Ножницы для отрезки капель стекломассы - RU2167833C1
Код документа: RU2167833C1
Чертежи


Описание
Изобретение относится к промышленности стройматериалов, в частности стекольного и химического производства, и может быть использовано для разделения потока расплавленного стекла на отдельные порции (капли).
В ходе эксплуатации ножи капельных питателей испытывают комплексное воздействие температур и износа. Они работают в условиях термического и химического воздействия расплавленного стекла, механического и абразивного износа рабочей поверхности лезвий при трении. При этом возникает ряд проблем, связанных с материалом ножниц - ограниченная эксплуатационная стойкость, возникновение следа реза ножа питателя на готовом стеклоизделии.
Анализ проблем, возникающих в процессе эксплуатации ножей для резки стекломассы, позволил сформулировать требования, предъявляемые к материалу: рабочая температура до 1250oC; высокая термостойкость; высокая твердость; износостойкость; высокие прочностные характеристики; коррозионная стойкость; отсутствие взаимодействия с расплавом стекла. При этом необходимы не только высокие исходные свойства, но и их сохранение в процессе эксплуатации ножей при контакте со стекломассой, нагретой до температуры 1050-1250oC, в условиях циклического характера температурных воздействий.
Можно предположить, что несколько классов материалов могут удовлетворять предъявляемым требованиям. Известны авторские разработки, в которых с целью увеличения срока службы ножниц, повышения качества реза предлагается изготавливать режущие кромки из термостойких, жаропрочных, износостойких материалов, в том числе твердых сплавов и керамики взамен дефицитных быстрорежущих сталей.
Существуют различные схемы отделения порций стекломассы, при этом работоспособность ножей зависит от условий эксплуатации: размера, температуры, состава и других свойств отрезаемой капли стекломассы, конструктивных особенностей питателя, его производительности. Типоразмеры ножей также могут меняться в широких пределах в зависимости от типа питателя и массы капли.
Согласно авторскому свидетельству СССР N 228233, МПК C 03 B 5/38, известно устройство для отрезки капель стекломассы, содержащее два ножа, укрепленных в башмаках. Каждый нож снабжен пластиной из твердого сплава, прикрепленной к подложке. Недостатком этих ножниц является то, что твердосплавная пластина при отрезке капли нагревается до высоких температур и деформируется в месте крепления, что влияет на режущую кромку ножей, а также на качество следа реза.
Известны также ножницы для отрезки капли стекломассы (патент США N 3607208, кл. C 03 B 5/33), содержащие два ножа с режущими кромками из термоизносостойкого материала и подложки, и устройство, в котором режущая кромка каждого ножа из аналогичного материала выполнена из отдельных элементов, расположенных в углублениях подложки (авторское свидетельство СССР N 785237, кл. C 03 B 7/10). При этом отдельные элементы выполнены в виде зубцов. Недостаток данного устройства заключается в том, что из-за высоких абсолютных значений температур и неравномерности теплового потока, идущего от капли стекла к ножам, на их режущих кромках возникают высокие механические напряжения, приводящие к различным видам разрушений режущей кромки. Выполнение режущей кромки из отдельных элементов снижает концентрацию напряжений, но ухудшает качество реза за счет попадания расплавленной стекломассы между зубцами. Одновременно усложнение конструкции в области градиента температур отрицательно сказывается на работоспособности изделия в целом.
Согласно авторскому свидетельству СССР N 1212986, кл. C 03 B 7/10, известно устройство для дозирования стекломассы, в которой корпус порционной камеры и запирающий элемент выполнены с керамическими вкладышами, что обеспечивает увеличение работоспособности конструкции. Кроме того, увеличивается температура выработки расплава, т.е. уменьшается вероятность его замораживания в порционной камере за счет применения в рабочих органах керамических вкладышей, имеющих температуру прилипания горячего стекла значительно более высокую, чем у металлических. Однако режущий инструмент, который также находится в постоянном контакте с расплавленной стекломассой, выполнен из жаростойкой стали, обладающей недостаточной окалиностойкостью и твердостью. Это приводит к уменьшению эксплуатационной стойкости устройства в целом.
Авторами заявки N 63-55124, кл. C 03 B (Япония) разработаны ножницы для отреза капель стекломассы, в которых лезвия изготавливаются из керамических материалов на основе SiC, ZrO2, Si3N4 и крепятся к рычагам из нержавеющей стали болтами. Рабочая поверхность лезвия обрабатывается с обеспечением высокого уровня гладкости. Ножницы обеспечивают получение капель стекломассы высокого качества без следа отреза при высокой долговечности лезвий. Несмотря на очевидные преимущества использования керамических лезвий, конструкция в целом имеет ряд недостатков, одним из которых является недостаточная ширина керамической части. В процессе контакта расплавленной стекломассы с ножницами образуется высокотемпературная зона, которая охватывает значительную площадь, в том числе и металлической части конструкции. Таким образом, в месте соединения металла с керамикой, попадающем в эту зону, накапливаются остаточные напряжения, обусловленные рассогласованием термических коэффициентов линейного расширения, что в конечном итоге приводит к разрушению материала. Вторым недостатком является крепление лезвий к рычагам через сквозные отверстия в керамике, которые в данном случае являются концентраторами напряжений, особенно расположенные в зоне сильных температурных градиентов.
Согласно авторскому свидетельству N 1493623, кл. C 03 B 7/10, качество отреза стекломассы может быть повышено за счет формирования на лезвии ножа дополнительной режущей кромки, расположенной между обоюдоострыми кромками. Изменение угла заточки режущей кромки снижает температурные напряжения за счет уменьшения градиента температур в зоне изнашивания.
Особо остро проблема уменьшения следа реза стоит при производстве электровакуумных и оптических стекол, стеклоизоляторов и других изделий, к которым предъявляются повышенные требования в отношении качества поверхности. Одним из основных направлений по увеличению стойкости ножей и уменьшению следа реза на готовых изделиях является работа по созданию эффективных материалов для режущей части ножа. Максимально указанным выше требованиям удовлетворяют керамические материалы на основе тугоплавкого нитрида кремния.
Наиболее близким устройством того же назначения, выбранным в качестве прототипа, к заявленному изобретению по совокупности признаков являются ножницы для отрезки капель стекломассы, содержащие два ножа (авторское свидетельство N 1650619, кл. С 03 В 7/10), каждый из которых имеет подложку (основание) и закрепленную в ней режущую кромку. С целью повышения срока службы режущие кромки изготавливают из материала на основе нитрида кремния, полученного методом вакуумного горячего прессования шихты, содержащей 90-95 мас. % Si3N4 и 5-10% MgO. Рассматриваемое устройство обладает рядом недостатков, препятствующих достижению заявленного технического результата.
Во-первых, изготовление режущей кромки из керамического материала в системе нитрид кремния - оксид магния. Оксид магния, являясь наиболее эффективным активатором спекания нитрида кремния, имеет наиболее низкую температуру плавления жидкой тугоплавкой фазы, равную ориентировочно 1350oC. Увеличение концентрации оксида магния до 10 мас.% эффективно сказывается на повышении плотности системы. В то же время для получения плотных нитридкремниевых материалов методом горячего прессования оптимальное количество спекающей добавки должно составлять не более 5 мас.%. При большем ее содержании в керамике образуется большое количество стеклофазы, что ограничивает температуру эксплуатации материалов до 1000oC и снижает твердость, износостойкость керамики, повышает окисляемость и степень химического взаимодействия с расплавом стекла.
Во-вторых, режущие кромки в данном устройстве выполнены закругленными с радиусом 0,1-1 мм. Это приводит к значительному упрочнению ножниц.
Цель изобретения - повышение долговечности режущего инструмента и качества стеклоизделий.
Поставленная цель достигается тем, что каждый нож снабжен лезвием V-образной формы с режущими частями, расположенными под углом 85-90o друг к другу, на которых сформирована режущая кромка, а материал лезвия на основе нитрида кремния в качестве спекающей добавки содержит оксид иттрия в количестве 2-18 мас.% или оксид магния - 1,5-2,5 мас.%. Каждый нож снабжен крышкой, установленной на основании, между которыми размещено керамическое лезвие. Длина и ширина лезвия превышают диаметр струи расплавленного стекла. Режущая кромка выполнена с дополнительной гранью между обоюдоострыми гранями. Металлическое основание V-образной формы выполнено с концевыми частями, выступающими за пределы керамического лезвия на расстояние не менее чем на 5 мм.
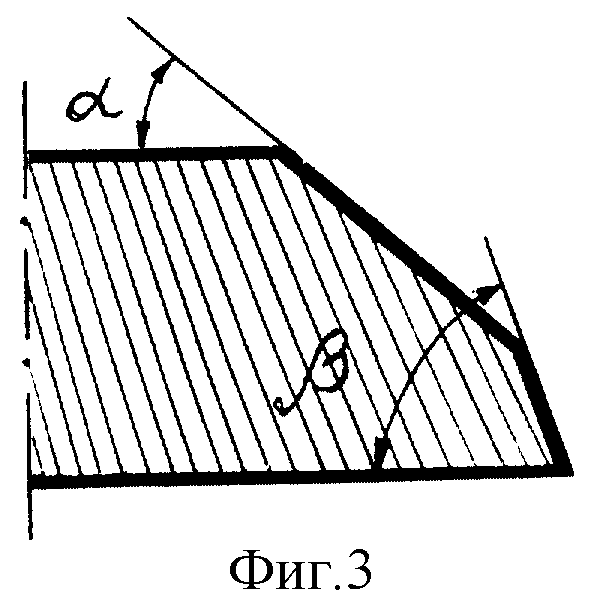
На фиг. 1 показана схема крепления ножей к приводу; на фиг. 2 изображен сборочный чертеж ножниц для отрезки стекломассы (вид спереди и сверху); на фиг. 3 - профиль режущей кромки керамического лезвия.
Известно, что материалы с добавками Y2O3 имеют большую прочность, в том числе и высокотемпературную, чем материалы с добавками MgO. Это обусловлено большей тугоплавкостью зернограничной фазы по сравнению с силикатами магния, состав которой представлен сложными иттрий-кремниевыми оксинитридами с температурой плавления ~1825oC. Исследования показали, что оксид иттрия в широком интервале концентраций 2-18 мас.% является эффективной спекающей добавкой и обеспечивает получение высокоплотной и прочной керамики. Меньшее содержание Y2O3 сказывается на недостатке количества жидкой фазы при спекании и вызывает формирование неоднородной структуры с искривленными границами зерен и пониженными прочностными характеристиками. При большем содержании добавки фазовый и химический состав порошка становится неудовлетворительным: появляются фазы оксида иттрия в кубической и моноклинной форме, значительно повышается содержание свободного кремния, снижается содержание азота.
Максимальные значения прочности, трещиностойкости, твердости достигаются при спекании материалов с минимальным содержанием активатора спекания. При этом в системе Si3N4-MgO содержание последнего не должно превышать 5 мас.%. Оптимальной для данной системы является концентрация 1,5-2,5 мас.%.
Таким образом, предлагается для изготовления керамических лезвий использовать нитридкремниевые материалы с оксидом иттрия в качестве активатора спекания и минимальной концентрацией оксида магния. Горячепрессованная керамика такого состава значительно превосходит прототип по комплексу физико-механических и специальных свойств: прочности, твердости, термо- и износостойкости, стойкости к высокотемпературному окислению.
Выполнение керамического лезвия V-образной формы с режущими частями, расположенными под углом 85-90o друг к другу, обеспечивает заданную производительность резки, является технологичной с точки зрения его изготовления и позволяет многократно перетачивать режущие кромки по мере их износа.
Увеличение длины и ширины керамического лезвия до размеров, превышающих диаметр струи расплавленного стекла и формирование на нем выступа с тыльной стороны высотой не менее 2 мм обеспечивает надежное прилегание керамического лезвия к основанию и одновременно предотвращает контактирование металла со стекломассой в момент максимального перекрытия ножей.
Как правило, угол заточки режущей кромки (α) не превышает 40o. В предлагаемом устройстве предусмотрено изменение угла заточки (Φ) путем формирования дополнительной режущей грани, увеличивающей поперечное сечение режущей кромки в зоне теплоотдачи. Отсутствие острой грани предотвращает перегрев и преждевременное разрушение этого участка.
Выполнение металлического основания V-образной формы с более узкими концевыми частями, чем у керамического лезвия, выступающими за его пределы на расстояние не менее чем на 5 мм, имеет целый ряд преимуществ. Концевые части играют роль направляющих, исключая обоюдное отклонение ножей от плоскости реза; первыми воспринимают ударные нагрузки, снижая тем самым уровень напряжений на керамике и исключая соударение керамических лезвий; исключают контакт металла со стекломассой.
Предлагаемое изобретение значительно увеличивает срок службы ножниц путем повышения термо- и износостойкости лезвий ножей и позволяет также в течение длительной эксплуатации осуществлять отрез капли стекломассы с хорошим качеством.
Ножницы содержат два соприкасающихся в процессе эксплуатации ножа 1. Каждый из ножей 1 имеет комбинированную конструкцию и состоит из металлического основания V-образной формы 2 с концевыми частями 3, установленной на нем крышки 4 и размещенного между крышкой и основанием керамического лезвия V-образной формы 5 с режущей кромкой 6. Ножи жестко закреплены при помощи болтового соединения 7 на башмаках 8, установленных в свою очередь на рычагах 9. Габаритные размеры комбинированных ножей могут быть разными.
Концевые части 3 металлического основания 2 отгибают по месту после сборки и крепления ножей. Керамическое лезвие 5 имеет V-образную форму с режущими частями, расположенными под углом 85-90o друг к другу. Режущие кромки 6 выполнены с дополнительной режущей гранью, расположенной между обоюдоострыми режущими гранями.
Ножницы работают следующим образом.
При помощи привода ножи 1 устройства для отрезки капель стекломассы через определенные промежутки времени сводятся и разводятся. По мере приближения лезвий друг к другу возрастает степень их прижатия и увеличивается удельное давление, достигая максимального значения в момент, когда центр режущей части V-образной формы одного ножа совпадает с центром режущей части V-образной формы другого ножа. В этот момент происходит отрез капли. После отреза каждый нож опирается на концевые части 3 основания 2 другого ножа, в результате чего не происходит их обоюдного отклонения от плоскости реза и соударение. Керамические лезвия 5 не деформируют друг друга, и степень их повреждаемости значительно уменьшается, что повышает долговечность ножей и всего устройства в целом.
Все это позволяет в течение длительной эксплуатации осуществлять отрез капли стекломассы с хорошим качеством. После отреза капли ножи разводятся и возвращаются в исходное положение. После этого процесс отреза капли повторяется.
Керамические лезвия из нитрида кремния изготавливают следующим образом.
Пример 1. Керамические лезвия 5 из материала на основе нитрид кремния, содержащего 82-98 мас.% Si3N4 и 2-18 мас.% Y2O3, изготавливают методом горячего прессования в графитовых пресс-формах в среде азота при температуре 1600-1700oC и давлении 20 МПа в течение 3 ч. Полученные заготовки шлифуют до заданных размеров. Режущие части лезвия V-образной формы расположены под углом 90o. Длина и ширина керамического лезвия превышают диаметр струи расплавленного стекла. Режущая кромка выполнена с дополнительной режущей гранью, расположенной под углом 60o.
Пример 2. Керамические лезвия 5 из материала на основе композиции нитрид кремния-оксид иттрия, содержащей по шихте 98,5-97,5 мас.% Si3N4 и 1,5-2,5 мас. % MgO, изготавливают методом горячего прессования в графитовой пресс-форме при температуре 1550-1600oC и давлении 10-15 МПа в течение 2 ч в среде азота. Полученные заготовки шлифуют до определенных размеров. Режущие части лезвия V-образной формы расположены под углом 85o. Длина и ширина керамического лезвия превышают диаметр струи расплавленного стекла. Режущая кромка выполнена с дополнительной режущей гранью, расположенной под углом 64o.
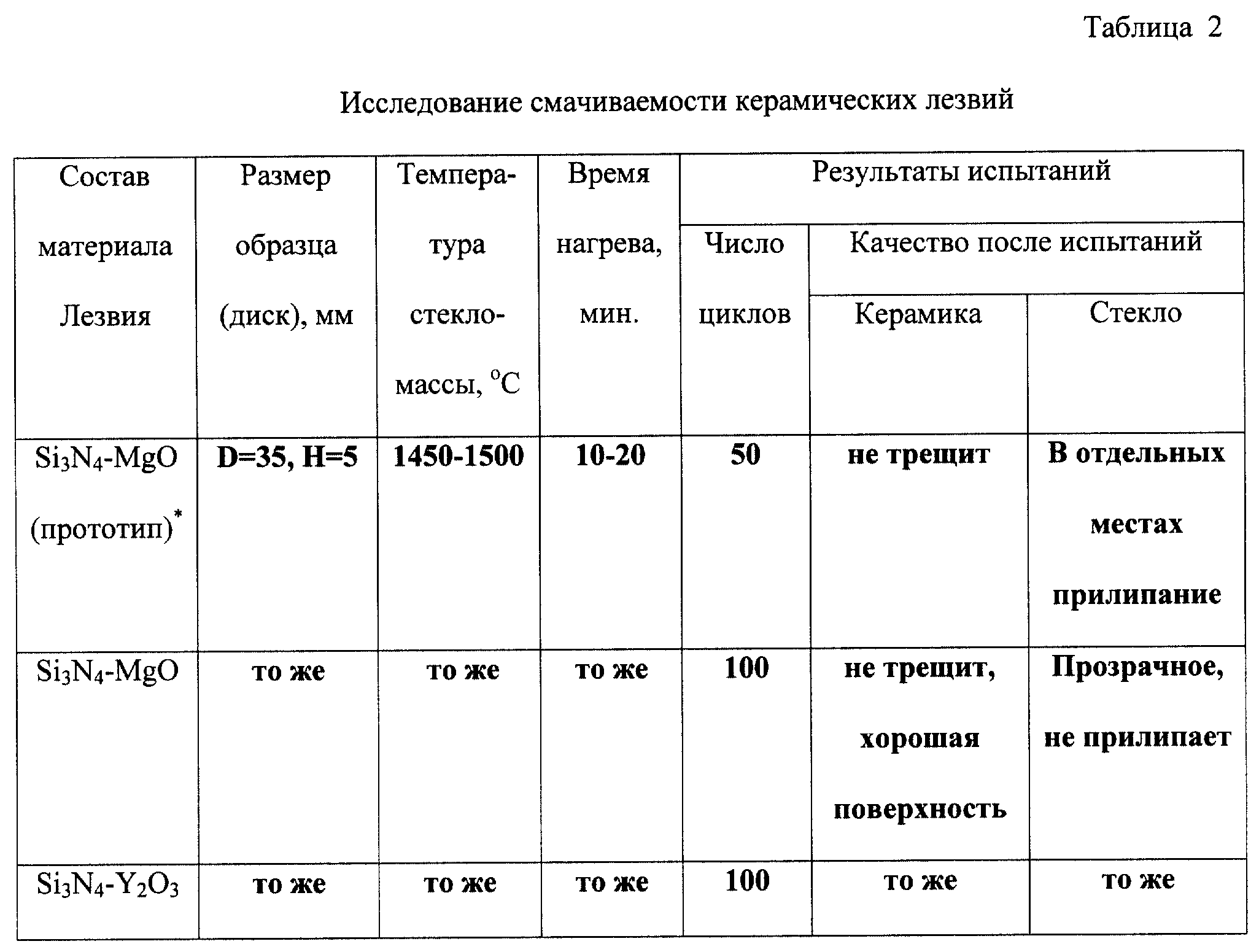
В табл. 1-2 представлены результаты исследования физико-механических и специальных свойств материалов прототипа и предлагаемого изобретения в соответствии с требованиями к лезвиям ножей.
Анализ табл. 1-2 показывает, что материал в системе Si3N4-Y2O3 на 20-30% превосходит прототип* в системе Si3N4-MgO. Уменьшение содержания оксида магния до 1,5-2,5 мас.% увеличивает прочность керамики на ~ 30%, при этом на 200oС возрастает температура эксплуатации изделия по сравнению с прототипом. Это сказывается на повышении качества стекла и увеличении долговечности ножей.
Керамика практически не изнашивается в месте контакта ножей, что дает возможность после длительной эксплуатации осуществлять 10 и более переточек ножей, что значительно увеличивает их общую стойкость.
Проведена апробация комбинированных керамических ножниц из горячепрессованного материала в системе Si3N4-Y2O3 в условиях промышленного режима работы ножниц на фирме ОСРАМ, г. Берлин на промышленной установке для производства изделий типа "рефлектор". Получены положительные результаты испытаний.
Изобретение кроме улучшения качества реза и увеличения ресурса эксплуатации изделий позволяет уменьшить простои формующих машин, обеспечить многократное использование керамических лезвий за счет дополнительной правки режущей кромки.
Реферат
Изобретение относится к промышленности стройматериалов, стекольного и химического производства и может быть использовано для разделения потока расплавленного стекла на отдельные порции (капли). Ножницы для отрезки капель стекломассы имеют два ножа, каждый из которых снабжен лезвием V-образной формы с режущими частями, расположенными под углом 85-90o друг к другу, на которых сформирована режущая кромка, а материал лезвия на основе нитрида кремния в качестве спекающей добавки содержит оксид иттрия в количестве 2-18 мас.% или оксид магния - 1,5-2,5 мас.%. Каждый нож снабжен крышкой, установленной на основании, между которыми размещено керамическое лезвие. Длина и ширина лезвия превышают диаметр струи расплавленного стекла. Режущая кромка выполнена с дополнительной гранью между обоюдоострыми гранями. Металлическое основание V-образной формы выполнено с концевыми частями, выступающими за пределы керамического лезвия на расстояниe не менее чем на 5 мм Технический результат - повышение долговечности режущего инструмента и качества стеклоизделий. 4 з.п. ф-лы, 3 ил., 2 табл.

Комментарии