Дистанционирующая рама и способ ее изготовления - RU2692886C2
Код документа: RU2692886C2
Чертежи















Описание
[0001] Настоящая заявка притязает на приоритет в соответствии с Разделом 35 Кодекса законов США 119(е) по находящейся в настоящее время на рассмотрении, предварительной заявке на патент США с порядковым № 62/011,253, поданной 12 июня 2014, озаглавленной SPACER FRAME AND METHOD OF MAKING SAME (ДИСТАНЦИОНИРУЮЩАЯ РАМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ). Вышеуказанная заявка включена в данный документ путем ссылки во всей своей полноте во всех отношениях.
ОБЛАСТЬ РАСКРЫТИЯ ИЗОБРЕТЕНИЯ
[0002] Настоящее раскрытие изобретения относится к дистанционирующей раме и способу ее изготовления и, более конкретно, к дистанционирующей раме и способу изготовления, предназначенным для использования в случае стеклопакета (ʺIGUʺ - insulating glass unit).
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Стеклопакеты (ʺIGUsʺ) используются в окнах для уменьшения тепловых потерь из внутренних пространств зданий в холодную погоду. Стеклопакеты, как правило, образованы посредством дистанционирующего узла, расположенного между стеклами. Дистанционирующий узел обычно содержит рамную конструкцию, проходящую периферийно вокруг стеклопакета, герметизирующий материал, приклеенный как к стеклам, так и к рамной конструкции, и осушитель, предназначенный для впитывания атмосферной влаги внутри стеклопакета. Края стекол расположены на одном уровне с дистанционирующим узлом или незначительно выступают наружу от дистанционирующего узла. Герметизирующий материал проходит непрерывно вокруг периферии рамной конструкции и ее противоположных сторон так, что пространство внутри стеклопакетов является герметичным.
[0004] Имели место многочисленные предложения по конструкции стеклопакетов. Стеклопакет одного типа был создан из полосообразной рамы из удлиненного гофрированного листового металла, заделанной в массу термоплавкого клея или герметизирующего материала. Осушитель был также заделан в герметизирующий материал. Получающийся в результате, композиционный дистанционирующий материал упаковывали для транспортировки и хранения посредством его свертывания в рулон в контейнерах типа барабанов. При изготовлении стеклопакета композиционный дистанционирующий материал частично разматывали из рулона и отрезали по размеру. После этого дистанционирующий материал сгибали до прямоугольной формы и зажимали между соответствующими по форме стеклами.
[0005] Возможно, в наиболее успешной конструкции стеклопакета использовались трубчатые профилированные алюминиевые или стальные рамные элементы, соединенные на их концах для образования квадратной или прямоугольной дистанционирующей рамы. Стороны и углы рамы были покрыты герметиком (например, бутиловым материалом, термоплавким клеем, реакционно-способным термоплавким клеем или модифицированным полиуретаном) для крепления рамы к стеклам. Герметик обеспечивал барьер между атмосферным воздухом и внутренним пространством стеклопакета, который блокировал вход атмосферного водяного пара. Осушитель в виде частиц, размещенный внутри трубчатых рамных элементов, сообщался с воздухом, захваченным во внутреннем пространстве стеклопакета, для удаления захваченного переносимого воздухом, водяного пара и, следовательно, для предотвращения его конденсации внутри стеклопакета. Таким образом, после удаления водяного пара, захваченного в стеклопакете, внутренняя конденсации происходила только тогда, когда стеклопакет разрушался.
[0006] В некоторых случаях листовой материал профилировали в виде непрерывной трубы с вставленным осушителем и подавали к станциям резки, на которых ʺVʺ-образные пазы вырезали в трубе в местах расположения углов. После этого трубу отрезали по размеру и сгибали с образованием рамы соответствующей формы. Затем непрерывную дистанционирующую раму вместе с соответствующим герметиком, размещенным в заданном положении, собирали в стеклопакете.
[0007] Альтернативно, отдельные профилированные трубы дистанционирующей рамы отрезали по размеру, и «угловые клинья» вставляли между соседними концами рамных элементов для образования углов. В некоторых конструкциях угловые клинья были сгибаемыми, так что герметик можно было экструдировать на стороны рамы, когда рама перемещалась прямолинейно мимо станции экструзии герметика. После этого раму складывали до прямоугольной конфигурации с герметиком, размещенным в заданном положении на противоположных сторонах. Дистанционирующий узел, образованный так, размещали между стеклами и завершали образование стеклопакета в сборе.
[0008] Стеклопакеты выходили из строя, поскольку происходила инфильтрация атмосферного водяного пара через барьер из герметика. Тенденция к инфильтрации имела место в углах рамы, поскольку противоположные стороны рамы были в данных зонах по меньшей мере частично прерывистыми. Например, это относится к рамам, в которых углы были образованы посредством вырезания ʺVʺ-образных пазов в местах расположения углов в одной длинной трубе. V-образные пазы обеспечивали возможность сгибания трубы для образования скошенных угловых соединений, но после этого потенциальные пути инфильтрации проходили вдоль разделительных линий в углах по существу поперек противоположных поверхностей рамы в каждом углу.
[0009] Аналогичным образом, в стеклопакетах, в которых используются угловые клинья, потенциальные пути инфильтрации образовывались в местах стыка клиньев и рамных элементов. Кроме того, когда подобные рамы сгибали до их конечных форм с нанесенным герметиком, имела место тенденция к уменьшению количества герметика в углах рамы по сравнению с количеством, размещенным вдоль сторон рамы. Уменьшенное количество герметика в углах рамы обуславливало тенденцию к образованию каналов просачивания пара.
[0010] Во всех данных предложениях рамные элементы должны были быть отрезаны по размеру тем или иным способом, и в случае рам, соединенных вместе посредством угловых клиньев, клинья были установлены перед нанесением герметика. Все данные операции представляли собой ручные операции, что ограничивало производительность. Соответственно, изготовление стеклопакетов из данных рам влекло за собой образование существенных количеств отходов и выполнение неэффективных ручных операций.
[0011] В случае конструкций дистанционирующих рам, для которых профилирование происходило непосредственно перед завершением образования дистанционирующего узла, операции отрезки, заполнения осушителем и заделки концов рамных элементов должны были выполняться вручную, что значительно замедляло изготовление стеклопакетов.
[0012] В патенте США № 5,361,476 на имя Leopold раскрыты способ и устройство для изготовления стеклопакетов, в которых тонкую плоскую полосу листового материала непрерывно преобразуют в желобчатую дистанционирующую раму, имеющую угловые конструктивные элементы и концевые конструктивные элементы, образованный таким способом, дистанционирующий элемент отрезают, наносят герметик и осушитель, и комплект сгибают для образования дистанционирующего узла. Патент США № 5,361,476 полностью включен в данный документ путем ссылки.
[0013] В патенте США № 7,448,246 на имя Briese и др. дополнительно описан процесс изготовления углов дистанционирующей рамы. В патенте США № 8,720,026 на имя McGlinchy рассмотрены дополнительные способы изготовления дистанционирующих рам. Оба патента США №№ 7,448,246 и 8,720,026 полностью включены в данный документ путем ссылки.
[0014] На фиг.1А-1Е проиллюстрирована обычная дистанционирующая рама 1, изготовленная для стеклопакетов. Обычную дистанционирующую раму 1, как правило, изготавливают из удлиненной металлической полосы и профилируют до показанной ориентации. Обычная дистанционирующая рама 1 включает в себя пять различных секций 2а, 2b, 2с, 2d и 2е. Секция 2а представляет собой язычок, который при сборке дистанционирующей рамы вставляется в секцию 2е для образования углового стыка или соединения в месте, обозначенном CJ. Секции 2b-2е образуют четыре стороны дистанционирующей рамы. При сгибании дистанционирующей рамы из прямолинейной полосы в четырехстороннюю раму (как проиллюстрировано посредством перехода от фиг.1А к фиг.1В) секция 2е включает в себя скошенный конец 3, как правило, образованный под углом α, составляющим 45 градусов, относительно продольной оси ʺLAʺ, которая проходит вдоль центра секции 2е. Это обеспечивает возможность полной вставки секции 2а, представляющей собой язычок, в секцию 2е до тех пор, пока концевые стороны 3а и 3с секции 2е не достигнут соответствующих концов 3b и 3d для образования углового соединения CJ.
[0015] В собранном состоянии обычная дистанционирующая рама 1 включает в себя четыре зазора g1, g2, g3 и g4. Зазор g1 образован секциями 2а и 2b и за счет надвигания секции 2е на секцию 2е на конце 3 углового соединения CJ. Фиг.1е иллюстрирует, что обычная дистанционирующая рама, как правило, требует «прохождения» термоплавкого клея или герметика 4 вдоль направлений А и В вдоль конца рамы так, чтобы угловое соединение CJ было загерметизировано вдоль двух направлений.
[0016] В случае обнаружения того, что обычные дистанционирующие рамы 1 являются дефектными, то есть обеспечивают возможность прохождения газа через нежелательное место утечки, подобный дефект, как правило, возникает в том месте, где конец 3а сообщается с угловым зазором g1 в угловом соединении. Дефект в угловом соединении CJ может возникнуть по ряду причин. Одна вероятная причина заключается в том, что секция 2е имеет избыточный размер для сборки, и зазор ʺdʺ может в среднем составлять пятидесятитысячные доли дюйма (0,050ʺ - 1,27 мм), как проиллюстрировано на фиг.1D. Кроме того, ширина секции 2е должна быть больше для сборки, чем ширина язычка или секции 2а, для обеспечения возможности легкого надвигания секции 2е на язычок или секцию 2е. Таким образом, зазор также возможен вдоль ширины ʺwʺ, как также проиллюстрировано на фиг.1D.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0017] Один аспект раскрытия изобретения включает комплект элементов дистанционирующей рамы и способ изготовления комплекта элементов, которая включает в себя по существу прямолинейный желобчатый элемент, имеющий первый и второй концы. По существу прямолинейный желобчатый элемент в собранном состоянии включает в себя, по меньшей мере, четыре стороны и соответствующие углы между каждыми двумя соседними сторонами. Комплект элементов дистанционирующей рамы также включает в себя соединительный конструктивный элемент, расположенный на одном из первого и второго концов, и противоположный конец рамы, расположенный на другом из данных первого и второго концов. Противоположный конец рамы имеет внутренний паз для приема передней части соединительного конструктивного элемента. Комплект элементов дистанционирующей рамы также включает в себя упор, выступающий от соединительного конструктивного элемента для размещения противоположного конца рамы в заданном положении, когда дистанционирующая рама находится в собранном состоянии.
[0018] Другой аспект настоящего изобретения включает способ изготовления комплекта элементов дистанционирующей рамы, предназначенной для сгибания в многостороннюю оконную или дверную дистанционирующую раму, включающий этапы: обеспечения запаса узкой металлической полосы, свернутой в рулон на опоре; разматывания металлической полосы с опоры для получения удлиненной металлической полосы и перемещения удлиненной металлической полосы вдоль траектории перемещения к станции штамповки; штамповку полосы в расположенных на расстоянии друг от друга местах расположения углов путем удаления частей полосы в местах расположения углов, при этом соединяемые друг с другом, передний и задний концы комплекта элементов дистанционирующей рамы образованы передней частью полосы, проходящей перед местом расположения первого угла, и задней частью полосы, проходящей за местом расположения второго угла; дополнительной штамповки, по меньшей мере, одной из передней и задней частей полосы для образования жесткого упора, содержащего широкую часть полосы и выступ, который проходит в широкую часть полосы для образования некоторой степени перекрытия переднего и заднего концов в собранной дистанционирующей раме; профилирования полосы для образования конструктивного элемента желобчатой формы, имеющего боковые стенки, которые включают в себя жесткий упор, и базовую стенку, проходящую между боковыми стенками, и отрезки комплекта элементов рамы от удлиненной металлической полосы.
[0019] При этом еще один аспект настоящего раскрытия изобретения включает в себя комплект элементов дистанционирующей рамы, подлежащий сгибанию в многостороннюю оконную или дверную дистанционирующую раму, содержащую удлиненную металлическую полосу, согнутую для образования рамного элемента желобчатой формы, имеющего базовую стенку, которая проходит между двумя по существу параллельными боковыми стенками, при этом боковые стенки включают в себя расположенные на расстоянии друг от друга места расположения углов, образованные V-образными пазами, которые проходят от края металлической полосы в боковые стенки, и при этом телескопически соединяемые передний и задний концы рамного элемента образованы передней частью рамного элемента, находящейся спереди и на расстоянии от места расположения первого угла, и задней частью рамного элемента, находящейся позади и на расстоянии от места расположения второго угла, при этом, по меньшей мере, одна из передней и задней частей рамного элемента включает в себя жесткий упор, образованный посредством V-образного паза, который проходит в боковую стенку рамного элемента, при этом жесткий упор предназначен для ограничения перемещения переднего и заднего концов, когда передний и задний концы телескопически перемещаются один внутри другого и тем самым образуют боковое соединение, расположенное на расстоянии от углов, и некоторую величину перекрытия переднего и заднего концов дистанционирующей рамы в сборе.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ НА ЧЕРТЕЖАХ
[0020] Вышеприведенные и другие признаки и преимущества настоящего раскрытия изобретения станут очевидными для специалиста в области техники, к которой относится настоящее раскрытие изобретения, при рассмотрении нижеследующего описания раскрываемого изобретения со ссылкой на сопровождающие чертежи, на которых аналогичные ссылочные позиции, если не описано иное, относятся к аналогичным компонентам на всех чертежах и в которых:
[0021] фиг.1А представляет собой вертикальный вид конструкции обычной дистанционирующей рамы;
[0022] фиг.1В представляет собой вертикальный вид обычной дистанционирующей рамы по фиг.1А в собранном состоянии;
[0023] фиг.1С представляет собой вид в перспективе обычной дистанционирующей рамы по фиг.1А в собранном состоянии;
[0024] фиг.1D представляет собой увеличенное изображение части обычной дистанционирующей рамы по фиг.1С в собранном состоянии;
[0025] фиг.1Е представляет собой вид в перспективе обычной дистанционирующей рамы по фиг.1А в собранном состоянии, иллюстрирующий требуемое нанесение герметика;
[0026] фиг.2 представляет собой вид в перспективе стеклопакета, включающего в себя стекла;
[0027] фиг.2А представляет собой структурную схему производственной линии, предназначенной для изготовления дистанционирующей рамы в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0028] фиг.3 представляет собой вид в разрезе, если смотреть приблизительно в плоскости, которая показана линией 3-3 на фиг.2;
[0029] фиг.4А представляет собой вид в плане плоского исходного материала после операции пробивки, который будет преобразован в одну или более комплектов элементов дистанционирующих рам, перед профилированием плоского исходного материала или нанесением герметика;
[0030] фиг.4В представляет собой вид в плане комплекта элементов дистанционирующей рамы по фиг.4А после операции профилирования и в разложенном состоянии;
[0031] фиг.5 представляет собой вертикальный вид сбоку комплекта элементов дистанционирующей рамы по фиг.4В;
[0032] фиг.6 представляет собой увеличенный вертикальный вид, если смотреть приблизительно в плоскости, которая показана линией 6-6 на фиг.5;
[0033] фиг.7 представляет собой местный вертикальный вид дистанционирующей рамы, образующей компонент стеклопакета по фиг.1, которая проиллюстрирована в состоянии, когда она создана частично;
[0034] фиг.7А представляет собой вертикальный вид трехсторонней дистанционирующей рамы, созданной в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0035] фиг.7В представляет собой вертикальный вид двухсторонней дистанционирующей рамы, созданной в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0036] фиг.8 представляет собой вид в разрезе, выполненный по линиям 8-8 сечения на фиг.7;
[0037] фиг.9 представляет собой вид в перспективе комплекта элементов дистанционирующей рамы, имеющей герметик, добавленный в заданном положении, в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0038] фиг.10А представляет собой другой вид в перспективе комплекта элементов дистанционирующей рамы, созданной в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения, в разобранном состоянии;
[0039] фиг.10В представляет собой вид в перспективе комплекта элементов дистанционирующей рамы по фиг.10А в частично собранном состоянии;
[0040] фиг.1°C представляет собой вид в перспективе комплекта элементов дистанционирующей рамы по фиг.10А и 10В в собранном состоянии;
[0041] фиг.10D представляет собой частичный вид в перспективе комплекта элементов дистанционирующей рамы по фиг.10А-10C в собранном состоянии;
[0042] фиг.10Е представляет собой вертикальный вид сбоку разных концевых профилей комплекта элементов дистанционирующей рамы, созданной в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0043] фиг.10F представляет собой вертикальный вид сбоку разных концевых профилей комплекта элементов дистанционирующей рамы, созданной в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0044] фиг.10G представляет собой вертикальный вид сбоку разных концевых профилей комплекта элементов дистанционирующей рамы, созданной в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
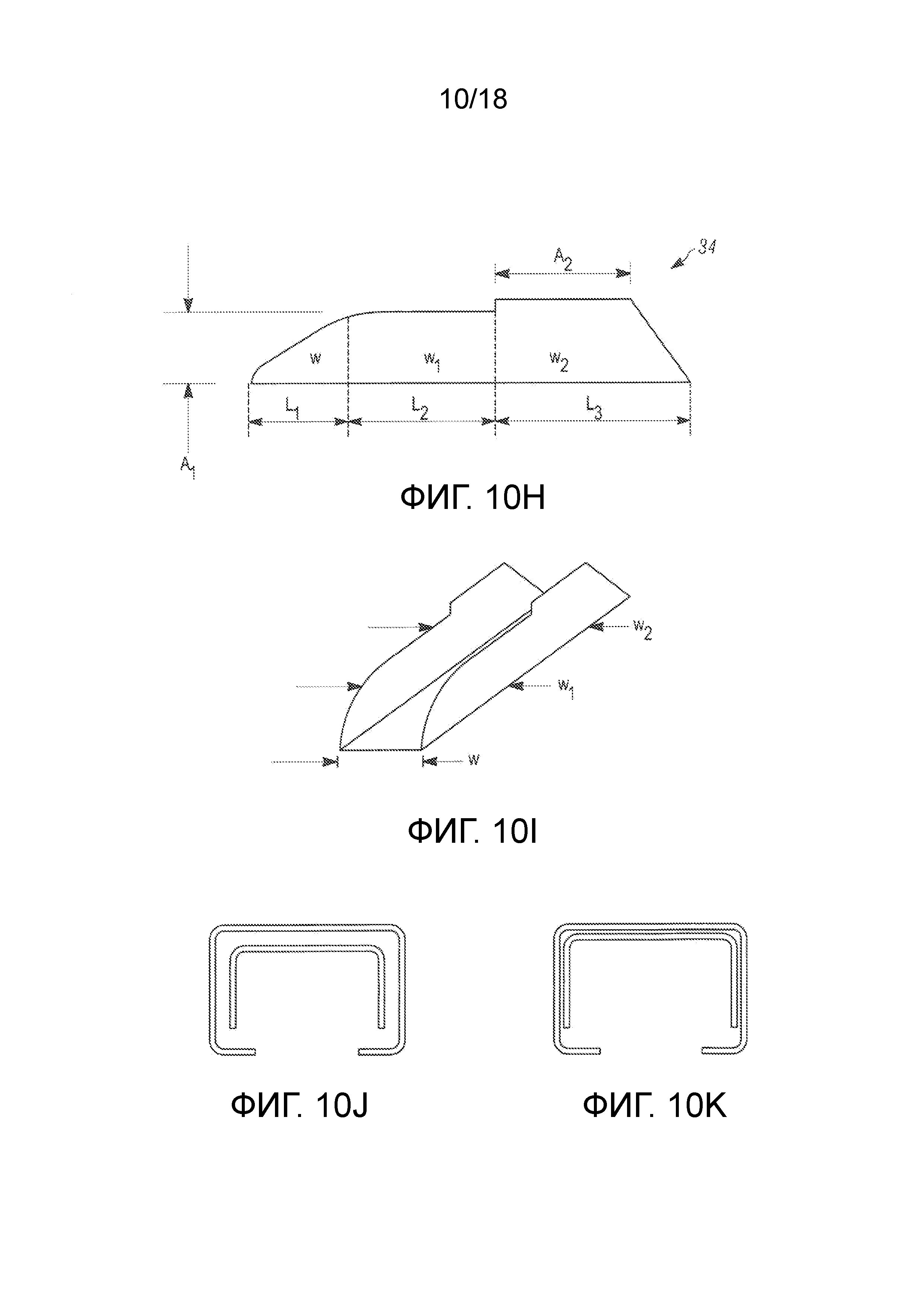
[0045] фиг.10Н представляет собой вертикальный вид сбоку части соединительного конструктивного элемента или язычка, созданного в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0046] фиг.10I представляет собой вид в перспективе конца по фиг.10Н;
[0047] фиг.10J представляет собой вид с торца комплекта элементов обычной дистанционирующей рамы;
[0048] фиг.10К представляет собой вид с торца комплекта элементов дистанционирующей рамы, созданной в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0049] фиг.10L представляет собой дистанционирующую раму, имеющую упор с конструкцией в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
[0050] фиг.10М представляет собой дистанционирующую раму, имеющую упор с конструкцией в соответствии с еще одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения;
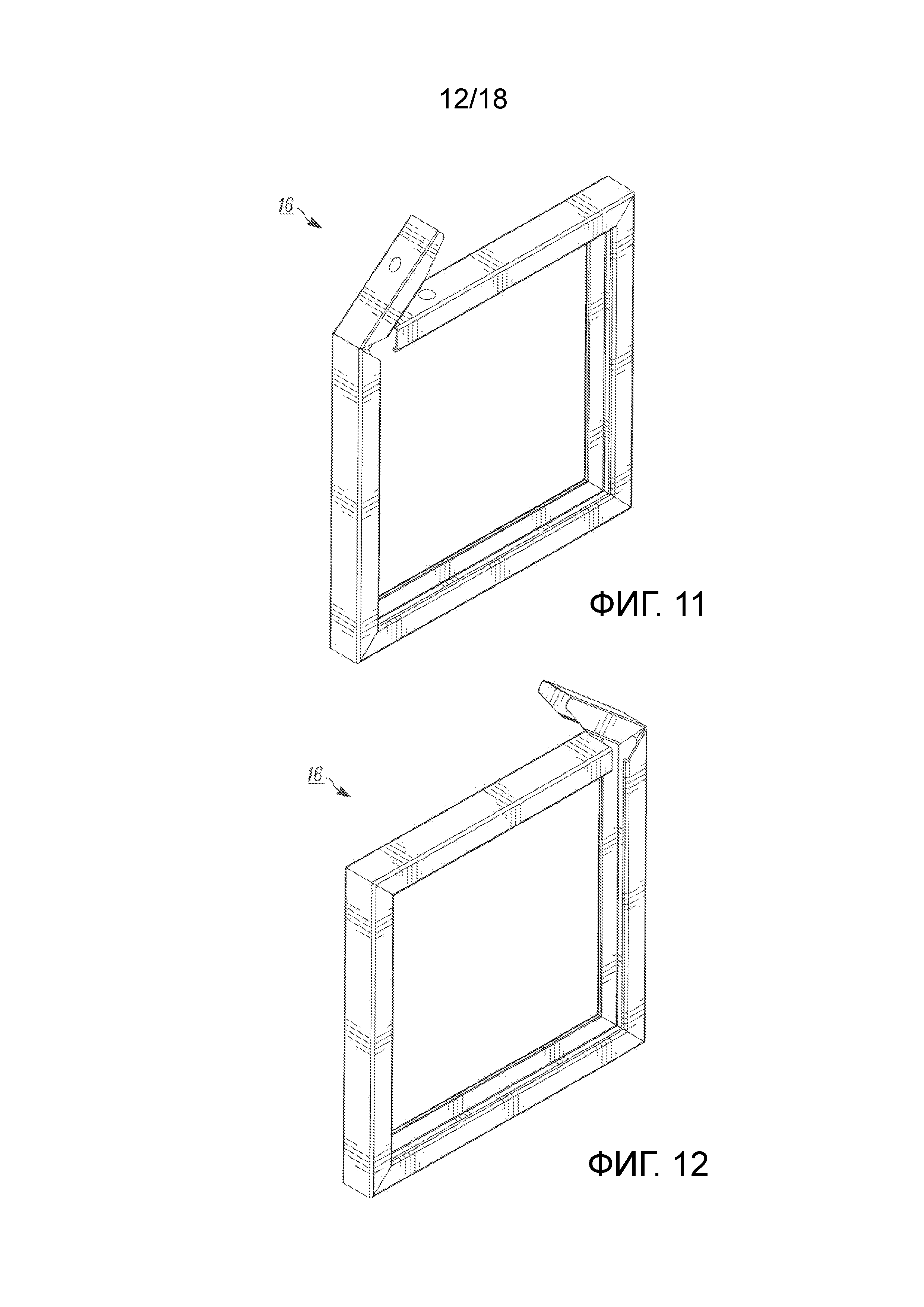
[0051] фиг.11 представляет собой вид в перспективе слева и сверху данного комплекта элементов дистанционирующей рамы в разобранном состоянии;
[0052] фиг.12 представляет собой вид в перспективе справа и сверху данного комплекта элементов дистанционирующей рамы в разобранном состоянии;
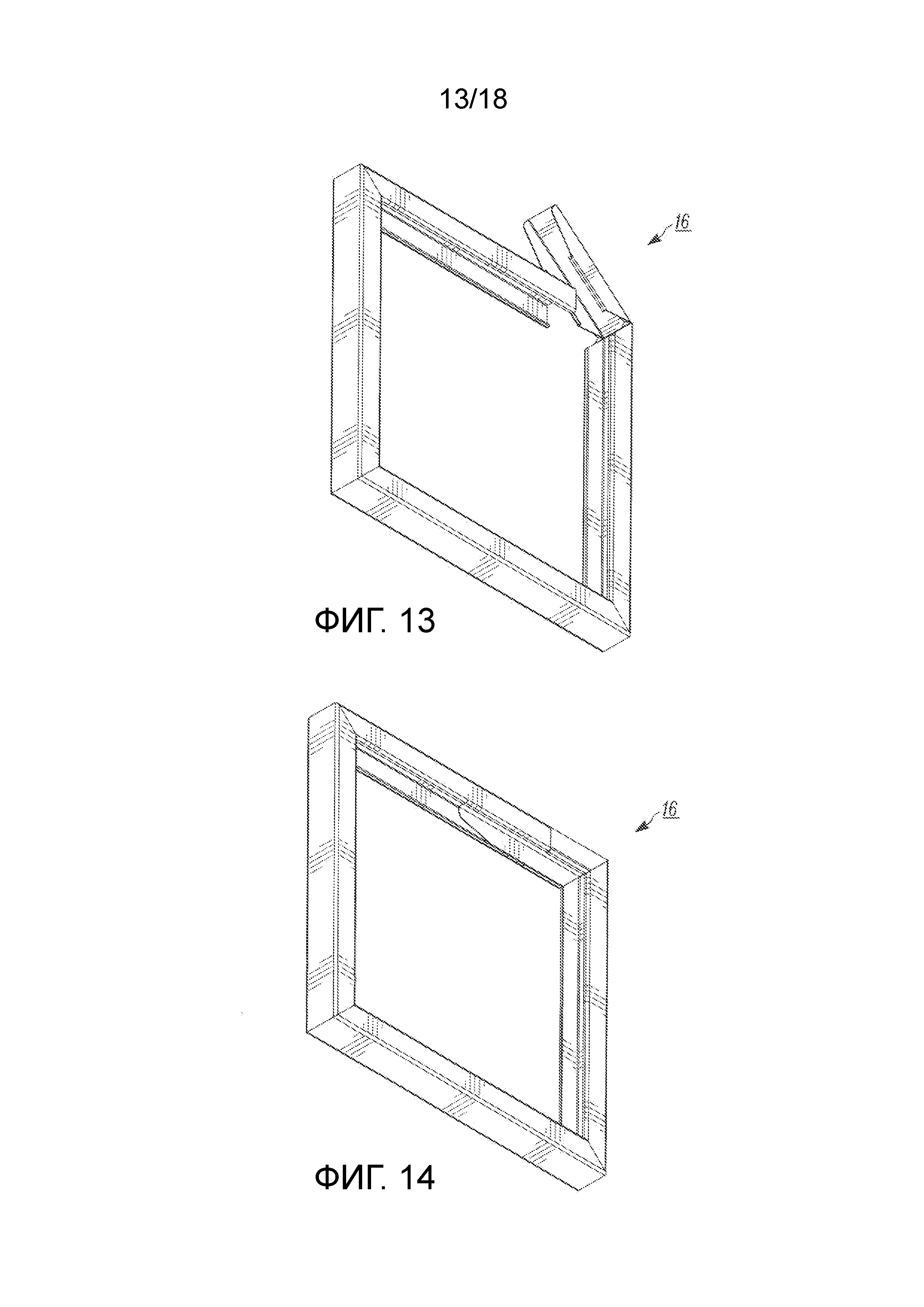
[0053] фиг.13 представляет собой вид в перспективе справа и снизу данного комплекта элементов дистанционирующей рамы в разобранном состоянии;
[0054] фиг.14 представляет собой вид в перспективе справа и снизу комплекта элементов дистанционирующей рамы, созданной в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения, в собранном состоянии;
[0055] фиг.15 представляет собой вид в перспективе слева и сверху данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0056] фиг.16 представляет собой вертикальный вид спереди данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0057] фиг.17 представляет собой вертикальный вид сзади данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0058] фиг.18 представляет собой вертикальный вид с левой стороны данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0059] фиг.19 представляет собой вертикальный вид с правой стороны данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0060] фиг.20 представляет собой вид в плане сверху данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0061] фиг.21 представляет собой вид в плане снизу данного комплекта элементов дистанционирующей рамы в собранном состоянии;
[0062] фиг.22 представляет собой увеличенный частичный вид в перспективе данного комплекта элементов дистанционирующей рамы в собранном состоянии; и
[0063] фиг.23 представляет собой блок-схему, иллюстрирующую способ создания комплекта элементов дистанционирующей рамы в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения.
[0064] Специалистам будет понятно, что элементы на фигурах проиллюстрированы для простоты и ясности и необязательно были начерчены в масштабе. Например, размеры некоторых из элементов на фигурах могут быть показаны преувеличенными по отношению к другим элементам, чтобы способствовать улучшению понимания вариантов осуществления настоящего раскрытия изобретения.
[0065] Компоненты устройства и способа были показаны, когда это целесообразно, посредством обычных символов на чертежах, при этом показаны только те конкретные детали, которые связаны с пониманием вариантов осуществления настоящего раскрытия изобретения, с тем, чтобы не затруднять понимание раскрытия изобретения деталями, которые без труда будут очевидными для средних специалистов в данной области техники, получающих пользу от описания в данном документе.
ПОДРОБНОЕ ОПИСАНИЕ
[0066] Далее рассматриваются фигуры, на которых элементы с одинаковыми ссылочными позициями, показанные на них, как правило, относятся к аналогичным элементам, имеющим аналогичные характеристики и функциональные свойства, везде, если не указано иное. Настоящее раскрытие изобретения относится к дистанционирующей раме и к способу ее изготовления и, более конкретно, к дистанционирующей раме и к процессу изготовления, предназначенным для использования для стеклопакета.
[0067] Фигуры чертежей и нижеприведенное описание раскрывают способ и устройство для изготовления удлиненных компонентов 8 окон (см. фиг.2), используемых в стеклопакетах 10. К примерам удлиненных компонентов окон относятся дистанционирующие рамы 12 в сборе и промежуточные планки 130, которые образуют компоненты стеклопакетов 10. Компоненты 8 стеклопакетов образованы в одном приведенном в качестве примера варианте осуществления на производственной линии, которая обеспечивает преобразование лентообразного исходного материала из листового металла в промежуточные планки и/или дистанционирующие элементы, несущие герметик и осушитель, для завершения создания стеклопакетов.
[0068] На фиг.2А проиллюстрирована структурная схема производственной линии, предназначенной для изготовления обычной дистанционирующей рамы и стеклопакета, как дополнительно описано в патенте США № 7,610,681, который включен в данный документ путем ссылки. Производственная линия 100 может быть использована для изготовления стеклопакетов 10 и комплекта элементов 12 дистанционирующих рам по настоящему раскрытию изобретения. Исходная полоса 48 материала подается в продольном направлении из рулона со станции подачи в производственную линию 100, и по существу законченные удлиненные компоненты 8 окон выходят из другого конца линии.
[0069] Производственная линия 100 содержит станцию 102 подачи исходного материала, станцию 104 штамповки, на которой различные V-образные пазы, углубления в виде отверстий или линии ослабления и профили в виде язычков образуют пробивкой в плоском исходном материале 48, станцию 106 профилирования, на которой плоский исходный материал 48 профилируют для образования u-образного желобчатого элемента, станцию 108 обжатие, на которой углы и обжатие выполняют на u-образном желобчатом элементе, станцию 110 отрезки, на которой отдельные дистанционирующие рамы отделяют от плоского исходного материала и отрезают по размеру, станцию 112 нанесения осушителя, на которой осушитель наносят между стеклами и внутренней зоной, образованной стеклами и комплектом элементов 12 дистанционирующей рамы, и станцию 114 экструзии, на которой герметик наносят на раму, которая еще подлежит сгибанию.
[0070] При рассмотрении функционирования станции 104 штамповки следует отметить, что штамповочные инструменты с противоположной стороны полосы 48 вводятся в контакт с металлической полосой посредством пневматического приводного цилиндра, огороженного в пределах станции штамповки. В проиллюстрированном варианте осуществления два пневматических цилиндра обеспечивают приведение опоры штамповочного инструмента в движение вниз, что вызывает перемещение разнесенных штамповочных инструментов для их ввода в контактное взаимодействие с полосой 48 для образования полосы 36, подвергнутой пробивке, которая опирается на опору в зоне контакта со штамповочными инструментами. Вследствие необходимости изготовления комплекта 12 элементов дистанционирующей рамы с разной шириной между боковыми стенками 42, 44 штамповочные инструменты выполнены с возможностью перемещения друг относительно друга так, что зона контакта между штамповочным инструментом и полосой 48 является регулируемой. Аналогичным образом, при образовании передней части/выступа или язычка 34 комплекта 12 элементов дистанционирующей рамы отдельные штамповочные инструменты с противоположных сторон полосы 48 входят в контактное взаимодействие с полосой 36 в регулируемых местах для образования профиля передней части, видимого на фиг.4А. Когда ширина дистанционирующей рамы между боковыми стенками 42, 44 изменяется, относительное положение данных двух штамповочных инструментов также регулируется. В приведенном в качестве примера варианте осуществления штамповка передней части/выступа или язычка 34 происходит в момент времени, отдельный от штамповки углов в V-образных пазах 50. Другими словами, четыре угла 32 образуют посредством первого комплекта штамповочных инструментов, управляемого управляющим устройством 101, которое также управляет каждой станцией производственной линии 100, и переднюю часть/выступ или язычок 34 образуют в другой момент времени посредством отдельного пневматического приводного цилиндра, который обеспечивает перемещение отдельной пары штамповочных инструментов для их ввода в контакт с полосой 36. Управление скоординированным выполнением данных отдельных воздействий осуществляется посредством перемещения полосы 36 через станцию 104 штамповки в соответствующие места для образования углов и передней части дистанционирующей рамы.
[0071] Стеклопакет 10, проиллюстрированный на фиг.2, создан посредством использования способа и устройства, дополнительно описанных со ссылкой на фиг.2А, как рассмотрено выше, и в патентах США № 8,720,026 и 7,448,246, которые оба включены в данный документ путем ссылки. На фиг.2-6 стеклопакет 10 содержит дистанционирующую раму 12 в сборе, зажатую между листами стекла или стеклами 14. Дистанционирующая рама 12 в сборе содержит рамную конструкцию 16, герметизирующий материал 18, предназначенный для герметичного присоединения рамы к стеклам для образования замкнутого пространства 20 внутри стеклопакета 10 и некоторую массу 22 осушителя в пространстве 20, как проиллюстрировано на фиг.3. Стеклопакет 10 проиллюстрирован на фиг.1 в состоянии, предназначенном для окончательной сборки в непроиллюстрированной оконной или дверной раме для конечной установки в здании. Стеклопакет 10, проиллюстрированный на фиг.2, включает в себя промежуточные планки 130, которые придают внешний вид отдельных оконных стекол.
[0072] Комплект 12 элементов удерживает стекла 14 на расстоянии друг от друга для обеспечения герметичного изолирующего «изолирующего воздушного пространства» 20 между ними. Рама 16 и герметизирующий материал 18 взаимодействуют для получения конструкции, которая удерживает стекла 14, собранные надлежащим образом, вместе с пространством 20, изолированным от атмосферной влаги, в течение длительных промежутков времени, в течение которых стеклопакет 10 подвергается частым существенным тепловым напряжениям. Масса 22 осушителя обеспечивает удаление водяного пара из воздуха или других летучих соединений, захваченных в пространстве 20 во время создания стеклопакета 10.
[0073] Герметизирующий материал 18 как обеспечивает конструкционное приклеивание стекол 14 к дистанционирующему комплекту 12, так и герметичную изоляцию пространства 20 от инфильтрации переносимого воздухом, водяного пара из атмосферы, окружающей стеклопакет 10. Проиллюстрированный элемент или герметик 18 образован из некоторого числа различных возможных материалов, включая, например, бутиловый материал, термоплавкий клей, реакционно-способный термоплавкий клей, герметик из модифицированного полиуретана и тому подобное, который прикреплен к сторонам рамы и наружной периферии для образования U-образного поперечного сечения.
[0074] Комплект 16 элементов дистанционирующей рамы проходит вокруг периферии стеклопакета, чтобы обеспечить имеющий прочную конструкцию, стабильный дистанционирующий элемент для поддержания стекол выровненными и расположенными на расстоянии друг от друга при одновременной минимизации теплопередачи между стеклами через раму. В одном приведенном в качестве примера варианте осуществления дистанционирующая рама 16 содержит множество сегментов или элементов 30а-d дистанционирующей рамы, соединенных для образования плоской многоугольной формы рамы, при этом стыки элементов образуют угловые конструктивные элементы 32а-d рамы и соединительный конструктивный элемент или язычок 34, предназначенный для соединения противоположных концов рамных элементов или соединения с задним элементом 30d для завершения образования замкнутой формы рамы (см. фиг.7).
[0075] Каждый рамный элемент 30 является продолговатым и имеет поперечное сечение желобчатой формы, образующее периферийную стенку 40 и первую и вторую боковые стенки 42, 44. См. фиг.2 и 6. Периферийная стенка 40 проходит непрерывно вокруг стеклопакета 10 за исключением того места, где соединительный конструктивный элемент или язычок 34 соединяется с концом рамного элемента 30d. Боковые стенки 42, 44 образуют одно целое с соответствующими противоположными краями периферийной стенки 40. Боковые стенки 42, 44 проходят внутрь от периферийной стенки 40 в направлении, параллельном плоскостям стекол и рамы. Проиллюстрированная рама 16 имеет отбортованные кромки 46, придающие жесткость и образованные вдоль краев выступающих внутрь, боковых стенок 42, 44. Боковые стенки 42, 44 увеличивают жесткость рамного элемента 30, чтобы он обладал стойкостью к выгибанию и изгибу в направлении, поперечном к направлению его протяженности по длине. Отбортованные кромки 46 придают жесткость стенкам 42, 44, так что стенки 42, 44 обладают стойкостью к изгибу и выгибанию в направлении, поперечном к направлениям их протяженности по длине.
[0076] Раму первоначально образуют в виде непрерывного прямолинейного желобчатого элемента, созданного из тонкой ленты из металла или плоского исходного материала 48. Один пример пригодного металла включает материал, представляющий собой нержавеющую сталь и имеющий толщину, составляющую 0,006-0,010 дюйма (0,1524-0,254 мм). Другие материалы, такие как оцинкованная сталь, белая жесть или алюминий, пластик или вспененный материал, также могут быть использованы для создания желобчатого элемента без отхода от объема и сущности настоящего раскрытия изобретения.
[0077] На фиг.4А проиллюстрирована/проиллюстрирован непрерывная металлическая лента или плоский исходный материал 48 после ее/его прохождения через станцию штамповки и пробивки посредством некоторого количества штамповочных инструментов для образования V-образных пазов 50 и зон 52 ослабления для угловых сгибов 32, вырезов 66 для зажимов (используемых при креплении промежуточных планок), язычка или соединительного конструктивного элемента 34, передней части 62, отверстий 70, 72 и обрезанного конца 80. Подвергнутая пробивке полоса 36 из плоского исходного материала образует один комплект 16 элементов дистанционирующей рамы, подобную проиллюстрированной в виде повторяющихся частей с размером ʺLʺ, из непрерывной полосы 48. Подвергнутую пробивке полосу 36 в конце концов разрезают для получения комплекта 16 элементов дистанционирующей рамы у конца 80 и передней части 62, при этом остается кусок 82, представляющий собой отходы. Альтернативно, операция пробивки или отрезки представляет собой операцию, выполняемую с одного установа, при которой ширина реза равна ширине куска 82, представляющего собой отходы, при этом не остается никаких отходов или отсутствует потребность в операции, выполняемой с двух установов. Дополнительное рассмотрение, относящееся к операции отрезки или пробивки, приводится в патенте США № 8,720,026, который включен в данный документ путем ссылки.
[0078] Переднюю часть/выступ или язычок 34 и упоры 64 образуют штамповочными инструментами на станции 104 штамповки, как описано выше. В одном приведенном в качестве примера варианте осуществления посредством размера ʺgʺ показана ширина передней части или язычка 34, которая меньше ширины упора 64, проиллюстрированной посредством размера ʺhʺ на фиг.4А. В одном приведенном в качестве примера варианте осуществления ширина передней части или язычка 34, показанная посредством размера а, составляет один дюйм 1,00ʺ (25,4 мм), и ширина упоров 64, показанная посредством размера b, представляет собой один и три шестнадцатых дюйма 1,187ʺ (30,1498 мм). Таким образом, разность ширины передней части 34 и ширины упоров 64 в вышеуказанном приведенном в качестве примера варианте осуществления составляет приблизительно девяносто три тысячных дюйма 0,093ʺ (2,3622 мм) от наружного края полосы.
[0079] Пазы 66 под зажимы образованы для обеспечения опоры для гибких зажимов, которые находятся внутри дистанционирующей рамы 16 в сборе и стеклопакета после сборки. Гибкие зажимы используются для обеспечения опоры, например, для промежуточных планок, как дополнительно описано в патенте США № 5,678,377, который включен в данный документ путем ссылки. V-образные пазы 50 и зоны 52 ослабления образованы пробивкой и обжатием непрерывной полосы 48 и обеспечивают возможность образования угловых конструктивных элементов 32. Дополнительное рассмотрение операции пробивки и обжатия приводится в патенте США № 7,448,246, который включен в данный документ путем ссылки.
[0080] Перед отрезкой полосы 36, подвергнутой пробивке, от непрерывной полосы 48, ее профилируют до конфигурации, проиллюстрированной на фиг.4В, 5 и 6, создавая периферийную стенку 40, боковые стенки 42, 44 и отбортованные кромки 46, придающие жесткость. Дополнительное рассмотрение операции профилирования приводится в патенте США № 8,904,611, который включен в данный документ путем ссылки.
[0081] Угловые конструктивные элементы 32 образуют для облегчения сгибания рамного желобчатого элемента до конечной многоугольной конфигурации рамы в стеклопакете 10 при одновременном гарантировании эффективной пароизоляции в углах рамы, как видно на фиг.2 и 7. Герметизирующий материал 18 наносят и приклеивают к желобчатому элементу перед сгибанием углов. Угловые конструктивные элементы 32 первоначально содержат V-образные пазы 50 и зоны 52 ослабления, образованные в стенках 42, 44 в местах расположения углов рамы. См. фиг.3-5. V-образные пазы 50 проходят в стенки 42, 44 от соответствующих краев боковых стенок. Боковые стенки 42, 44 проходят непрерывно вдоль рамы 16 от одного конца до другого. Стенки 42, 44 ослаблены в местах расположения углов, поскольку V-образные пазы уменьшают количество материала боковых стенок и устраняют отбортованные кромки 46, придающие жесткость, и поскольку стенки подвергнуты штамповке для образования линии 53 ослабления (см. фиг.5) с целью ослабления их в углах при сгибании внутрь при образовании углов.
[0082] Соединительный конструктивный элемент или язычок 34 обеспечивает скрепление противоположного конца 54 рамы или элемента 30d вместе с первым концом 56 рамы, когда комплект 16 элементов дистанционирующей рамы будет согнута до ее конечной конфигурации. То есть, выполняют поворот линейных сегментов или элементов 30 из комплекта 16 элементов дистанционирующей рамы (из линейной конфигурации по фиг.4В и 5) в направлении стрелок А, В, С и D, как проиллюстрировано на фиг.7, и, в частности, вставку передней части 62 соединительного конструктивного элемента или язычка 34 в паз, образованный на противоположном конце 54 сегмента 30d с одновременным поворотом сегментов (стрелки А-D). Этот одновременный поворот продолжается до тех пор, пока поверхность паза сегмента 30d на противоположном конце 54 не войдет в контактное взаимодействие с жесткими упорами 64 в соединительном конструктивном элементе 34 на первом конце 56 рамы с образованием телескопического соединения 58 и бокового соединения 60, в результате чего образуется составная боковая секция 31.
[0083] Телескопическое соединение 58 и боковое соединение 60 находятся вдоль боковой секции 31на расстоянии от углового конструктивного элемента 32, который в проиллюстрированном приведенном в качестве примера варианте осуществления по фиг.7 представляет собой законченный угол С1 рамы. В собранном состоянии телескопическое соединение 58 обеспечивает поддержание рамы в ее конечной многоугольной конфигурации перед сборкой стеклопакета 10. Составная боковая секция 31 имеет длину, представляющую собой сумму размеров ʺaʺ (первого конца 56 рамы от угла С1 до конца упора 64) и ʺbʺ (четвертого сегмента или элемента 30d рамы), которая равна длине, соответствующей размеру ʺcʺ (см. фиг.7), то есть длине второго сегмента 30b, расположенного с противоположной стороны. Размер ʺbʺ в проиллюстрированном приведенном в качестве примера варианте осуществления представляет собой длину сегмента 30d, и размер ʺaʺ представляет собой длину соединительного конструктивного элемента 34 за вычетом длины передней части 62 (размера d), которая вставляется в паз, образованный в сегменте 30d.
[0084] В проиллюстрированном приведенном в качестве примера варианте осуществления соединительный конструктивный элемент 34 дополнительно содержит первое отверстие 70, и соответствующее второе отверстие 72 образовано в сегменте 30d для размещения крепежной детали (не показано) и как для соединения противоположного конца 54 рамы с первым концом 56 рамы, так и для обеспечения временного вентиляционного отверстия для удаления воздуха или ввода газа в пространство 20 во время изготовления стеклопакета 10. Отверстия 70 и 72 автоматически выравниваются вследствие изменяемых размеров А и В, которые при суммировании дают размер С (см. фиг.7), когда концы 54, 56 рамы надлежащим образом телескопически соединены вместе и конец 54 входит в контактное взаимодействие с упорами 64. Упоры 64 гарантируют концентрическое выравнивание отверстий 70, 72.
[0085] Упоры 64 дополнительно гарантируют повторяющуюся длину телескопического соединения в боковом соединении 60. Это предпочтительно гарантирует то, что все четыре угловых конструктивных элемента 32 будут идентичными по интервалу между ними, размеру, угловой ориентации и конструкции, в результате чего уменьшается возможность выхода из строя. В обычных дистанционирующих рамах без соединения 58 и бокового соединения 60 легко возникает избыточная или недостаточная протяженность углов. Эта избыточная и недостаточная протяженность в обычных рамах частично обусловлена различиями в допусках, поскольку последняя соединительная секция 2е (см. фиг.1С-1D) не достигает нижней точки, в результате чего остаются зазоры d и w на фиг.1D.
[0086] Фиг.7А представляет собой вертикальный вид трехсторонней дистанционирующей рамы 16 в сборе, созданной в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения. Рама 16 с тремя сторонами 30а, 30b и 30с включает в себя соединительный конструктивный элемент или язычок 34, боковое соединение 60, расположенное на расстоянии от угла, место 58 соединения и упоры 64 с конструкцией, аналогичной приведенному в качестве примера варианту осуществления по фиг.7.
[0087] Фиг.7В представляет собой вертикальный вид двухсторонней дистанционирующей рамы 16 в сборе, созданной в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения. Рама 16 с двумя сторонами 30а и 30b включает в себя соединительный конструктивный элемент или язычок 34, боковое соединение 60, расположенное на расстоянии от угла, место 58 соединения и упоры 64 с конструкцией, аналогичной приведенному в качестве примера варианту осуществления по фиг.7.
[0088] Изменяемые размеры ʺaʺ и ʺbʺ (см. фиг.7) дополнительно обеспечивают уверенность в том, что угловые сегменты 32а-32d будут все расположены на одинаковых расстояниях друг от друга и являются ортогональными, в результате чего уменьшаются любые интервалы или зазоры на боковых стенках 42, 44, периферийной стенке 40 в пространстве от угла до места 58 соединения или бокового соединения 60, что обеспечивает уменьшение возможности выхода из строя. Изменяемые размеры ʺaʺ, ʺbʺ и ʺcʺ регулируются посредством управляющего устройства или центрального процессора во встроенных программах или программном обеспечении на станции обжатия (см. фиг.4А и 7) так, что самые «жесткие» размеры могут поддерживаться в боковом соединении 60 и в угловых сегментах 32. Кроме того, изменяемые размеры А2 и L3 (см. фиг.10Н) могут регулироваться посредством встроенных программ или программного обеспечения в машине для обжатия для обеспечения большей герметичности между язычком 34 и последним элементом 30d и для облегчения сборки. Профиль язычка 34 является изменяемым посредством механической установки, и, следовательно, существует возможность регулирования размера А1 (см. фиг.10Н) для минимизации зазора между задней стороной дистанционирующего элемента и отбортованными кромками 46, придающими жесткость, что обеспечит минимизацию зазора, когда язычок 34 будет вставлен в дистанционирующий элемент 54 конечного элемента 30d. Это создает возможность обеспечения минимального зазора между отбортованными кромками 46, придающими жесткость, и язычком 34, когда дистанционирующая рама собрана, как показано на фиг.10L.
[0089] В еще одном приведенном в качестве примера варианте осуществления ширина w язычка 34 изменяется до зауженного края таким образом, что он будет сравнительно более узким (или осаженным посредством операции обжатия после профилирования) вдоль длины L1 на фиг.10Н и 10I для облегчения сборки. То есть вдоль длины L1 ширина w язычка 34 будет приблизительно на 0,020ʺ (0,508 мм) меньше, чем ширина входной части 92 на противоположном конце 54 рамы. Таким образом, язычок 34 легко вставляется в последний сегмент 30d, как проиллюстрировано на фиг.10А-10C (в направлении стрелки А). По мере «продолжения» язычка 34 вдоль его длины L2 ширина w1 язычка увеличивается, как проиллюстрировано на фиг.10Н и 10I, так что обеспечивается плотная посадка между язычком и внутренним пазом 92, образованным в последнем сегменте 30d, как дополнительно проиллюстрировано на фиг.10А-1°C (в направлении стрелок В и С). Плотная или по существу тугая посадки продолжается до тех пор, пока противоположный конец 54 рамы не войдет в контактное взаимодействие с упорами 64, как проиллюстрировано на фиг.1°C и 10D, что обеспечивает устранение любых зазоров вокруг профиля боковых стенок 42, 44 и периферийной стенки 40.
[0090] Данная сужающаяся форма язычка 34 возникает за счет осаживания передней части с длиной L1, например, посредством операции обжатия для того, чтобы сделать ширину w на длине L1 меньшей, чем ширина w2 на длине L2. По существу, когда язычок 34 входит в открытый паз 92, сопротивление увеличивается по мере продвижения язычка во входную часть при переходе от зоны с длиной L1 в зону с длиной L2, как проиллюстрировано на фиг.10Н.
[0091] Фиг.10L представляет собой дистанционирующую раму, имеющую упоры 64 из комплекта 16 элементов дистанционирующей рамы, созданной в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения. В частности, упоры 64 выступают или проходят наружу от боковых стенок 42 и 44 передней части или соединительного конструктивного элемента/язычка 34 и входят в контактное взаимодействие с придающими жесткость, отбортованными кромками 46 противоположного конца 54 соединительной секции 30d. Упоры 64 на фиг.10L созданы посредством конфигурации штамповочных инструментов на станции 104 штамповки.
[0092] Фиг.10М представляет собой дистанционирующую раму, имеющую упор 64, созданный в соответствии с еще одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения. Более конкретно, упор 64 проходит наружу и поперек к периферийной стенке 40 от передней части или язычка 34. В проиллюстрированном приведенном в качестве примера варианте осуществления упор 64 представляет собой зубец или выступ, образованный без открытой части на периферийной стенке посредством прессующего штампа на производственной линии 100. Упор 64 входит в контактное взаимодействие с придающей жесткость, отбортованной кромкой 46 противоположного конца 54 соединительной секции 30d.
[0093] Для отверстий 70, 72 важно выравнивание, и в обычных дистанционирующих рамах, как правило, требуется шило для ручного выравнивания. Отверстия образуют канал для прохождения газа перед установкой крепежной детали, такой как заклепка (непоказанная). Крепежную деталь после установки в автоматически выровненных отверстиях 70, 72 покрывают герметизирующим материалом 18, так что уплотнение, обеспечиваемое каждой крепежной деталью, улучшается посредством герметизирующего материала. Крепежные детали помимо герметизации дополнительно способствуют удерживанию язычка 34 соединенным с элементом 30d.
[0094] Как дополнительно проиллюстрировано на фиг.9, герметик 18 должен покрывать телескопическое соединение 58, предпочтительно размещенное только вдоль бокового соединения 60, которое проходит вдоль одного бокового направления (см. стрелку А на фиг.9). Таким образом, нанесение и зачистка герметика 18 в двух направлениях в обычных дистанционирующих рамах (см. направления А и Н на фиг.1Е) устраняются за счет того, что боковое соединение 60 удалено от угловых конструктивных элементов 32 по настоящему раскрытию изобретения. Кроме того, по существу число повреждений в углах дистанционирующей рамы по настоящему раскрытию изобретения значительно уменьшается. То есть, возможность повреждения в любом из четырех углов С1, С2, С3 или С4 является минимальной и совершенно одинаковой вследствие конструкции (теперь когда все углы имеют одинаковую и единообразную конфигурацию) по настоящему раскрытию изобретения и добавления бокового соединения 60.
[0095] На фиг.11-13 проиллюстрированы виды в перспективе справа и слева показанной в несобранном состоянии комплекта элементов дистанционирующей рамы в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения. На фиг.14-22 проиллюстрирована дистанционирующая рама в сборе, созданная в соответствии с другим приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения.
[0096] Еще одно преимущество представленного приведенного в качестве примера варианта осуществления заключается в том, что противоположный конец 54 рамы на сегменте 30d является по существу ортогональным (см. угол ∅) относительно боковой оси ʺLAʺ сегмента. По существу уменьшается возможность утечки, поскольку общий «раскрыв» имеет меньшую величину по сравнению с обычными дистанционирующими рамами, которые имеют угол α, проиллюстрированный на фиг.1А. Кроме того, жесткий упор 64 вставляемого элемента 34 гарантирует то, что выравнивание отверстий, представляющих собой отверстия 70 и 72, будет идеально концентрическим при каждой сборке. При этом в другом приведенном в качестве примера варианте осуществления концевой элемент 30d осажен или сужен вдоль зоны, определяемой размером ʺeʺ (см. фиг.4А и 4В), во время профилирования, так что язычок 34 имеет более тугую посадку при его вставке в паз, образованный на конце 54 концевого элемента (см. фиг.10K), по сравнению с обычными соединениями (см. фиг.10J).
[0097] На фиг.10Е, 10F и 10G проиллюстрированы три разных приведенных в качестве примера варианта осуществления, показывающих в качестве примера специфические конструкции конца 90 концевого элемента 30d и конструкции передней части 62 язычка 34. Данные разные конструкции обеспечивают различные возможности для облегчения сборки. На фиг.10Е и 10G конец 90 является скошенным или поперечным относительно боковой оси LA. При этом конец 90 также может быть скругленным, как проиллюстрировано на фиг.10F. Фиг.10Е и 10G иллюстрируют соответственно скругленную переднюю часть 62 и заостренную переднюю часть. Передняя часть 62 также может быть ортогональной или притупленной, как проиллюстрировано в приведенном в качестве примера варианте осуществления по фиг.10F.
[0098] Повреждение в дистанционирующей раме 12 в сборе дополнительно уменьшается за счет идентичной конструкции всех четырех углов С1-С4 и размещения бокового соединения 60 на расстоянии (см. фиг.7) от любого из четырех углов. Кроме того, повреждение уменьшается, поскольку размеры ʺaʺ и ʺbʺ представляют собой изменяемые размеры, которые могут быть увеличены или уменьшены в отличие от обычных дистанционирующих рам, в которых соединение было расположено в соответствующем углу дистанционирующей рамы (см. фиг.1А-1Е). Другими словами, в обычных дистанционирующих рамах в сборе место соединение не может быть изменяемым или регулируемым, поскольку местоположение линий сгиба или штамповки определяет сгиб и угол, которые должны соответствовать линиям сгиба или штамповки в других остальных углах, чтобы получить по существу ортогональную раму. Следовательно, любое отклонение, существовавшее в угловом соединении обычно дистанционирующей рамы, делает такое соединение менее прочным и надежным.
[0099] На фиг.23 проиллюстрирована блок-схема, иллюстрирующая способ 200 проектирования/создания комплекта12 элементов дистанционирующей рамы, имеющей изменяемые размеры ʺaʺ, ʺbʺ и ʺcʺ (см. фиг.7), вводимые соответственно на этапах 210, 212, 214, в соответствии с одним приведенным в качестве примера вариантом осуществления настоящего раскрытия изобретения. Регулирование изменяемых размеров a, b и с, вводимых на этапах 210, 212 и 214, осуществляется центральным процессором или компьютером 220 посредством, например, аппаратного обеспечения, программного обеспечения компьютера, встроенного программного обеспечения и тому подобного. Изменение любого из изменяемых размеров 210, 212 и 214 не влияет на конструкцию и не изменяет конструкцию угловых конструктивных элементов 32. Способ 200 предусматривает прием значений или изменяемых размеров для а, b и с соответственно на этапах 210, 212 и 214. Способ на этапе 216 обеспечивает определение того, будет ли сумма изменяемых размеров а 210 и b 212 равна изменяемому размеру с 214. Если ответ при определении на этапе 216 является утвердительным, то происходит этап 218, на котором плоский исходный материал из непрерывного рулона 48 перемещается вперед на станцию пробивки (непоказанную), и изменяемые размеры а 210, b 212 и с 214 образуются посредством вырубных штампов для образования полосы 36, подвергнутой пробивке, как проиллюстрировано на фиг.4А.
[00100] Если ответ при определении на этапе 216 является отрицательным, выполняется определение на этапе 222 для определения того, превышает ли сумма изменяемых размеров а 210 и b 212 изменяемый размер с. Если на этапе 222 ответ при определении является утвердительным, происходит этап 224, на котором изменяемые размеры а 210 и/или b 212 уменьшаются или изменяемый размер с увеличивается. После выполнения изменений изменяемых размеров на этапе 224 выполняется этап 218, как описано выше. Если ответ при определении на этапе 222 является отрицательным, происходит этап 226, на котором изменяемые размеры а 210 и/или b 212 увеличиваются или изменяемый размер с уменьшается. После выполнения изменений изменяемых размеров на этапе 226 выполняется этап 218, как описано ранее.
[00101] Несмотря на то, что показана дистанционирующая рама 16 в сборе, имеющая только четырехстороннюю конструкцию в собранном состоянии, с боковым соединением 60, удаленным от угла С, следует понимать, что предусмотрено, что другие многоугольники с бóльшим или меньшим числом сторон, имеющие боковое соединение, находятся в пределах сущности и объема представленной формулы изобретения и раскрытия изобретения. Кроме того, дистанционирующая рама 16 в сборе дополнительно образует место 58 в боковом соединении 60 из одной цельной непрерывной полосы 36, подвергнутой пробивке, которая профилирована для образования везде боковых стенок 42, 44, периферийной стенки 40 и отбортованных кромок 46, придающих жесткость, без необходимости в дополнительных соединяющих зажимах.
[00102] В вышеприведенном описании были описаны определенные варианты осуществления. Однако среднему специалисту в данной области техники будет понятно, что могут быть выполнены различные модификации и изменения без отхода от объема раскрытия изобретения, представленного в нижеприведенной формуле изобретения. Соответственно, описание и фигуры следует рассматривать в иллюстративном, а не в ограничивающем смысле, и предусмотрено, что все подобные модификации включены в объем представленных идей.
[00103] Выгоды, преимущества, решения проблем и любой(-ые) элемент(-ы), которые могут привести к тому, что любая выгода, любое преимущество или решение будет иметь место или станет более явно выраженной(-ым), не следует рассматривать в качестве критических, требуемых или существенных признаков или элементов любого или всех из пунктов формулы изобретения. Раскрытие изобретения ограничено только приложенной формулой изобретения, включая любые исправления, выполненные во время нахождения данной заявки на рассмотрении, и всеми эквивалентами данных пунктов формулы изобретения в том виде, в каком они опубликованы.
[00104] Кроме того, в данном документе реляционные термины, такие как первый и второй, верхний и нижний и тому подобные, могут быть использованы только для того, чтобы отличить один объект или одно действие от другого объекта или действия, при этом необязательно требуется или подразумевается какое-либо реальное подобное отношение или порядок между подобными объектами или действиями. Термины «содержит» (ʺcomprisesʺ), «содержащий» (ʺcomprisingʺ), «имеет», «имеющий», «включает в себя», «включающий в себя», «содержит» (ʺcontainsʺ), «содержащий» (ʺcontainingʺ) или любые другие их разновидности предназначены для охвата неисключающего включения, так что процесс, способ, изделие или устройство, который(-ое) содержит (comprises), имеет, включает в себя, содержит (contains) перечень элементов, включает в себя не только данные элементы, но может включать в себя другие элементы, не перечисленные явно или присущие подобному процессу, способу, изделию или устройству. Элемент, за которым следует выражение ʺcomprises … aʺ («содержит …»), ʺhas … aʺ («имеет …»), ʺincludes … aʺ («включает в себя …»), ʺcontains … aʺ («содержит …») не исключает заранее - при отсутствии бóльших ограничений - наличия дополнительных идентичных элементов в процессе, способе, изделии или устройстве, который(-ое) содержит (comprises), имеет, включает в себя, содержит (contains) данный элемент. Термины ʺaʺ и ʺanʺ (неопределенные артикли) определяются как один или более, если в данном документе явным образом не выражено иное. Термины «в основном», «по существу», «приблизительно», «около» или любые другие их варианты определены как близкий к - как будет понятно среднему специалисту в данной области техники, и в одном неограничивающем варианте осуществления данный термин определен как означающий отклонение в пределах 10%, в другом варианте осуществления - в пределах 5%, в еще одном варианте осуществления - в пределах 1% и в еще одном варианте осуществления - в пределах 0,5%. Термин ʺcoupledʺ (соединенный, связанный, сопряженный) в используемом в данном документе смысле определен как соединенный, хотя и не обязательно непосредственно и необязательно механически. Устройство или конструкция, которое(-ая) «конфигурировано(-а)» определенным образом, конфигурировано(-а), по меньшей мере, данным образом, но также может быть конфигурировано(-а) способами, которые не перечислены.
[00105] Реферат раскрытия изобретения приведен для того, чтобы дать возможность читателю быстро установить характер раскрываемой технической сущности изобретения. Он представлен при понимании того, что он не будет использован для интерпретации или ограничения объема или смысла формулы изобретения. Кроме того, в вышеприведенном подробном описании можно видеть, что различные элементы/признаки сгруппированы вместе в различных вариантах осуществления в целях оптимизации/упорядочивания раскрытия изобретения. Данный способ раскрытия изобретения не следует интерпретировать как отражающий концепцию, заключающуюся в том, что заявленные варианты осуществления требуют больше признаков, чем явным образом приведены в каждом пункте формулы изобретения. Напротив, как отражено в нижеприведенной формуле изобретения, предмет изобретения имеет меньше признаков/элементов по сравнению со всеми признаками/элементами одного раскрытого варианта осуществления. Таким образом, нижеприведенная формула изобретения настоящим включена в подробное описание, при этом каждый пункт формулы изобретения занимает самостоятельное положение как отдельно заявленный предмет изобретения.
Реферат
Комплект элементов дистанционирующей рамы и способ сборки включают в себя по существу прямолинейный желобчатый элемент, имеющий первый и второй концы. Когда по существу прямолинейный желобчатый элемент находится в собранном состоянии, он включает в себя по меньшей мере четыре стороны и соответствующие углы между каждыми двумя соседними сторонами. Комплект элементов дистанционирующей рамы также имеет соединительный конструктивный элемент, расположенный на одном из первого и второго концов, и противоположный конец рамы, расположенный на другом из данных первого и второго концов. Противоположный конец рамы имеет внутренний паз для приема передней части соединительного конструктивного элемента. Комплект элементов дистанционирующей рамы также включает в себя упор, проходящий от соединительного конструктивного элемента и предназначенный для размещения противоположного конца рамы в заданном положении, когда дистанционирующая рама находится в собранном состоянии. 7 н. и 20 з.п. ф-лы, 43 ил.
Комментарии