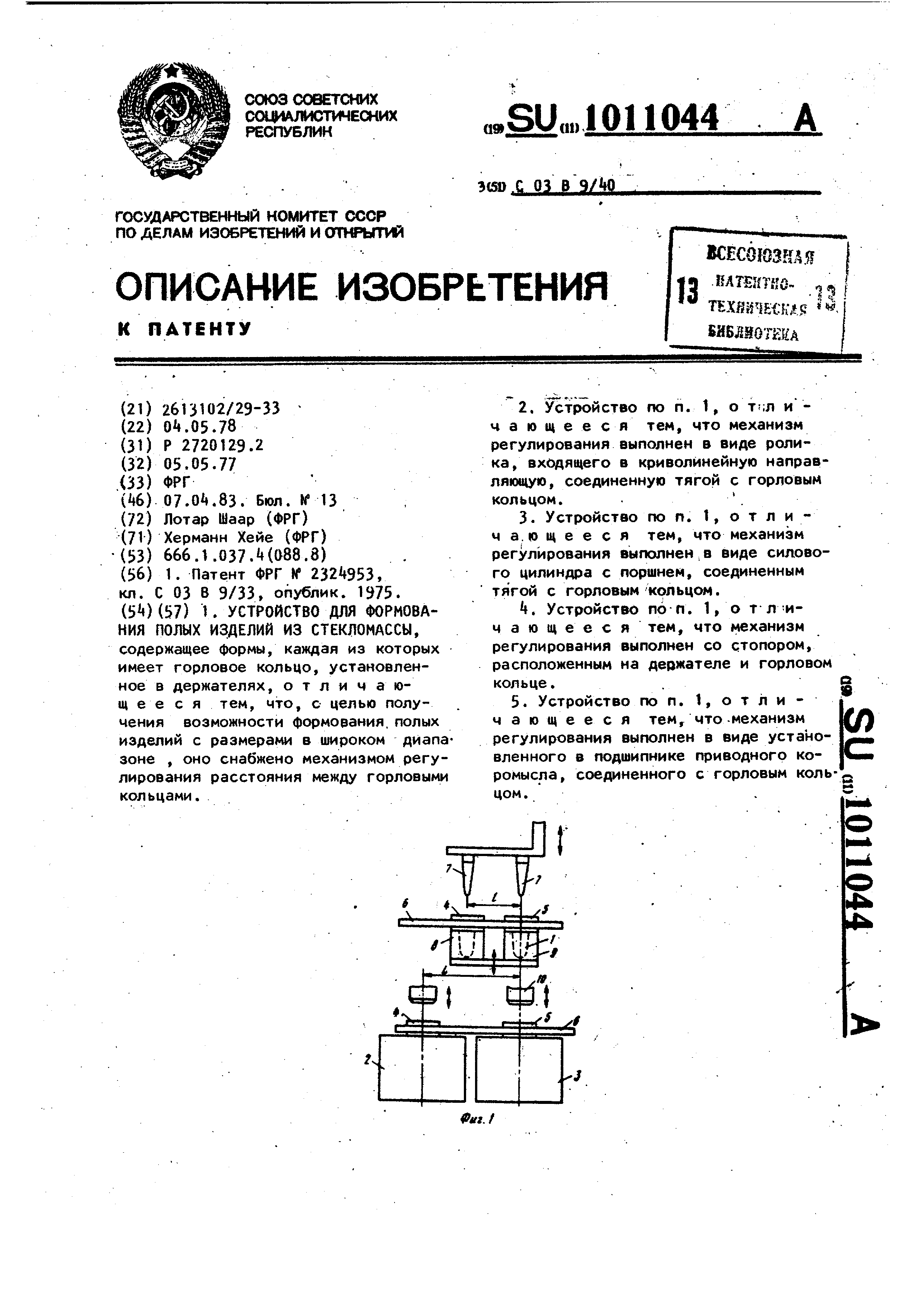
На фиг. 1 показано схематическое изображение стеклоформующей машины ; на фиг. 2 - устройство для формования полых изделий из стекломассы, видсверху; на фиг. 3 - вариант выполнения устройства, вид сбоку; на фиг-. - вариант выполнения устройства , вид сверху; на фиг.5 - вариQ ант выполнения устройства, вид сбоку; на, фиг. 6 - вариант выполнения устройства, вид сбоку; на фиг. 7п (оекция устройства на фиг. 6.
Устройство для формования полых . .стеклоизделий 1 является частью стеклоформующей машины, которая схематично представлена на фиг. 1. Машина бкл очает чисТЪвые формы 2 и 3, горловые кольца и 5, держатель 6 горловых колец и перемещающиеся в вертикальном направлении пуансоны 7, черновые формы 8 и Э, дутьевые головки 10, перемещакяциеся в направлении стрелки. Расстояние между черновыми
, формами равно 1, а между чистовыми L.
I Устройство для формования полых изделий 1 содержит несколько плеч 11, которые движутся не зависимо друг от друга в направлении стрелок вокруг
0 общей оси 12. Каждое плечо 11 соединено с держателем 6 горловых колец, в котором на радиальном расстоянии друг от друга расположены два горловых кольца и 5. Каждое горловое
5 кольцо и 5 состоит из двух половин.,
Каждый держатель горлового кольца имеет фигурный паз 13, в котором горловое кольцо t посредством механизма 1.4 регулирования расстояния межДУ горловыми кольцами может радиально перемещаться относительно оси 12, Механизм I регулирования выполнен в виде укрепленной на тяге 15 вилки 16. Тяга 15 сидит На подшипнике 17
5 держателя 6 горлового кольца и на своем свободном конце меет ролик 18, который.движется по стационарной криволинейной направляющей 19. Держатель 6 горлового кольца во вреМ1Я рабочего цикла приводится -в действие следующим образом.
Во время чернового формования,например , раздувом,черновые формы 8 и 9, расположенные по одной линии, а
, значит и горловые кольца и 5 сохраняют обозначенное концентрическими штрихпунктирными кругами 20 и 21 межцентровое расстояние 1 до точки - . 22, в которой межцентровое расстояние начинает расти до размеров L начинается чистовое формование, при котором изделие достигает окончатель ных размеров. Межцентровое расстояние L между горловЫ1«1 кольцами и 5 увеличивается за счет движения тяги 15 с роликом 18 вдоль криволинейной направляющей 19, которая при чистово формовании увеличивает радиус кривизны . 8 свою очередь вилка 1б на тяге 15 передвигает горловое кольцо k, а значит и чистовую форму 2 в пазу 13 держателя 6 на расстояние I - L по радиусу от оси 12. В это вре мя половинки чистовых форм 2 и 3 смыкаются и дутьевыми головками 10 через горловые кольца и 5 подается сжатый воздух для раздува пуль ки 23 до готового изделия 1. В точке 24 половинки чистовых форм р аскрываются , раздвигаясь по пазам 2S и 26, освобождают го1товые cteклoиздeлия и транспортируются (едстаами (не показаны}. ; При дальнейшем перемещении плеч . 11 держателей 6 горловых колец вокруг оси . 12 рабочий цикл формования полых изделий 1 изстекломассы начинается сначала. „ При изготовлении полых стеклянных изделий относительно малых размеров в увеличении межцентрового расстояния ме)кду горловыми кольцами нет не-; обходимости. 8 этом случае направляющая 19, по которой движется рог лик 18, будет иметь постоянный радиус . Механизм 1 регулирования растояния между горловыми кольцами может . быть выполнен в виде силового цилиндра 27 двойного действия с подающими рабочую жидкость 28 и 29 и поршнем 30. Силовой цилиндр 27 с одной стороны при помощи оси 31 соединен с держателем 6 горлового кольиа , а с друг гой стороны посредством поршневого штока тяги t5 соединен с вилкой 16. Элементы 28 и 29 связаны с четырехходовым двухпозиционным клапаном 32, к которому подводится рабочая жидкость 33. Клапан 32 имеет переключающую штангу 3 с роликом 18, которы перемещается в криволинейно направляющей 19 и тем самым осуществляют переключение клапана 32 из одного положения в другое. Переключающая штанга 3 имеет две, отстоящие друг рт друга насечки 35 в которме поочередно входит штопорный подпруимненный штифт 36. Таким образом, при переключении клапана 32 иоионо регулировать межцентровое расстояние I или L горловых колец и 5 гнутей перемещения вилки 16 в направлении стрелки. Устройство для формования пЬлых стеклянных изделий выдуванием в трехместных формах (не показаны) , над которыми на держателе 6 горловых колец укреплены стационарно горловое кольцо 37 и неподвижно два других горловых кольца 38 и 39 Каждый держатель 6 горлового кольца расположен на рельсе tO и может передвигаться по нему в направленииСтрелки Т рибли зительно на одинаковом расстоянии друг от друга при помощи цепи (не показана ) . Вдоль рельса kQ расположена пли- та 1 с двумя находящи |ся на расстоянии друг от друга криволинейными направляющими 19. по которым перемещаются ролики 18 механизма 1 per гулирования. Ролики 18 соединены с тягами 15, сидящими на подшипнике 17 держателя 6 горлового кольца, прикреплены к горловым кольцам 38 и 39. . Движение держателя 6 горлового кольца по направляющим 19 обеспечивает в течение одного рабочего цикла ступенчатое увеличение межцентрового расстояния между соответствующими двумя смежными горловыми кольцами 37, 38 и 38, 39. Минимальное межцентровре расстояние сохраняется до точки 22 при черновом формовании пульки 23. Пулька 23 изготовляется в расположенных под горловыми кольцами 37-39 формах. После открывания черновых форм начинается саморазогрев пульки 23 до пластичного состояния. На участке 222 криволинейной направляющей 19 происходит промежуточное формование баночки изделия 1. На горловые кольца 37-39 .иа амадваются сверху дутьевые , головки 10, Пульки 23 раздувают до размеров баночки (не показано).При этом дйо баночек можно поддерживать поддонами (не показаны), чтобы избежать не;желательного удлинения баночек. На участке 22-24 первоначальное межцентровое расстояние 1 увеличивается до среднего значения (1 - промежуточное ) . При этом кольцо 38 сдвигается влево относительно горлового кольца 37, а горловая форма 39 относительно горлового кольца 38. В ходе дальнейшего рабочего цикл держатель 6 горлового кольца со своими тремя промежуточными выдутыми баночками достигает участка чистового формования за точкой на направляющей 19. Баночки зажимаются половинками чистовых форм и выдуваются при помощи дутьевых головок 10 до их окончательной формы, Для этого промежуточное межцентро вое расстояние 1-промежуточное между горловыми кольцами еще раз увеличива ют до максимального L, Горловые . кольца 38 и 39 еще раз перемещаются влево относительно своего положения на участке промежуточного формования Рельс kQ и плата il в пространстве ( не показано ) соединены каждый в замкнутый контур, поэтому по технолО гическому циклу формования полых стеклоизделий 1, описанному выше, по ле чистового формования предусматривается транспортирование изделий и повторение цикла сначала. Как вариант.может быть использован только один держатель 6 горлового кольца, который также должен пройти все участки криволинейной направляющей . Устройство для формования полых изделий 1 из стекломассы может быть выполнено в виде так называемого инвертирующего механизма (фиг,5). Держатель 6 горлового кольца поворачивается вокруг о,си J2 в течение одного рабочего цикла на 180 по напра лению стрелки от участка чернового формования, обозначенного пунктиром, до участка чистового формования, обозначенного сплошными линиями. После чистового формования держатель горлового кольца вновь поворачи вается против направления стрелки и возвращается назад на участок чернового формования. На держателе 6 горлового кольца неподвижно закрепле.но горловое коль цо 5, а другое горловое кольцо k может в необходимых пределах перемещаться вдоль держателя горлового кол ца, которые соприкасаются друг с дру гом при минимальном межцентровом рас стоянии 1, После формования пулек 23 держатель горлового кольца с . роликом 18 движет ся сначала по дуге окружности радиуса г вокруг оси 12, В точке 22 дуги окружности ролик 18 попадает в стационарную криволинейную направляющую 19 радиуса R,большего радиуса г. Держатель горлового кольца поворачивается .до тех пор, пока горловое кольцо k не войдет в стопор k2 держателя $ горлового кольца, увеличивая межцентровое расстояние до размера L. Затем держатель 6 поворачивается по часовой стрелке и, заняв положение , обозначенное штрихпунктирной линией, начинает цикл формования стеклоизделий сначала. Механизм регулирования расстояния между горловыми кольцами может быть выполнен в виде приводного коромысла , состоящего из двух звеньев 3 и kk, с одной стороны связанных с неподвижно закрепленными на стеклоформующей машине подшипниками «S и 6, ас другой- горловым кольцом при помощи цапф 7. Подшипники 5 и 6 расположены соосно и находятся по обе стороны от оси 12 и над нею. Горловое, кольцо k на участке чернового формования,изображенного штрихпунктирной линией , соприкасается с горловым кольцом 5, а межцентровое расстояние между ними равно 1,, Когда держатель 6 горлового кольца поворачивается по направлению стрелки, горловое кольцо 4 при помощи мысл 43 и 44 смещается наружу от горлового кольца 5. При этом цапфы kj движутся по дуге окружности вокруг оси подшипников 45 и 46, Таким образом, горловое кольцо 4 принудительно достигает на участке чистового формования своего крайнего положения, в котором оно имеет максимальное межце-нтровое расстояние L с кольцом 5, При. обратном пово)ачивании держателя горлового кольца против часовой стрелки межцентровое расстояние между горловыми кольцами меньшается до минимального значения 1 , Цикл формования начинается сначаа . Использование предлагаемого устройства позволит на одном и том же оборудовании формовать полые стеклоизделия из стекломассы с различными наружными размерами в широком диапазоне.
0fti.3
Фиг. 5
Реферат
1. УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ СТЕКЛОМАССЫ, содержащее формы, каждая из которых имеет горловое кольцо, установленное в держателях, отличающееся тем, что, с целью получения возможности формования, полых изделий с размерами в широком диапазоне , оно снабжено механизмом регулирования расстояния между горловыми кольцами. ВСЕСОЮЗКЛЯ jn НАТЕКТЙОТЕХйй Е :КАЯ «. бЯБляотекА 2.Устройство по п. 1, о т;;л ичающееся тем, что механизм регулирования выполнен в виде ролика , входящего в криволинейную направляющую , соединенную тягой с горловым кольцом. . . 3.Устройство по п. 1, о т л и ч а.ю щ е е с я тем, что механизм регулирования выполнен в виде силового цилиндра с поршнем, соединенным тягой с горловым кольцсм. 4.Устройство по п. 1, о т л ичающееся тем, что механизм регулирования выполнен со стопором, расположенным на держателе и горловом кольце. . 9 5. Устройство поп. 1,отличающееся тем , что-механизм регулирования выполнен в виде установленного в подшипнике приводного коромысла , соединенного с горловым колЬ g цом.
Комментарии