Формовочная машина и способ формования объемного пищевого продукта - RU2636769C1
Код документа: RU2636769C1
Чертежи


















Описание
Настоящее изобретение относится к формовочной машине для пищевых продуктов, предназначенной для изготовления объемных изделий (брикетов) с использованием формовочного блока, содержащего формы, в которых формуются брикеты, причем формовочный блок прилегает к нажимному компоненту и по меньшей мере частично выполнен из пористого материала.
Известны устройства формования пищевых продуктов, которые используются изготовления формовых пищевых продуктов из мяса, рыбы, шпината или сыра. Обычно такие устройства содержат формовочную пластину (плиту), которая совершает возвратно-поступательное движение из положения заполнения в положение выгрузки. В другом варианте машина содержит вращающийся формовочный барабан, который обеспечивает формование и выгрузку продуктов. Во многих случаях формы, в которых формуются брикеты пищевых продуктов, по меньшей мере частично выполнены из пористого материала. Достоинством пористого материала является возможность вентиляции формы при заполнении, и, кроме того, через пористый материал может пропускаться текучая среда, например воздух, для выталкивания сформированного брикета из формы. В большинстве случаев такие брикеты имеют форму дисков, то есть, имеют плоскую форму. Однако существует растущая потребность в обеспечении более сложных форм брикетов, а именно, с трехмерной (3D) структурой поверхности.
Поэтому целью настоящего изобретения является создание формовочной машины и способа формования пищевых продуктов, которые могут обеспечивать получение более сложных форм брикетов.
Эта цель достигается с помощью формовочной машины для изготовления брикетов пищевых продуктов, содержащей формовочный блок с формой, в которой формируются брикеты, причем формовочный блок прилегает к нажимному компоненту и по меньшей мере частично выполнен из пористого материала, и нажимной компонент имеет трехмерную (3D) структуру поверхности.
Настоящее изобретение относится к формовочной машине для пищевых продуктов. Такая машина содержит формовочный блок, в котором пищевому продукту, например мясному фаршу, придают необходимую форму. Этот формовочный блок может иметь форму пластины (плиты) или форму барабана. Если формовочный блок имеет форму пластины, то она совершает возвратно-поступательное движение из положения заполнения в положение выгрузки. Если формовочный блок имеет форму барабана, то барабан непрерывно вращается. В одном угловом положении барабана находящиеся в нем формы заполняются пищевой массой, и в другом угловом положении осуществляется выгрузка сформированных брикетов.
В соответствии с настоящим изобретением формовочная пластина прилегает к нажимному компоненту и предпочтительно находится между средством удаления воздуха (предпочтительно пластина или барабан), и нажимным компонентом. Средство удаления воздуха обеспечивает вентиляцию формы при ее заполнении пищевой массой. Средство удаления воздуха также может быть использовано для подсоединения формы к источнику сжатой среды, например, для выталкивания брикетов из формы. Специалисту в данной области техники будет понятно, что функции вентиляции и подсоединения к источнику сжатой среды также могут быть интегрированы в формовочный блок. Средство удаления воздуха обычно расположено на той стороне формовочного блока, которая противоположна стороне, с которой осуществляется его заполнение, причем нажимной компонент и средство заполнения формы расположены на одной стороне формовочного блока. Нажимной компонент предпочтительно используется для предотвращения утечек при заполнении формы пищевой массой, для сжатия пищевого продукта по меньшей мере с небольшим усилием в форме и/или для отрезания материала в форме от пищевой массы, поступающей из подающей камеры.
Чтобы сформировать брикеты из пищевого продукта, формовочный блок содержит по меньшей мере одну форму, предпочтительно несколько форм, которые по меньшей мере частично выполнены из пористого материала. Достоинством использования пористого материала является возможность вентиляции формы при ее заполнении для удаления запираемого воздуха и/или для подачи сжатой среды, например сжатого воздуха, для выталкивания сформированных брикетов из форм. В предпочтительных вариантах из пористого материала выполняется по меньшей мере нижняя часть формы.
Формовочный блок может быть изготовлен полностью из пористого материала, или же он может содержать одну или несколько пористых вставок. Эти вставки могут содержать одну или несколько форм. Предпочтительно формы соединены с плитой без возможности замены, например, путем приклеивания, сварки, пайки и/или запрессовывания. Пористая структура может быть получена путем спекания материала, такого как нержавеющая сталь, пластмасса, алюминий, керамика, и/или комбинаций таких материалов. Вышеуказанное относится также и к пористым вставкам. Форма может содержать пористую боковую стенку и пористое дно или только пористое дно. Размеры поперечного сечения пор пористого материала предпочтительно выбирают таким образом, чтобы материал был проницаем для газа, предпочтительно для воздуха. Предпочтительно размер пор находится в диапазоне от 2 мк до 40 мк. Если пористый материал используется только в дне формы, то другие поверхности предпочтительно выполняются из материала, предотвращающего прилипание, такого как тефлон, и/или покрываются таким материалом. В предпочтительных вариантах форма обеспечивает формование объемного продукта (с трехмерной структурой поверхности), то есть, продукта, который имеет переменную толщину. Поэтому в предпочтительных вариантах дно формы не плоское, а объемное.
Пористая структура может быть получена, например, с помощью фрезерования, лазерного сверления, электроэрозионной обработки или спекания, предпочтительно непосредственного спекания пористой структуры с полости плиты. В этом случае поры не будут закрыты или закрыты лишь в малой степени при изготовлении вставок.
Для обеспечения высокой производительности предлагаемая в настоящем изобретении формовочная машина предпочтительно содержит группу форм, расположенных в ряд. Более предпочтительно формовочная машина в соответствии с настоящим изобретением содержит несколько рядов, в каждом из которых находится группа форм. Эти ряды форм могут заполняться пищевой массой непрерывно, один ряд за другим. При работе в прерывистом режиме, например, когда используется пластина, совершающая возвратно-поступательное движение, предпочтительно несколько рядов заполняются одновременно.
Как уже указывалось, формы предпочтительно соединяются с атмосферой и/или с источником сжатой среды, например газа, и/или с источником воды. Предпочтительно это осуществляется с помощью средства удаления воздуха. Формы одного ряда предпочтительно подсоединяются, например, по каналу с атмосферой и/или с источником сжатой среды. Этот канал может быть частью самого формовочного блока, может быть реализован в средстве удаления воздуха, в коллекторе, который соединен с формовочным блоком или в прилегающей поверхности между формовочным блоком и коллектором или устройством удаления воздуха. Когда в формовочном блоке используется множество рядов форм, в частности для обеспечения высокой производительности, все формы могут быть соединены между собой. Однако в предпочтительных вариантах для каждого ряда используется отдельная вентиляция и/или подача сжатой среды, чтобы обеспечить однородное распределение сжатой среды.
После формования брикетов их необходимо извлечь из форм. Предпочтительно это осуществляется с использованием газа, предпочтительно воздуха, пропускаемого сквозь пористую структуру формы. Предпочтительно газ подается в импульсном режиме. В том случае, когда воздух не обеспечивает выталкивание всех пищевых продуктов из форм, в формы перед их заполнением пищевой массой вводится, предпочтительно распыляется, вода или другая текучая среда. Если формовочный блок представляет собой пластину, это может быть осуществлено при ходе пластины внутрь, то есть, при движении пластины из положения выгрузки в положение заполнения. В этом случае на дне и/или на боковых стенках форм образуется тонкая пленка, которая по меньшей мере частично препятствует прилипанию пищевого продукта к внутренним поверхностям форм.
Пищевая масса, которая должна быть сформована, подается под давлением из подающей камеры в формы формовочного блока. В процессе этого заполнения воздух, запираемый в формах формовочного блока, будет выходить через пористую структуру форм в атмосферу.
В одном из вариантов, когда брикеты формуются из очень густого пищевого продукта, сжатый воздух низкого давления вдувают в формы для их вентиляции, чтобы создавать воздушную пленку по меньшей мере в некоторых местах между пищевым продуктом и формой.
Если же брикеты формуются из жидкого продукта, то вентиляция перекрывается и/или создается отрицательное давление между формой и брикетом. Это будет препятствовать выпадению брикетов из форм при движении формовочного блока.
В том случае, когда форма имеет пористое дно и пористые боковые стенки, в предпочтительных вариантах обеспечивается отдельная вентиляция и/или подача сжатой среды для дна и боковых стенок, соответственно.
В соответствии с одним из вариантов осуществления изобретения формовочный блок представляет собой пластину, которая осуществляет возвратно-поступательное движение между положением заполнения и положением выгрузки. Такая формовочная пластина описана, например, в документе ЕР 0818148 А1. Эта заявка включается здесь ссылкой, так что ее описание является частью настоящего описания.
В этой заявке раскрывается формовочная машина с пружинным элементом, например с уплотнительным кольцом, которой поджимает нажимной компонент, здесь нажимную пластину, к формовочному блоку, здесь к формовочной пластине, и формовочный блок к средству удаления воздуха. В этом случае пружинный элемент обеспечивает устранение зазора между нажимным элементом, формовочным блоком и средством удаления воздуха, в результате чего исключается возможность утечки. В другом варианте осуществления изобретения нажимной компонент снабжен режущим элементом, обеспечивающим отрезание формируемого продукта, когда формовочная пластина перемещается из положения заполнения в положение выгрузки.
Чтобы обеспечить минимальное давление на поверхности с поддержанием надлежащего уплотнения между нажимным элементом и формировочным блоком, нажимной компонент предпочтительно обладает гибкостью, так что он выравнивает неровности и/или шероховатости поверхности формовочного блока.
В более предпочтительных вариантах используется нажимной компонент с возможностью регулирования давления, например, с помощью надувного уплотнительного кольца. Такое кольцо может быть установлено в углубление на поверхности нажимного компонента. Форму кольца, предпочтительно его диаметр, можно изменять, например, используя сжатый воздух и/или воду под давлением. В предпочтительных вариантах давление, создаваемое нажимным компонентом, может регулироваться, более предпочтительно с использованием вычислительной системы. В предпочтительных вариантах давление регулируется в соответствии с материалом формовочного блока и/или материалом нажимной пластины, износом формовочного блока и/или нажимного компонента, и/или в зависимости от пищевого продукта, который должен формоваться. Нажимная пластина может содержать несколько прижимающих элементов, давление которых в предпочтительном варианте может изменяться независимо друг от друга.
В предпочтительном варианте формовочная машина содержит основание, поверхность которого взаимодействует с нажимным компонентом. Прижимающий элемент предпочтительно расположен между нажимным компонентом и основанием. Более предпочтительно поверхность, прилегающая к формовочному блоку, имеет объем для обеспечения возможности извлечения объемного продукта из формовочной машины по настоящему изобретению, особенно в том случае, когда формовочный блок имеет форму пластины.
Чтобы волокнистые пищевые продукты, такие как мясо, шпинат и т.п., не вытягивались из формы при движении формовочного блока, например, при ходе наружу, в соответствии с предпочтительным вариантом осуществления изобретения нажимной компонент снабжен режущим элементом, предпочтительно режущим элементом с пилообразной и/или волнистой режущей кромкой. Для обеспечения высоких гигиенических норм режущий элемент предпочтительно интегрирован в нажимной компонент, то есть, нажимной компонент и режущий элемент предпочтительно составляют одно целое. Предпочтительно нажимной компонент имеет отверстие, через которое пищевой продукт подается в формы. Режущий элемент предпочтительно обеспечивается по периметру этого отверстия. Лезвие режущего элемента предпочтительно получают с использованием гидроабразивной резки. Когда формы формовочного блока полностью заполнены пищевым продуктом, формовочный блок перемещается в положение выгрузки и проходит мимо неподвижно установленного режущего элемента, в результате чего будет обрезаться нижняя сторона сформированного продукта с перерезанием его волокон.
В соответствии с другим или предпочтительным вариантом осуществления изобретения формовочная машина содержит блок введения палочек в каждый формируемый брикет. Палочка особенно необходима в тех случаях, когда продукт едят, удерживая в руке. В предпочтительных вариантах для введения палочки используется щель.
Предпочтительно блок введения палочек расположен у переднего конца формовочного блока, в качестве которого в предпочтительных вариантах используется барабан.
В предпочтительном варианте блок введения палочек выполнен с возможностью перемещения, предпочтительно по меньшей мере по части окружности. Так, блок введения палочек может, например, вращаться синхронно с барабаном, так что барабан может вращаться непрерывно.
В другом предпочтительном варианте формовочная машина содержит кулачок, который толкает палочку для введения ее в брикет в процессе движения формовочного блока, в особенности барабана. Палочка вводится в полость и/или в сформированный брикет и затем подталкивается кулачком. Кулачок может иметь прямолинейную наклонную толкающую поверхность. Предпочтительно кулачок расположен у переднего конца барабана.
Предпочтительно палочка вводится в пищевой продукт при перемещении формовочного блока из положения заполнения в положение выгрузки. Таким образом, другим объектом настоящего изобретения является способ введения палочки в брикет, формируемый в формовочном блоке, причем палочка вводится при поступательном движении формовочного блока.
Еще одним объектом настоящего изобретения является способ введения палочки в брикет, формируемый в формовочном блоке, причем палочка по меньшей мере частично вводится при поступательном движении формовочного блока, и/или палочка перемещается относительно формующего блока для введения в брикет блоком введения палочек.
В предпочтительном варианте предлагаемого способа в качестве формовочного блока используется барабан. Предпочтительно барабан останавливается или продолжает вращаться в процессе введения палочки.
Предпочтительно введение палочки в одном ряду и заполнение полости в другом ряду происходит одновременно, по меньшей мере частично.
Другой предпочтительный вариант осуществления изобретения представляет собой формовочную машину с формовочной плитой, которая может совершать возвратно-поступательное движение между двумя положениями и содержит полости, которые заполняются пищевым материалом блоком подачи (заполнения) и освобождаются блоком выгрузки, причем формовочная машина содержит неподвижную плиту, а также роликовые элементы, расположенные между плитой и формовочной пластиной.
Настоящее изобретение относится к формовочной машине для формирования пищевых брикетов. В такой формовочной машине материал брикетов, например, любой формуемый пищевой материал, такой как тесто, мясной фарш и т.п., может быть сформован в любую форму. Эта форма может иметь два измерения, например, диск, или три измерения, например, шарик. Формовочная машина по настоящему изобретению содержит формовочную пластину, которая совершает возвратно-поступательное движение между положением заполнения и положением выгрузки. Эта формовочная пластина содержит полости, заполняемые пищевым материалом, который уплотняется и, в результате этого, приобретает нужную форму. Формовочная пластина предпочтительно содержит множество полостей, которые расположены упорядоченным образом для формирования множества параллельных рядов, каждый из которых предпочтительно содержит группу полостей. Ряды полостей предпочтительно проходят перпендикулярно направлению движения формовочной пластины. Предпочтительно полости одного или нескольких рядов заполняются блоком подачи одновременно. Предпочтительно полости одного или нескольких рядов освобождаются блоком выгрузки одновременно.
Формовочная машина по настоящему изобретению содержит плиту, которая предпочтительно является частью кожуха формовочной машины и, соответственно, установлена неподвижна. Между этой плитой и по меньшей мере одной поверхностью формовочной пластины расположены роликовые элементы. Эти роликовые элементы снижают трение формовочной пластины при ее перемещении между двумя положениями. Кроме того, роликовые элементы обеспечивают большую площадь контакта, к которой формовочная пластина может быть прижата непосредственно или опосредованно. Благодаря большой площади контакта не возникают перепады давления по поверхности формовочной пластины или они очень малы, и, соответственно, формовочная пластина не будет изгибаться.
Предпочтительно роликовые элементы расположены в сепараторе для предотвращения их контакта и поддержания постоянного одинакового расстояния между ними. В предпочтительном варианте осуществления изобретения длина роликовых элементов практически равна ширине формовочной пластины, то есть, размеру пластины в направлении, перпендикулярном направлению ее движения. Роликовые элементы предпочтительно представляют собой цилиндры, которые имеют сравнительно малый диаметр, например, 10-30 мм, предпочтительно 15-25 мм и более предпочтительно 19-21 мм. Предпочтительно эти цилиндры расположены параллельно на малых расстояниях друг от друга, то есть, между ними имеется небольшое пространство, достаточное, чтобы цилиндры не касались друг друга. В этом предпочтительном варианте обеспечивается отсутствие перепадов давления, или же они достаточно малы, то есть, обеспечивается равномерное распределение давления по формовочной пластине, особенно в той ее части, в которой расположены полости форм.
В другом предпочтительном варианте формовочная машина содержит опорную пластину, прилегающую к формовочной пластине и прикрепленную к ней. Предпочтительно роликовые элементы расположены между стационарной плитой формовочной машины и опорной пластиной. Опорная пластина предотвращает выход материала из формовочной пластины и/или используется для предотвращения вдавливания роликов в формовочную пластину.
Формовочная машина содержит в предпочтительном варианте нижнюю плиту.
В другом предпочтительном варианте формовочная машина содержит уплотнительную пластину между нижней плитой и формовочной пластиной. Эта уплотнительная пластина осуществляет уплотнение отверстия для подачи пищевого материала. Кроме того, уплотнительная пластина обеспечивает подачу пищевого материала только в полости, не допуская его растекания вокруг этих полостей. Материал, который выступает из полости, будет срезаться уплотнительной пластиной. Так, в предпочтительном варианте уплотнительная пластина содержит режущий элемент для срезания пищевого материала, выступающего из полости формы.
Предпочтительно уплотнительная пластина прижимается к формовочной пластине пружинными элементами, предпочтительно регулируемыми пружинными элементами. Регулировка пружинных элементов обеспечивает возможность регулирования давления между уплотнительной пластиной и нижней плитой в зависимости от пищевого материала. Кроме того, обеспечивается более равномерный износ.
Предпочтительно формовочная пластина содержит зону пористых форм. В этой зоне формовочная пластина выполнена из пористого материала, например из спеченного материала. Через этот пористый материал может подаваться воздух для выталкивания сформованных брикетов из полостей форм. Кроме того, проходы в пористом материале могут использоваться для вентиляции полостей.
Предпочтительно зона пористых форм представляет собой вставку в каркас формовочной пластины. Предпочтительно вставка содержит множество полостей. Полости могут выполняться в зоне пористых форм путем механической обработки.
В другом предпочтительном варианте зона форм включает по одной вставке для каждой полости.
Еще в одном предпочтительном варианте формовочная машина содержит одно или несколько средств разделения воздушного потока между несколькими полостями или рядами полостей. Этот вариант осуществления изобретения особенно подходит для предотвращения недостатка воздуха. Предпочтительно эти средства расположены не только в щели между впускным отверстием для воздуха и формовочной пластиной и/или опорной пластиной, но также проходят по меньшей мере частично в пористый материал. Эти средства могут использоваться дополнительно для надежного удерживания вставки в пластине, обеспечивая плотность посадки вставки в формовочной пластине.
Другой предпочтительный вариант осуществления изобретения представляет собой формовочную машину с формовочной пластиной, которая может совершать возвратно-поступательное движение между двумя положениями и содержит полости, которые заполняются пищевым материалом блоком подачи и освобождаются блоком выгрузки, причем формовочная машина содержит два блока выгрузки, и каждый блок выгрузки снабжен ленточным конвейером.
Настоящее изобретение относится к формовочной машине для формирования пищевых брикетов. В такой формовочной машине материал брикетов, например, любой формуемый пищевой материал, такой как тесто, мясной фарш и т.п., может быть сформован в любую форму. Эта форма может иметь два измерения, например диск, или три измерения, например шарик. Формовочная машина по настоящему изобретению содержит формовочную пластину, которая совершает возвратно-поступательное движение между положением заполнения и положением выгрузки. Эта формовочная пластина содержит полости, заполняемые пищевым материалом, который уплотняется и, в результате этого, приобретает нужную форму. Формовочная пластина предпочтительно содержит множество полостей, которые расположены упорядоченным образом для формирования множества параллельных рядов, каждый из которых предпочтительно содержит группу полостей. Ряды полостей предпочтительно проходят перпендикулярно направлению движения формовочной пластины. Предпочтительно полости одного или нескольких рядов заполняются блоком подачи одновременно. Предпочтительно полости одного или нескольких рядов освобождаются блоком выгрузки одновременно.
Формовочная машина по настоящему изобретению содержит два блока выгрузки, расположенные справа и слева от блока подачи. Формовочная пластина совершает возвратно-поступательное движение между этими двумя блоками. Эти блоки выгрузки выгружают из полостей сформированные брикеты. Формовочная машина по настоящему изобретению содержит отдельный ленточный конвейер для каждого блока выгрузки. Таким образом, предлагаемая в настоящем изобретении формовочная машина имеет более гибкую конструкции по сравнению с известными техническими решениями. Два ленточных конвейера могут работать на одной скорости или на разных скоростях. В предпочтительном варианте направления транспортирования двух конвейеров одинаковы. Предпочтительно ленточные конвейеры имеют разную длину, и более длинный конвейер работает на более высокой скорости. Предпочтительно ленточные конвейеры расположены по меньшей мере частично на разной высоте. Более предпочтительно по меньшей мере один ленточный конвейер содержит средство его опускания или подъема, по меньшей мере частичного. В другом предпочтительном варианте по меньшей мере один ленточный конвейер содержит разные секции, которые могут перемещаться и более предпочтительно поворачиваться относительно друг друга.
Предпочтительно по меньшей мере один ленточный конвейер содержит средство изменения его высоты, по меньшей мере частично, перед транспортировкой брикетов или в процессе этой транспортировки. В предпочтительном варианте ленточный конвейер наклоняется и/или некоторые его секции опускаются и поднимаются. Достоинством этого предпочтительного варианта является то, что при выгрузке брикетов из формовочной пластины расстояние между ней и лентой конвейера может быть очень малым, так что исключается возможность деформации или разрушения брикетов при их падении из формовочной пластины на ленту конвейера. Однако при транспортировке брикетов ленточным конвейером расстояние между лентой и другими частями формовочной машины может быть сравнительно большим для предотвращения задевания сформованными брикетами этих других частей формовочной машины.
Предпочтительно два ленточных конвейера соединяются поворотной (качающейся) частью. Один конец этой поворотной части может быть выровнен с каждым из конвейеров. Таким образом, брикеты, транспортируемые двумя ленточными конвейерами, могут попадать на один конвейер, который находится ниже поворотной части по направлению движения брикетов. В предпочтительном варианте эта поворотная часть также содержит ленточный конвейер. Скорость работы этого конвейера может отличаться от скоростей работы первого и/или второго конвейеров формовочной машины для увеличения или уменьшения расстояния между двумя рядами брикетов. Это указание относится также и к средствам транспортировки, находящимся ниже поворотной части по направлению транспортировки.
В предпочтительном варианте по меньшей мере один из ленточных конвейеров, и/или поворотная часть, и/или конвейер, находящийся ниже поворотной части, выполнены с возможностью бокового сдвига, то есть, в горизонтальном направлении, перпендикулярном направлению транспортировки брикетов. В этом варианте обеспечивается возможность расположения брикетов на ленточном конвейере в шахматном порядке.
В соответствии с одним из предпочтительных вариантов формовочная пластина по меньшей мере частично состоит из пористого материала. Предпочтительно полости, в частности их нижние части и боковые стенки выполнены из пористого материала, например из спеченного материала. Достоинством этого варианта осуществления изобретения является то, что брикеты могут выталкиваться из формовочной пластины, например, с использованием воздуха. Кроме того, может осуществляться вентиляция полостей через поры материала при заполнении полостей пищевым материалом.
В другом предпочтительном варианте выпускное отверстие блока подачи находится ниже формовочной пластины. Достоинством такого варианта является то, что заполнение и выгрузка осуществляется с одной стороны формовочной пластины, так что в этом случае в ней могут отсутствовать какие-либо сквозные отверстия.
Предпочтительно предлагаемая в настоящем изобретении формовочная машина содержит два отверстия для выпуска воздуха, используемого для выталкивания брикетов из форм. Достоинством такого варианта является то, что в этом случае нет необходимости в использовании поршней для выталкивания брикетов из формовочной пластины.
В соответствии с другим предпочтительным вариантом формовочная пластина содержит щель, в которой размещается палочка. Палочки вводятся в брикеты, чтобы за них можно было держать брикеты при их употреблении. Щель обеспечивает направление палочки при ее введении в брикет. Палочка предпочтительно вводится в брикет путем перемещения формовочной пластины относительно палочки и/или палочки относительно формовочной пластины. Щель предпочтительно имеет U-образное, квадратное или прямоугольное поперечное сечение. Предпочтительно щель сообщается с полостью. Это облегчает введение палочки в брикет через щель. Предпочтительно щель проходит от полости в формовочной пластине до ее боковой стенки, которая проходит перпендикулярно направлению движения.
Предпочтительно формовочная пластина содержит ряды полостей, каждый из которых содержит одну полость, предпочтительно группу полостей, причем полости соседних рядов сдвинуты относительно друг друга, так что полости располагаются в шахматном порядке. Достоинством этого предпочтительного варианта является то, что брикеты могут быть размещены на ленте конвейера в шахматном порядке без необходимости бокового смещения конвейера.
Другим объектом настоящего изобретения является способ транспортировки брикетов, при котором брикеты расположены в шахматном порядке. В таком варианте обеспечивается возможность повышения загрузки единицы длины ленты конвейера. Кроме того, улучшаются возможности последующей обработки и/или упаковки брикетов.
Предпочтительно брикеты содержат палочки, которые по меньшей мере частично направлены в разные стороны. В предпочтительном варианте одна палочка указывает в направлении движения ленты конвейера, а следующая палочка указывает в противоположном направлении.
Изобретения описываются ниже со ссылками на фиг. 1-32. Настоящее описание не ограничивает объем охраны. Описание в одинаковой степени относится ко всем вариантам осуществления настоящего изобретения.
Фиг. 1-4 - виды одного из вариантов предлагаемой в изобретении формовочной машины;
фиг. 5, 6 - виды нажимного компонента;
Фиг. 7 - виды другого варианта предлагаемой в изобретении формовочной машины;
фиг. 8 - более подробные виды формовочной машины, показанной на фиг. 1-4;
фиг. 9 - иллюстрация введения палочки;
фиг. 10-12 - виды другого варианта формовочной машины с иллюстрацией введения палочки;
фиг. 13 - вид подвижного блока введения палочки;
фиг. 14 - схематический вид первого варианта формовочной машины для формования пищевых продуктов;
фиг. 15 - схематический вид второго варианта формовочной машины для формования пищевых продуктов;
фиг. 16 - схематический вид первого варианта формовочной пластины;
фиг. 17 - схематический вид второго варианта формовочной пластины;
Фигуры 18а-18д - иллюстрации работы предлагаемой в изобретении формовочной машины для формования пищевых продуктов;
фиг. 19-23 - виды формовочной машины для формования пищевых продуктов, иллюстрирующие ее работу;
Фиг. 24-29 - виды другого варианта предлагаемой в изобретении формовочной машины для формования пищевых продуктов;
фиг. 30 - иллюстрация формования брикетов с палочкой;
фиг. 31 - вид ленты конвейера с выгруженными брикетами, расположенными в шахматном порядке;
фиг. 32 - вид формовочной пластины с полостями, расположенными в шахматном порядке.
На фиг. 1-4 приведены виды одного из вариантов предлагаемой в изобретении формовочной машины. Как можно видеть на фиг. 1 и 2, формовочная машина 3 содержит кожух, указанный в целом обозначением 4, который имеет основание 5 (плита), средство 2 удаления воздуха (пластина), боковые направляющие 6 между указанными двумя компонентами (см. фиг. 2) и крышку 7, которая прижимает части 2, 5 и 6 друг к другу. Средство 2 удаления воздуха имеет вентиляционные отверстия 8. Отверстия 8 могут использоваться для вентиляции формы 11 при ее заполнении с целью удаления запираемого в ней воздуха. Отверстия 8 также могут использоваться для нагнетания газа, например, воздуха в форму для формирования воздушной подушки, чтобы уменьшить прилипание брикета к стенкам формы. Боковые направляющие 6, основание 5 и средство 2 удаления воздуха формируют камеру 9, в которой может перемещаться формовочный блок 1 между вдвинутым положением, показанным сплошными линиями, и выдвинутым положением, показанным пунктирными линиями. Вдвинутое положение формовочного блока - это так называемое положение заполнения, в котором форму заполняют пищевой массой. Выдвинутое положение - это так называемое положение выгрузки, в котором сформированный брикет выгружают из формовочного блока 1. Основание 5 имеет отверстие 10 подачи, которое соединено с трактом подачи пищевой массы (не показан). Во вдвинутом положении формовочного блока 1 расположенные в нем формы 11 сообщаются с отверстием 10 подачи. В соответствии с настоящим изобретением основание предпочтительно снабжено выемкой 12, в которой расположен нажимной компонент 13 (пластина). Неподвижный нажимной компонент 13, показанный более подробно на фиг. 5, 6, имеет отверстие 14, которое совмещается с отверстием 10 подачи в основании 5. Вокруг этого отверстия 14 имеется канавка 16, в которой расположен пружинный элемент 16, например резиновое кольцо или кольцевое уплотнение. Этот пружинный элемент опирается на зону основания 5, расположенную вокруг отверстия 10 подачи. Сила сжатия, создаваемая пружинным элементом 16, в предпочтительных вариантах может регулироваться, так чтобы, с одной стороны, обеспечивалось уплотнение отверстия подачи, а, с другой стороны, сила уплотнения была не слишком велика, для замедления процесса износа пружинного элемента 16, формовочного блока 1 и/или нажимного компонента 13. Регулировка силы давления может обеспечиваться, например, с использованием полого уплотнительного кольца, которое заполнено гидравлической жидкостью. Гидравлическая жидкость изменяет диаметр уплотнительного кольца и, соответственно, силу давления. Предпочтительно управление пружинным элементом осуществляется с помощью компьютера. В результате, нажимной компонент 13 плотно прижимается к формовочному блоку 1, так что исключается люфт формовочного элемента 1 во внутренней камере 9 в корпусе 4, в зоне отверстия 10 подачи. Пружинный элемент 16 также уплотняет зазор между нажимным компонентом 13 и выемкой 12. В результате действия этого упругого давления предотвращается какая-либо утечка между нажимным компонентом 13 и формовочным блоком 1. Кроме того, этот нажимной компонент 13, взаимодействующий с формовочным блоком 1, также оказывать режущее действие, так что волокна пищевой массы, такие как волокна мяса, надежно перерезаются, когда формовочный блок 1 переводится в положение, в котором он выступает наружу. Для улучшения уплотнения нажимного компонента 13 относительно формовочного блока 1 в предпочтительных вариантах используется дополнительная канавка 17, в которой размещается дополнительный пружинный элемент 18. Сила давления этого пружинного элемента 18 предпочтительно также может регулироваться, как это уже было указано.
На фиг. 3 и 4 показаны детали предлагаемой в изобретении формовочной машины 3, схема которой представлена на фиг. 1 и 2. Эта формовочная машина 3 содержит формовочный блок 1 (пластина), который осуществляет возвратно-поступательное движение между положением заполнения, в котором формы 11 пластины 1 заполняются пищевым продуктом, и положением выгрузки, в котором сформованные пищевые продукты 22 (брикеты) извлекают из формовочного блока 1. Направление перемещения формовочного блока 1 показано на пластине двойной стрелкой. На фиг. 3 и 4 показано положение выгрузки формовочного блока 1. В предпочтительных вариантах формовочная машина 3 содержит выталкивающую шайбу 19, соединенную с поршнем 24. Выталкивающая шайба 19 может перемещаться из исходного положения в положение выталкивания и обратно, как показано двойной стрелкой на поршне 24. Выталкивающая шайба 19 содержит в нижней части перфорированную пластину 20, которая проницаема для текучей среды, предпочтительно для газа и/или воды. На фиг. 3 выталкивающая шайба 19 показана в исходном положении. На фиг. 4 показана выталкивающая шайба 19 после того, как она вошла во взаимодействие с пищевым продуктом 22 в формовочном блоке 1, прошла сквозь формовочный блок 1 и вытолкнула из него пищевой продукт 22. После того как пищевые продукты 22 извлечены из формовочного блока, они падают на ленту конвейера 21 и транспортируются на следующую производственную стадию. Специалисту в данной области техники будет понятно, что формовочный блок 1 может содержать множество форм и, соответственно, множество выталкивающих шайб. Выталкивающие шайбы могут приводиться в действие по отдельности или вместе (группами). Специалисту в данной области техники также будет понятно, что формовочный блок 1 может быть заменен вращающимся барабаном, совершающим непрерывное или прерывистое движение, в котором имеются отверстия. В этом случае выталкивающие шайбы предпочтительно размещают внутри барабана. Специалисту в данной области техники также будет понятно, что изображения брикетов 22 упрощены, и что они могут иметь трехмерную (3D) форму (с выпуклостями и углублениями). В этом случае нижняя часть выталкивающей шайбы, пластина 20, должна иметь соответствующую форму.
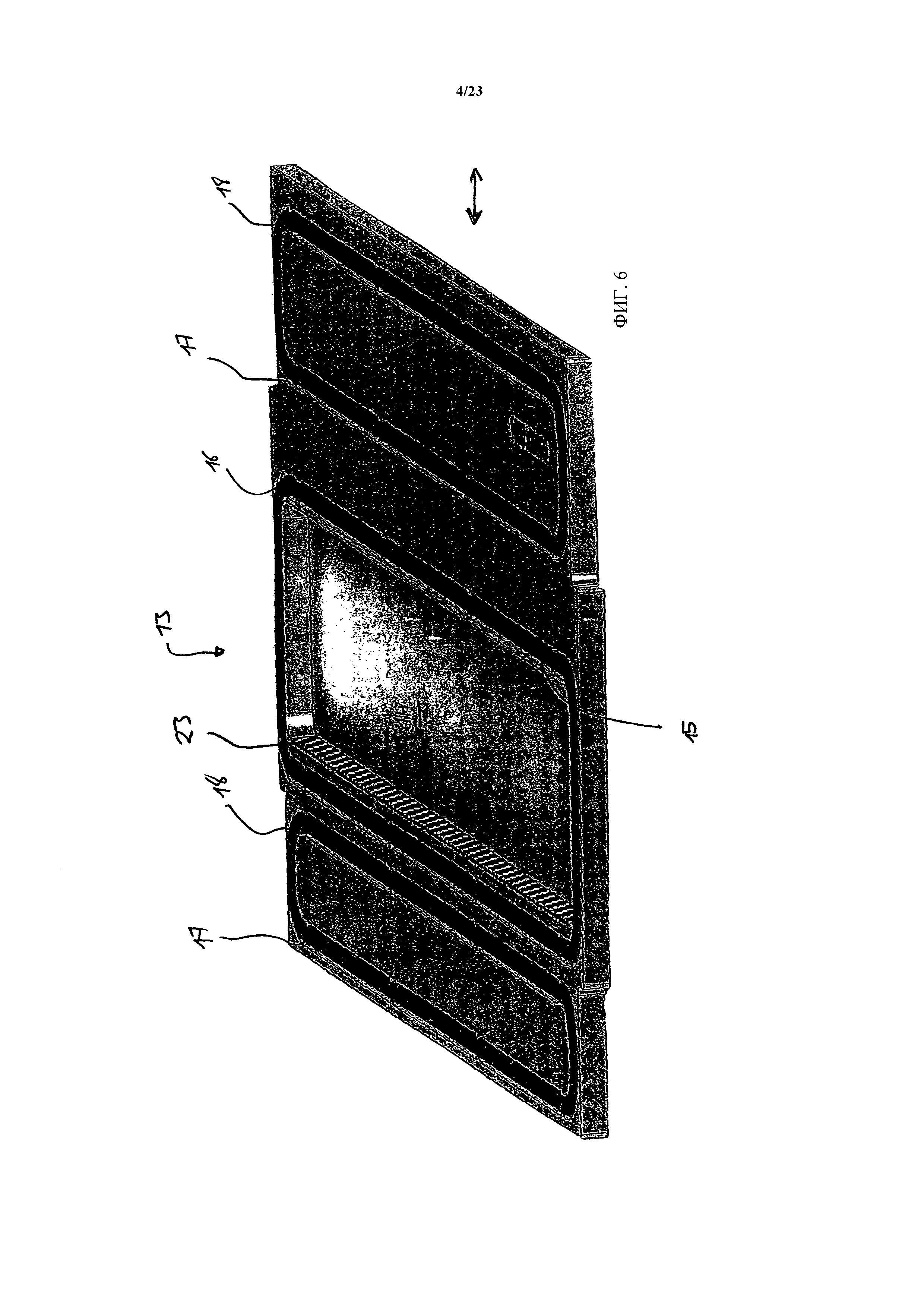
На фиг. 5 и 6 показаны детали нажимного компонента 13, который в рассматриваемом варианте является нажимной пластиной. Эта пластина 13 установлена неподвижно, и ее верхняя поверхность, показанная на фиг. 5, прилегает к формировочному блоку. Перемещение формировочного блока показано двойной стрелкой. Как уже указывалось, нажимной компонент 13, имеет отверстие 14, через которое пищевая масса подается в формы. Этот отверстие имеет кромку, на которой по меньшей мере частично имеется режущий элемент 23. Этот режущий элемент 23 обрезает пищевой продукт, например, волокна пищевого продукта, такие как волокна мяса, в процессе движения формовочного блока, в частности, при перемещении формовочной пластины в положение выгрузки. Режущий элемент 23 расположен на нажимном компоненте 13 таким образом, что внутренняя поверхность сформированного брикета и/или внутренняя поверхность формы полностью пересекает режущий элемент в процессе движения формовочного блока. Специалисту в данной области техники также будет понятно, что для формирования продукта нажимная пластина 13 должна иметь соответствующую форму. В этом случае режущий элемент также должен иметь форму, обеспечивающую получение продуктов, на поверхности которых имеются выступы и углубления (трехмерную структуру поверхности). Предпочтительно режущий элемент вделан в материал нажимного компонента, то есть лезвие и нажимной компонент выполнены как одно целое. В предпочтительных вариантах режущий элемент имеет пилообразную и/или волнистую форму. Предпочтительно режущий элемент формируется с использованием гидроабразивной резки.
На фиг. 6 показана задняя сторона нажимной пластины, показанной на фиг. 5. На этой стороне видно, что на пластине имеются канавки 15 и 17, в которых удерживаются пружинные элементы 16, 18, соответственно. Эти пружинные элементы в рассматриваемом варианте представляют собой уплотнительные кольца, диаметр которых предпочтительно регулируется, как это уже было указано.
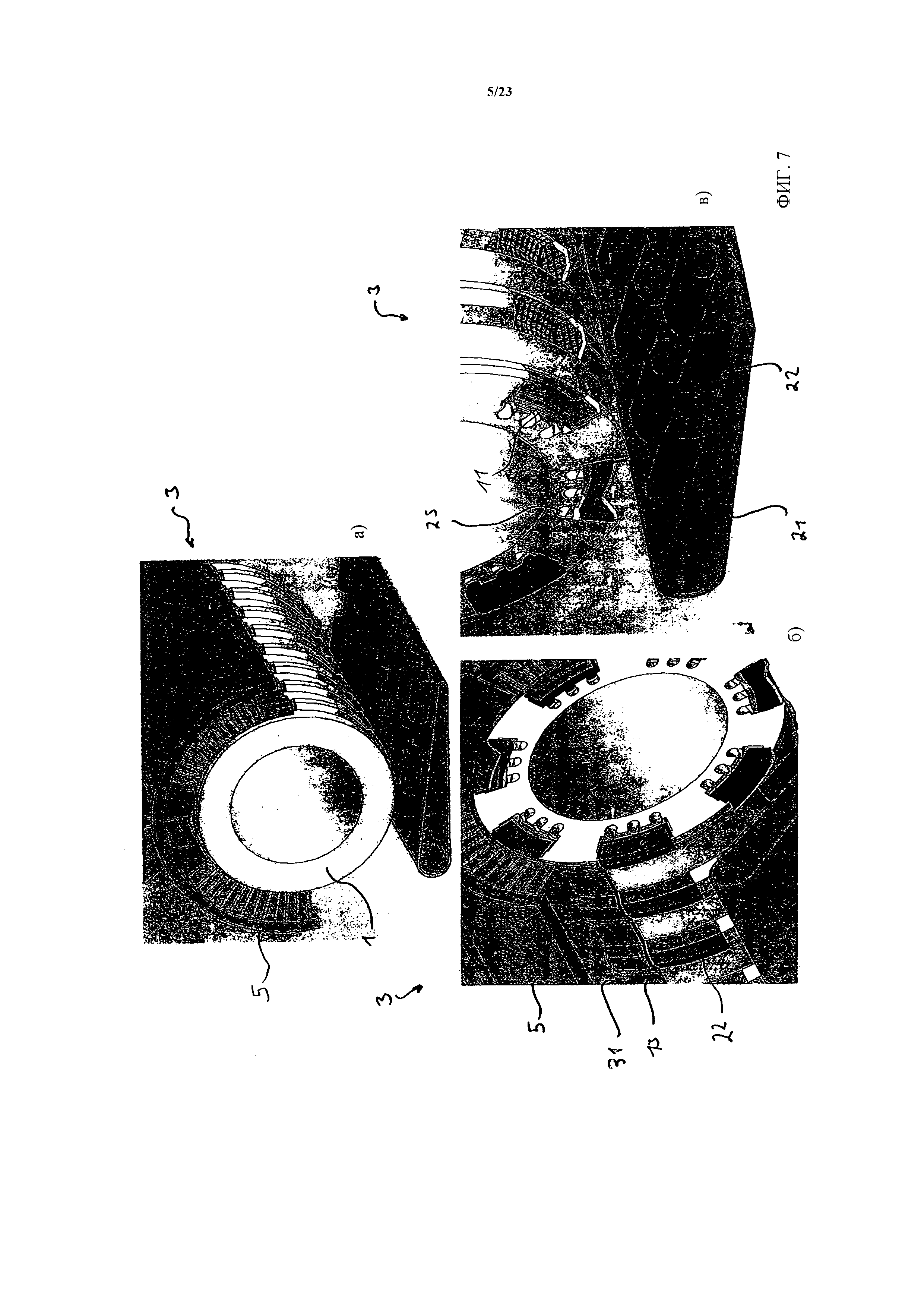
На фиг. 7 представлен другой вариант предлагаемого в изобретении формовочной машины. Вышеприведенное описание в отношении фиг. 1-6 справедливо также и для этого варианта. В этом варианте формовочный блок 1 представляет собой барабан, который совершает непрерывное или прерывистое вращение. По поверхности барабана расположено несколько форм 11, которые находятся в разных угловых положениях и предпочтительно размещены рядами, проходящими параллельно оси вращения барабана. Формы 11 содержат в этом варианте пористые вставки, которые интегрированы в барабан. Каждая форма 11 соединена с системой 25, 28 каналов, которые могут обеспечивать вентиляцию отдельных форм и/или подачу среды под давлением для выталкивания сформированных брикетов 22 из форм 11.
Формовочная машина по настоящему изобретению содержит также подающее приспособление, которое охватывает по окружности часть барабана. Можно видеть (особенно на фиг. 7а), что это подающее приспособление содержит прилегающую к поверхности барабана нажимную пластину 13, которая в рассматриваемом варианте имеет объемную структуру поверхности для получения объемных брикетов 22, как это особенно хорошо показано на фиг. 7в. Между основанием 5 и нажимной пластиной 13 могут быть расположены элементы 31 передачи давления, в данном случае ламели, которые передают давление от основания на нажимной компонент 13. Нажимной компонент 13 в данном случае изготовлен из упругого материала, так что он всегда находится в контакте с поверхностью барабана. Основание 5 содержит средства создания давления, например пружинные элементы, прижимающие нажимные пластины к барабану. Эти пружинные элементы могут регулироваться, как это уже указывалось, предпочтительно с использованием вычислительной системы. При вращении барабана, предпочтительно в непрерывном режиме, он перемещается из положения заполнения, в котором в формы подается пищевой материал, в положение выгрузки, показанное на фиг. 7в. В этом положении сформированные брикеты 22 выгружаются на ленту конвейера 21 и транспортируются на следующую производственную стадию.
На фиг. 8 показаны другие детали варианта формовочной машины по настоящему изобретению, представленной на фиг. 1-4. На фиг. 8а формовочная пластина 1 показана в положении заполнения. В этом положении пищевая масса 33 подается в отдельные формы формовочной пластины, расположенные параллельными рядами. Под формовочной пластиной находится нажимная пластина 13, которая в рассматриваемом варианте имеет трехмерную структуру поверхности (объемную форму), то есть, содержит углубления и выступы для формирования объемных продуктов, которые в данном случае представляют собой бруски, имеющие полукруглый профиль. Для обеспечения вентиляции формы при ее заполнении эта форма, содержащая пористую вставку, как можно видеть на фиг. 8б, соединяется с системой 25, 28 каналов, которые могут соединяться, например, с внешней средой, чтобы воздух, запираемый в форме поступающей пищевой массой, мог выходить в атмосферу. Как указано двойной стрелкой на формовочной пластине 1, она может перемещаться из указанного положения заполнения в положение выгрузки, которое показано на фиг. 8в. На фиг. 8б показаны более подробно формы 11, которые, как уже указывалось, изготавливаются из пористого материала. В рассматриваемом варианте формы представляют собой вставки, которые устанавливаются в полости 26. Каждая полость 26 соединяется с каналом 25 через ответвление 28. Ответвление 28 и/или канал 25 расположены в пластине 2 удаления воздуха. На фиг. 8в формовочная пластина показана в положении выгрузки. При этом формы соединяются по каналам 25 со средой, находящейся под давлением, например сжатым воздухом, который выталкивает сформованные пищевые брикеты 22 из форм 11. В этом случае канал 25 является частью стационарного выталкивающего устройства 32. На фиг. 8в особенно хорошо видно, что поверхность формовочной пластины 1, которая прилегает к нажимной пластине 13, также имеет рельеф, в котором углубления нажимной пластины соответствуют выпуклостям формировочного блока, и наоборот.
На фиг. 9 показано введение палочки 29 в сформированные пищевые брикеты 22. Введение палочки может осуществляться при перемещении формовочного блока 1 из положения заполнения в положение выгрузки или же после достижения формовочным блоком положения выгрузки. Специалист в данной области техники будет понятно, что палочки 29 могут быть неподвижными и/или могут перемещаться для их введения в пищевые брикеты 22. Палочки 29 вводятся в брикеты через щель 30. Затем брикеты с палочками могут быть вытолкнуты с использованием этой щели в положении выгрузки.
На фиг. 10-12 иллюстрируется другой вариант формовочной машины 3, которая содержит барабан 1, направление вращения которого показано стрелкой. В барабане имеются полости 26, в которых могут формироваться брикеты. Кроме того, предлагаемое в настоящем изобретении устройство содержит на обоих передних концах блоки 34 введения палочек, обеспечивающие введение палочек в брикеты 22. Затем брикеты 22 с введенными в них палочками 29 выгружаются на ленту 21 конвейера и транспортируются в сторону от формовочной машины. Как это особенно хорошо видно на фиг. 11, каждая полость 26 соединяется с отверстием, в данном случае со щелью 30, через которую в брикет 22, формируемый в полости 26, вводится палочка 29. В рассматриваемом варианте полость 26 выполнена из пористого материала.
На фиг. 12 показан более подробно блок 34 введения палочек, который в рассматриваемом варианте содержит штифт 35, выталкивающий палочку 29 в полость 26 и, соответственно, в сформированный брикет 22. Блок 34 введения палочек может быть неподвижным или подвижным. Если блок 34 установлен неподвижно, вращающийся барабан необходимо останавливать на время введения палочки в брикет. Если модуль 34 имеет подвижную конструкцию, то он предпочтительно перемещается по дуге окружности в процессе введения палочки в брикет. По окончании процесса введения палочки модуль 34 возвращается обратно в исходное положение и затем выталкивает следующую палочку для ее введения в брикет. В предпочтительном варианте формовочное устройство содержит по своей окружности множество рядов полостей. В предпочтительном варианте, когда в одном ряду вводится палочка, другой ряд заполняется пищевой массой, и эти процессы осуществляются одновременно, по меньшей мере частично. Это может выполняться, когда формовочный блок движется или когда он неподвижен.
На фиг. 13 показан подвижный блок 34 введения палочек. На фиг. 13а блок 34 введения палочек показан в исходном положении. Формовочный блок 1, имеющий форму барабана в рассматриваемом варианте, содержит множество рядов, в каждом из которых имеется по меньшей мере одна полость. Барабан вращается против часовой стрелки. Как только ряд 1 достигает блока 34 введения палочек, блок 34 начинает синхронное вращение с барабаном. В процессе этого синхронного вращения (фиг. 13б и 13в) палочка вводится в полость и, соответственно, в брикет. После завершения этой операции (фиг. 13в) блок введения палочек поворачивается по часовой стрелке (фиг. 13г) в свое исходное положение и затем начинает синхронное вращение с рядом 2 для введения палочки в полость этого ряда. В предпочтительном варианте поворот в исходное положение осуществляется быстрее, чем синхронное вращение при введении палочки.
На фиг. 14 представлен схематический вид в перспективе первого варианта формовочной машины для пищевых продуктов. Эта формовочная машина содержит верхнюю плиту 12 и нижнюю плиту 11, которые являются стационарными частями машины, то есть, составляют ее раму. Между этими плитами 11, 12 имеется зазор, в котором размещается формовочная пластина 17. Формовочная пластина совершает возвратно-поступательное движение между положением 3 заполнения и положением 4 выгрузки. Формовочная пластина содержит каркас 2, который предпочтительно имеет монолитную конструкцию. Кроме того, формовочная пластина содержит зону 7 пористых форм, которая выполнена из пористого материала, например из спеченного материала. В этой зоне 7 пористых форм выполнены полости 5 (механическая обработка). Зона 7 пористых форм предпочтительно содержит упорядоченный массив полостей 5, то есть, полостей, расположенных в несколько рядов, причем каждый ряд содержит группу полостей. В предпочтительном варианте каждый ряд проходит перпендикулярно направлению движения. Все полости каждого ряда предпочтительно заполняются и затем освобождаются одновременно. Полости двух или более рядов также могут заполняться и затем освобождаться одновременно. К верхней поверхности формовочной пластины прилегает опорная пластина 9. Опорная пластина защищает формовочную пластину сверху, например, от выпуклостей роликов. Между опорной плитой 9 и верхней плитой 12 расположены роликовые элементы 10. Эти роликовые элементы проходят предпочтительно по всей ширине W (фиг. 16) формовочной пластины 17. В рассматриваемом варианте роликовые элементы 10 представляют собой цилиндры небольшого диаметра, примерно 20 мм. Эти цилиндры устанавливаются рядом друг с другом с малыми интервалами между ними. В рассматриваемом варианте расстояние между осями соседних роликов равно 25 мм, то есть расстояние между их поверхностями составляет 5 мм. В этом предпочтительном варианте осуществления изобретения обеспечивается равномерное распределение давления по формовочной пластине, в результате чего она совершенно не изгибается, или ее деформации минимальны. Роликовые элементы 10 обеспечивают минимальное трение между формовочной пластиной и частью рамы формовочной машины, а именно, неподвижной верхней плитой 12, при движении формовочной пластины между двумя положениями. Кроме того, предлагаемая в настоящем изобретении машина для формования брикетов содержит впускное отверстие, через которое материал брикетов вводится, предпочтительно закачивается, в полости 5. Это впускное отверстие находится в блоке 6 подачи, который находится в положении 3 заполнения.
Кроме того, предлагаемая в настоящем изобретении машина для формования брикетов имеет положение 4 выгрузки, в котором сформированные брикеты выталкиваются из формовочной пластины, например, на ленту конвейера 27. В рассматриваемом варианте для выталкивания сформированных брикетов используется сжатый воздух, который подается через пористый материал. Поэтому машина для формирования брикетов содержит в положении 4 выгрузки блок выгрузки, в рассматриваемом варианте, средство пропускания сжатого воздуха через пористую зону, особенно через полости, в частности через нижние части и боковые стенки полостей.
На фиг. 15 представлен схематический вид в перспективе второго варианта формовочной машины для пищевых продуктов. По сравнению с формовочной машиной, представленной на фиг. 14, во втором варианте формовочная машина дополнительно содержит уплотнительную пластину 15, которая расположена между нижней плитой 11 и нижней поверхностью формовочной пластины 17. Уплотнительная пластина 15 прижата к формовочной пластине пружинными элементами 16, предпочтительно регулируемыми пружинными элементами 16. Прижимающая сила пружинных элементов 16 также прижимает формовочную пластину к опорной пластине 9 и опорную пластину к роликовым элементам 10. Уплотнительная пластина уплотняет зону вокруг впускного отверстия и обеспечивает введение практически всего пищевого материала в полости, не допуская его растекания вокруг этих полостей. Кроме того, уплотнительная пластина обрезает материал, который выступает за пределы полостей формовочной плиты.
На фиг. 16 представлен схематический вид в перспективе первого варианта формовочной пластины 17. В этом варианте зона пористых форм представляет собой одну часть, которая введена, например запрессована, привинчена винтами, приварена, припаяна или приклеена, к каркасу 2. Вставка 7 содержит на своей нижней поверхности множество полостей, сгруппированных в массив множества рядов, каждый из которых содержит группу полостей 5. Для обеспечения достаточного количества сжатого воздуха, который пропускается через пористую вставку для выталкивания брикетов, формовочная машина по настоящему изобретению содержит отклоняющие элементы 18 (четыре элемента в данном варианте), которые расположены в щели между опорной пластиной 9 и формовочной пластиной 17 и проходят в поверхность пористой вставки 7.
На фиг. 17 представлен другой вариант формовочной пластины. В этом варианте пористые элементы представляют собой дискретные компоненты, которые введены в проемы в формовочной пластине. Одна полость содержит один отдельный пористый элемент. Это единственное отличие от формовочной пластины, представленной на фиг. 16.
На фиг. 18 иллюстрируется работа предлагаемой в изобретении формовочной машины. На фиг. 18а полости 5 находятся в положении выгрузки. В этом положении 4 выгрузки воздух пропускается через впускное отверстие в полости 5, особенно в зону 7 пористых форм. Воздух проходит через зону пористых форм в полости и выталкивает брикеты, как показано стрелкой 20. В предпочтительных вариантах сформированные брикеты падают на ленточный конвейер и транспортируются в направлении следующей технологической операции. После выгрузки брикетов из формовочной пластины она перемещается налево, как показано стрелкой 23 на фиг. 18б. На стадии заполнения, когда формовочная пластина занимает положение 3 заполнения (фиг. 18в), пищевой материал подается в полости 5, предпочтительно вдавливается в полости формовочной пластины 17 в направлении стрелки 21. Пористый материал может использоваться на этой стадии для удаления воздуха из полостей.
Как показано на фиг. 18г, после завершения заполнения полостей пищевым материалом формовочная пластина возвращается в положение 4 выгрузки, и снова из источника 8 подается воздух для выталкивания сформованных брикетов из формовочной пластины, как это можно видеть на фиг. 18д.
На фиг. 19 показана схема формовочной машины по настоящему изобретению, которая содержит формовочную пластину 2 со множеством полостей. В рассматриваемом варианте формовочная пластина содержит четыре ряда полостей, каждый из которых содержит группу полостей 5. Ряды полостей ориентированы перпендикулярно направлению движения формовочной пластины 2. Перемещение формировочной пластины показано двойной стрелкой. Кроме того, формовочная машина по настоящему изобретению содержит один блок 6 подачи, в котором материал брикетов одновременно вдавливается в один или несколько рядов полостей. В рассматриваемом варианте одновременно заполняются два ряда полостей. Кроме того, формовочная машина по настоящему изобретению содержит первый блок 7 выгрузки и второй блок 8 выгрузки. В варианте, представленном на фиг. 19, два ряда полостей 5.1 освобождаются в блоке 8 разгрузки, в то время как два ряда полостей 5.2 одновременно заполняются пищевым материалом блоком 6 подачи. Как можно видеть на фиг. 19, каждый блок 7, 8 выгрузки имеет свой ленточный конвейер 9, 10, при этом первый блок 8 выгрузки расположен возле конвейера 9, и второй блок 7 выгрузки расположен возле конвейера 10. Как показано на фиг. 19, сформированные брикеты выгружаются на ленточный конвейер 9 и транспортируются в направлении, указанном стрелкой. В предпочтительном варианте конвейер 9 содержит три секции 9'- 9"', из которых секции 9' и 9" могут перемещаться относительно секции 9"', предпочтительно поворачиваясь вокруг двух осей 18, 19 вращения, причем секция 9" может поворачиваться вокруг оси 18 относительно секции 9"', и секция 9' может поворачиваться относительно секция 9" вокруг оси 19. Ленточный конвейер 9 содержит приводные устройства 11, например приводные двигатели, которые могут опускать и поднимать конвейер 9, особенно ее секции 9', 9".
На фиг. 20 показано положение, когда брикеты (не показаны) выпали на секцию 9' конвейера 9. После этого этот конвейер опускают для предотвращения столкновения брикетов, в частности с частями блока 6 подачи. Брикеты транспортируются слева направо, как показано стрелкой. Одновременно или несколько позже формовочная пластина 2 перемещается во второе положение (фиг. 20), в котором блок подачи заполняет только что освобожденные полости материалом брикетов. При этом полости, которые были заполнены на предыдущей стадии, теперь выровнены со вторым блоком 7 выгрузки. В этом блоке выгрузки подается воздух для выталкивания сформированных брикетов (не показаны) на ленточный конвейер 10. После этого, как можно видеть на фиг. 22, конвейер 10 наклоняется для предотвращения столкновения брикетов на ленте конвейера с частями формовочной машины. Затем, как можно видеть на фиг. 23, формовочная пластина 2 подается назад в положение, уже показанное на фиг. 19, и процесс повторяется.
Как можно видеть на фиг. 19-23, выпускное отверстие 13 блока подачи, которое в рассматриваемом варианте выполнено в пластине, имеет такую ширину, которая обеспечивает одновременное заполнение четырех рядов полостей. Выпускное отверстие дополнительно содержит делитель 17, например клапан, который обеспечивает подачу пищевого материала только через часть выпускной пластины, которая накрыта формовочной пластиной.
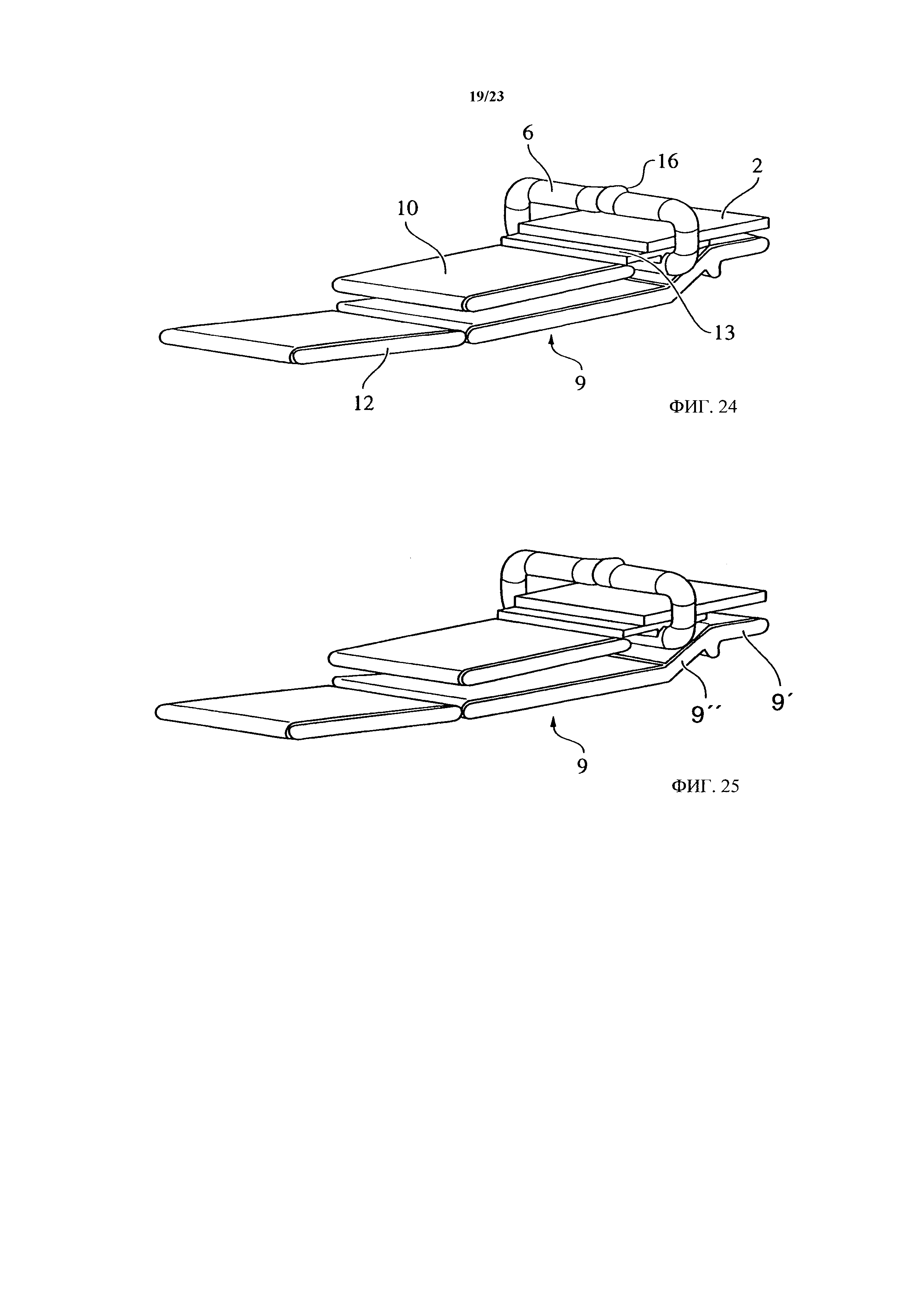
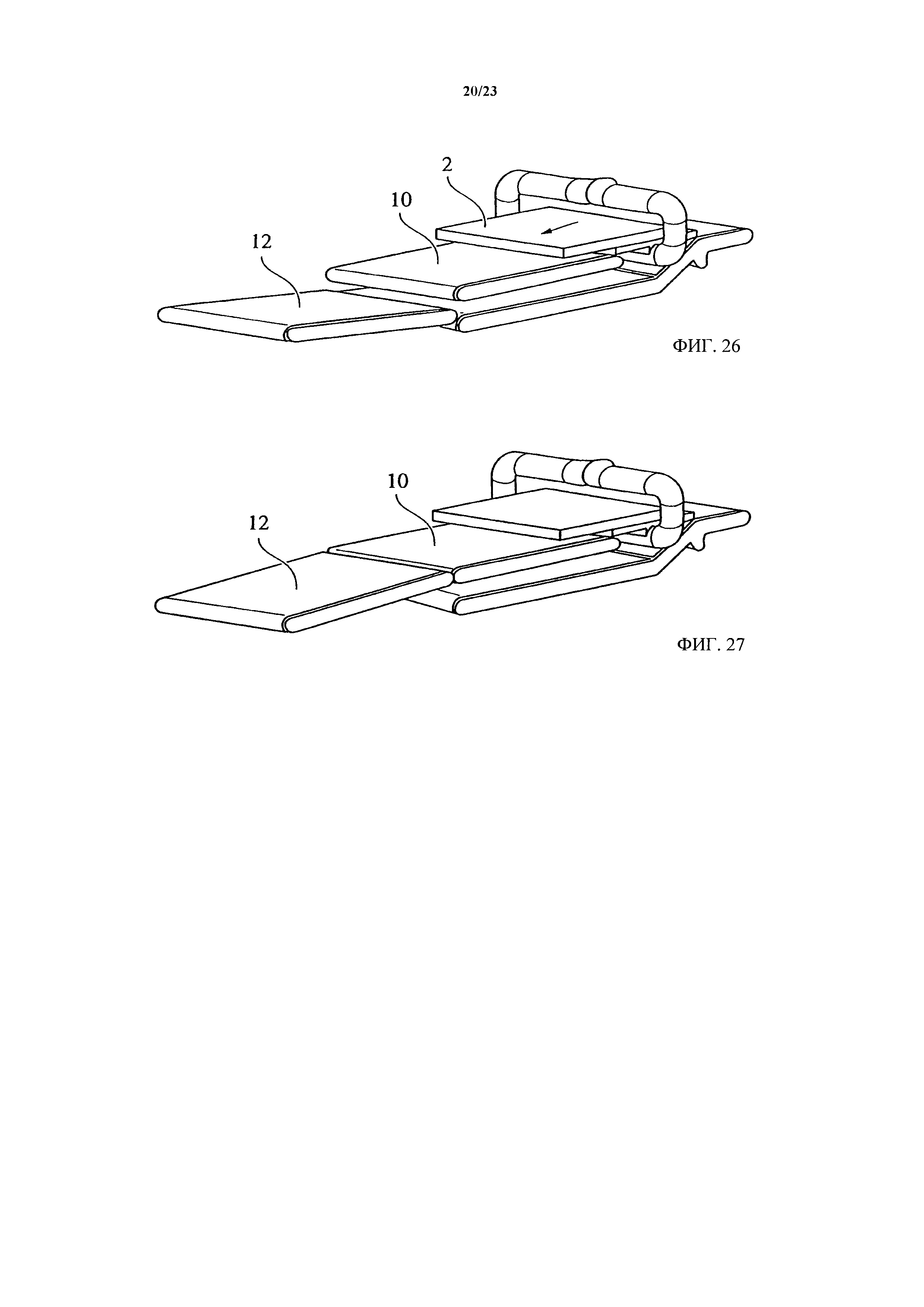
На фиг. 24-29 представлен второй вариант осуществления изобретения, который в значительной степени аналогичен варианту, представленному на фиг. 19-23, так что описание, относящееся к фиг. 19-23, также справедливо и в отношении этого второго варианта. В этом варианте первый ленточный конвейер 9 имеет одну секцию, которая наклоняется для увеличения пространства между лентой конвейера 9 и блоком подачи, в частности расстояния между секцией 9' и частями блока подачи. В этом варианте осуществления изобретения дополнительно используется качающаяся секция 12, которая может выравниваться с конвейером 9 или конвейером 10. На фиг. 24 брикеты выгружаются на ленту конвейера 9. При этом качающаяся секция 12 выровнена с этим конвейером 9. Затем, как можно видеть на фиг. 26, формовочная пластина 2 перемещается во второе положение, в котором брикеты из формовочных полостей выгружаются на конвейер 10. В процессе этого перемещения или после него качающаяся секция 12 наклоняется, так что она выравнивается с конвейером 10, как это показано на фиг. 27. Затем, как показано на фиг. 28 и 29, формовочная пластина 2 перемещается назад в свое исходное положение (фиг. 24), и качающаяся секция 12 снова выравнивается с конвейером 10. Использование качающейся секции позволяет объединить на одном конвейере брикеты, находящиеся на конвейерах 9 и 10. Качающаяся секция 12 или конвейер, который находится после нее по направлению движения, могут работать со скоростями, которые отличаются от скоростей конвейеров 9 и 10, для увеличения или уменьшения расстояния между двумя рядами.
На фиг. 30 представлен еще один вариант осуществления изобретения. В этом варианте палочки 21 вставляются в брикеты в процессе их формирования и/или после формирования. Поэтому формовочная пластина содержит на каждую полость по одной щели 20, которая направляет палочку при ее введении в брикет. Палочка может быть введена в брикет путем перемещения палочки и/или перемещения формовочной пластины. Щели 20 открыты в нижней части и проходят от полости в направлении боковой стенки 23 формовочной пластины 2, которая перпендикулярна направлению движения формовочной плиты, указанному двойной стрелкой. Поскольку щель 20 открыта внизу, брикет с палочкой легко может быть извлечен из полости формовочной плиты. Направление щели в формовочной плите обеспечивает формирование брикетов с палочками, которые отходят от брикетов в направлении движения ленты (брикеты на конвейере 10) и в противоположном направлении (брикеты на конвейере 9).
С помощью качающейся секции 12, показанной на фиг. 24-29, может быть получено расположение брикетов, показанное на фиг. 31. Специалисту в данной области техники будет понятно, что для получения такой конфигурации брикетов также необходимо, чтобы конвейеры 9, 10, качающаяся секция 12 и/или конвейер 24, находящийся после конвейеров 9, 10 и/или качающейся секции 12, должны иметь возможность перемещения вбок, а именно, горизонтально и перпендикулярно направлению движения конвейера и/или движению с таким компонентом. Достоинством схемы расположения брикетов, показанной на фиг. 31, является то, что можно увеличить нагрузку брикетами на единицу площади ленты конвейера, что выгодно с точки зрения последующей обработки брикетов и/или их упаковки, поскольку в этом случае необходима упаковка меньших размеров. Специалисту в данной области техники будет понятно, что вышеуказанное справедливо также и в отношении брикетов без палочек.
Расположение брикетов в шахматном порядке, как показано на фиг. 31, также может быть получено в случае расположения в шахматном порядке полостей в формовочной плите 2, как это показано на фиг. 32. При такой конфигурации формовочной плиты отпадает необходимость в боковом перемещении одной из лент и/или качающейся секции.
Реферат
Изобретение относится к пищевой промышленности, а именно к формовочной машине, предназначенной для изготовления брикетов пищевых продуктов. В процессе формирования брикетов в них вводят палочку. Палочку по меньшей мере частично вводят при поступательном движении формовочного блока и /или перемещают для введения в брикет блоком введения. Использование изобретения позволит повысить качество готового продукта. 2 з.п. ф-лы, 32 ил.
Комментарии