Машина для формования теста для выпекаемых в печи продуктов - RU2781959C2
Код документа: RU2781959C2
Чертежи


Описание
Настоящее изобретение относится к машине для формования теста для выпекаемых в печи продуктов типа, содержащей:
- воронку, открытую в нижней части, выполненную для содержания теста для формования;
- вращаемый формующий ролик, имеющий на наружной боковой поверхности несколько формующих форм;
- вращаемый подающий ролик, выполненный для проталкивания теста, поступающего из воронки в формы формующего ролика для получения полуфабрикатов, каждого в соответствующей форме; и
- конвейерную ленту для подачи полуфабрикатов на станции после машины, в которой указанная лента проходит поверх формующего ролика для натяжения, контактируя с боковой поверхностью подающего ролика в первом угловом положении относительно подающего ролика и отсоединяясь от боковой поверхности во втором угловом положении после указанного первого углового положения, с учетом направления вращения указанного ролика для удаления полуфабрикатов из формующих форм.
Например, машина такого типа, указанного выше, описана в документах № EP1142478 и US4155691.
Задачей настоящего изобретения является обеспечение машины такого типа, указанного выше, которая будет усовершенствованием машин известного уровня техники, в частности, для получения одного или более следующих преимуществ:
- более высокое качество продукции, в частности, для продуктов, имеющих сложные формы или различную толщину;
- более высокую эффективность производства, в частности, сокращение количества поврежденных и не полностью сформованных продуктов;
- простота сборки и разборки компонентов указанной машины;
- улучшенная возможность установки и регулировки указанной машины; и
- большая универсальность использования с точки зрения типов теста и форм получаемых продуктов.
Машина, являющаяся объектом настоящего изобретения, определена признаками, указанными в пункте 1 формулы. Настоящее изобретение, кроме того, относится к способу формования по п. 11 формулы.
Формула изобретения образует неотъемлемую часть технического раскрытия, приведенного здесь в отношении изобретения.
Дополнительные свойства и преимущества изобретения понятны, исходя из последующего описания со ссылкой на прилагаемые чертежи, приведенные исключительно путем неограничивающего примера, на которых:
Фиг. 1 - схематичный вид предпочтительного варианта выполнения описанной здесь машины;
Фиг. 1А - формующий ролик описанной здесь машины в координатной плоскости;
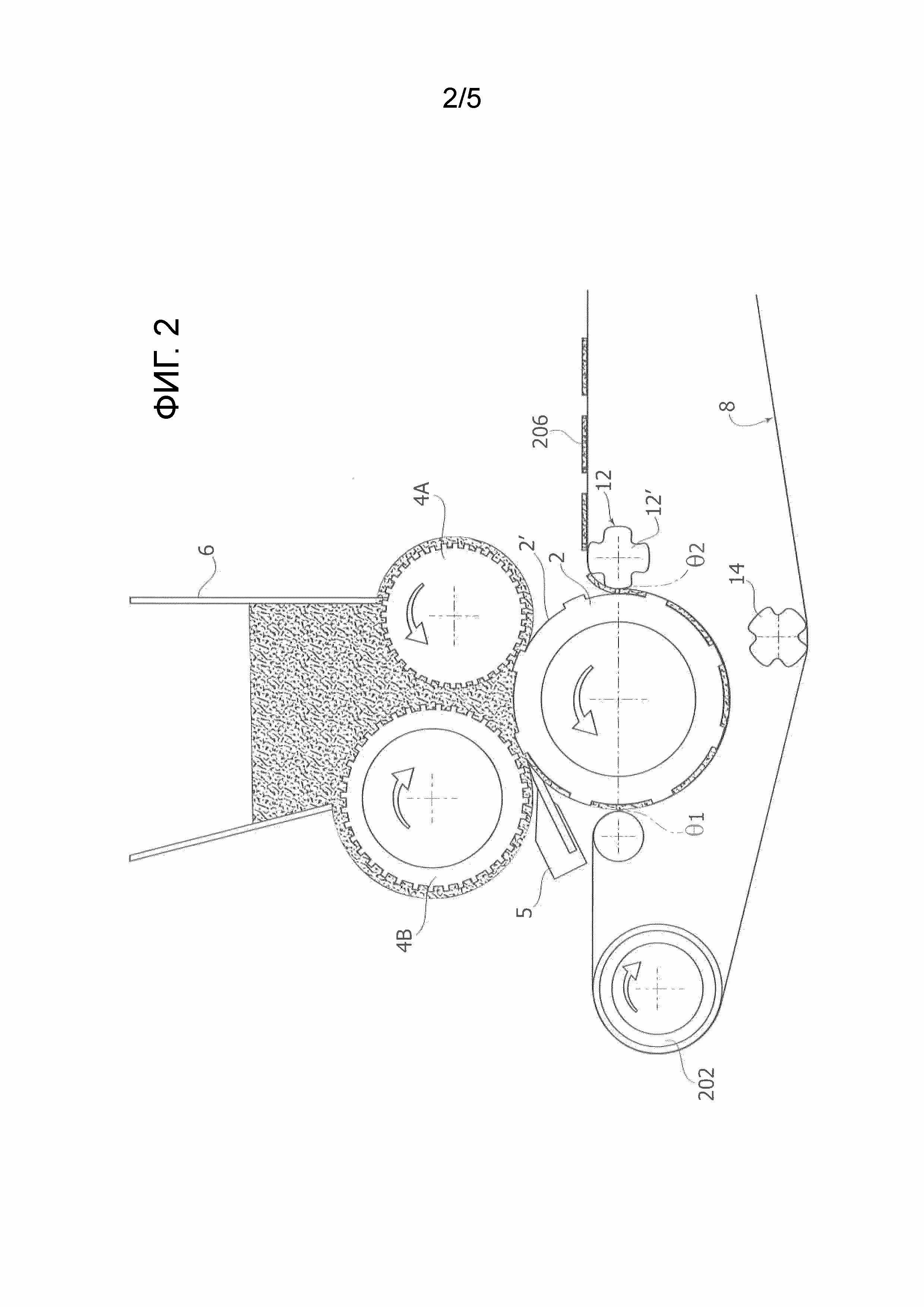
Фиг. 2 - схематичный вид дополнительного варианта выполнения описанной здесь машины;
Фиг. 3 - схематичный вид еще одного дополнительного варианта выполнения описанной здесь машины;
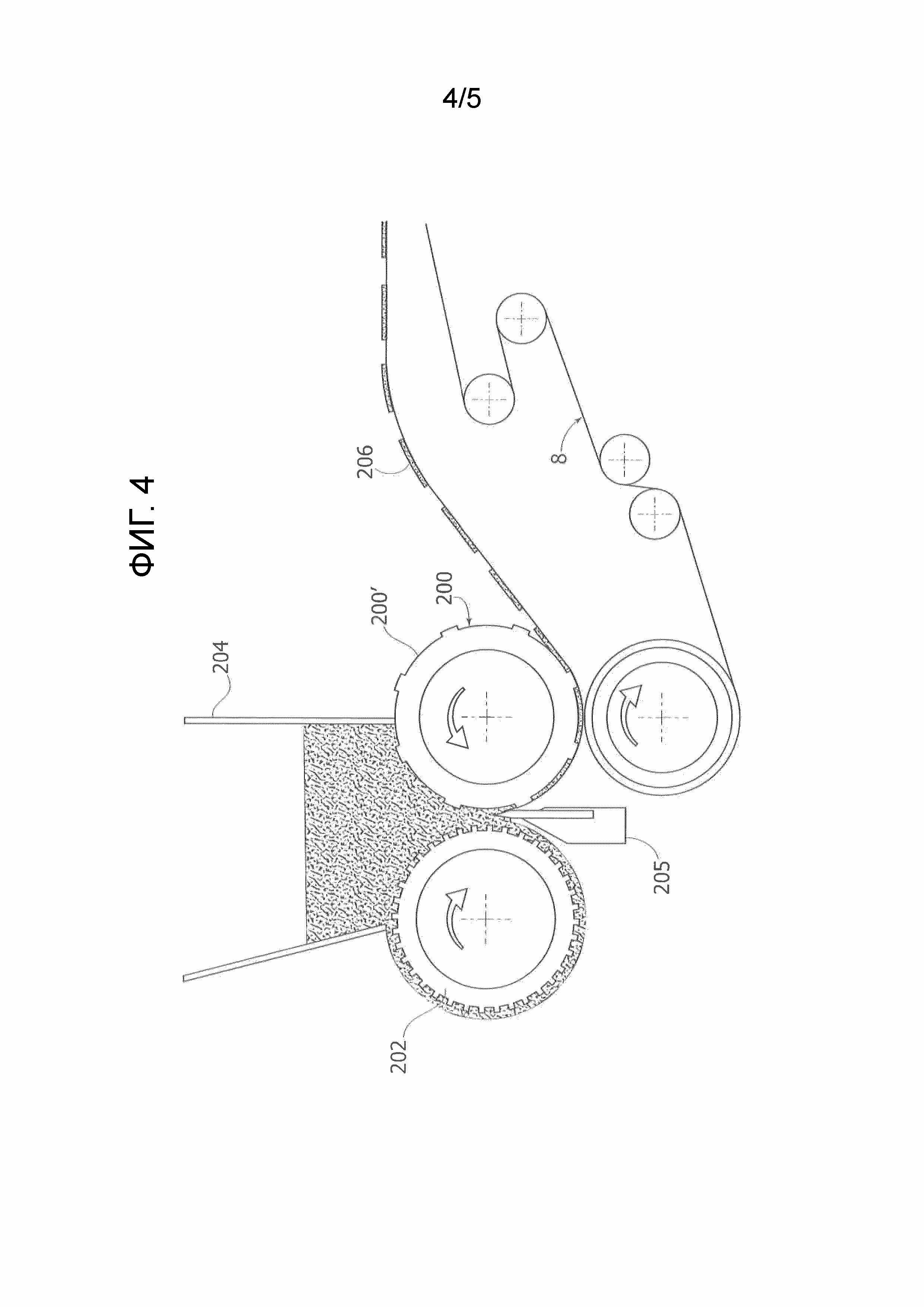
Фиг. 4 - формующая машина известного уровня техники; и
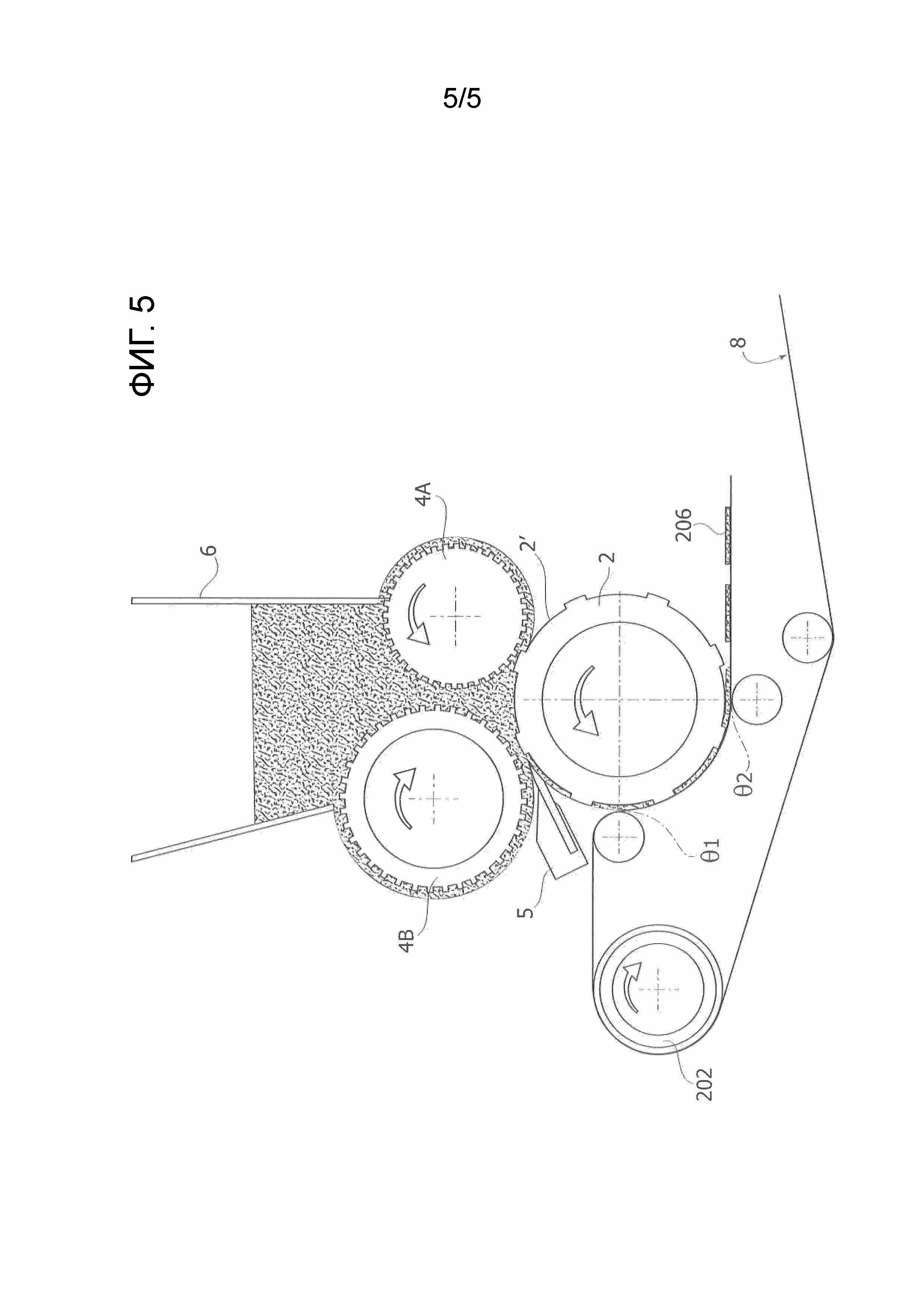
Фиг. 5 - схематичный вид дополнительного варианта выполнения описанной здесь машины.
В последующем описании определенные элементы показаны с целью обеспечить более глубокое понимание вариантов выполнения. Варианты выполнения могут быть представлены без одного или более конкретных элементов или с другими способами, компонентами или материалами и т.д. В других случаях известные структуры, материалы или операции не показаны или не описаны подробно для ясности различных объектов варианта выполнения.
Используемые здесь ссылки обеспечены только для удобства и, следовательно, не ограничивают область защиты или объем вариантов выполнения.
Описанная здесь формующая машина - ротационно-формующего типа. Пример применения описанной здесь машины рассматривает формование теста для печенья.
В целом, согласно рассматриваемому типу, описанная здесь машина содержит:
- открытую в нижней части воронку, выполненную для содержания теста для формования;
- вращаемый формующий ролик, имеющий на его наружной боковой поверхности несколько формующих форм;
- вращаемый подающий ролик, выполненный для проталкивания теста, поступающего из воронки в формы формующего ролика, для получения полуфабрикатов, каждого в соответствующей форме;
- конвейерную ленту для подачи полуфабрикатов на последующие станции обработки, при этом указанная лента проходит поверх формующего ролика для натяжения, контактируя с боковой поверхностью подающего ролика в первом угловом положении относительно подающего ролика, и отсоединяясь от боковой поверхности во втором угловом положении после первого положения, с учетом направления вращения подающего ролика для удаления полуфабрикатов из формующих форм.
На Фиг. 4 схематично показана традиционная конфигурация машин рассматриваемого типа.
Формующий ролик 200 и подающий ролик 202 расположены противоположно друг другу под воронкой 204, принимая тесто, подаваемое через нижнюю часть воронки в пространство между ними. Их оси вращения расположены в одной и той же по существу горизонтальной плоскости. Указанные два ролика 200 и 202 вращаются в противоположных направлениях для вытягивания теста вниз; в показанном примере формующий ролик 200 вращается против часовой стрелки, а подающий ролик 202 - по часовой стрелке.
Указанный подающий ролик 202 воздействует на тесто своей боковой поверхностью с накаткой, помогая ему перемещаться вниз и вдавливая указанное тесто в полости 200' форм формующего ролика в области, где два ролика расположены на наименьшем расстоянии друг от друга.
Лезвие 205, установленное под двумя указанными роликами в вертикальном положении, отделяет тесто, содержащееся в полостях 200' форм, от теста, остающегося сцепленным с подающим роликом 202.
Конвейерная лента 206, продолжающаяся подобно замкнутой петле вокруг нескольких вращательных роликов, посредством которых она перемещается, входит в контакт с формующим роликом 200 в угловом положении 270° и проходит поверх него для ограниченного натяжения, пока не будет достигнуто угловое положение примерно в 315°, где она начинает отделяться от ролика 200. В связи с этим следует отметить, что указанные здесь и далее угловые положения относятся к угломерной окружности в координатной плоскости, расположенной перпендикулярно оси вращения указанного формующего ролика и с началом осей координат, расположенным так, что оно совпадает с осью вращения, где углы измеряются в направлении против часовой стрелки, начиная с точки пересечения между окружностью и положительной полуосью абсцисс (см. Фиг. 1а).
Вместе с вышеуказанным натяжением указанная лента 206 надавливает на полуфабрикаты, содержащиеся в указанных полостях 200' для их сцепления, и когда лента 206 отделяется от формующего ролика 200, полуфабрикаты остаются прикрепленными к ней и высвобождаются из соответствующей полости формы в результате отсоединения ленты от формующего ролика.
Из этого положения лента 206 следует далее, подавая полуфабрикаты на следующие станции производственной линии, например, на станцию выпекания.
Как указано далее, описанная выше конфигурация имеет ряд недостатков, которые должны быть устранены с помощью описанной здесь формовочной машины.
Со ссылкой на Фиг. 1 показан предпочтительный вариант выполнения описанной здесь машины.
Он включает два подающих ролика 4А, 4В, расположенных под воронкой 6 в положении противоположно друг другу относительно перемещения теста, подаваемого через нижнюю часть воронки. Эти ролики, наоборот, расположены над формующим роликом 2.
Указанные два подающих ролика 4А, 4В предварительно выполнены для вращения в противоположных направлениях и имеют функцию определения перемещения теста, направленного к боковой поверхности формующего ролика 2. В частности, как можно видеть на Фиг. 1, направление перемещения теста пересекает формующий ролик вместо направления по касательной, как в машине по Фиг. 4 по уровню техники.
Как обычно предусмотрено в уровне техники, два подающих ролика 4 имеют поверхности с образованиями в рельефе, например, поверхности с накаткой, чтобы способствовать сцеплению теста.
Тесто, проталкиваемое двумя роликами 4А и 4В к формующему ролику 2, проходит прижатым к боковой поверхности последнего, наполняя, таким образом, полости 2' форм.
Следует отметить, что вышеуказанный способ подачи теста полностью отличается от способа, предусмотренного в известном решении по Фиг. 4. На этом чертеже одиночный формующий ролик вдавливает тесто в полость формы просто в результате ее расположения против указанного формующего ролика. Вместо этого указанные два подающих ролика описанной здесь машины обеспечивают правильное перемещение теста, направленное к боковой поверхности формующего ролика.
Вышеуказанный способ подачи обеспечивает лучшее управление тестом, подаваемым к формующему ролику.
В частности, можно управлять давлением, с которым тесто проталкивают в полости форм путем регулирования скорости вращения двух подающих роликов.
Таким образом можно гарантировать постоянное качество продукции, исходя из типа и состояния теста. Например, для особенно твердого теста без жиров и/или сахаров и/или воды можно предусмотреть более высокую скорость вращения двух роликов, чем в случае применения для более мягкого теста, с высоким содержанием жиров и/или сахаров, для получения более высокого давления, которое гарантирует полное заполнение полостей форм, расположенных на формующем ролике 2.
Таким образом, можно гарантировать оптимальное заполнение полостей форм для любого вида теста.
Описанная здесь машина может содержать управляющий узел, выполненный для регулирования скорости вращения подающих роликов 4А и 4В на основе вышеуказанных критериев.
Помимо прочего, давление на тесто, которое может быть получено в описанной здесь машине, позволяет достичь значительно больших степеней уплотнения теста в полости формы, чем в уровне техники.
Следовательно, возможно получить полуфабрикаты даже сложных форм, для которых необходимо уплотнение путем штампования теста для обеспечения полного заполнения полостей форм и гарантии сохранения полученной формы продуктов даже после их извлечения из полостей форм.
Возможные сложные формы включают, например, продукты с трехмерной структурой, такие как продукты, имеющие форму, подобную емкости, например, имеющие дно и закрытый боковой край по периметру.
С другой стороны, следует повторно отметить, что давление на тесто в пространстве между подающими роликами 4А и 4В также определяется расстоянием между указанными двумя роликами, которое можно регулировать во время установки машины.
Возвращаясь к Фиг. 1, тесто, поступающее для наполнения полостей 2' формы, выпускают из области, расположенной между двумя подающими роликами 4А и 4В в результате вращения формующего ролика 2.
Направление вращения формующего ролика 2 ограничивает сторону выпуска теста от вышеуказанной области.
Подающий ролик, расположенный на той же стороне - ролик 4В в примере, показанном на Фиг. 1, - выполнен для вращения в несогласованном направлении, при этом другой подающий ролик - ролик 4А в примере по Фиг. 1 - выполнен для вращения в согласованном направлении.
С указанной выше стороны выпуска теста, расположенной против точки минимального расстояния между формующим роликом 2 и подающим роликом 4В, расположено лезвие 5, выполненное для отделения теста, содержащегося в полостях 2' формующего ролика 2, от теста, остающегося, наоборот, сцепленным с боковой поверхностью ролика 4В.
Это расположение лезвия снаружи набора роликов 4А, 4В и 2 упрощает его установку, также, как и возможную разборку и повторную сборку для замены или обслуживания, для этой цели нет необходимости перемещать или удалять сами ролики, как в случае с машинами по уровню техники.
Кроме того, благодаря вышеописанному расположению, образуется достаточно пространства для ориентировки указанного лезвия относительно формующего ролика даже по конфигурациям, не обеспечивающим соприкасания, обычно предусмотренного в уровне техники.
В частности, указанное лезвие может быть ориентировано в случайных направлениях относительно формующего ролика для содействия соскабливанию им теста с наружной поверхности формующего ролика.
Возвращаясь к Фиг. 1, описанная здесь машина содержит конвейерную ленту 8, которая, подобно ленте 206 по известному решению по Фиг. 4, выполнена для удаления полуфабрикатов с формующего ролика и их подачи на станции, расположенные после машины.
Однако в описанной здесь машине конвейерная лента 8 входит в контакт с боковой поверхностью формующего ролика 2 в выдвинутом положении относительно углового положения 270°, предусмотренного для ленты 260 по решению по уровню техники (см. Фиг. 1А в качестве ссылки на обозначенное угловое положение).
В частности, в различных предпочтительных вариантах выполнения лента 8 входит в контакт с формующим роликом 2 в положении θ1 между угловыми положениями 180° и 270° - на показанном примере в положении 180° - и проходит поверх него в положение θ2 между положениями 270° и 360° - в положение 360° на показанном примере.
В положении θ2 лента 8 отделяется от формующего ролика 2 и проходит дальше вдоль по существу горизонтального натяжения, через которое подает полуфабрикаты на следующие станции.
Благодаря показанной конфигурации указанная лента 8 перемещается для вдавливания полуфабрикатов в соответствующие полости 2' форм вдоль натяжения, в которых указанные полуфабрикаты находятся обращенными вниз в результате вращения указанного ролика.
Таким образом, лента 8 действует как опора полуфабрикатов с противодействием силе гравитации, и сохраняет продукты закрепленными в их положении в соответствующих полостях 2', предотвращая любое их перемещение.
Это гарантирует, что указанные продукты остаются в начальном правильном положении в полостях 2', пока их не высвободят на ленту 8.
Наоборот, снова со ссылкой на известное решение по Фиг. 4, можно отметить, что во время выполнения операции по данному решению указанные только что изготовленные полуфабрикаты, содержащиеся в полостях 200', пройдя лезвие 205, полностью предоставлены действию гравитации и вдавливаются в формующий ролик только в угловом положении 270°, где лента 206 контактирует с формующим роликом 200.
Следовательно, может случиться, что, когда продукты прошли лезвие 205, в результате действия гравитации они меняют свое положение в соответствующих полостях форм, и, таким образом, их затем вдавливают в указанные полости лентой 206, когда они больше не находятся в своем первоначальном правильном положении, с риском деформации или повреждения.
Исходя из вышеизложенного, этот недостаток, наоборот, полностью устранен в описанной здесь машине.
Следует отметить, что конфигурация ленты 8, показанной на Фиг. 1, представлена только путем примера.
В частности, вышеупомянутые угловые положения θ1, θ2 могут изменяться, в зависимости от потребностей различных применений.
Угловое положение θ1, например, может составлять более 180° и от 180° до 270° в случае, когда можно гарантировать, что между 180° и положением θ1 полуфабрикаты не подвергаются смещению, несмотря на отсутствие в этом промежутке ленты 8. С другой стороны, положение θ1 может также составлять менее 180°, например, при определенных требованиях к конструкции.
Подобным образом, угловое положение θ2 может составлять до 360° или даже до 270° при возможных требованиях к конструкции и эксплуатации машины.
В предпочтительном варианте описанной здесь машины угловое положение θ1 составляет примерно 180°, а угловое положение θ2 составляет примерно 270° или немного меньше (Фиг. 5).
Следует отметить, что вышеупомянутые угловые положения θ1, θ2, относятся к случаю, когда машина предварительно снабжена формующим роликом 2, выполненным вращающимся против часовой стрелки.
В противоположном случае для специалиста в данной области очевидно, что положения θ1, θ2, наоборот, будут зеркальным отражением относительно вертикальной оси симметрии ролика.
Следовательно, положение θ1 будет составлять более 270°, предпочтительно, от 360° до 270°, а положение θ2 предпочтительно будет составлять менее 270°, более предпочтительно, от 180° до 270°.
В связи с этим, на Фиг. 3 показан вариант выполнения, эквивалентный показанному на Фиг. 1, отличающийся от последнего только тем, что указанная машина предварительно снабжена формующим роликом 2, выполненным вращающимся по часовой стрелке вместо направления против часовой стрелки: в этом случае положение θ1 составляет примерно 360°, а положение θ2 - примерно 180°.
Возвращаясь к Фиг. 1, в предпочтительных вариантах выполнения, таких как показанный вариант, лента 8 отделяется от формующего ролика 2, следуя практически сразу по направлению в горизонтальной плоскости, в котором полуфабрикаты подают на следующие станции производственной линии. В варианте, в котором положение θ2 составляет 270°, лента 8 отделяется, следуя прямо по направлению в горизонтальной плоскости.
Такая конфигурация предпочтительна, поскольку она не подвергает полуфабрикаты давлению, преимущественно, сгибающему давлению, которому, наоборот, подвергают продукты, перемещающиеся на ленте 206 машины по Фиг. 4 уровня техники, где указанная лента 206 меняет направление в перемещении от восходящего до последующего горизонтального.
Также этот вариант помогает гарантировать оптимальное качество продукции.
Со ссылкой на Фиг. 2 показанная машина, по сравнению с Фиг. 1, отличается тем, что обеспечен лопастный ролик 12, выполненный для применения толкающего действия ленты 8 к боковой поверхности формующего ролика 2, направленное на точки, где обеспечены полости 2' форм.
Для этой цели указанный ролик 12 имеет вдоль своей окружности выступающие радиально образования 12', следующие друг за другом с шагом, соответствующему шагу, с которым полости 2' форм следуют друг за другом на боковой поверхности формующего ролика 2.
Во время вращения указанного ролика эти выступы последовательно контактируют с лентой 8 и тянут ее каждый раз к формующему ролику 2 в точках, в которые одновременно перемещаются соответствующие полости 2' форм.
Задачей вышеуказанного действия является обеспечение сцепления полуфабрикатов, содержащихся в полостях 2', с лентой 8.
В различных предпочтительных вариантах выполнения, как в показанном варианте, второй лопастный ролик 14, имеющий конфигурацию, соответствующую ролику 12, сопряжен с лентой 8 и выполнен для применения к ней эквивалентного действия давления в случаях, когда она высвобождается с ролика 12, при этом задачей является постоянное сохранение ленты 8 по ее периметру в одном и том же состоянии натяжения.
Безусловно, без предубеждения к принципу изобретения, элементы конструкции и варианты выполнения могут изменяться, даже значительным образом, относительно показанного здесь исключительно путем неограничивающего примера без отхода от объема изобретения, определенного прилагаемой формулой.
Реферат
Машина включает воронку (6), открытую в нижней части, выполненную для содержания теста для формования, вращаемый формующий ролик (2), имеющий на наружной боковой поверхности несколько формующих форм (2'), первый и второй подающие ролики (4А, 4В), выполненные для толкания теста, поступающего из воронки в формы формующего ролика для получения полуфабрикатов, каждого в соответствующей форме, и конвейерную ленту (8) для подачи полуфабрикатов на последующие станции обработки. Указанная лента проходит поверх формующего ролика для натяжения (2), контактируя с боковой поверхностью формующего ролика в первом угловом положении (θ1) относительно формующего ролика и отсоединяясь от боковой поверхности во втором угловом положении (θ2) после первого углового положения (1), с учетом направления вращения указанного ролика для удаления полуфабрикатов из формующих форм (2'). Первое угловое положение (1) расположено до положения 270° в случае вращения против часовой стрелки формующего ролика (2) и после положения 270° в случае вращения по часовой стрелке, так что указанная лента (8), проходящая поверх формующего ролика (2) между указанными первым и вторым угловыми положениями, имеет возможность сохранения полуфабрикатов в их положении внутри указанных форм с противодействием силе гравитации. Угловые положения относительно угломерной окружности в координатной плоскости расположены перпендикулярно оси вращения формующего ролика (2), с началом осей координат, расположенным на указанной оси вращения, при этом углы измеряются в направлении против часовой стрелки, начиная в точке пересечения окружности и положительной полуоси абсцисс. Первый подающий ролик (4А) и второй подающий ролик (4В) противоположны друг другу, расположены под воронкой (4) для принятия в пространство между ними теста, доставляемого через нижнюю часть воронки, при этом первый и второй подающие ролики (4А и 4В) расположены над формующим роликом (2). Первый и второй ролики (4А и 4В) предварительно выполнены для вращения в противоположных направлениях для определения перемещения теста, направленного к формующему ролику (2). Способ включает доставку теста из нижней части воронки (6), обеспечение выпуска из воронки (4) потока теста, направляемого к формующему ролику (2), и, посредством первого и второго подающих роликов (4А, 4В), проталкивания теста в формы (2') формующего ролика (2) для получения полуфабрикатов, каждого в соответствующей форме. Полуфабрикаты вдавливают в указанные формы (2') с помощью конвейерной ленты (8), начиная с первого углового положения (1) до второго положения (2), высвобождают через указанную ленту полуфабрикатов и подают их на станцию обработки после машины. Группа изобретений обеспечивает сокращение количества поврежденных и не полностью сформованных продуктов, при различных типах теста и форм получаемых продуктов. 2 н. и 9 з.п. ф-лы, 6 ил.

Комментарии