Система перегородок для черновых форм стеклоформующей машины - RU2436740C2
Код документа: RU2436740C2
Чертежи








Описание
Настоящее описание изобретения относится к перегородкам стеклоформующей машины, работающей с помощью выдувания, и если более точно, то к рычажным механизмам для выравнивания сил, действующих между или среди держателей перегородок в том случае, если верхние лицевые поверхности черновых форм являются неравномерными.
Уровень техники и сущность изобретения
В системах стеклоформующей машины, работающей с помощью выдувания, расплавленная капля стекломассы подается в верхний конец черновой формы. Затем перегородка помещается над верхним концом черновой формы и воздух для процесса подается через перегородку, чтобы толкать каплю стекломассы в сторону нижнего конца черновой формы. Воздух для выдувания затем подается через нижний конец черновой формы, чтобы формировать каплю стекломассы по границам черновой формы, включая перегородку, и таким образом формировать черновую заготовку или заготовку для выдувания, которая впоследствии помещается в чистовую форму для выдувания конечного изделия, например такого, как пустотелый стеклянный сосуд. Патент США Patent 3586494 раскрывает монтажное устройство рычага перегородки и держателя перегородки. Патент США Patent 4466821 и 3561941 раскрывает монтажное устройство держателя перегородки, которое включает в себя средство для балансировки сил, прикладываемых через перегородки к черновым формам, в том случае, если черновые формы являются неравномерными.
Варианты осуществления настоящего изобретения имеют множество объектов, которые могут быть применены раздельно или в комбинации друг с другом.
Система перегородок для черновых форм стеклоформующей машины в соответствии с типичным вариантом осуществления настоящего изобретения включает в себя первый вал, установленный для перемещения в направлении своей оси и для вращения вокруг своей оси. Рычаг перегородки устанавливается на первом валу, а трубопровод свешивается с рычага перегородки. Множество держателей перегородок свешиваются с трубопровода, а качающиеся рычаги соединяют держатели перегородок для выравнивания сил, прикладываемых с помощью держателей перегородок к черновым формам стеклоформующей машины. Второй вал является смежным по отношению к первому валу, а между вторым валом и трубопроводом проходит соединительный рычаг. Рычаг перегородки, трубопровод и соединительный рычаг формируют рычажный механизм, который перемещает держатели перегородок между первой позицией, находящейся над черновыми формами, и второй позицией, находящейся на некотором расстоянии от черновых форм. Положение качающихся рычагов между трубопроводом и держателями перегородок позволяет трубопроводу складываться под рычагом перегородки во второй позиции рычага перегородки, трубопровода и держателей перегородок. Соединительный рычаг, предпочтительно, соединен со вторым валом для продольного и вращательного перемещения на втором валу, а изнашивающийся блок, предпочтительно, переносится рычагом перегородки и вводит в зацепление соединительный рычаг, смежный со вторым валом, для поддержки соединительного рычага во время перемещения его на второй вал.
Краткое описание чертежей
Сущность изобретения, вместе с его дополнительными признаками, преимуществами и аспектами, будет лучше понятна из следующего описания, прилагаемой формулы изобретения и сопроводительных чертежей, в которых:
фиг.1 - местный вид в перспективе участка черновой формы стеклоформующей машины, который иллюстрирует систему перегородок в соответствии с типичным вариантом осуществления настоящего изобретения;
фиг.2 - вид в перспективе системы перегородок машины, изображенной на фиг.1;
фиг.3 - вид в перспективе сборки рычага перегородки, относящейся к системе перегородок, изображенной на фиг.2;
фиг.4 - вид сбоку сборки рычага перегородок, изображенной на фиг.3;
фиг.5 - вид в перспективе трубопровода держателя перегородки, являющегося сборочным узлом в сборке рычага перегородок, изображенной на фиг.3 и 4;
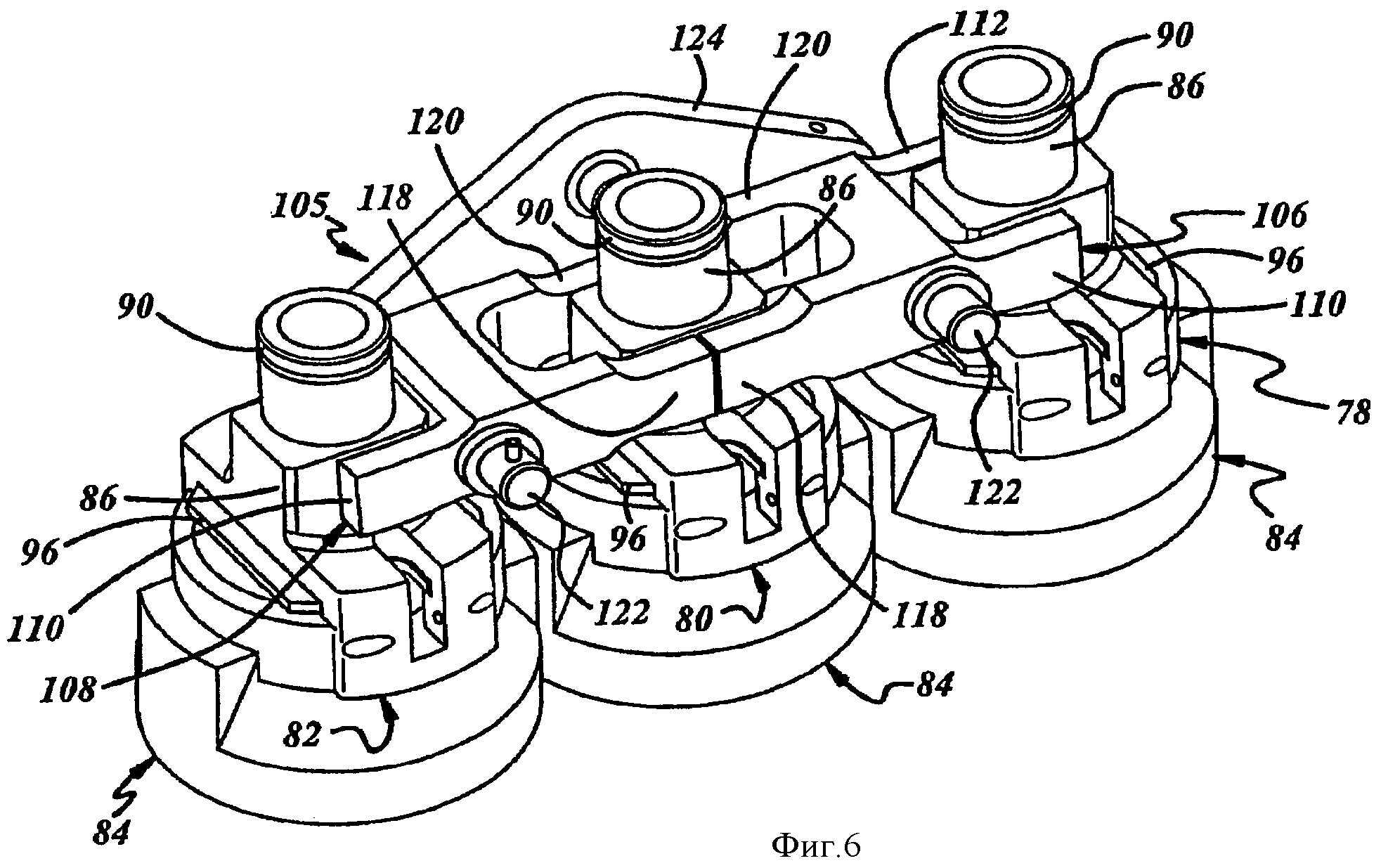
фиг.6 - местный вид в перспективе участка сборочного узла трубопровода, изображенного на фиг.5;
фиг.7 - вид в разрезе сборочного узла, изображенного на фиг.5;
фиг.8 - вид в разрезе, произведенном, в основном, вдоль линии 8-8 на фиг.4; и
фиг.9 - вид сверху системы перегородок на фиг.2, с перегородками в полностью убранном положении.
Подробное описание предпочтительных вариантов осуществления изобретения
Фиг.1 иллюстрирует участок стеклоформующей машины 20, которая предпочтительно, но необязательно является отдельной секцией стеклоформующей машины, работающей с помощью выдувания. Множество черновых форм 22 получают расплавленные капли стекломассы, а перегородка 24 в сборе устанавливается таким образом, чтобы она прилегала к каждой секции машины 20 для размещения перегородок над открытыми концами черновых форм 20 и направляющих воздух в черновые формы. Патент США Patent 4362544 включает в себя обсуждение базовой проблематики процесса формирования с помощью выдувания.
Обратимся сейчас к фиг.1-4. Перегородка 24 в сборе включает в себя рычаг 28 перегородки в сборе, установленный на паре валов 30, 32, располагающихся рядом с каждой секцией машины 20. (Машина 20 может иметь только одну секцию, но предпочтительно имеет множество отдельных секций.) Первый вал 30 имеет продольную ось и устанавливается для перемещения в направлении своей оси и вращения вокруг своей оси, которая имеет привод, например, от электрического приводного устройства 34 (фиг.2), или от пневматического приводного устройства, или от имеющей механический привод системы кулачков. Второй вал 32, предпочтительно, является стационарным. Втулка 36 прикрепляется к валу 30, а рычаг 38 перегородки выходит из втулки 36. В типичном варианте осуществления этого раскрываемого изобретения втулка 36 имеет Т-образный паз 40, а рычаг 38 перегородки имеет Т-образную головку 42, которая вставляется в паз 40. Таким образом, рычаг 38 перегородки имеет возможность регулируемого позиционирования по отношению к втулке 36, чтобы вмещать различающиеся по размерам черновые формы 22 (фиг.1). Однако для данного размера черновых форм 22, рычаг 38 перегородки жестко крепится к втулке 36. Соединительный рычаг 44 выходит из втулки 46, которая установлена на валу 32 с возможностью скользящего перемещения вдоль вала и вращения вокруг него, например, с помощью высокотемпературного подшипника 48. Изнашивающийся блок 50 присоединяет рычаг 38 перегородки к соединительному рычагу 44. Изнашивающийся блок 50, предпочтительно, имеет С-образную форму и имеет основание 52, установленное на головке 42 рычага 38 перегородки, например, с помощью подходящих винтов, первый рычаг 54 входит в зацепление с нижней стороной соединительного рычага 44, а второй рычаг 56 входит в зацепление с верхней стороной соединительного рычага 44. Край изнашивающегося блока 50 находится на некотором расстоянии от основания 52 и, предпочтительно, является открытым, чтобы позволить разделение соединительного рычага 44 с рычагом 38 перегородки, например для технического обслуживания или ремонта.
Узел 58 трубопровода в сборе держателя перегородки подвешен на концах рычага 38 перегородки и соединительного рычага 44, удаленных от втулок 36, 46. Узел 58 трубопровода в сборе держателя перегородки включает в себя трубопровод 60 держателя перегородки (фиг.5 и 7) в форме множества параллельных патрубков 62, 64, 66, соединенных трубчатыми секциями 68, 70. (Сборка с тремя перегородками приведена в качестве примера на чертежах для так называемой стеклоформующей машины с трехкапельным питанием. Сущность изобретения применима в равной степени и для других типов машин, имеющих множество черновых форм в каждой секции машины, включая стеклоформующие машины с двухкапельным питанием, четырехкапельные или счетверенные машины и т.д.) Центральный патрубок 64 имеет выступающую часть 69, которая присоединена к концу рычага 38 перегородки. В показанном на фиг.8 варианте осуществления изобретения выступающая часть 69 устанавливается с помощью разъемного подшипника 72, 74 внутри втулки 71 на конце рычага 38 перегородки. Патрубки 62, 64, 66, трубчатые секции 68, 70 и выступающая часть 69, предпочтительно, являются пустотелой конструкцией, сформированной как единое целое, как лучше всего видно на фиг.7. Гайка 76 прикрепляется к выступающей части 69, чтобы подвешивать трубопровод, идущий от рычага перегородки.
Держатели 78, 80, 82 перегородок установлены с возможностью разборки внутри соответствующих патрубков 62, 64, 66. Установочная компоновка для держателя 80 перегородки будет описана подробно, при этом установочные компоновки для других держателей перегородок будут практически одинаковыми с компоновкой держателя 80 перегородки. Держатель 80 перегородки имеет увеличенный головной участок 82 для установки перегородки 84 и хвостовой участок 86, который входит в патрубок 64. Перегородка 84 установлена с возможностью разборки в каждом держателе 78, 80, 82 перегородки. Втулка 88 располагается между хвостовым участком 86 и патрубком 64. Уплотнительное кольцо 90 или другое подходящее эластичное уплотнение вставляется во внутреннюю канавку хвостового участка 86 и удерживает держатель 80 перегородки внутри патрубка 64 за счет фрикционного контакта с втулкой 88. Спиральная пружина 92 удерживается в сжатом состоянии между внутренним плечом 94 на хвостовом участке 86, а шайба 96, компенсирующая износ, свободно удерживается внутри головки 82 держателя 80. Стопорный рычаг 98 шарнирно установлен с помощью штифта 100 на головке 82 держателя 80 перегородки для выборочного блокирования перегородки 84 в положении напротив шайбы 96, компенсирующей износ, или для того, чтобы можно было удалить перегородку 84 для проведения технического обслуживания или ремонта.
Рычаг 102 выходит из трубопровода 60 для создания удаленного шарнирного соединения с концом соединительного рычага 44, идущего от втулки 46. Трубопровод 60, рычаг 38 перегородки и соединительный рычаг 44, таким образом, взаимодействуют с валами 30, 32 (фиг.1 и 2), образуя соединение 104 с помощью четырехзвенного стержневого механизма для управления перемещением сборочного узла 58 трубопровода держателя перегородки между выдвинутым положением (фиг.1-3), в котором держатели 78, 80, 82 перегородок находятся над черновыми формами 22, и убранным положением (фиг.9), в котором сборочный узел 58 трубопровода держателя перегородки находится в убранном состоянии ниже рычага 38 перегородки. Это вращательное перемещение четырехзвенного стержневого соединения 104 и узла 58 трубопровода держателя перегородки управляется с помощью вращения вала 30. Вертикальное перемещение узла 58 трубопровода держателя перегородки подобным образом управляется с помощью осевого перемещения вала 30. Изнашивающийся блок 50, который обеспечивает скользящее соединение рычага 38 перегородки с соединительным рычагом 44, помогает осуществлять баланс сил, прикладываемых к соединительному рычагу 44 и втулке 46, особенно во время перемещения вверх и вниз рычага перегородки.
Держатели 78, 80, 82 перегородок подвешены на трубопроводе 60, а система 105 качающихся рычагов соединяет держатели 78, 80, 82 перегородок для выравнивания сил, прикладываемых держателями перегородок к черновым формам 22 машины 20. Эта система 105 качающихся рычагов, предпочтительно, включает в себя первый рычаг 106 Н-образной формы между держателями 78 и 80 перегородок, второй рычаг 108 Н-образной формы между держателями 80 и 82 перегородок, а также передний и задний коленчатый рычаг 124, соединяющий рычаги 106, 108. Рычаг 106 имеет пару ножек 110 и 112, расположенных на противоположных сторонах держателя хвостовика 86, при этом ножки удерживаются с возможностью скольжения между держателем 78 и патрубком 64 на трубопроводе 60. Рычаг 108 Н-образной формы аналогично имеет ножки 110 и 112, которые охватывают с возможностью скольжения хвостовик 86 держателя 82 между головкой держателя и патрубком 64, и вторую пару ножек 118, 120, которые охватывают с возможностью скольжения хвостовик 86 держателя 80 между патрубком 66 и головкой хвостовика 80. Каждый рычаг 106, 108 Н-образной формы имеет соответствующий поворотный штифт 122, который выступает из рычага вперед и назад около средней части положения рычага. Коленчатый рычаг 124 располагается как на передней, так и на задней сторонах держателя 80 перегородки. (Передний коленчатый рычаг и трубопровод удалены на фиг.6 для более наглядной иллюстрации.) Каждый коленчатый рычаг 124 имеет центр, который шарнирно установлен на оси вращения 126, находящейся на держателе 80 перегородки, и выходящие вбок рычаги 128, 130, которые охватывают поворотные штифты 122 на рычагах 106, 108. Оси вращения 126 установлены на центральном патрубке 64 трубопровода 60, а коленчатые рычаги 124 прикрепляются к осям вращения 126 с помощью, например, стопорных колец 132 (фиг.4). Это объединение рычагов 106, 108 Н-образной формы и коленчатых рычагов 124 формирует систему 105 качающихся рычагов, которая соединяет держатели перегородок и уравнивает силы, прикладываемые держателями перегородок к черновым формам стеклоформующей машины.
Каждая перегородка 84 имеет хвостовик 152, который вставляется с возможностью удаления внутрь участка 81 головки соответствующего держателя 78, 80, 82 перегородок. Каждый хвостовик 152 перегородки имеет внешний канал или углубление 154, которое лучше всего можно увидеть на фиг.7. В блокирующей позиции каждого блокирующего рычага 98, показанного на чертежах, корпус рычага 98 вставляется в углубление 154, чтобы удерживать перегородку в фиксированном положении. Если блокирующий рычаг 98 поворачивается в неблокирующую позицию (немного больше 90° по часовой стрелке на фиг.8), то блокирующий рычаг освобождает углубление 154, и перегородка может быть вытянута изнутри держателя перегородки.
Воздух подается к держателям 78, 80, 82 перегородок через впускное отверстие 134 для воздуха на рычаге 38 перегородки (фиг.2 и 3), через пустотелую внутреннюю часть рычага 38 перегородки в пустотелую внутреннюю часть трубопровода 60, через трубопровод 60, включающий в себя пустотелые части патрубков 62, 64, 66, и через пустотелые внутренние части держателей 78, 80, 82 перегородок. Обращаясь, в частности, к фиг.8, можно увидеть, что разъемный подшипник 72, 74 имеют верхнюю секцию 72 и нижнюю секцию 74, которые отделены одна от другой с помощью узкого паза 136, проходящего вокруг выступающей части 69. Выступающая часть 69 имеет открывающееся вбок впускное отверстие 138 для воздуха (фиг.7 и 8), которое выровнено с увеличенным отверстием 140 между секциями подшипника 72 и 74, как показано на фиг.8, когда сборочный узел 58 трубопровода держателя перегородки находится в первой или выдвинутой позиции, согласно фиг.1-3 находясь сверху относительно черновых форм 22. Когда сборка перегородок выводится из этой первой позиции и перемещается по направлению ко второй позиции, показанной на фиг.9, то отверстия 138, 140 (фиг.8) смещаются и больше не совмещаются друг с другом. Однако узкий паз 136 между секциями подшипника 72 и 74 продолжает подавать меньшее количество воздуха в выступающую часть 69 каждого держателя перегородки. Это меньшее количество воздуха охлаждает перегородки 84, установленные в держателях перегородок, между операциями перегородок над черновыми формами.
Реферат
Изобретение относится к перегородкам стеклоформующей машины. Техническим результатом изобретения является снижение брака при выдувании изделий. Система перегородки для черновых форм стеклоформующей машины содержит: первый вал, имеющий ось и установленный для перемещения в направлении оси и для вращения вокруг упомянутой оси; рычаг перегородки, установленный на первом валу; трубопровод, подвешенный на рычаге перегородки; держатели перегородок, подвешенные на трубопроводе; качающиеся рычаги, соединенные с держателями перегородки для выравнивания сил, приложенных с помощью держателей перегородки к черновым формам стеклоформующей машины; второй вал, смежный с первым валом; соединительный рычаг, проходящий между вторым валом и трубопроводом; рычаг перегородки, трубопровод и соединительный рычаг образуют рычажный механизм, перемещающий держатели перегородки между первой позицией, находящейся выше черновых форм, и второй позицией, находящейся на некотором расстоянии от черновых форм. При этом качающиеся рычаги расположены между трубопроводом и держателями перегородки с возможностью трубопроводу находиться в сложенном состоянии под рычагом перегородки во второй позиции рычага перегородки, трубопровода и держателей перегородки. 10 з.п. ф-лы, 9 ил.
Формула
первый вал (30), имеющий ось и установленный для перемещения в направлении оси и для вращения вокруг упомянутой оси;
рычаг (38) перегородки, установленный на первом валу;
трубопровод (60), подвешенный на рычаге перегородки;
множество держателей (78, 80, 82) перегородки, подвешенных на трубопроводе;
качающиеся рычаги (106, 108, 124), соединенные с держателями перегородки для выравнивания сил, приложенных с помощью держателей перегородки к черновым формам стеклоформующей машины;
второй вал (32), смежный с первым валом, и
соединительный рычаг (44), проходящий между вторым валом и трубопроводом;
рычаг перегородки, трубопровод и соединительный рычаг образуют рычажный механизм, перемещающий держатели перегородки между первой позицией, находящейся выше черновых форм, и второй позицией, на расстоянии от черновых форм,
отличающаяся тем, что
качающиеся рычаги расположены между трубопроводом и держателями перегородки с возможностью трубопроводу находиться в сложенном состоянии под рычагом перегородки во второй позиции рычага перегородки, трубопровода и держателей перегородки.
Документы, цитированные в отчёте о поиске
Способ формования стеклянной тары
Устройство для формования стеклянной тары
Комментарии