Способ управления загрузкой шихты в стекловаренную печь - RU2365539C1
Код документа: RU2365539C1
Чертежи

Описание
Техническое решение относится к области автоматического управления процессами стекловарения.
Известно, что до 60% брака в производстве стекла связано с неоднородностью состава шихты [1]. При использовании неоднородной шихты в первую очередь провариваются те ее участки, которые обогащены легкоплавкими компонентами (сода, сульфат натрия, селитра) и только потом провариваются участки, обогащенные тугоплавкими материалами (песок и глиноземосодержащие компоненты).
Вследствие колебаний в шихте содержания легкоплавких и тугоплавких компонентов изменяется положение в бассейне стекловаренной печи границ зоны шихты и варочной пены. При относительном увеличении содержания песка и глиноземосодержащих компонентов увеличивается протяженность зоны шихты, а при относительном увеличении содержания соды и других легкоплавких компонентов шихты удлиняется зона пены.
В свою очередь, колебания протяженности зоны варки существенно влияют на температурную однородность и качество стекломассы, поступающей на выработку.
В производстве практически невозможно получить шихту идеального качества и она всегда имеет отклонения от расчетного весового состава. Эти отклонения обуславливаются колебаниями химического состава сырья, ошибками дозирования, ошибками анализов сырья и шихты, неполнотой смешивания. Качество шихты на производстве оценивается сортностью или категорией шихты. Сортность шихты определяется по отклонениям весового состава хотя бы одного из компонентов. При отклонениях весового состава основных компонентов до ±0,6% шихте присваивается 1-й сорт, при отклонениях до ±0,8% - 2-й сорт, а при отклонениях до ±1% - 3-й сорт [2].
Данные о сортности стекольной шихты в основном используются в качестве оценки работы составного цеха и для статистического анализа.
Для управления же процессом загрузки шихты и тепловым режимом варки стекла сортность шихты не учитывается, а используются лишь такие показатели качества шихты, как ее температура и время хранения [3].
Известен способ автоматического управления стекловаренной печью, включающий стабилизацию вязкости стекломассы путем изменения подачи тепла в варочную часть печи и коррекции содержания в шихте щелочесодержащих элементов [4].
Однако этот способ не позволяет оперативно корректировать режим загрузки шихты и ее распределение в загрузочном кармане в зависимости от температурного поля стекломассы и сортности стекольной шихты, а корректировка содержания в шихте щелочесодержащих компонентов не эффективна из-за большой транспортной задержки по каналу управления.
Наиболее близким к предлагаемому является способ управления загрузкой шихты в стекловаренную печь, включающий регулирование загрузки шихты в зависимости от отклонения уровня стекломассы и распределение шихты по поверхности стекломассы пропорционально рассчитанному температурному полю [5].
Недостаток этого способа в том, что он не учитывает изменение содержания тугоплавких и легкоплавких компонентов в шихте и не позволяет изменять распределение шихты в загрузочном кармане в зависимости от ее сортности. В итоге плотность стекла, прочностные, геометрические и оптические параметры изделий из стекла становятся нестабильными.
Решаемая задача - повышение однородности стекла и физико-химических параметров изделий из него за счет повышения термической однородности стекломассы.
Этот технический результат достигается тем, что в способе управления загрузкой шихты в стекловаренную печь, включающем контроль уровня и температуры стекломассы в загрузочном кармане, регулирование загрузки шихты в зависимости от уровня и температурного поля стекломассы, перед загрузкой определяют сортность загружаемых порций шихты по отклонениям весового состава ее компонентов и при снижении сортности загружаемых порций шихты вследствие относительного увеличения содержания тугоплавких компонентов в шихте загрузку шихты осуществляют в зону загрузочного кармана с большей температурой, а при снижении сортности шихты вследствие относительного увеличения содержания легкоплавких компонентов в шихте загрузку шихты осуществляют в зону загрузочного кармана с меньшей температурой.
Отличием данного технического решения от известных способов управления загрузкой шихты в стекловаренную печь является то, что после дозирования сырьевых компонентов в процессе приготовления стекольной шихты определяется сортность шихты по отклонениям весового состава основных тугоплавких и легкоплавких материалов. Одновременно определяются зоны загрузочного кармана с максимальной и минимальной температурой. При снижении сортности шихты по причине относительного увеличения тугоплавких компонентов шихта загружается в зону загрузочного кармана с большей температурой, а при относительном увеличении легкоплавких материалов шихта загружается в зону загрузочного кармана с меньшей температурой. Это позволяет облегчить процесс плавления шихты при снижении ее сортности и улучшает температурную однородность стекломассы. В итоге плотность стекла, геометрические, прочностные и оптические свойства изделий из стекла становятся стабильными.
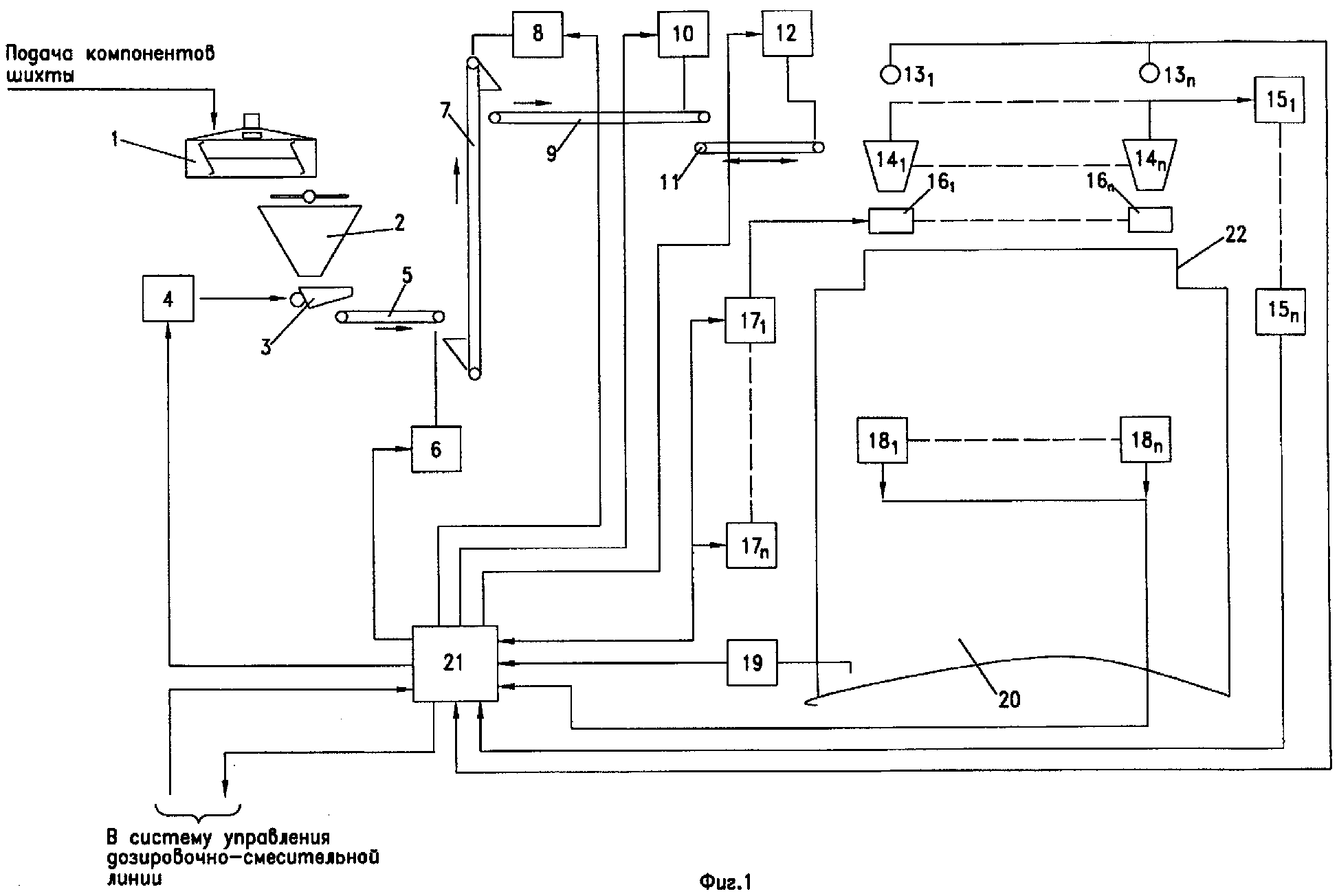
На Фиг.1 представлена функциональная схема, реализующая предлагаемый способ.
Схема содержит смеситель 1 шихты с приводом и разгрузочным затвором смесителя с приводом (не показан); разгрузочный бункер 2 шихты; вибрационный питатель 3 с приводом (не показан); блок 4 управления приводом вибрационного питателя 3; реверсивный ленточный конвейер 5 с приводом (не показан); блок 6 управления приводом реверсивного ленточного конвейера 5; ленточный элеватор 7 с приводом (не показан); блок 8 управления приводом ленточного элеватора 7; ленточный конвейер 9 с приводом (не показан); блок 10 управления приводом ленточного конвейера 9; распределительный конвейер 11 с приводом (не показан); блок 12 управления приводом распределительного конвейера 11; датчики 131…13n положения распределительного конвейера 11; бункера 141…14n загрузчиков шихты; датчики 151…15n уровня шихты в бункерах 141…14n; загрузчики 161…16n шихты с приводом (не показан); блоки 171…17n управления приводами загрузчиков шихты 161…16n; датчики 181…18n контроля температуры стекломассы; систему 19 измерения уровня стекломассы 20; микропроцессорный блок 21 управления загрузкой шихты в стекловаренную печь 22.
В стекольной промышленности оценка качества приготовленной шихты чаще всего осуществляется в соответствии с отраслевыми стандартами («СТО 074-ЦСН «Хрусталь»-001-2003. Стандарт организации. Шихта содо-сульфатная. Методы отбора проб», «СТО 074-ЦСН «Хрусталь-002-2003. Стандарт организации. Шихта содо-сульфатная. Методы анализа» и др.) и производится методами химического анализа. Реже оценка качества шихты выполняется с помощью рентгеновской спектрометрии. И тот, и другой методы занимают время на проведение анализа в несколько раз большее, чем время цикла приготовления шихты. Это означает, что шихта может уже находиться в стекловаренной печи, а анализ ее качества еще не готов. При этом результаты анализа могут использоваться для выяснения причин снижения качества шихты и оперативной коррекции технологического процесса лишь в последующих циклах работы дозировочно-смесительной линии.
Одной из главных причин снижения заданного качества шихты при стабильном химическом составе сырьевых компонентов и оптимальном времени перемешивания являются погрешности дозирования материалов или отклонения их весового состава от заданного значения в рецепте шихты. Современная АСУ ТП производства шихты имеет широкие возможности контролирования и документирования этих и других параметров. Система обеспечивает получение позамесных протоколов за любой период времени. Эти протоколы дополняются подробной статистической отчетностью, как в табличном, так и в графическом виде, которая облегчает технологу проведение анализа качества работы оборудования, точности дозирования и др. Для подробного анализа работы дозаторов (по каждому тугоплавкому и легкоплавкому компоненту) в системе управления формируются различные графики, диаграммы, которые в каждом цикле приготовления шихты позволяют в численном виде определить плюсовую или минусовую погрешность дозирования по каждому компоненту шихты. Кроме того, автоматическая универсальная программа расчета рецепта шихты, которая является частью общей программы управления процессом, может также по полученным весовым отклонениям определить теоретический состав шихты и идентифицировать ее категорийность или сортность. Например, при заданном рецепте шихты для листового стекла требуется на 1000 кг стекломассы с учетом угара следующее количество основных сырьевых материалов:
Допустим, что компоненты смешиваются в смесителе емкостью 3000 литров и имеют следующее задание для дозирования:
В этом рецепте песок и полевой шпат (вместо шпата может быть глинозем, пегматит и другие материалы) относятся к тугоплавким материалам, а остальные - к легкоплавким (вместо соды и сульфата может быть содосульфатная смесь, а вместо мела - известняк и др.).
Нормальной и требуемой точностью дозирования является такая точность, когда отклонение весового состава по каждому из компонентов не превышает ±0,1%. Тем не менее, часто из-за меняющейся влажности и гранулометрии сырья, колебаний напряжения в сети, изменений давления сжатого воздуха и других причин могут появляться большие погрешности, по значению которых и судят о категорийности или сортности шихты.
Например, если колебания весового состава всех отдозированных по указанному рецепту компонентов находятся в интервале 0±0,6%, полученная шихта теоретически идентифицируется системой управления шихтой 1-го сорта, хотя отклонения более ±0,3% случаются при нормальной работе линии редко, и в 80-90% шихта имеет первый сорт и распределяется равномерно по ширине загрузочного кармана.
Если после очередного цикла дозирования система получает следующее значение весового состава материалов:
то шихта по расчету системы управления категорируется 2-м сортом по причине увеличения содержания тугоплавкого компонента, и эту шихту целесообразно перераспределить в зону загрузочного кармана со средним значением температуры зеркала стекломассы и не загружать в зоны с более низкой температурой, так как это приведет к увеличению времени плавления песка и при больших съемах стекломассы к ее термической и химической неоднородности.
Сообщение в блок 21 системы управления загрузкой шихты из системы управления дозировочно-смесительной линией о сортности шихты и компоненте (тугоплавком в данном случае) передается программным путем по интерфейсу.
Если же после очередного цикла дозирования система получает следующие значения весового состава:
то шихта по расчету системы управления категорируется 3-м сортом по причине увеличения содержания легкоплавкого компонента, и эту шихту целесообразно перераспределять в зону загрузочного кармана с наименьшим значением температуры зеркала стекломассы и не загружать в зону с более высокой температурой, так как это приведет к появлению пены.
При отрицательных погрешностях в дозировании тугоплавких компонентов, например -0,85% по полевому шпату, и положительной погрешности +0,1% по соде шихта категорируется 3-м сортом по причине относительного увеличения содержания легкоплавких компонентов и также загружается в крайние зоны загрузочного кармана с пониженной температурой стекломассы.
При отрицательных погрешностях в дозировании легкоплавких компонентов, например -0,85% по соде, и положительной погрешности +0,1% по песку и другим материалам шихта также категорируется 3-м сортом, но перераспределяется в центральную зону загрузочного кармана с более высокой температурой, так как в шихте получается относительное увеличение тугоплавких материалов по отношению к легкоплавким.
Таким образом, система управления дозировочно-смесительной линией (на чертежах не показана) и ее программное обеспечение позволяет простым арифметическим путем определять погрешность дозирования (отклонения весового состава) по формуле:
δ=((Рф-Р3)/Р3)*100%, где:
δ - погрешность дозирования;
Рф - фактический вес материала, загружаемый в смеситель после дозирования;
Р3 - заданный вес материала.
Далее же по фактической погрешности всех компонентов шихты определяется ее сортность и идентифицируется материал (тугоплавкий или легкоплавкий), приведший к снижению сортности.
Данный теоретический расчет сортности получается практически мгновенно после окончания дозирования и загрузки последнего компонента в смеситель и может быть без задержки использован для определения зоны загрузочного кармана печи, в которую целесообразно данный замес шихты перераспределить.
Способ осуществляется следующим образом.
Отдозированные в дозаторах весовой линии (не показана) компоненты стекольной шихты подаются в смеситель 1, где перемешиваются. В зависимости от погрешности дозирования каждого материала (песок, сода, доломит, мел, сульфат, селитра, полевой шпат, пегматит, глинозем и др.) система управления (не показана) дозировочно-смесительной линией определяет сортность шихты данного замеса. При отклонениях весового состава основных компонентов в интервале ±0…0,6% шихта относится к первому сорту, при отклонениях ±0,61…0,8% - ко второму сорту, а при отклонениях ±0,81…1,0% - к третьему сорту. При погрешностях дозирования свыше ±1,0% шихта считается бракованной. Одновременно с сортностью система управления определяет тот материал (легкоплавкий или тугоплавкий), из-за ошибок дозирования которого произошло снижение сортности шихты. При этом снижение сортности шихты вследствие относительного увеличения содержания тугоплавких компонентов может произойти как при положительной погрешности (увеличение содержания) дозирования тугоплавких компонентов, так и при отрицательной погрешности (снижение содержания) дозирования легкоплавких компонентов. Также снижение сортности шихты вследствие относительного увеличения содержания легкоплавких компонентов может произойти как при положительной погрешности (увеличение содержания) дозирования легкоплавких компонентов, так и при отрицательной погрешности (снижение содержания) дозирования тугоплавких компонентов.
После заданного времени перемешивания компонентов шихты по команде системы управления дозировочно-смесительной линии открывается разгрузочный затвор (на чертеже не показан) и готовая шихта выгружается в разгрузочный бункер 2. Из бункера 2 шихта с помощью вибрационного питателя 3 подается на реверсивный ленточный конвейер 5. Если замес бракованный (что случается очень редко), реверсивный конвейер 5 с помощью блока 6 управления включается на реверс и осуществляет сброс шихты в линию брака или в кюбель (на чертеже не показан). Если же шихта по результатам дозирования получилась 1-го, 2-го или 3-го сорта, то она с помощью конвейера 5, работающего в прямом режиме, ленточного элеватора 7, управляемого блоком 8, ленточного конвейера 9, управляемого блоком 10, подается на распределительный конвейер 11, управляемый блоком 12.
Распределительный конвейер по команде микропроцессорного блока 21 двигается взад-вперед над бункерами 141…14n (максимально n=12) загрузчиков шихты 161…16n и поочередно подает в них шихту. Если загружаемая порция шихты относится к первому сорту, то распределение шихты по всем бункерам 141…14n осуществляется равномерно в зависимости от уровня их заполнения, который контролируется с помощью датчиков уровня 151…15n.
Если же порция шихты, транспортируемая от смесителя 1 к распределительному конвейеру 11, относится ко второму или третьему сорту, то распределение шихты по бункерам 141…14n осуществляется еще и с учетом распределения температуры стекломассы по ширине загрузочного кармана.
Температурное поле стекломассы по ширине загрузочного кармана измеряется с помощью датчиков температуры 181…18n, сигналы с которых поступают в микропроцессорный блок управления 21. Обычно распределение 23 температуры стекломассы 20 в загрузочном кармане имеет максимальное значение по оси стекловаренной печи 22 и минимальное значение по краям у боковых стенок загрузочного кармана (Фиг.2).
В средних зонах температура стекломассы имеет среднее значение от минимальной и максимальной температур. При количестве загрузочных бункеров, равном 12 (печь производительностью 500-600 т/сутки), бункеры 141, 142, 1411, 1412 находятся напротив зон загрузочного кармана с минимальной температурой стекломассы Тмин, бункеры 143, 144, 145, 148, 149, 1410 - напротив загрузочного кармана со средним значением температуры Тср; а бункеры 146, 147 - по центру загрузочного кармана с максимальной температурой стекломассы Тмакс.
Если система управления дозировочно-смесительной линией (на чертеже не показана) передает в блок 21 информацию о разгрузке шихты 2-го сорта из смесителя по причине относительного увеличения тугоплавких материалов в шихте, то данная порция с помощью распределительного конвейера, управляемого блоками 12 и 21, подается в зависимости от заполнения в бункеры 143, 144, 145 и 148, 149, 1410, расположенные в левой и правой зонах загрузочного кармана со средним значением температуры. При транспортировании из смесителя 1 порции шихты 3-го сорта с максимальным относительным увеличением тугоплавких материалов распределительный конвейер 11 по команде блока управления 21 загружает шихту в бункеры 146, 147, расположенные по оси загрузочного кармана в зоне с максимальным значением температуры стекломассы.
При подаче на распределительный конвейер 11 шихты 2-го сорта с относительным увеличением легкоплавких материалов шихта в зависимости от сигналов датчиков уровня 153, 154, 155, 158, 159, 1510 подается в бункеры 143, 144, 145, 148, 149, 1410, находящимися напротив зон загрузочного кармана со средним значением температуры стекломассы.
При подаче на распределительный конвейер 11 шихты 3-го сорта с максимальным относительным увеличением легкоплавких материалов шихта загружается в бункеры 141, 142, 1411, 1412, расположенные в зонах загрузочного кармана с минимальным значением температуры стекломассы. Положение распределительного конвейера 11 во всех случаях подачи шихты в бункеры 141…14n контролируется соответствующими датчиками 131…13n.
Подача шихты из бункеров 141…14n в стекловаренную печь осуществляется в зависимости от уровня стекломассы 20. При снижении уровня стекломассы сигнал из системы 19 измерения уровня поступает в блок 21 управления, который формирует команды на включение блоков 171…17n управления загрузчиками шихты 161…16n. При достижении уровня стекломассы нормы приводы загрузчиков шихты выключаются.
Взаимодействие блока 21 управления с системой управления дозировочно-смесительной линией (на чертеже не показана) осуществляется по двум каналам. В систему управления дозировочно-смесительной линией из блока 21 управления поступает сигнал о снижении уровня шихты в бункерах 131…13n загрузчиков шихты. А из системы управления дозировочно-смесительной линией в блок управления 21 поступает сигнал о сортности шихты.
Таким образом, реализация данного способа позволяет изменять распределение шихты в загрузочном кармане и подавать порции шихты 2-го и 3-го сорта с большим относительным содержанием тугоплавких компонентов в зону загрузочного кармана с большей температурой, а порции шихты с большим относительным содержанием легкоплавких компонентов - в зону загрузочного кармана с меньшей температурой. Дифференцированная загрузка шихты по фронту загрузочного кармана позволяет стабилизировать процесс плавления шихты в стекловаренной печи и повысить термическую однородность стекломассы.
Источники информации
1. Панкова НА., Михайленко Н.Ю. Стекольная шихта и практика ее приготовления. Учебное пособие. Москва. 1997 г., стр.80.
2. Макаров Р.И., Тарбеев В.В., Хорошева Е.Р., Попов Ю.М., Чуплыгин В.Н. Управление качеством листового стекла. Учебное пособие. Москва. 2004 г., стр.152.
3. Патент РФ №2172722, КЛ С03В 5/24, 3/00, публ. 2001 г.
4. Авторское свидетельство СССР №798345, КЛ С03В 5/24, публ. 1981 г.
5. Авторское свидетельство СССР №992434, КЛ С03В 5/24, публ. 1983 г. (прототип).
Реферат
Изобретение относится к области автоматического управления процессами стекловарения. Техническим результатом является повышение термической однородности стекломассы. Перед загрузкой шихты в стекловаренную печь определяют сортность шихты по отклонениям весового состава тугоплавких и легкоплавких компонентов и температурное поле стекломассы по ширине загрузочного кармана. Шихта 1-го сорта (отклонения весового состава основных компонентов ±0…0,6%) загружается равномерно по ширине печи. Шихта 2-го сорта (отклонения весового состава основных компонентов ±0,61…0,8%) загружается в зоны загружаемого кармана со средней температурой. Шихта 3-го сорта (отклонения весового состава ±0,81…1%) при повышенном содержании тугоплавких компонентов загружается в зону загружаемого кармана с максимальной температурой стекломассы, а при повышенном содержании легкоплавких компонентов - в зоны загружаемого кармана с минимальной температурой стекломассы. 2 ил.
Комментарии