Способ и устройство для соединения потоков материалов в процессе совместной экструзии - RU2268144C2
Код документа: RU2268144C2
Чертежи









Описание
Изобретение относится к способу совместной экструзии такого типа, который определен в ограничительной части пункта 1 формулы изобретения, и к устройству для осуществления такого способа. Способ применим для экструзии по существу всех материалов, которые могут быть экструдированы, например, таких как термопластичные полимеры, неорганические пасты, например, для формования керамических материалов и некоторые виды пищевых продуктов.
Изобретение имеет три различных аспекта, связанных с тремя различными целями. Первый аспект касается использования совместной экструзии для покрытия, с одной или обеих сторон, экструдируемого материала А, который в процессе экструзии имеет высокую удельную вязкость, тонким слоем или тонкими слоями материала В, имеющего значительно меньшую удельную вязкость. В таких случаях покрытие обычно становится очень неравномерным или даже может отсутствовать на части поверхности при использовании обычной технологии, поскольку энергия, требуемая для того, чтобы сделать поток материала В равномерно распределенным в виде тонкой струи, больше энергии, необходимой для того, чтобы заставить материал В течь в виде узких струй большей толщины.
Второй аспект изобретения относится к совместной экструзии листов или труб, в которых участки одного компонента чередуются с участками другого компонента, при этом чередование имеет место вдоль направления экструзии. В качестве важного примера осуществления такого аспекта можно привести трубу, в которой жесткие участки чередуются с гибкими участками (при этом изделие имеет относительную жесткость).
Еще один третий аспект изобретения касается совместной экструзии потока твердых, по существу сухих частиц с потоком действительно текучего материала таким образом, что поток твердых частиц абсорбирует текучий материал (то есть текучий материал смешивается с твердыми частицами).
В качестве важного примера осуществления этого аспекта можно привести способ смешивания частиц тефлона (политетрафторэтилена - ПТФЭ) с расплавленным жидким полиамидом и экструзии листов, лент или труб из смеси. Кроме того, данный аспект изобретения может быть использован при изготовлении специальных керамических изделий, в особенности пористых изделий, посредством способа, при котором твердые неорганические частицы, например содержащие короткие армирующие волокна, смешиваются с форполимером, который впоследствии отверждается, или с водным раствором или дисперсией неорганического материала, который после сушки и термообработки будет действовать как связующее. Аналогичным образом, третий аспект изобретения может быть использован при совместной экструзии ленты из срединного материала, которая может быть измельчена до таблеток.
Патенты США US-A-3761211 (Parkinson), US-A-4152387 (Cloeren), US-A-4197069 (Cloeren) и US-A-4533308 (Cloeren) направлены на решение проблемы: как избежать или свести к минимуму то, что в патентах, выданных на имя Cloeren, называется - «эффектом заветивания», то есть образования некоторого профиля совместно экструдированной пленки, который имеет вид рисунка с протяженностью вдоль поперечной оси, образовавшегося в том месте, где два потока, из которых образуют листы, соединяются друг с другом, если эти потоки имеют различные реологические свойства и особенно также в случае их совместной экструзии приблизительно в одинаковых количествах. Эти четыре патента предусматривают использование одной или более заслонок, которые могут быть повернуты и которые заканчиваются там, где потоки соединяются друг с другом. В первых трех патентах предусмотрены средства для регулировки заслонок с тем, чтобы соотношение между скоростями потоков в том месте, где они соединяются, соответствовало бы реологическим свойствам и выходу компонентов. В последнем упомянутом патенте предусмотрено использование одной или более свободно вращающихся, шарнирно закрепленных поворотных заслонок, которые обеспечивают автоматическую адаптацию к различным реологическим свойствам и выходу компонентов, а именно таким образом, что давление становится одинаковым с обеих сторон заслонки. «Эффект заветивания», на борьбу с которым направлены эти четыре патента, представляет собой проблему, отличающуюся от проблемы, на решение которой направлен первый аспект настоящего изобретения (см. выше) и которая связана с образованием полос не в поперечном, а в продольном направлении. Было найдено при выполнении экспериментов, что меры, раскрытые в упомянутых четырех патентах, не решают указанной проблемы.
В патенте США US-A-4469475 (Krysiak) раскрыт экструдер, пригодный для производства пищевых продуктов, содержащих сердцевину и оболочку. Экструдер содержит закрывающий элемент, который предназначен для предотвращения попадания материала, образующего оболочку, в канал, через который экструдируют начинку. Закрывающий элемент расположен близко к выходу из экструдера.
В международной публикации WO-A-0060959 описан экструдер и способ, находящиеся в рамках объема формулы изобретения по настоящей заявке. Вышеуказанное изобретение имеет право на приоритет с даты подачи соответствующей заявки РСТ, исходя из которой настоящая заявка притязает на приоритет. Следовательно, способ и устройство, раскрытые в данной международной публикации, не представляют собой известного уровня техники по отношению к настоящему изобретению.
Каждая из трех различных целей достигается по существу аналогичными средствами, а именно путем разработки нового способа совместной экструзии потока экструдируемого материала А с потоком экструдируемого материала В в зоне соединения в головке для совместной экструзии (данный термин охватывает переходное устройство, расположенное перед формирующей головкой для получения конечного продукта), в которой происходит экструзия материала В на материал А через отверстие (3), и два материала проходят вместе через канал (7) в сторону выхода (8) головки, при этом разделительная стенка между потоками непосредственно перед концом ее в отверстии (3) выполнена в виде закрывающей заслонки (4), выполненной с возможностью действовать в качестве обратного клапана для потока материала В, экструдируемого на материал А, отличающегося тем, что экструзия материала (В) через отверстие (3) происходит пульсирующим образом.
В соответствии с первым аспектом изобретения пульсация происходит в виде ударов для обеспечения равномерного распределения материала В на материале А по всей длине отверстия 3, и неравномерности вдоль направления потока, вызванные пульсацией, сглаживаются, по меньшей мере частично, во время совместного прохождения компонентов А и В через конец головки для совместной экструзии, как дополнительно будет разъяснено ниже.
В соответствии со вторым аспектом изобретения способ позволяет закрывающей заслонке (или закрывающим заслонкам, если в процессе совместной экструзии происходит экструзия материала В на обе стороны материала А) функционировать в качестве задвижек, которые останавливают, по меньшей мере в основном, поток материала А во время каждого «импульса» прерывистой экструзии материала В. Этот аспект также будет рассмотрен более подробно ниже. В соответствии с третьим аспектом изобретения материал А проталкивают с помощью плунжера (22), расположенного непосредственно перед местом соединения потоков по ходу течения.
В настоящем описании понятие «заслонка» или «закрывающая заслонка» относится к элементу, который установлен с возможностью поворота вдоль одной стороны и который может поворачиваться вокруг оси поворота, например, под действием приводного средства или давления текучей среды, действующего на заслонку. В каждом из трех вариантов осуществления изобретения закрывающая заслонка предпочтительно является по существу плоской и, как правило, представляет собой пружинящий нож [лезвие], возможно, но необязательно, с имеющим бóльшую толщину или более твердым участком на его конце, расположенным ниже по ходу течения (пункт 2 формулы изобретения). Пружинящий нож может быть выполнен из стали или другого пригодного материала и даже может быть изготовлен из резинового материала, если температура экструзии достаточно низкая, чтобы обеспечить возможность использования такого материала. Возможный, но необязательный, имеющий бóльшую толщину или более твердый участок на расположенном ниже по ходу течения конце служит для стабилизации открытия и закрытия заслонки и может быть почти обязательным, если резиновый материал выбран в качестве материала, который должен служить в качестве гибкого ножа (шарнира). Пульсацию потока материала В обычно лучше всего осуществлять до закрывающей заслонки по ходу течения с помощью одного или более плунжеров или путем открытия и закрытия клапанов (пункт 3 формулы изобретения). В альтернативном варианте эта пульсация может быть осуществлена путем открытия и/или закрытия закрывающей заслонки с помощью механических передающих средств (пункт 4 формулы изобретения). Первый возможный вариант проиллюстрирован на фиг.1 и 3с, а последний возможный вариант - на фиг.4а.
Чтобы обеспечить наиболее упорядоченное объединение компонентов А и В, они оба предпочтительно должны представлять собой плоские потоки по меньшей мере в непосредственной близости от части, где они объединяются, и должны быть в данном месте по существу параллельными заслонке (пункт 5 формулы изобретения).
Изобретение может быть непосредственно применено для совместной экструзии плоского листа или ленты из щелевой экструзионной головки для совместной экструзии (пункт 6 формулы изобретения), в то время как применение в кольцевой экструзионной головке может потребовать принятия специальных мер предосторожности. В таких кольцевых экструзионных головках компоненты обычно (но не во всех случаях) текут по существу в аксиальном направлении в том месте, где они соединяются, и конец стенки, которая разделяет компоненты перед их соединением, имеет по существу круглую цилиндрическую форму. Применительно к настоящему изобретению это означает, что пружинящий нож должен образовывать кольцо по существу цилиндрической формы, и такая форма, как правило, оказывает такое большое сопротивление изгибу, что компонент В будет наноситься на компонент А неравномерно.
Эта проблема может быть решена за счет изготовления кольцевой закрывающей заслонки с поверхностями, по существу перпендикулярными указанной оси экструзионной головки (пункт 7 формулы изобретения).
В этой связи два компонента предпочтительно по меньшей мере в непосредственной близости от места их соединения, заставляют течь по существу в радиальном направлении (которое может представлять собой направление наружу или внутрь по отношению к оси кольцевой экструзионной головки), и после соединения потоков они могут быть направлены по существу в осевом направлении и выходить по существу в осевом направлении из круглого выходного отверстия, формирующего конечный продукт канала, предназначенного для получения конечного продукта (пункт 8 формулы изобретения). Тем не менее настоящее изобретение также может быть использовано в так называемых «периферийных» экструзионных головках, то есть головках, в которых происходит экструзия материала в радиальном направлении из кольцевой выходной щели, щели в цилиндрической стенке экструзионной головки. Такие «периферийные» экструзионные головки известны из технологии экструзии пищевых продуктов. В данном случае применения два потока после объединения проходят по существу радиально на всем пути до круглого выходного отверстия, формирующего конечный продукт канала.
В качестве предпочтительного варианта осуществления кольцевой экструзии заявлен способ экструзии спиральных потоков (пункт 24 формулы изобретения), и экструзионная головка для данного способа заявлена в пункте 39 формулы изобретения.
Как указано выше, экструзия материала В происходит пульсирующим образом, при этом указанную пульсацию обычно осуществляют до закрывающей заслонки (4) по ходу течения, и эта пульсация может быть обеспечена с помощью одного или более плунжеров или путем открытия и закрытия клапанов. Эти устройства предпочтительно должны находиться близко от того места, где компоненты соединяются. Они должны нормально взаимодействовать с (обычными) предшествующими нагнетающими или экструдирующими средствами. Если используется плунжер, то предпочтительно используют обратный клапан, чтобы предотвратить нагнетание материала плунжером в неправильном направлении (пункт 9 формулы изобретения).
Термин «обратный клапан» в данном случае означает не только клапан, который закрывается под действием противодавления, но также клапан, который приводится в действие с помощью управляющего средства, которое заставляет его закрываться в надлежащий момент времени в технологическом цикле.
В большинстве случаев изобретение может быть успешно использовано для нанесения не только одного потока материала В, но также двух потоков материалов В (В1 и В2) на поток материала А, при этом материал В1 наносится на одну сторону материала А, а материал В2 - на другую сторону материала А. Материалы В1 и В2 могут быть идентичными или разными по составу (пункт 10 формулы изобретения).
Как было упомянуто во введении, первый аспект изобретения относится к совместной экструзии, направленной на покрытие материала А, который во время экструзии имеет высокую удельную вязкость, тонкими слоями материала В, имеющего значительно более низкую удельную вязкость.
Проблемы, возникающие в этой связи, и решение проблем за счет использования настоящего изобретения были разъяснены во введении. Решение более четко приведено в пункте 11 формулы изобретения и дополнительно конкретизировано в пункте 12 формулы изобретения. А именно материал В или материалы В1 и В2 имеют более низкую удельную вязкость по сравнению с материалом А, причем во время каждой пульсации разница между давлениями в потоке или потоках материала(-ов) В «и» в потоке материала А является достаточной для обеспечения равномерного осаждения материала(-ов) В на материале А на всей длине отверстия (3), при этом размеры общего канала (7) приспособлены для обеспечения сдвига, достаточного для того, чтобы сделать толщину слоев материалов В1 и В2 по существу равномерной перед выходом (8) в конце канала (7). При этом площадь поперечного сечения канала (7) уменьшается в направлении расположенного ниже по ходу течения конца (8). Необходимость создания значительной разницы давлений при каждом импульсе между потоком или потоками материала(-ов) В и потоком материала А, другими словами, необходимость пульсаций ударного типа, зависит от разницы удельных вязкостей. Скорость каждого потока материала В при его соприкосновении с потоком материала А предпочтительно должна быть в большинстве случаев, но не во всех случаях, по существу равной или превышающей величину, которая равна скорости потока материала А, умноженной на соотношение удельной вязкости материала А и удельной вязкости материала В (при реальных условиях). Понятие «ударный» относится к пульсации короткой продолжительности, но с высокой амплитудой, то есть к пульсирующему изменению скорости.
Таким образом, становится экономически приемлемым использование даже очень дорогих сополимеров для модификации поверхностных свойств дешевых прочных полимеров - в этой связи делается ссылка на пункты 13 и 14 формулы изобретения. А именно материал А предпочтительно состоит из полиэтилена высокой молекулярной массы или полипропилена высокой молекулярной массы, а материал В1 или материалы В1 и В2 состоит или состоят из полимера или смеси полимеров, которая прилипает к материалу А в конечном продукте, и имеет или имеют показатель текучести, по меньшей мере в 10 раз и предпочтительно по меньшей мере в 20 раз превышающий показатель текучести материала А. При этом материалы В1 и В2 предпочтительно занимают вместе менее 10% толщины объединенного потока.
В таких случаях предпочтительно должно быть не менее 5 пульсаций в секунду.
Термин «по существу равномерный» означает, что материал В должен покрывать поверхность материала А по существу непрерывно, но, кроме того, отношение значений толщины материалов В и А предпочтительно не должно изменяться более чем на ±50%, и более предпочтительно не должно изменяться более чем на ±25% от среднего значения соотношения толщины материалов В и А.
Кроме того, компоненты В1 и В2, нанесенные, как указано в пункте 11 формулы изобретения, могут иметь существенное смазывающее действие и тем самым вызывать снижение противодавления, например, в комбинациях, заявленных в пункте 13 и 14 формулы изобретения.
Второй аспект изобретения, который уже был рассмотрен во введении, определен в пунктах 15, 16 и 17 формулы изобретения.
А именно предпочтительно, чтобы при каждой пульсации давление материалов А и В на закрывающую заслонку (4) было достаточным для по существу полной остановки потока материала А для получения сегментного потока из компонентов А и В по отношению к направлению экструзии. Кроме того, предпочтительно, чтобы материалы А и В имели по существу одинаковую удельную вязкость. И наиболее предпочтительно, чтобы объединенный поток после экструзии отверждался, причем материалы А и В в конечном твердом виде изготовленного изделия имеют различные модули упругости.
В соответствии с данным аспектом канал от зоны соединения до выхода из экструзионной головки для совместной экструзии предпочтительно должен быть коротким, чтобы поддерживать резко выраженную сегментную структуру.
В третьем аспекте изобретения предложен способ, согласно которому поток твердых, по существу сухих частиц экструдируют совместно с потоком по-настоящему текучего материала, поток твердых частиц, который представляет собой компонент А, выталкивают с помощью плунжера (22) в канал (18), который ведет прямо к отверстию или отверстиям (3), через которое(-ые) по-настоящему текучий материал, который представляет собой материал В, совместно экструдируют (пункт 18 формулы изобретения и фигуры 5а и b). Когда материал В соединится с материалом А, композиционный поток материалов А и В предпочтительно подвергают смешиванию и/или уплотнению с помощью одного или более штампующих элементов или створок (24 и 25), которые перемещаются возвратно-поступательно в направлениях, поперечных основному направлению композиционного потока (пункт 19 формулы изобретения).
В каждом из трех аспектов изобретения процесс совместной экструзии может быть дополнительно продолжен так, что несколько потоков материалов В/А или В1/А/В2 соединяются в «плоскую многослойную конструкцию», при этом данный термин указывает на то, что наименьший размер в конечном продукте параллелен наименьшему размеру отдельных слоев или, альтернативно, потоки могут быть объединены в «высокую многослойную конструкцию», то есть конструкцию, в которой наименьший размер в готовом изделии по существу перпендикулярен наименьшему размеру отдельных слоев. В патентной литературе (например, в более ранних патентах заявителя) последний случай называется «слоистой экструзией».
В том случае, если настоящее изобретение используется при «слоистой экструзии» так, что будет множество выходов (8), расположенных в линейном порядке или по окружности, композиционные потоки, выходящие из этих выходов, могут быть механически разделены на сегменты, и между этими сегментами могут быть введены сегменты из другого материала, экструдированного из других выходов, расположенных в таком же линейном или кольцевом порядке, для образования ячеистой структуры, и это разъяснено в одновременно находящейся на рассмотрении заявке на патент, принадлежащей заявителю по данной заявке, см. WO 00/60959.
Как очевидно из вышеизложенного, настоящее изобретение не ограничено совместной экструзией синтетических полимеров, но также во многих случаях применимо для совместной экструзии компонентов пищевых продуктов (пункт 20 формулы изобретения), или для производства путем совместной экструзии или керамического изделия (пункт 22 формулы изобретения), или таблеток медицинского назначения (пункт 23 формулы изобретения). В последних двух случаях компонент А может быть экструдирован или в виде потока твердых, по существу сухих частиц, выталкиваемых плунжером, как разъяснено выше, или может быть экструдирован в виде пасты, содержащей твердые вещества в виде макрочастиц.
Что касается совместной экструзии компонентов пищевых продуктов, то с помощью обычных средств часто может быть очень трудно или невозможно «специально подогнать» их реологические свойства до той степени, которая необходима для достижения достаточной равномерности толщины слоя, и в таких случаях настоящее изобретение имеет особо важное значение. Таким образом, материал В может представлять собой расплавленный шоколад, сахар или карамельный кулер, в то время как материал А представляет собой материал с более высокой удельной вязкостью (пункт 21 формулы изобретения). В этой связи сделана ссылка на пример, в котором тонкие слои расплавленного, относительно текучего шоколада экструдируют на марципан пластичной консистенции.
В одном из предпочтительных вариантов способа совместной экструзии используют кольцевую экструзионную головку, имеющую впускной канал и по существу круглое выходное отверстие, при этом для выравнивания потока материала через выходное отверстие по всей окружной периферии последнего поток материала между впускным каналом и выходом разделяют на множество частичных потоков спиральной формы или спиралеобразной формы с возможностью регулирования перелива между частичными потоками, причем частичные потоки с переливами постепенно объединяют в один общий кольцевой поток (пункт 24 формулы изобретения).
При этом предпочтительно, чтобы впускной канал был расположен ближе к оси кольцевой экструзионной головки, чем выходное отверстие, и экструдируемый материал проходил наружу в сторону выходного отверстия.
Наиболее предпочтительно, чтобы выходное отверстие было расположено ближе к оси кольцевой экструзионной головки, чем впускной канал, и экструдируемый материал проходил внутрь в сторону выходного отверстия.
Также предложен экструдер, содержащий экструзионную головку для совместной экструзии потока экструдируемого материала А с потоком экструдируемого материала В, при этом экструзионная головка содержит зону соединения, в которой происходит экструзия материала В на материал А через отверстие (3), выход (8) и канал (7), через который соединенные материалы А и В проходят от отверстия (3) к выходу (8), при этом разделительная стенка между потоками непосредственно перед концом ее в отверстии (3) выполнена в виде закрывающей заслонки (4), выполненной с возможностью действовать в качестве обратного клапана для потока материала В, экструдируемого в материал А, при этом экструдер содержит средства для экструдирования материала В через отверстие (3) пульсирующим образом.
При этом закрывающая заслонка представляет собой пружинящий нож предпочтительно с имеющим бóльшую толщину или более твердым участком на его конце, расположенным ниже по ходу течения.
Предпочтительно средство для осуществления пульсаций содержит один или более плунжеров или приводимых в действие клапанов, расположенных до закрывающей заслонки (4) по ходу течения.
Предпочтительно средство для осуществления пульсаций содержит механическое передающее средство (4с), открывающее и/или закрывающее закрывающую заслонку (4).
Предпочтительно, чтобы по меньшей мере в непосредственной близости от отверстия (3) экструзионная головка была выполнена с такой конфигурацией, что оба потока материалов А и В представляли собой плоские потоки, которые по существу параллельны закрывающей заслонке (4).
Согласно одному предпочтительному варианту экструзионная головка для совместной экструзии представляет собой щелевую экструзионную головку для экструзии плоского листа или ленты.
Согласно другому предпочтительному варианту экструзионная головка для совместной экструзии представляет собой кольцевую экструзионную головку, предназначенную для совместной экструзии трубчатых потоков, в которой закрывающая заслонка (4) выполнена в виде кольца с поверхностями, по существу перпендикулярными оси экструзионной головки.
При этом предпочтительно, чтобы экструзионная головка была выполнена с такой конфигурацией, чтобы материалы А и В по меньшей мере в непосредственной близости от отверстия (3) проходили наружу или внутрь в основном в радиальном направлении, и после соединения потоков их направляют по существу в осевом направлении, и они выходят по существу в осевом направлении из круглого выходного отверстия (8) для получения конечного продукта.
Предпочтительно средство для осуществления пульсации содержит плунжер или плунжеры (1) с предшествующими взаимодействующими нагнетающими или экструдирующими средствами, отличающийся тем, что обратный клапан (2) предотвращает нагнетание материала плунжером в обратном направлении в сторону указанных предшествующих средств.
Предпочтительно экструдер выполнен с возможностью присоединения двух потоков материала(-ов) В1 и В2 к обеим основным поверхностям материала А.
Предпочтительно размеры общего канала (7) выбраны с возможностью обеспечения сдвига, достаточного для того, чтобы сделать толщину слоев материалов В1 и В2 по существу равномерной перед выходом (8) в конце канала (7).
Предпочтительно площадь поперечного сечения канала (7) уменьшается в направлении расположенного ниже по ходу течения конца (8).
Предпочтительно экструдер содержит экструзионную головку, имеющую вход (10) для экструдируемого материала и по существу круглое выходное отверстие, расположенные на различных радиальных расстояниях от оси экструзионной головки, находящиеся между входом и выходом каналы для прохода через них экструдируемого материала, причем один впускной канал, проходящий от входа, разветвляется по меньшей мере один раз для образования по меньшей мере двух каналов (11, 12, 13) для частичных потоков, при этом каждый из этих каналов предназначен для создания частичного потока экструдируемого материала, при этом каналы (11, 12, 13) для частичных потоков имеют спиральный наклон и расположены по существу в плоскости или на поверхности конуса, причем каналы для частичных потоков постепенно соединяются вместе.
Предпочтительно выходное отверстие расположено радиально внутри относительно входа, причем каналы для частичных потоков проходят по спирали внутрь в сторону выходного отверстия.
Предпочтительно выходное отверстие расположено радиально снаружи относительно входа, причем каналы для частичных потоков проходят по спирали наружу в сторону выходного отверстия.
Предпочтительно каждый из каналов (11) для частичных потоков, следующих за впускным каналом, разветвляется для образования двух дополнительных каналов (12) для частичных потоков.
Предпочтительно каждый из дополнительных каналов (12) для частичных потоков разветвляется для образования двух выходных каналов (13) для частичных потоков, которые проходят к выходному отверстию.
Предпочтительно средство для экструзии материала А содержит плунжер (1) в канале (18), ведущем непосредственно к отверстию (3).
Предпочтительно за отверстием 3 по ходу течения имеется один или более штампующих элементов или створок (24 и 25), которые совершают возвратно-поступательное движение в направлении поперек направления потока экструдата для обеспечения смешивания и/или уплотнения составного потока материалов В и А.
Также предложен экструдер, содержащий экструзионную головку для совместной экструзии, предназначенную для совместной экструзии потока экструдируемого материала А, из которого формируют лист или ленту с потоком экструдируемого материала В, из которого формируют лист или ленту, при этом экструзионная головка содержит зону соединения, в которой происходит экструзия материала В на материал А через отверстие (3), выход (8) и канал (7), через который соединенные материалы А и В проходят от отверстия (3) к выходу (8), при этом разделительная стенка между потоками непосредственно перед концом ее в отверстии (3) выполнена в виде закрывающей заслонки (4) для действия в качестве обратного клапана для потока материала В, экструдируемого в материал А, отличающийся тем, что экструзионная головка для совместной экструзии представляет собой кольцевую экструзионную головку, предназначенную для совместной экструзии трубчатых потоков, в которой закрывающая заслонка (4) выполнена в виде кольца с поверхностями, по существу перпендикулярными оси экструзионной головки.
Предпочтительно экструзионная головка выполнена с такой конфигурацией, что материалы А и В по меньшей мере в непосредственной близости от отверстия (3) проходят наружу или внутрь в основном в радиальном направлении, и после соединения потоков их направляют по существу в осевом направлении, и они выходят по существу в осевом направлении из круглого выходного отверстия (8) для получения конечного продукта.
В качестве примера использования настоящего изобретения в процессе совместной экструзии, предназначенном для образования керамических изделий, можно привести процесс изготовления пористых мембран.
Далее изобретение будет описано более подробно со ссылкой на чертежи, на которых:
Фиг.1 показывает отличительную часть щелевой экструзионной головки для совместной экструзии в процессе работы согласно изобретению. Чертеж представляет собой сечение, параллельное направлению обработки и перпендикулярное основным поверхностям потоков материалов А, В1 и В2, из которых формируют лист или ленту.
Фиг.2а и b представляют собой блок-схемы, графически иллюстрирующие процессы в кольцевых экструзионных головках, предназначенных для совместной экструзии труб, согласно изобретению. На фиг.2а потоки перемещаются по существу снаружи внутрь, а на фиг.2b - по существу в противоположном направлении.
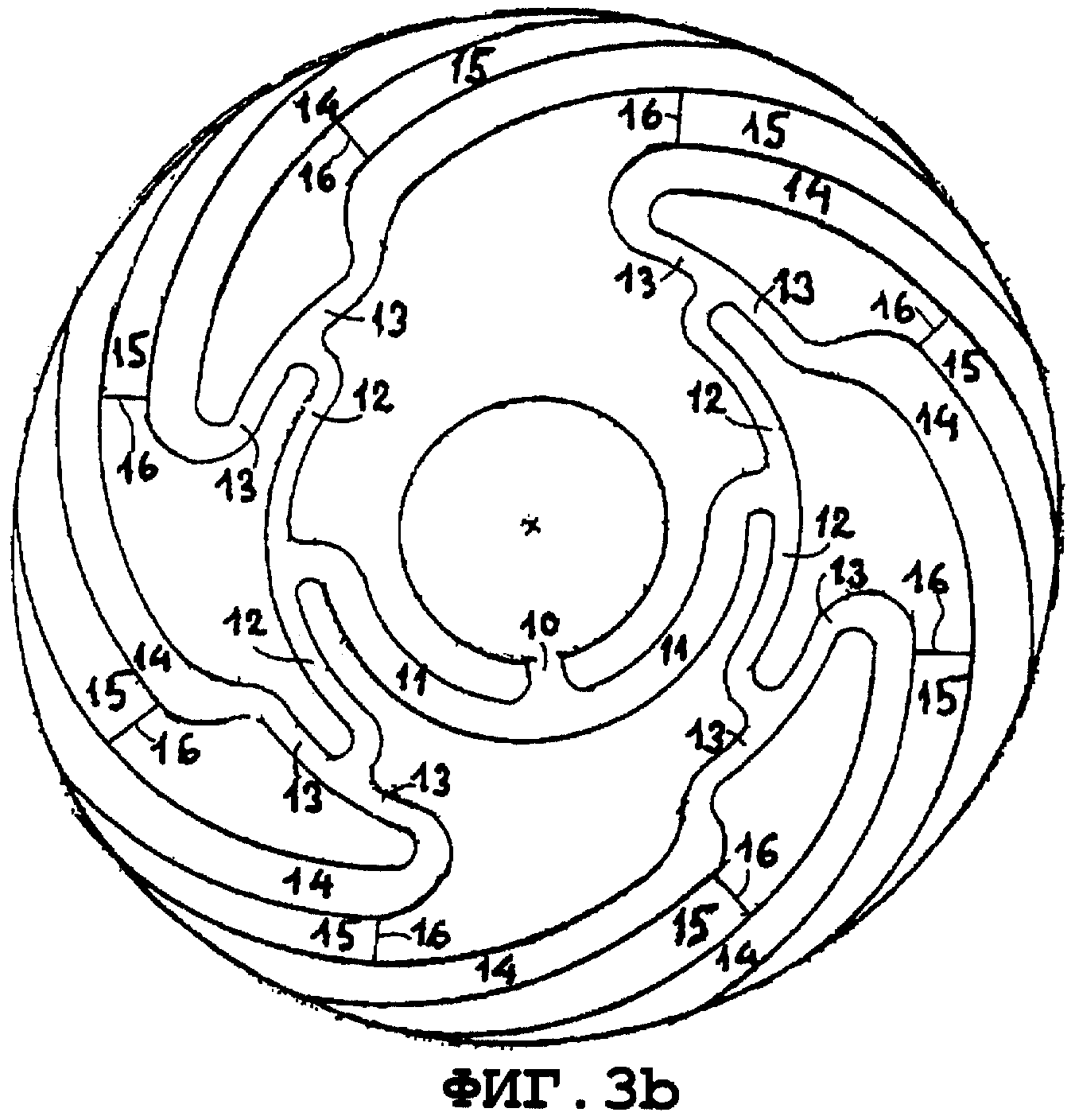
Фиг.3а и b показывают пригодные конструкции зон распределения соответственно по фиг.2а и b. Они представляют собой изображения сквозь распределительные каналы для компонента А.
Фиг.3с, которая представляет собой модификацию фиг.1, показывает зону объединения (включая плунжеры и выходное отверстие) в экструзионной головке по фиг.2а. Чертеж показывает сечение, проходящее через ось (9) кольцевой экструзионной головки, но распределительная часть экструзионной головки опущена. Чертеж также показывает зону объединения в экструзионной головке согласно фиг.2b, но в этом случае необходимо рассматривать ось (9) как расположенную вне листа и под чертежом.
Фиг.4a, b, с и d показывают различные модификации зоны объединения компонентов, при этом указанные модификации относятся к конструкции щелевой экструзионной головки по фиг.1 и/или к кольцевой конструкции по фиг.3.
Фиг.5а и b показывают модификацию экструзионной головки по фиг.1, приспособленную для того, чтобы работать с по существу сухим компонентом А в виде частиц и выталкивать его путем использования плунжера. Фиг.5а представляет собой сечение, соответствующее сечению по фиг.1, в то время как фиг.5b, которая представляет собой изображение только зоны в непосредственной близости от данного плунжера, показывает сечение а-а по фиг.5а.
На фиг.1 показано, что три компонента А, В1 и В2 подают в эту часть экструзионной головки для совместной экструзии, как показано тремя стрелками. Эта подача обеспечивается с помощью основных, обычных подающих средств (экструдеров или насосов), которые не показаны на чертеже. Между этими экструдерами или насосами и показанным устройством могут быть предусмотрены обычные распределительные средства для обеспечения равномерного распределения компонентов по ширине. Обычно материал А проходит в виде непрерывного потока (но в некоторых случаях может быть экструдирован пульсирующим образом), в то время как материалы В1 и В2 экструдируют пульсирующим образом, что осуществляется с помощью плунжеров (1), которые обеспечивают совмещение потоков, создаваемых основными подающими средствами. Обратные клапаны (2), которые гарантируют надлежащую работу плунжеров, могут, например, быть образованы из пружинящих ножей.
У отверстий (3), где материалы В1 и В2 входят в камеру, предназначенную для материала А, расположены два пружинящих ножа (4), которые представляют собой выступающие концы стенки (4а) камеры, предназначенной для материала А, или соединены с этой стенкой. Ножи (4) установлены в виде обратных клапанов. Когда они находятся под достаточным давлением, создаваемым материалом В1 и/или В2, они могут действовать даже в качестве заслонок для материала А, так что после соединения потоков сегменты (участки) из материала А будут чередоваться с сегментами (участками) из материалов В1+В2 (эти два материала могут иметь идентичный состав). Однако этого не происходит в варианте осуществления изобретения, показанном на чертеже. В данном случае материалы В1 и В2 соединяются с материалом А в виде «комков [шишек]» (5) на каждой из его поверхностей. Поскольку из потоков материалов А, В1 и В2 формируют лист или ленту, форма ножа (4) приспособлена к этому, эти «комки» будут представлять собой поперечные «нити», основное направление которых перпендикулярно плоскости изображения. Чертеж показывает ситуацию в конце пульсации, когда ножи (4) находятся в положении, близком к положению закрытия отверстий (3). Плунжеры (1) по-прежнему продолжают осуществлять выдавливание, и, следовательно, обратные клапаны (2) закрыты. Ранее экструдированный «комок» показан в виде элемента с ссылочным номером (6). В данном случае применения изобретения удельные вязкости материалов В1 и В2 существенно меньше удельной вязкости материала А, следствием чего будет то, что «комки» будут постепенно размазаны или сдвинуты до практически равномерных слоев, пока поток В1-А-В2 будет проходить через общий канал (7) в направлении выхода (8) из экструзионной головки для совместной экструзии.
Следовательно, «комок» (6) показан с меньшими размерами по сравнению с «комком» (5), и далее по ходу течения не изображено никакого «комка».
Каждый из плунжеров (1) может проходить на всю ширину потоков материалов В1 и В2, из которых формируют лист или ленту, или предпочтительно может быть предусмотрен ряд плунжеров для материала В1 и ряд для материала В2 (в зависимости от механической конструкции). Однако в данном случае должно гарантироваться то, что будет создано равномерное давление от одного до другого бокового края каждого из потоков, когда они входят в отверстие (3). Это может быть обеспечено за счет размеров камер для материалов В1 и В2, расстояния между плунжерами и давлений материалов В1 и В2 во время процесса.
В том случае, когда плунжеры (1) проходят на всю ширину потока материала А, входные каналы (4b) для материалов В1 и В2 в зоне, расположенной до клапанов (2) по ходу течения, должны также проходить таким образом, но, если предусмотрены ряды плунжеров, подачу к каждому плунжеру предпочтительно следует осуществлять из отдельного канала. Может оказаться необходимым, чтобы расстояние от закрывающей заслонки (4) до противоположной стенки канала 4b вдоль длины этой заслонки было очень коротким по отношению к длине заслонки (4), поскольку в противном случае эта заслонка может быть чрезмерно изогнута в сторону противоположной стенки, когда давление материала В1 или В2 будет минимальным, а давление материала А будет высоким.
В некоторых случаях, особенно в связи со вторым аспектом изобретения, в котором частота пульсаций, как правило, не такая высокая, как в первом и третьем аспектах изобретения, можно использовать только один создающий пульсации, узкий плунжер (1) для каждого из компонентов В для «обслуживания» всей ширины совместной экструзии, даже в том случае, когда эта ширина значительна, при условии, что обеспечивается возможность эффективного распределения между этим плунжером и отверстием (3), где компоненты объединяются.
Блок-схемы 2а и b показывают последовательные зоны в соответствующих экструзионных головках для кольцевой совместной экструзии согласно изобретению, в то время как чертежи фиг.3а и b, как уже упомянуто, иллюстрируют предпочтительную соответствующую систему распределения компонента А. Эта система начинается с разветвляющейся системы, которая впервые была описана в патенте США 2820249, в котором она используется в связи с покрытием изделий путем совместной экструзии.
Компонент А подают в эту систему через порт (10), затем он разветвляется на два частичных потока в каналах (11), продолжается в виде 4 частичных потоков в каналах (12) и в виде 8 частичных потоков в каналах (13). (В зависимости от размеров экструзионной головки естественно может быть образовано большее или меньшее количество частичных потоков, но в любом случае их количество должно быть четным). Частичные потоки в каналах (13) продолжаются в «спиральной» распределительной системе, проходят через канавки (14), в результате чего с помощью реологических вычислений создается надлежащий баланс между потоками, проходящими через спиральные канавки (14), и переливом между последними, который имеет место в узких зазорах в пространствах (15), начало которых показано линиями (16).
Аналогичная разветвляющая система может рациональным образом быть использована для компонентов В1 и В2, однако в том случае, когда используется кольцевой ряд плунжеров, как показано, и эти плунжеры располагаются достаточно близко друг от друга, отсутствует необходимость в спиральном распределении этих компонентов, поскольку каждый из частичных потоков, который возникает в результате разделения, в этом случае может проходить непосредственно к плунжеру, что является более практичным. Кроме того, если вязкости компонентов В1 и В2 значительно ниже вязкости материала А, будет достаточна более низкая степень разветвления данных двух компонентов.
На практике распределительная система, которая предназначена для материала А и показана на фиг.3а и b, может быть реализована в экструзионной головке или зоне экструзионной головки, состоящей из двух дисков, которые свинчены вместе. Каналы (канавки) могут быть образованы только в одном из этих дисков, или предпочтительно часть каждого канала образуют в одном, а другую часть - в другом диске, при этом данные части каналов сопрягаются друг с другом.
Однако, как было указано в связи с фиг.1, при некоторых условиях будет достаточно одного плунжера для каждого компонента В, но в этом случае требуется эффективное распределение между плунжером и отверстием (3).
Как указано, фиг.3а, которая подробно показывает «зону объединения» по фиг.2а, представляет собой модификацию фиг.1. Ссылочные номера обозначают те же элементы. Следует отметить, что пружинящие ножи (4) на фиг.1 показаны плоскими, но в данном случае, естественно, они выполнены в виде плоских кольцеобразных дисков.
Аналогичным образом, если камеры для материалов В1 и В2, расположенные непосредственно перед обратными клапанами (2) по ходу течения, представляют собой цилиндрические камеры вокруг всей экструзионной головки, какими они могут быть, то два клапана (2) также выполнены в виде плоских, кольцеобразных дисков и могут быть установлены в системе, как показано здесь, однако, как следует из вышеизложенного, обычно более практичным является обеспечение возможности прохода каждого из частичных потоков, которые возникают в результате разделения, непосредственно к плунжеру по отдельному каналу, и в этом случае конструкция, подобная показанной на фиг.1, также применима.
Как показано на чертеже, кольцевая экструзионная головка обычно должна быть приспособлена для экструзии составного потока В1/А/В2 наружу по существу в аксиальном направлении, когда он выходит из выхода (8).
Плунжеры (1) могут быть приведены в действие с помощью непосредственных механических, гидравлических, пневматических или электромагнитных средств. Обычно более удобным является приведение в действие с помощью гидравлических средств. В системе для экструзии внутрь (фиг.2а) обеспечивается возможность легкого доступа к плунжерам с наружной стороны экструзионной головки, однако в системе для экструзии наружу (фиг.2b) один ряд плунжеров должен быть приведен в действие через открытое отверстие в середине экструзионной головки. Это открытое отверстие также может быть использовано для других трубопроводов или соединений, например, для трубопровода для охлаждения экструдируемой трубы изнутри. Очевидно, что конструкция экструзионной головки, в которой потоки движутся внутрь (фиг.2а), лучше всего подходит для производства трубной доски или труб относительно малого диаметра до 10 мм или менее, в то время как другую конструкцию (фиг.2b) лучше всего использовать, когда хотят получить изделие с относительно большим диаметром, например, до 5 м или более.
При производстве труб, в которых жесткие участки чередуются с мягкими участками, следует использовать конструкцию, показанную на фиг.2а.
Модификации, показанные на фиг.4b, c и d, можно рассматривать как модификации щелевой экструзионной головки, показанной на фиг.1, а также как модификации кольцевой экструзионной головки, показанной на фиг.3. Модификация, показанная на фиг.4а, относится только к щелевым экструзионным головкам (к фиг.1), поскольку, если рассматривать кольцевую экструзионную головку, то закрывающая заслонка становится конической, и, естественно, в таком виде, как показано на фиг.4а, она работать не может.
Существенное уменьшение толщины потока, которое видно на фиг.4а, может быть предпочтительным, если существует потребность в уменьшении противодавления компонента А, а также при использовании смазывающего действия компонентов В1 и В2 и в этом случае, поток в конце имеет вид относительно тонкого листа.
Фиг.4а также иллюстрирует признак, заключающийся в том, что закрывающую заслонку (4) можно открывать и/или закрывать с помощью механического передающего средства (4с) вместо использования колебаний давления, вызываемых в компоненте В (или В1 и В2), и, кроме того, фиг.4а, как и фиг.4b-d, показывают закрывающую заслонку (4) в виде гибкого ножа, заканчивающегося более толстой или более твердой частью (4b), предназначенной для усиления и обеспечения устойчивости. Действительно, эта часть (4b) может представлять собой основную часть заслонки (4), в то время как более короткая гибкая часть служит в качестве шарнира.
Механические передающие средства (17) на фиг.4а показаны в виде стержней, которые толкают имеющую бóльшую толщину или более твердую часть (18) закрывающей заслонки. В том случае, если требуется существенная разница давлений между компонентом В (или В1 и В2) и компонентом А (см. пункт 11 формулы изобретения), то очевидно, что закрывающая заслонка (4) должна быть приспособлена для того, чтобы выдерживать этот перепад давлений и сохранять отверстие закрытым, когда она не приводится в действие механически. В альтернативном варианте осуществления изобретения механические передающие средства (17) могут быть шарнирно установлены на части (18) и могут воздействовать путем вытягивания или толкания-вытягивания.
Различные расположения и конструкции каналов, показанных на фиг.4b, c и d, могут быть выбраны в тех случаях, когда могут возникать конструктивные проблемы при обеспечении прохождения потоков компонентов А и В по существу параллельно друг другу перед объединением. Однако резкое изменение направления потоков, показанное на этих эскизах, может при определенных обстоятельствах вызвать опасные застойные явления.
На фиг.5а и b показано, что по существу сухой продукт (А) в виде частиц, который, например, может представлять собой исходный материал для керамических изделий, пластиков, например композиционных материалов на основе политетрафторэтилена, пищевых продуктов или таблеток медицинского назначения подают за счет силы тяжести из бункера через питающую камеру (17) в канал (18) для экструзии материала А. Воздух предпочтительно откачивают из бункера, поскольку воздух может создавать проблемы при выполнении операций совместной экструзии, смешивания и уплотнения.
На фиг.5а расположенные выше и ниже по ходу течения границы зоны подачи показаны пунктирными линиями 19 и 20. Вибратор или другое перемешивающее средство (непоказанное) может способствовать подаче материала А за счет силы тяжести. Материал А проталкивают через канал (18) с помощью плунжера (21). В самом заднем положении этого плунжера его передняя поверхность по существу совпадает с задней границей зоны подачи (пунктирная линия 19). Перед смещением плунжера (21) вперед для проталкивания материала А место соединения между бункером и каналом (18) закрывают с помощью скользящего закрывающего элемента (22), как показано стрелкой (23).
Текучие компоненты В1 и В2 (которые обычно являются идентичными) экструдируют совместно в пульсирующем режиме посредством двух плунжеров (1) через каналы (4b) для экструзии компонентов В1 и В2 к отверстию (3), содержащему обратный клапан (4), который представляет собой закрывающую заслонку, как разъяснено в связи с фиг.1.
Перемещения трех плунжеров, один (21) из которых предназначен для материала А, а два (1) - для компонентов В1 и В2, могут представлять собой простые возвратно-поступательные движения, но в особенности для компонентов В1 и В2 обычно предпочтительно, чтобы работа плунжеров представляла собой последовательность ходов вперед, за которыми следует непрерывный отвод в исходное положение. Смазка плунжера (21) предпочтительно обеспечивается или компонентом В1/В2, или с помощью текучей среды, которая может рассматриваться как совместимая с компонентами В1 и В2 по причинам, зависящим от цели использования конечного продукта. Этот смазочный материал может быть введен с задней стороны плунжера или иначе хорошо известным образом. Средства для этого не показаны.
Предпочтительно должно быть обеспечено нагнетание смазочного материала в систему для совместной экструзии в таких количествах, которые достаточны не только для смазки плунжера (21), но также для смазки вытесняемого потока материала А во время его прохода к отверстию (3).
Текучие компоненты В1 и В2, которые экструдируют совместно на две поверхности потока сухих частиц, могут обладать способностью проникать в середину потока материала А без какого-либо использования механического смешивающего средства, но обычно такие средства необходимы, если желательно получить достаточно однородную смесь материалов А, В1 и В2. На чертеже эти средства представляют собой створки (24), которые быстро вибрируют, причем обеспечивается их синхронная вибрация по отношению друг к другу, и тем самым подвергают композиционный поток сдвигу, который происходит в направлении, поперечном к основному направлению потока. Показаны передающие движение стержни (24а), предназначенные для осуществления этих вибраций.
Сочетание совместной экструзии и смешивания в соответствии с данным аспектом изобретения особенно предпочтительно, если соотношение между текучими компонентами (В1 и В2) и компонентом (А), представляющим собой по существу сухие частицы, является относительно низким, так что смешанный продукт в целом по-прежнему имеет вид макрочастиц (в отличие от пасты). Когда составной поток имеет такой вид, может возникнуть необходимость в уплотнении материала перед выходом его из экструзионной головки. Если требуется лишь небольшое сжатие, может быть достаточно сужения канала (7), но вероятность блокирования сужающегося канала такими продуктами в виде макрочастиц очень высока, и может возникнуть ситуация, при которой даже повышенное давление, действующее на плунжер (21), не обеспечит возможности преодоления такого блокирования. Эту проблему решают путем выполнения сжатия в поперечном направлении с помощью быстро вибрирующих штампующих элементов (25), которые противофазно синхронизированы, так что они поочередно перемещаются друг к другу и друг от друга. Эти штампующие элементы закрывают всю ширину композиционного потока, и передняя часть по меньшей мере одного из них отклонена относительно основного направления потока, так что они обеспечивают постепенное уменьшение просвета канала. В том положении, в котором штампующие элементы находятся ближе всего друг к другу, расстояние между ними предпочтительно должно быть немного меньше просвета выходного отверстия 8.
Вместо двух штампующих элементов (25) может быть использован только один.
На этом чертеже смешивающие средства (24) показаны в виде створок, но в альтернативном варианте они могут быть выполнены в виде штампующих элементов (то есть представлять собой элемент, который осуществляет смешивание по существу в прямолинейном направлении), при этом средства для сжатия показаны в виде штампующих элементов, но в альтернативном варианте они могут представлять собой створки.
На фиг.5а видно, что поверхности створок (24) и передние части штампующих элементов (25) с некоторым приближением можно считать по существу параллельными поверхностям совместно экструдируемых слоев компонентов В1 и В2. Однако данный третий аспект изобретения также может быть реализован таким способом, при котором часть устройства, расположенная за пунктирной линией 26 по ходу течения, рассматривается как повернутая на 90° вокруг оси, параллельной основному направлению потока. Таким образом, создается возможность выполнения устройства для совместной экструзии с несколькими выходами (8), расположенными близко друг от друга в заданном порядке, для «слоистой коэкструзии», которая была упомянута выше. При использовании данного варианта осуществления изобретения «слоистая экструзия» может быть применена, например, в качестве усовершенствованного способа изготовления таблеток медицинского назначения, которые выделяют активные вещества в организме за несколько этапов с заданными промежутками времени, то есть реализуют функцию таблеток, которая сама по себе хорошо известна.
Пример
Этот пример иллюстрирует использование изобретения для производства нового кондитерского изделия, которое, как можно ожидать, будет иметь привлекательный товарный вид, а именно для производства гофрированных (волнистых) тонких кусочков марципана, покрытых с обеих сторон тонкими слоями темного шоколада. В принципе это может быть выполнено с помощью обычной совместной экструзии, когда шоколад находится в полурасплавленном, высоковязком состоянии с удельной вязкостью, довольно близкой к удельной вязкости пластичной массы марципана. Однако диапазон температур, при которых темный шоколад может находиться в расплавленном состоянии, очень небольшой, и шоколад имеет большую склонность к переохлаждению и тем самым к тому, чтобы оставаться фактически текучим вместо частичного отверждения, когда он постепенно охлаждается из расплавленного состояния. Это означает, что очень трудно «специально подогнать» реологические свойства темного шоколада для такой совместной экструзии. Следовательно, используют настоящее изобретение, и шоколад удерживают в фактически расплавленном и текучем состоянии, пока осуществляется совместная экструзия его с пластичной массой марципана.
Процесс выполняют на экспериментальной линии совместной экструзии, в которой экструзионная головка имеет по существу такую конструкцию, как показанная на фиг.1, однако выход экструзионной головки, начиная с того места, где канал (7) начинает сужаться, постепенно изменяется до волнистой формы, то есть боковые стороны щели являются параллельными и имеют волнообразную форму, при этом угол в средних точках составляет приблизительно 30° относительно направления волны. Просвет выходной части (8) составляет 2,5 мм, и ширина этого и соответствующих каналов в экструзионной головке составляет 30 мм. Высота канала (7) перед сужением составляет 4,0 мм, высота канала для компонента А (марципана) перед объединением составляет 3,0 мм. Высота двух каналов для компонента В (шоколада) составляет 2,0 мм в начале, но изменяется до 1,0 мм вдоль ножей (4). Эта малая высота выбрана для того, чтобы гарантировать то, что ножи (4) не будут изгибаться неправильным образом под давлением со стороны компонента А. Длина ножей (4) составляет 16 мм, и толщина ножей составляет 0,20 мм на первых 5 мм и 0,40 мм на остальной длине. Длина канала (7) перед сужением составляет 100 мм.
Компонент А (марципан) постоянно подают посредством обычного плунжерного экструдера с гидравлическим приводом, и компонент В (расплавленный шоколад) также главным образом подают с помощью обычного плунжерного экструдера (непоказанного), но в этом случае с пневматическим приводом. Причина использования гидравлического привода для приведения в движение плунжера для компонента А заключается в относительно высоком требуемом давлении, в то время как причина, по которой плунжер для компонента В приводят в действие с помощью пневматического привода, частично состоит в более низком требуемом давлении и частично в необходимости достижения некоторого «буферного» эффекта с тем, чтобы давление в компоненте В, находящемся до обратных клапанов (2) по ходу течения, чрезмерно не повышалось при закрытии этих клапанов.
Вследствие того, что в этой экспериментальной линии экструзионная головка имеет очень малую ширину, не используется никаких распределительных средств между основными плунжерами и частями экструзионной головки, показанными на фиг.1.
Каждый из (вспомогательных) плунжеров (1), расположенных непосредственно перед зоной объединения по ходу течения, перекрывает всю ширину потоков. Их поршни имеют прямоугольное сечение с размерами поперечного сечения 29,95 мм × 1,95 мм. Их перемещения осуществляются с помощью непосредственного механического привода с регулируемыми ходами. Они выполняют последовательно 10 ходов вперед, после чего следует возврат в исходное положение.
Температуру материала В поддерживают на уровне 40° С, а температуру материала А - на уровне 15°С до тех пор, пока эти компоненты не войдут в экструзионную головку. Причина использования этой относительно низкой температуры заключается в необходимости способствовать охлаждению материала В.
Температуру экструзионной головки поддерживают на уровне 32°С. В условиях равновесия шоколад будет частично расплавлен при данной температуре, но в реальных условиях данной экструзии он становится переохлажденным и остается действительно текучим за исключением того места, где он входит в непосредственный контакт с холодным марципаном.
Давление в плунжере для материала А регулируют для обеспечения производительности 15 г/с. При реальных условиях это соответствует давлению приблизительно 50 бар (5×106 Па). Основной плунжер для материала В осуществляет экструзию под давлением приблизительно 10 бар (1×106 Па).
Вспомогательные плунжеры (1) для материала В работают с ходами продолжительностью приблизительно 0,05 с с периодом (ход + перерыв), составляющим 0,1 с, что соответствует 10 ходам в секунду. Амплитуду ходов регулируют для получения шоколадного покрытия [толщиной] 0,4 мм на каждой стороне марципана.
Волнистая «лента» марципана, покрытого шоколадом, является довольно жесткой, когда она выходит из выходного отверстия (8) экструзионной головки. Она проходит расстояние 2 мм, не опираясь на опору, и после этого транспортируется с помощью конвейера. Холодный воздух вдувают для охлаждения. Пока «лента» находится на конвейерной ленте, ее разрезают на короткие отрезки.
Реферат
Изобретение относится к способу и устройству для совместной экструзии материалов, например термопластичных полимеров, неорганических паст и некоторых видов пищевых продуктов. В описываемом способе материал В экструдируют на материал А через отверстие, при этом разделительная стенка между потоками материалов А и В выполнена в виде закрывающей заслонки, действующей в качестве обратного клапана для потока материала В, экструдируемого на материал А. Экструзию материала В через отверстие осуществляют пульсирующим образом. Пульсации могут быть вызваны путем открытия и закрытия закрывающей заслонки, или с помощью механического передающего средства, или за счет создания разницы давлений, действующей на заслонку со стороны потоков материала А и/или В. Описан также экструдер для осуществления способа (варианты). Изобретение позволяет равномерно распределять материал В с низкой вязкостью при экструдировании его на материал А с более высокой вязкостью, обеспечивает изготовление листов или труб с чередующимися участками различной гибкости или совместную экструзию потока твердых частиц с потоком текучего материала. 3 н. и 44 з.п. ф-лы, 5 ил.

Комментарии