Способ и устройство для надрезания мелких изделий из теста - RU2561255C2
Код документа: RU2561255C2
Чертежи







Описание
Область техники, к которой относится изобретение
Изобретение относится к способу выдавливания, высекания или надрезания мелких изделий из теста согласно признакам п.1 формулы изобретения, а также к устройству для осуществления такого способа согласно признакам п.8 формулы изобретения.
Уровень техники
Способы и устройства для надрезания известны из уровня техники. Под надрезанием понимают выдавливание или шинковку образцов в подпрессованные мелкие изделия из теста, например булочки, батоны или им подобные. При надрезании, с одной стороны, изменяют вид булочек, но также и влияют на их вкус. При этом видимый после выпечки результат надрезания называют хлебобулочным изделием с разрывом корки по надрезу.
Первоначально надрезание производилось приводимыми в действие вручную штампами, которыми нажимали на обрабатываемые булочки. Однако из-за связанных с этим больших затрат времени для надрезания большого количества подпрессованных мелких изделий из теста все больше утверждали себя способы непрерывных или периодических операций, при которых несколько мелких изделий из теста одновременно перемещаются рядом друг с другом вперед с заданным тактом и надрезаются. Такое устройство известно, например, из DE 3444526.
В промышленном производстве булочек существует потребность производить по возможности, наибольшее количество булочек по возможности с наиболее идентичным разрывом корки по надрезу. Высокие скорости тактов надрезания от 50 до 60 тактов в минуту не являются редкостью, и, в частности, при таких скоростях предъявляются высокие требования к точности надрезания.
Для обработки или для придания формы элементам булочки нашла очень широкое распространение система с чашами для обработки под давлением в комбинации со штемпельными или надрезающими инструментами. При этом предварительно взбраженные изделия из теста проводятся посредством подвесных люлек через шкаф для предварительной расстойки теста для достижения необходимой продолжительности термообработки. Затем мелкие изделия из теста передаются в секцию надрезания тестовых заготовок или вкладываются в чаши для обработки под давлением. Естественно, отдельные мелкие изделия из теста не абсолютно идентичны между собой и имеют в пределах допусков несколько отличающийся вес, разные температуры готовности, а также несколько различные формы.
Кроме того, передача в чаши для обработки под давлением не происходит так, что мелкие изделия из теста всегда точно попадают в середину чаши для обработки под давлением. В частности, это несколько децентрализованное положение в чаше для обработки под давлением приводит, однако, к тому, что последующее надрезание тестовых заготовок происходит не по середине, а вследствие этого разрыв корки хлеба по надрезу становится асимметричным. В результате этого все булочки выглядят разными, что, в частности, для ручного производства может быть привлекательным, однако для промышленного производства - непригодным. Для некоторых тестовых заготовок, например для хлебобулочных изделий из теста, обработанных щелочью, надрезанная форма даже настолько важна, что необходимо надрезать мелкие изделия из теста очень точно в середине чаши для обработки под давлением, так как отклонения уже менее чем в один мм миллиметр ведут к большим видимым различиям хлебобулочных изделий с разрывом корки по надрезу.
Эта задача осложняется тем, что, как это было замечено в начале описания, число тактов очень большое, и, кроме того, производство происходит полностью автоматизированно, а поэтому мелкие изделия из теста нельзя исправлять вручную.
Раскрытие изобретения
Задачей предложенного изобретения является создание способа, а также устройства, при помощи которых можно быстро и надежно высекать или надрезать мелкие изделия из теста и достигать в хлебобулочных изделиях с разрывом корки по надрезу внешнего типового и повторяемого результата.
Эта задача решается в способе отличительных признаков пункта 1 формулы изобретения.
При этом предусмотрено, что мелкое изделие из теста вкладывают в чашу для обработки под давлением, затем на заданное время подводят сжатый воздух в чашу для обработки под давлением, а мелкое изделие из теста нагружают сжатым воздухом так, что мелкое изделие из теста центрируется в центральном положении чаши для обработки под давлением, и что затем мелкое изделие из теста выдавливают или высекают в этом положении.
При этом сжатый воздух вызывает легкое приподнимание мелкого изделия из теста, вследствие чего мелкое изделие из теста автоматически выравнивается равномерной нагрузкой воздуха по центру в чаше для обработки под давлением или перемещается из первоначального, несколько децентрализованного положения вовнутрь. Точность центрирования очень высока, легко можно достигать отклонений менее чем в 1 мм. После прекращения нагрузки сжатого воздуха мелкое изделие из теста остается в этом положении и надрезается по центру.
Таким способом может происходить надрезание тестовых заготовок точно по центру даже при очень высоких тактовых скоростях. В этом случае нет необходимости в дорогостоящих и комплексных системах съемки изображения, регистрирующих форму и положение мелкого изделия из теста, а также позиционирующих и управляющих штампом. Кроме того, к мелкому изделию из теста не прикасаются, а вследствие этого также нельзя инфицировать или повредить его. Посредством изменения массы сжатого воздуха можно учитывать свойства мелкого изделия из теста, в частности его вес, размер и липкость, а вследствие этого корректировать неточности при передаче в чаши для обработки под давлением.
Другие предпочтительные варианты осуществления способа определены посредством зависимых пунктов формулы изобретения.
В частности, согласно предпочтительному варианту осуществления способа возможно, что сжатый воздух предпочтительно подводят, по меньшей мере, через одно, предпочтительно центрально расположенное, отверстие в дне чаши для обработки под давлением и нагружают мелкое изделие из теста непосредственно снизу. Благодаря этому мелкое изделие из теста можно эффективно приподнимать и центрировать, и такое осуществление способа предпочтительно для определенных мелких изделий из теста с определенными свойствами.
Другая возможность, которую можно использовать альтернативно или дополнительно, предусматривает, что сжатый воздух подводят сверху в кольцеобразный участок края чаши для обработки под давлением или в участок края между мелким изделием из теста и краем чаши для обработки под давлением и нагружают мелкое изделие из теста сбоку и снизу. В данном случае пути воздуха несколько различные, и приток воздуха нужно выравнивать целенаправленно. Во всяком случае, такое осуществление способа также предпочтительно для определенных мелких изделий из теста.
В этой связи особенно предпочтительно предусматривать, что сжатый воздух подводят, по меньшей мере, к трем, предпочтительно, точно к трем или четырем, равномерно распределенным по окружности чаши для обработки под давлением позициям. Этим достигается надежное центрирование.
Очень простое и надежное выравнивание обеспечивается, если сжатый воздух подают через охватывающую по окружности кольцевую форсунку равномерно, вдоль всей окружности чаши для обработки под давлением.
Особенно предпочтительно центрировать мелкие изделия из теста тогда, когда они перерабатываются в тестовые заготовки, в которых надрезаемая форма является существенным признаком, например, в хлебобулочных изделиях, обработанных щелочью, в бриошах (сдобные булочки), “царских хлебцах” (круглые белые булочки со спиральными бороздками на верхней корке) и т.д.
Для предотвращения инфицирования, деформирований или механических повреждений мелких изделий из теста, предпочтительно, если мелкие изделия из теста никогда не захватываются или перемещаются вручную или механически, а выравнивание происходит исключительно посредством сжатого воздуха.
Предпочтительно, если сжатый воздух дозируют так, что мелкое изделие из теста может кратковременно даже полностью отделяться от чаши для обработки под давлением и переводиться во взвешенное или плавающее положение. Вследствие этого оно в какой-то мере самостоятельно выравнивается в центральное положение.
Кроме того, вышеназванная задача решается при помощи устройства прежде указанного вида посредством того, что предусмотрены средства подачи сжатого воздуха, расположенные или ориентированные относительно чаши для обработки под давлением так, что мелкое изделие из теста можно нагружать в чаше для обработки под давлением сжатым воздухом и центрировать в центральном положении чаши для обработки под давлением. При этом позиционирование и ориентация средств подачи сжатого воздуха приводит, по меньшей мере, к частичному отделению мелкого изделия из теста от поверхности чаши и к сопутствующему ему перемещению или выравниванию в центральное положение. Такое устройство можно изготовить конструктивно просто и без дорогостоящих систем съемки изображения, оно надежно в эксплуатации и ведет к надежному и точному позиционированию даже при высоких числах тактов. При этом к мелким изделиям из теста не прикасаются ни механически, ни вручную.
Предпочтительные варианты выполнения устройства описываются в зависимых пунктах формулы изобретения.
В частности, предпочтительная возможность состоит в том, что в дне каждой чаши для обработки под давлением выполнено, по меньшей мере, одно, предпочтительно центрально расположенное отверстие, посредством которого может подводиться сжатый воздух, по меньшей мере, через нижнюю форсунку и посредством которого мелкое изделие из теста можно нагружать сжатым воздухом снизу. Компоновка средств подачи сжатого воздуха ниже чаши для обработки под давлением или ленточного конвейера делает устройство компактным, одновременно эффективно позиционирующим мелкие изделия из теста.
Альтернативно или дополнительно можно предпочтительно предусматривать, что, по меньшей мере, одно верхнее средство форсунок предусмотрено с верхними форсунками, расположенными в режиме эксплуатации выше чаши для обработки под давлением и направлено на кольцеобразный участок края чаши для обработки под давлением или участок края между мелким изделием из теста и кромкой чаши для обработки под давлением и посредством которого мелкое изделие из теста можно нагружать сжатым воздухом сбоку и снизу. Благодаря этому возможно надежное и точное выравнивание мелких изделий из теста.
В этой связи особенно предпочтительно, если верхнее средство форсунок содержит, по меньшей мере, три, предпочтительно точно три или четыре, равномерно находящиеся на некотором расстоянии друг от друга отдельные верхние форсунки, расположенные при необходимости на несущей конструкции. Такое устройство механически простое, мало подвержено ошибкам и надежно.
Равномерного и точного позиционирования достигают, если верхнее средство форсунок выполнено в виде форсунки с круглыми отверстиями, в которой на общей несущей конструкции расположено некоторое количество равномерно распределенных по окружности отдельных верхних форсунок, причем отдельные верхние форсунки соединены при помощи общего воздушного канала и питаются через него.
Особенно точно и равномерно центрирование происходит вследствие того, что верхнее средство форсунок выполнено в виде сплошной кольцевой форсунки с отрытой по окружности верхней форсункой, причем верхняя форсунка соединена с воздушным каналом и питается через него.
Предпочтительное выполнение устройства предусматривает, что верхние средства форсунок и верхние форсунки направлены вертикально к чаше для обработки под давлением или параллельно к центральной продольной оси.
В этой связи предпочтительно, если верхние форсунки достают непосредственно до верхнего края чаши для обработки под давлением или вплоть до участка края и/или имеют возможность перемещения до них. Это позволяет хорошо осуществлять позиционирование и управление мелкими изделиями из теста.
Устройство предпочтительно поддерживается выполнением чаши для обработки под давлением. Для этого предпочтительно может быть предусмотрено, что дно чаши для обработки под давлением имеет центральный участок, расположенный глубже, чем остальное дно. Благодаря этому мелкое изделие из теста уже находится после укладки в чашу для обработки под давлением в относительно центральном положении и нуждается только в более незначительном перемещении.
При этом особенно предпочтительное выполнение предусматривает, что боковая поверхность основания чаши для обработки под давлением имеет сужающийся вниз участок стенки в форме конуса или в форме усеченного конуса, причем угол α наклона, измеренный в рабочем положении к горизонтально направленной поверхности основания, предпочтительно составляет 35° и 55°.
Предпочтительного, центрального начального выравнивания достигают также посредством того, что дно чаши для обработки под давлением выполнено в форме полусферы, конусообразно или в форме усеченного конуса.
Для облегчения позиционирования, кроме того, предпочтительно, если внутренняя полость чаши для обработки под давлением симметрична к центральной продольной оси.
Для предотвращения повторного изменения положения мелких изделий из теста после центрирования предпочтительно, если чаша для обработки под давлением горизонтально ориентирована на участке действия средств подачи сжатого воздуха и высекающего устройства.
Конструктивно предпочтительный вариант выполнения предусматривает, что чаша для обработки под давлением транспортируется на ленточном конвейере и что предусмотрено устройство для движения средств подачи сжатого воздуха, посредством которого средства подачи сжатого воздуха во время подачи воздуха для определенного участка могут вместе перемещаться с одинаковой скоростью, как чаша для обработки под давлением.
Высоких чисел тактов можно достигать при обеспечении синхронизированного движения средств подачи сжатого воздуха с движением высекающего устройства.
Регулировку сжатого воздуха можно осуществлять предпочтительно так, что мелкое изделие из теста не только частично отделяется от чаши для обработки под давлением, а сжатого воздуха достаточно для полного кратковременного отделения мелкого изделия из теста от чаши для обработки под давлением и переведения его во взвешенное состояние.
Под сжатым воздухом в данном описании понимают не только воздух как таковой, но и другие газы, например азот или CO2.
Другие преимущества и варианты выполнения изобретения получаются из описания и прилагаемых чертежей.
Краткое описание чертежей
Далее приводится описание изобретения при помощи схематически изображенных на чертежах нескольких примеров выполнения и со ссылкой на них. На чертежах показаны:
фиг.1 - схематическое изображение первого варианта выполнения согласно изобретению устройства.
фиг.2 - второй вариант выполнения устройства;
фиг.2a - вид верхнего средства форсунок сверху;
фиг.3 - третий вариант выполнения устройства;
фиг.3a - вид верхнего средства форсунок сверху;
фиг.4 - четвертый вариант выполнения устройства;
фиг.4a - вид верхнего средства форсунок сверху;
фиг.5 - следующий вариант выполнения в детальном виде;
фиг.6 - устройство согласно фиг.5 в другой перспективе;
фиг.7 - устройство согласно фиг.5, общий вид;
фиг.8 - детальный вид фиг.7.
Осуществление изобретения
На фиг.1 изображен первый вариант выполнения согласно изобретению устройства. На ней вложенные в чаши 19 мелкие изделия 1 из теста передаются от подвесной люльки 18 из шкафа для предварительной расстойки теста в следующую секцию для надрезания тестовых заготовок или в высекающее устройство 3. При этом их опрокидывают из чаш 19 в расположенные на ленточном конвейере 15 чаши 2 для обработки под давлением. Чаши 2 для обработки под давлением постоянно перемещаются на ленточном конвейере 15 и транспортируют мелкое изделие 1 из теста в направлении высекающего устройства 3. При этом в каждой чаше 2 для обработки под давлением находится одно единственное мелкое изделие 1 из теста.
Чаши 2 для обработки под давлением выполнены взаимно идентичными. Каждая чаша 2 для обработки под давлением выполнена симметрично относительно ее вертикально расположенной в эксплуатационном положении центральной продольной оси 20. Каждая чаша 2 для обработки под давлением имеет вырез или углубление для размещения мелкого изделия 1 из теста. Этот вырез или углубление имеет дно или поверхность 6 дна с круглым горизонтально направленным центральным участком 16, расположенным симметрично вокруг центральной продольной оси 20 и находящимся глубже, чем остальная часть дна 6. В изображенном на фигурах 1-8 варианте выполнения чаши 2 для обработки под давлением к этому центральному участку прилегает конусообразный участок 8 поверхности. Угол α наклона, измеренный между горизонтальной поверхностью центрального участка 16 и наклонной поверхностью участка 8, составляет почти 45°. По направлению вверх прилегает цилиндрический кольцеобразный вертикальный участок 9, определяющий самый верхний внутренний диаметр чаши 2 для обработки под давлением и представляющий верхний край 21 чаши 2 для обработки под давлением (смотри фиг.8).
Такие чаши 2 для обработки под давлением оказались при эксплуатации предпочтительными, так как они уже автоматически ориентируют мелкое изделие 1 из теста к середине чаши 2 для обработки под давлением, что не получалось бы в чашах 2 для обработки под давлением с плоским дном. Альтернативно форма дна 6 чаши 2 для обработки под давлением может быть выполнена также иначе, например, сбегая в форме острого конуса или в форме полусферы. Самая глубокая точка должна всегда находиться на участке центральной продольной оси 20.
Затем мелкое изделие 1 из теста, как это подробно описывается в дальнейшем, центрируется и поступает потом к высекающему устройству 3, посредством которого мелкое изделие 1 из теста выдавливают или надрезают. Вследствие этого мелкое изделие из теста 1 получает характерный внешний вид, причем дело в том, что он всегда идентично и надежно ориентирован в середине мелкого изделия 1 из теста и симметрично или на одинаковом расстоянии к краям мелкого изделия 1 из теста.
Наконец, надрезанное мелкое изделие 1 из теста синхронно передвигается дальше вместе с чашей 2 для обработки под давлением по разгрузочному транспортеру 24, удерживающему мелкое изделие 1 из теста в чаше 2 для обработки под давлением до тех пор, пока мелкое изделие 1 из теста, в конце концов, не будет уложено на конвейерную ленту 17 и транспортируется к неизображенной секции выпекания.
Как это видно на фиг.1, в дне 6 или в центральном участке 16 чаши 2 для обработки под давлением вдоль продольной оси 20 выполнено сквозное центральное отверстие. Через это отверстие 4 сжатый воздух может подводиться снизу в чашу 2 для обработки под давлением. Подача сжатого воздуха происходит при помощи расположенного ниже чаши 2 для обработки под давлением или ниже ленточного конвейера 15 средства подачи сжатого воздуха в виде нижней форсунки 5. Для этого нижняя форсунка 5 синхронно передвигается до определенного участка и с одинаковой скоростью с чашей 2 для обработки под давлением и продувает при этом воздух через отверстие 4 насквозь.
Мелкое изделие 1 из теста вследствие этого центрируется, так как сжатый воздух немного приподнимает мелкое изделие 1 из теста и выходит вдоль мелкого изделия 1 из теста наверх. Массой и давлением подводимого воздуха управляют в зависимости от веса, формы или липкости мелкого изделия 1 из теста. Частично мелкое изделие 1 из теста может также полностью отделяться от дна 6 чаши 2 для обработки под давлением и переходить затем в кратковременное свободно взвешенное плавающее состояние. При уменьшении подачи сжатого воздуха мелкое изделие 1 из теста снова садится на дно 6 и выравнивается при этом очень точно в середине чаши 2 для обработки под давлением и симметрично к продольной оси 20. Вследствие факта, что чаша 2 для обработки под давлением транспортируется с незначительной вибрацией и горизонтально к высекающему устройству 3, центрированное мелкое изделие 1 из теста всегда также остается в этом положении до тех пор, пока оно не надрезается.
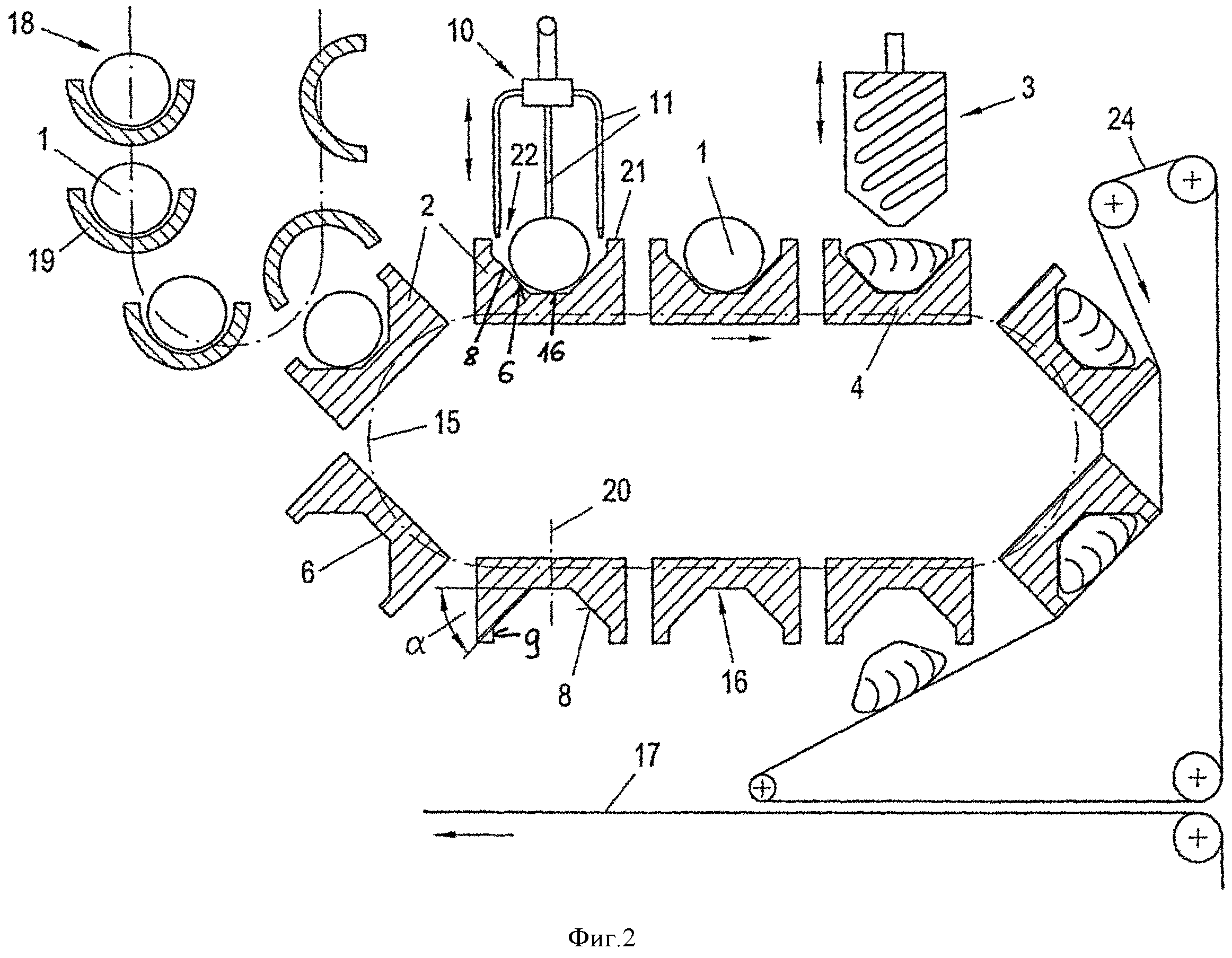
На фиг.2 показан альтернативный вариант выполнения согласно изобретению устройства, в котором сжатый воздух подводят сверху. При этом чаши 2 для обработки под давлением, высекающее устройство 3, а также другие устройства, по существу, идентичны, как на фиг.1, а поэтому остановимся только на отличиях.
Чаши 2 для обработки под давлением не имеют в этом случае нижнего сквозного отверстия 4. Однако такое отверстие, тем не менее, может быть выполнено, вследствие чего устройство становится универсальнее, поскольку благодаря этому можно опционально осуществлять переключение подачи сжатого воздуха сверху вниз или альтернативно также можно дополнительно одновременно вводить сжатый воздух снизу через отверстие 4 в качестве поддержки.
Согласно фиг.2 предусмотрено выполнение верхнего средства 10 форсунок. Оно имеет четыре расположенные кольцеобразно равномерно на некотором расстоянии друг от друга отдельные верхние форсунки 11, равномерно питаемые через распределительное устройство сжатым воздухом. Верхние форсунки 11 направлены параллельно к продольной оси 20 и позиционированы так, что они направлены на открытый участок края 22 между мелким изделием 1 из теста и краем 21 чаши 2 для обработки под давлением. Кроме того, верхние форсунки 11 достают непосредственно до верхнего края 21 чаши 2 для обработки под давлением. В идеальном варианте верхние форсунки 11 или верхнее средство 10 форсунок может передвигаться по оси для возможности изменения высоты.
Если затем происходит подача сжатого воздуха, то сначала мелкое изделие 1 из теста нагружают воздухом сбоку. Вследствие этого мелкое изделие 1 из теста немного приподнимается, и воздух может попадать также под мелкое изделие 1 из теста. При этом вследствие равномерности притока воздуха мелкое изделие 1 из теста кратковременно всплывает и позиционируется при этом автоматически по центру после окончания притока воздуха. В этом случае верхнее средство 10 форсунок также перемещается определенное время или во время притока воздуха вместе с чашей 2 для обработки под давлением.
На фиг.2a показан вид сверху верхнего средства 10 форсунок. На ней верхние форсунки 11 направлены друг к другу под углом соответственно 90°.
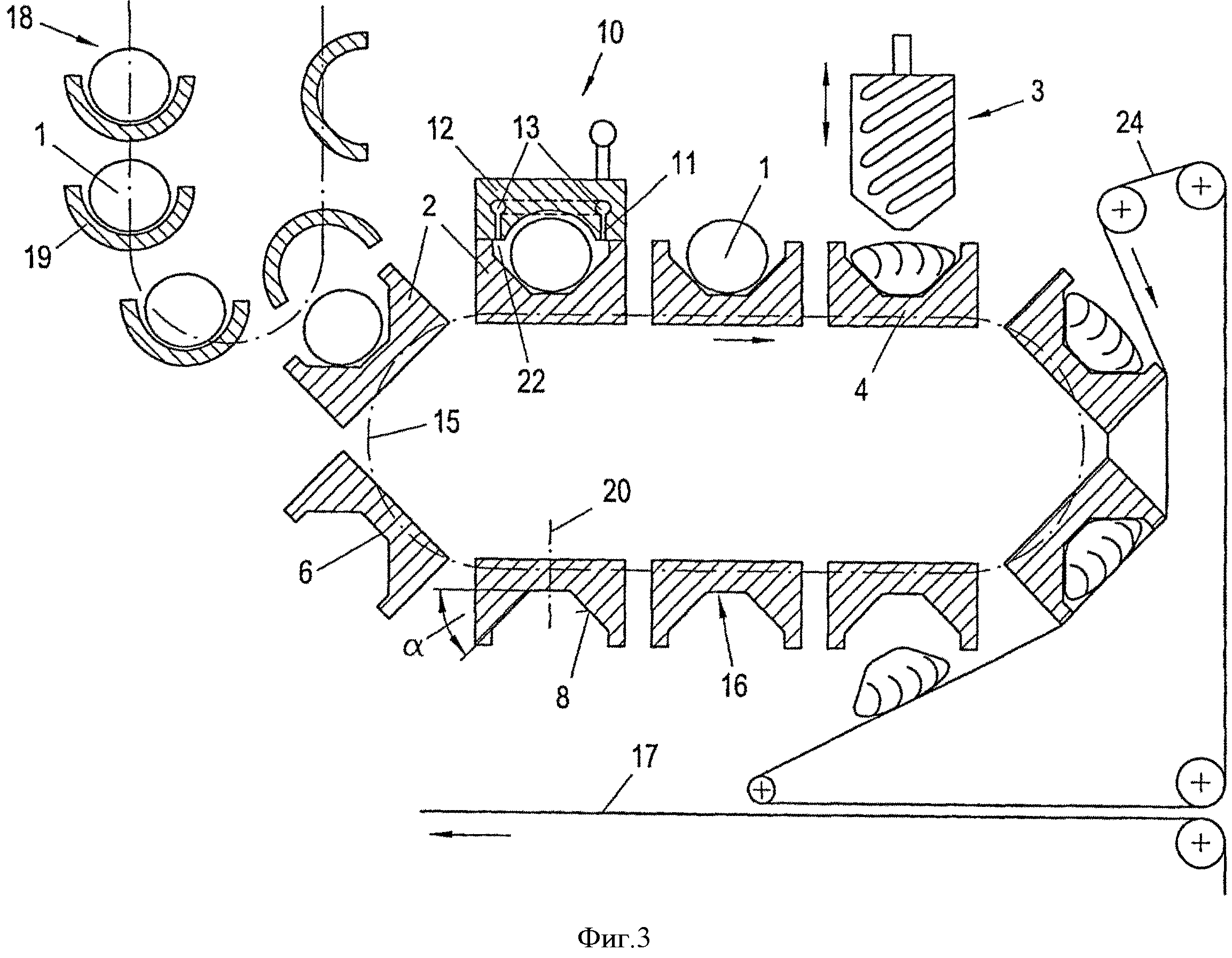
На фиг.3 изображен следующий вариант выполнения, в котором приток воздуха также происходит сверху, правда, через форсунку 12 с круглыми отверстиями. В данном случае в несущей конструкции выполнен в форме окружности общий воздушный канал 13, в который сначала поступает сжатый воздух. Из этого воздушного канала 13 в участок 22 края чаши 2 для обработки под давлением выходят многочисленные отдельные или автономные форсунки 11. Сжатый воздух равномерно распределяется при помощи этого воздушного канала 13 по форсункам 11.
На фиг.3a изображен вид сверху форсунки 12 с круглыми отверстиями.
На фиг.4 изображен следующий вариант выполнения, в котором сжатый воздух подается сверху через сплошную кольцевую форсунку 14 в форме окружности. В нем также предусмотрен общий воздушный канал 13, правда, в нем выполнены не отдельные отверстия форсунок, а единственная охватывающая по окружности открытая насквозь щель 11 форсунки. Благодаря этому сжатый воздух входит в участок 22 края абсолютно равномерно и кольцеобразно.
На фиг.4a изображен вид сверху кольцевой форсунки 14.
На фиг.5 и фиг.6 описан следующий вариант выполнения, в котором подача сжатого воздуха происходит сверху. В нем на кольцеобразном несущем элементе 23 расположены три равномерно находящиеся на некотором расстоянии друг от друга верхние форсунки 11. Этим обеспечивается, что форсунки 11 направлены точно и всегда одинаково и могут вдувать воздух в участок 22 края. Для повышения пропускной способности рядом располагают несколько верхних средств 10 форсунок, и они питаются сдвоенными группами от общей линии подачи сжатого воздуха.
На фиг.7 изображено устройство в общем виде. Показано, что высекающее устройство 3-10, 11 механически синхронизировано в движении со средствами подачи сжатого воздуха. При этом ленточный конвейер 15 постоянно передвигается, и как средства подачи сжатого воздуха, так и штампы передвигаются определенное время во время нагрузки сжатым воздухом или надрезания тестовых заготовок вместе с чашами 2 для обработки под давлением. В течение этого времени происходит также подача сжатого воздуха.
На фиг.8 изображен фрагмент устройства по фиг.7, включая чаши 2 для обработки под давлением. На ней видно, что верхние форсунки 11 точно направлены в участок края 22 и обращены вертикально вниз.
Реферат
Изобретение относится к пищевой промышленности, а именно хлебопекарной, к способу, а также устройству для выдавливания, высекания или надрезания мелких изделий (1) из теста. При этом мелкое изделие (1) из теста вкладывают в чашу (2) для обработки под давлением, затем на заданное время подводят сжатый воздух в чашу (2) для обработки под давлением, а мелкое изделие (1) из теста нагружают сжатым воздухом так, что мелкое изделие (1) из теста центрируется в центральном положении чаши (2) для обработки под давлением, и что затем мелкое изделие (1) из теста выдавливают или высекают в этом положении. Изобретение позволяет быстро и надежно высекать или надрезать мелкие изделия из теста и достигать в хлебобулочных изделиях с разрывом корки по надрезу внешнего типового и повторяемого результата. 2 н. и 21 з.п. ф-лы, 8 ил.
Комментарии