Рафинёр установки для варки стекла - RU2726802C1
Код документа: RU2726802C1
Чертежи



Описание
Данное изобретение относится к установке для варки стекла, в частности, для производства стекловолокна, с тиглем, причем сырье подают в тигель посредством загрузочного устройства и там его расплавляют.
Установки для варки стекла нагревают посредством погружной горелки. Преимуществом такой установки для варки стекла является обеспечение высокой производительности плавки в малом объеме.
Подобная установки для варки стекла уже описана в публикации US 3.260.587. Она включает плавильную камеру с погружной горелкой, в которую по загрузочному устройству подают сырье. Погружная горелка полностью погружена в жидкое стекло. С выпуском плавильной камеры соединен участок рафинёра (участок осветления), причем в зоне выпуска по всей ширине плавильной камеры проходит перемычка (возвышение).
Часто возникающей проблемой подобной установки для варки стекла является высокая доля пузырьков газа в стекольном расплаве. При этом существует теория, что наличие пузырьков – это результат реакции традиционного горючего и окислителя погружной горелки. Экзотермическая реакция двух газообразных материалов проходит внутри стекольного расплава, причем в качестве продукта реакции между горючим и окислителем (как правило кислородом) образуется углекислый газ и водяной пар. Эти продукты реакции образуют мелкие пузырьки диаметром от 0,1 мм до 1 мм, причем наличие пузырьков снижает качество стекольного расплава. По сведениям доля газа в стекольном расплаве составляет до 30% объема.
При применении обычной технологии плавления в зависимости от продукта приводят требования к пузырчатости относительно размеров, количества пузырей на вес пробы. Необходимое качество стекольного продукта составляет от 0,1 пузырьков/1000г стекла до 100 пузырьков/100 г стекла. Часто задают даже определенные предельные размеры пузырьков. В установках для варки стекла с нагревом от погружной горелки часто подобные требования по качеству соблюсти невозможно. Поэтому такую технологию плавления часто ограничивают производством стекловолокна или стекловаты и каменной ваты. Эти продукты применяют для производства изоляционных плит, в которых наличие пузырьков не оказывает отрицательного воздействия.
Чтобы использовать преимущества относительно требуемого места и производительности плавления или чтобы повысить качество производимого стекла, желательно снизить пузырчатость стекольного расплава. Для этого в известной из публикации US 3.606.825 установке для варки стекла предназначена зона рафинёра (участок осветления), чтобы устранить или высвободить пузырьки или другие газообразные включения из стекольного расплава. Описанная в публикации US 2004/0224833 A1 установка для варки стекла с погружной горелкой также включает участок осветления, примыкающий к стекловаренной ванне. Однако нагреваемый погружной горелкой стекольный расплав производят только на побочной технологической линии и подают в стекольный расплав основной линии, в частности, в зоне питающего канала (фидера) с установленными механическими гомогенизаторами для перемешивания вытекающего из основной и побочной линии стекла.
Для уменьшения доли пены или пузырьков в стекольном расплаве в публикации US 2015/0197440 A1 предложено нагревать содержащий пену и пузырьки стекольный расплав в примыкающей к тиглю ванне с дном, крышкой и боковыми стенками, соединяющими дно и крышку, чтобы сохранить или повысить температуру стекольного расплава и дополнительно отрегулировать состав газа над поверхностью стекольного расплава в ванне, например его водонасыщенность, и/или чтобы привести поверхность стекольного расплава в соприкосновение с жидким или твердым составом, например посредством капель воды.
В отличие от этого в публикации US 2009/0235695 A1 для гомогенизации стекольного расплава предложена установка в ванне для стекольного расплава над погружной горелкой расположенной в перекрытии горелки, пламя которой касается поверхности стекольного расплава в момент выхода пузырьков от погружной горелки на поверхность стекольного расплава.
Установка для варки стекла с зоной осветления описана также в публикации US 8.402.787 B2, причем на входе сдвижной ванны осветления выполнена шахта, форма которой обеспечивает передачу стекольного расплава в зону рафинёра с минимальными тепловыми потерями.
Кроме этого в публикации US 2015/0315057 A1 для устранения пены и пузырьков в стекольном расплаве предложено применение акустических волн или струйная обработка частицами, например серосодержащих соединений, боя стекла, размолотого стекла, частицами, состав которых обеспечивает возможность интегрирования в расплавленное стекло, замороженным CO2, твердыми органическими материалами или комбинациями или смесями этих частиц. Также предложено устранение пены или пузырьков путем непрерывного или периодического соприкосновения с сетчатым тканым или нетканым материалом.
Однако предложенные выше решения трудоемки и дорогостоящи или изменяют состав стекольного расплава. Кроме этого они пока не обеспечивают заданное улучшение качества.
Задача настоящего изобретения состоит в создании устройства, обеспечивающего простыми и экономичными средствами эффективное снижение пузырчатости стекольного расплава. Кроме этого в задачу изобретения входит предложить соответствующий экономичный способ.
Указанную задачу решают посредством рафинёра с признаками пункта 1 формулы изобретения. В частности, рафинёр включает ванну для стекольного расплава, стекающего через ванну в направлении подачи между передним окончанием и выпуском на заднем окончании, причем ванна включает дно, две предпочтительно параллельные направлению подачи боковые стенки и расположенное над боковыми стенками, закрывающее ванну сверху перекрытие, причем на дне ванны выполнен проходящий главным образом в направлении подачи барьер в виде возвышения дна, который, по меньшей мере, в передней зоне образует в направлении подачи с каждой стороны непосредственно над дном ванны пережим (сужение) ванны, причем ширина пережима перпендикулярно направлению подачи составляет максимально 0,45 ширины ванны, в частности предпочтительно максимально 0,4 ширины ванны, причем установлено, по меньшей мере, одно первое традиционное нагревательное приспособление, расположенное в надстройке и/или в боковой стенке и/или в дне ванны в зоне пережима и нагревающее стекольный расплав сверху и причем в каждой боковой стенке и/или в дне ванны в зоне каждого пережима установлено, по меньшей мере, одно второе электронагревательное приспособление, заходящее внутрь стекольного расплава и также его нагревающее. При этом рафинёр выполнен в виде дополнительной емкости, соединенной непосредственно с выпуском плавильной емкости, в которой, по меньшей мере, одна погружная горелка нагревает исходное сырье, чтобы его расплавить.
Изобретение основано на выводах о том, что пузырчатость стекольного расплава можно уменьшить за счет увеличения подъемной силы пузырьков. Пузырьки поднимает на поверхность стекольного расплава только их подъемная сила. В т.н. законе Стокса описана взаимосвязь вязкости стекольного расплава, разницы плотности стекольного расплава и газовых пузырьков и радиуса пузырьков газа. Высокая вязкость стекольного расплава снижает скорость подъема пузырьков газа. Из этого следует, что для термического воздействия на пузырчатый стекольный расплав необходима вторая емкость (рафинёр), через которую пропускают стекольный расплав. Размеры второй емкости (рафинёра) и, тем самым, время нахождения стекольного расплава в этой емкости, а также температурный график или характер нагревания определяют степень воздействия для снижения пузырчатости стекольного расплава.
Комплексные модельные испытания показали, что одно только традиционное нагревание не способно вызвать поднятие достаточного количества пузырьков. Только расположенный в потоке барьер, разделяющий пережим потока, и дополнительный электронагрев существенно увеличивают подъемную силу и обеспечивают существенное снижение пузырчатости. Согласно изобретению комбинация барьеров, проходящих в направлении подачи, с первым традиционным нагревательным приспособлением, подающим тепло сверху, и вторым электронагревательным приспособлением, нагревающим стекольный расплав напрямую, обеспечивают значительное унижение количества пузырьков в стекольном расплаве. Всестороннее нагревание способствует подъему пузырьков, так как оно снижает вязкость стекольного расплава. Барьеры, выполненные в форме пережима, обеспечивают разделение потока стекольного расплава. При этом на основных дорожках вдоль барьера на его стороне внутри канальных пережимов скорость потока увеличена, что также способствует подъему наполненных газом пузырьков. Внутри пережима высота стекольного расплава соответствует высоте стекольного расплава перед барьером. Сверху барьера высота стекольного расплава меньше и соответствует высоте барьера.
В предпочтительном варианте осуществления изобретения длина I1 каждого пережима составляет от 0,2 до 0,8 длины L1 ванны рафинёра и/или ширина b1 каждого пережима составляет, по меньшей мере, 0,1 ширины W1 ванны рафинёра, особенно предпочтительно, по меньшей мере, 0,2 ширины W1 ванны рафинёра, и/или высота h1 барьера составляет от 0,2 до 0,8 высоты h1 уровня зеркала расплава над дном рафинёра. Барьер с такими параметрами особенно эффективно устраняет пузырьки в стекольном расплаве и обеспечивает достаточно высокую пропускную способность рафинёра.
При этом необходимо указать на то, что барьер, по меньшей мере, в зоне канальных пережимов проходит не по всей ширине ванны. Канальный пережим, например, ограничен с одной стороны боковой стенкой барьера, а с другой стороны – боковой стенкой ванны. В существующем уровне техники описаны только возвышения, приподнимающие уровень стекольного расплава по всей ширине ванны, что снижает глубину стекольного расплава по всей ширине перпендикулярно направлению подачи. Конструкция барьера согласно изобретению обеспечивает, в отличие от этого, разделение и ускорение стекольного потока, что способствует подъему пузырьков.
В усовершенствованном варианте изобретения, по меньшей мере, первое традиционное нагревательное приспособление расположено в перекрытии и/или боковой стенке таким образом, чтобы нагревать стекольный расплав преимущественно в верхней зоне, находящейся перед, рядом и/или над пережимом, образованным барьером. Нагревание подобного рода обеспечивает в целях уменьшения пузырчатости, в частности, в значительной степени снижение вязкости.
Также предпочтительно, чтобы в зоне каждого пережима было установлено, по меньшей мере, два вторых нагревательных приспособления в боковой стенке и/или в дне ванны и предпочтительно соответственно сбоку барьера. Это обеспечивает улучшенное нагревание рафинёра, что дополнительно сокращает количество пузырьков.
Также предпочтительно, чтобы форма поперечного сечения барьера была симметричной центральной оси ванны, проходящей параллельно направлению подачи.
В усовершенствованном варианте изобретения плоскость верхушки или гребень барьера проходит ниже уровня зеркала расплава, причем плоскость верхушки или гребень проходит предпочтительно параллельно или под углом к уровню зеркала расплава, причем особенно предпочтительно плоскость верхушки или гребень проходят с подъемом. При этом плоскость верхушки или гребень ограничивают барьер сверху, т.е. с противоположной дну стороны. Плоскость верхушки образована плоской формой барьера сверху, сравнимой с плоской крышей. Гребень образован верхним кантом барьера, проходящим в направлении подачи, т.е. формой, сравнимой с двухскатной/щипцовой крышей, шатровой крышей или мансардной крышей. В частности, выполнение барьера с гребнем эффективно делит поток для дальнейшего снижения пузырчатости. Подъему пузырьков способствует также подъем плоскости верхушки или гребня в направлении подачи.
По этой же причине предпочтительно выполнение поперечного сечения барьера перпендикулярно направлению подачи трапециевидным или треугольным.
Барьер включает в передней зоне или тыльной зоне участок, заканчивающийся в направлении дна ванны острием.
Также предпочтительно, чтобы ширина канального пережима в направлении подачи
• уменьшалась или
• оставалась неизменной или
• на первом участке уменьшалась, а на втором участке оставалась неизменной, причем второй участок расположен предпочтительно в направлении подачи за первым участком.
Указанную выше задачу решают посредством установки для варки стекла в указанных предпочтительных вариантах ее исполнения с тиглем и описанным выше рафинёром, причем сырье подают посредством загрузочного устройства в тигель и в нем его расплавляют, причем расположенный напротив загрузочного устройства выпуск тигля соединен с впуском рафинёра, расположенным предпочтительно в надстройке на переднем окончании рафинёра. Сырье может содержать бой стекла. Установка для варки стекла по данному изобретению предпочтительно включает также канал кондиционирования, примыкающий к рафинёру в направлении подачи, и расположенный за каналом кондиционирования канал питателя.
Относительно размеров конструкции и плавильной производительности предпочтительно, чтобы в тигле была установлена погружная горелка, нагревающая материал.
Указанную задачу решают также с сохранением всех предпочтений посредством способа термической повторной обработки стекольного расплава, содержащего пузырьки, причем стекольный расплав помещают в ванну и он протекает через ванну в направлении подачи от переднего конца до расположенного в заднем конце выпуска, причем ванна включает дно, две боковые стенки, предпочтительно параллельные направлению подачи, и расположенное над боковыми стенками и закрывающее ванну сверху перекрытие, причем стекольный раствор пропускают по барьеру, проходящему по дну главным образом в направлении подачи к барьеру, выполненному в виде возвышения дна, причем барьер образует, по меньшей мере, в передней зоне на каждой стороне в направлении подачи непосредственно над дном ванны, по меньшей мере, канальный пережим ванны, причем ширина каждого пережима перпендикулярно направлению подачи составляет максимально 0,45 ширины ванны, предпочтительно максимально 0,4 ширины ванны, причем стекольный расплав нагревают сверху, по меньшей мере, первым традиционным нагревательным устройством, расположенным в перекрытии и/или в боковой стенке, и напрямую, по меньшей мере, вторым электронагревательным устройством, расположенным в каждой боковой стенке и/или в дне ванны в зоне каждого пережима и заходящим в стекольный расплав.
Далее изобретение более подробно раскрыто на основе примеров его осуществления, показанных на фигурах. При этом все описанные и/или наглядно изображенные признаки сами по себе или в любом сочетании друг с другом являются объектом изобретения независимо от их содержания в пунктах формулы или в их обратной зависимости.
На фигурах схематически изображено:
фиг. 1 - пример выполнения установки для варки стекла по данному изобретению в виде блок-схемы;
фиг. 2 - продольный разрез тигля и рафинёра установки для варки стекла по фиг. 1;
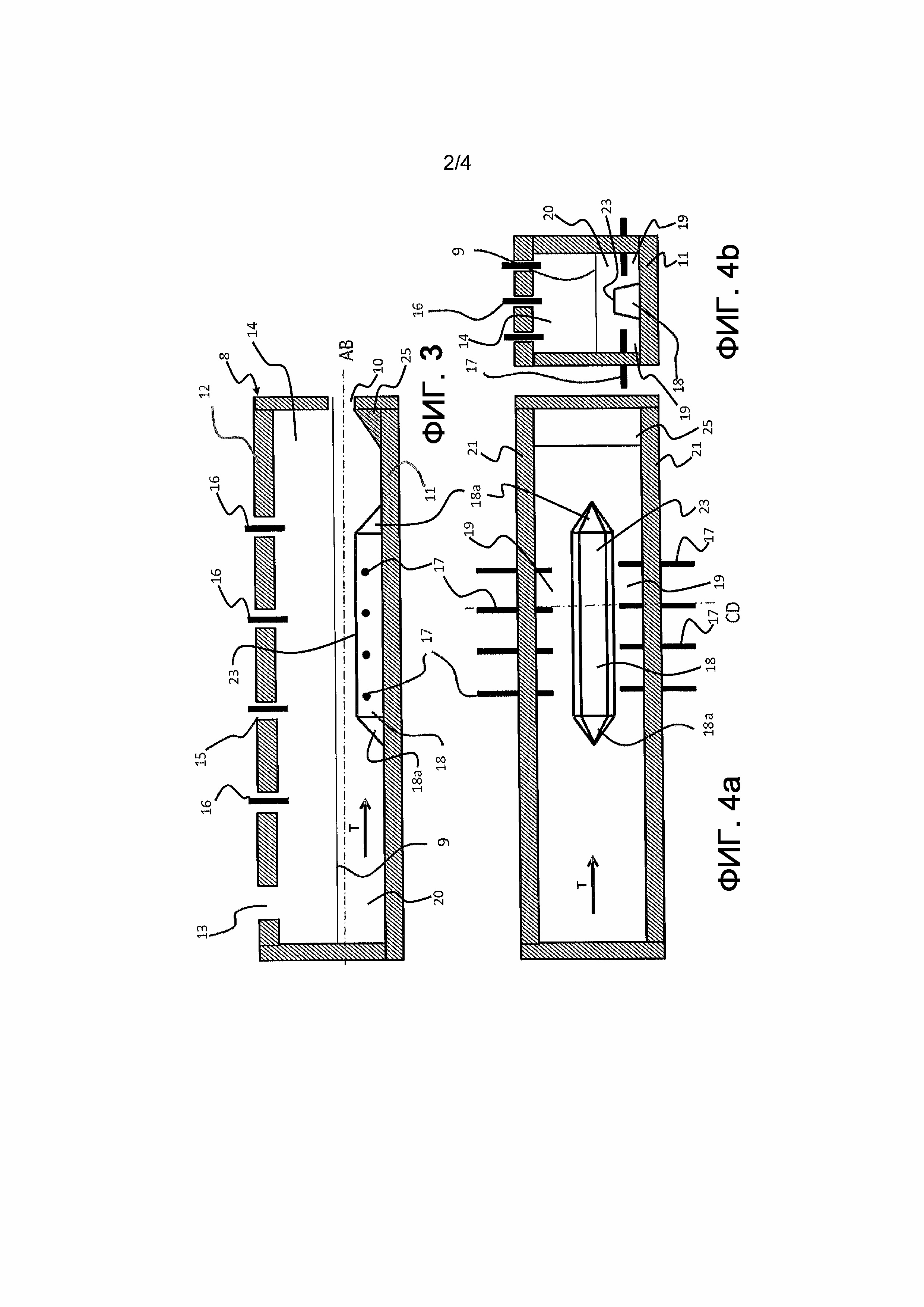
фиг. 3 - продольный разрез фрагментов рафинёра по фиг. 2;
фиг. 4а и b - поперечные разрезы по линии АВ (фиг. 3) или CD (фиг. 4а) рафинёра по фиг. 3;
фиг. 5 и 6 изображение по фиг. 3 фиг. 4а и b с визуальной маркировкой движения пузырьков в расплаве;
фиг. 7-8 другие примеры для формы барьеров и их расположения на дне рафинёра, каждый в боковой аксонометрии.
Смесь сырья для производства стекла, в частности для производства стекловолокна, непрерывно подают в зону впуска 1 тигля 2. Это осуществляют, как правило, над уровнем 4 зеркала расплава посредством непрерывно работающего подающего устройства. В альтернативном варианте смесь сырья подают под уровнем 4 зеркала расплава. Тигель 2 часто оборудован водяным охлаждением и выполнен с двойными стенками. Тигель 2 включает также установленные в его дне погружные горелки 5, расплавляющие поданную смесь сырья. В погружные горелки 5 подают традиционное топливо и окислитель. Газообразные продукты реакции топлива 6 и окислителя (как правило кислорода) в этих погружных горелках 5 остаются частично в стекольном расплаве 20 в виде пузырьков. Они частично поднимаются к поверхности уже в стекольном расплаве 20 и улетучиваются через вытяжку 3 отработанных газов в тигле 2. Из выпускного отверстия 7 на уровне дна тигля 2 стекольный расплав 20 поступает в т.н. рафинёр 8.
Загрузочное отверстие 13 рафинёра 8 расположено в зоне переднего в направлении Т подачи стекольного расплава 20 окончания рафинёра 8 (стрелка на фиг. 2, 3 и 4а). В рафинёре 8 пузырьки газа, содержащиеся в стекольном расплаве, поднимаются на поверхность. Этот процесс называют также осветлением. В рафинёре 8 устанавливается уровень зеркала 9 расплава, причем стекольный расплав выходит из рафинёра 8 в направлении Т подачи через выпуск 10 на его заднем окончании.
Из рафинёра 8 стекольный расплав поступает по расположенной перед выпуском 10 рампе 25, форма которой способствует стеканию, в третью емкость 30, в которой стекольный расплав охлаждают до необходимой для обработки температуры. Этот процесс называют также термическим кондиционированием. Из третьей емкости 30 стекольный расплав направляют в четвертую емкость 40, обрадованную системой нагрева. В этой четвертой емкости 40 стекольный расплав контролируемо выпускают через отверстия в дне и получают из него волокно. Четвертую емкость называют также каналом питателя. Отверстия, через которые стекольный расплав выходит для получения волокна, называют бушингами.
Показанный более подробно на фиг. 3, 4а и 4b рафинёр 8 содержит ванну для размещения стекольного расплава 2 с дном 11, проходящими параллельно направлению подачи боковыми стенками 21 и перекрытием 12, закрывающим ванну сверху. Перекрытие 12 расположено над боковыми стенками 21. В перекрытии 12 на переднем окончании ванны расположено отверстие 13, через которое стекольный расплав поступает из тигля 2 в рафинёр 8. Ванна рафинёра 8 имеет длину L1 и ширину W1. Уровень зеркала 9 расплава имеет высоту Н1 над дном 11 (фиг. 5 – 6b).
Ниже по течению отверстия 13 в перекрытии выполнено большое количество отверстий 15, через каждое из которых вертикально или под углом снизу в пространство 14 над стекольным расплавом 20 заходит пламя 16 горелки в качестве традиционного нагревательного устройства. Каждое пламя 16 горелки получает традиционное топливо и окислитель (как правило, кислород). Традиционные горелки 16 нагревают стекольный расплав 20 сверху в зоне перед (в направлении Т подачи) и над барьером 18 на дне 11 ванны.
Ниже уровня зеркала 9 расплава из каждой боковой стенки 21 в стекольный расплав 20 заходят четыре электрода 17. Электроды расположены сбоку барьера 1 и напрямую нагревают стекольный расплав.
Барьер 18 представляет собой возвышение по центру ванны, проходящее в направлении Т подачи примерно на расстоянии D1 от отверстия 13. Максимальную протяженность (длину 11) барьер 18 имеет в направлении Т подачи. Барьер 18 проходит на расстоянии b1 от каждой боковой стенки 21. Вместе с каждой из боковых стенок 21 барьер 18 образует соответственно канальный пережим 19 шириной b1, делящий поток стекольного расплава 20 на отдельные потоки, движущиеся вдоль пережима 19. Внутри пережима 19 высота Н1 стекольного расплава 20 равна высоте Н1 стекольного расплава 20 перед барьером 18. За барьером 18 высота Н2 стекольного расплава равна высоте h1 барьера 18.
Поперечное сечение барьера 18 в основной части его длины выполнено трапециевидным (фиг. 4b), причем верхняя сторона трапеции по длине барьера 18 образует поверхность 23 верхушки. Поверхность 23 верхушки проходит параллельно зеркалу 9 расплава. Далее электроды 17 расположены таким образом, чтобы их центральная ось проходила параллельно поверхности 23 верхушки на расстоянии от дна 11 рафинёра 8, равном высоте h1 барьера 18. Только в направлении Т подачи в начале и в конце барьера 18 барьер имеет заканчивающийся острием в направлении дна 11 участок 18а в виде рампы, придающий барьеру 18 форму, более способствующую прохождению потока.
На фиг. 5 – 6b стрелками в стекольном расплаве 20 показан путь пузырьков в стекольном расплаве. Ниже отверстия 13 пузырьки движутся в направлении дна 11. Перед барьером 18 поток стекольного расплава 20 разделяется расположенным по центру барьером 18 на две части потока, каждая из которых движется вдоль канальных пережимов 19 и пузырьки в них поднимаются на поверхность стекольного расплава 20.
Пример выполнения модели с барьером, аналогичным барьеру 18 по фиг. 3 – 6b:
На примере модели было просчитано, что при производстве стекловолокна (стекло класса С) в установке для варки стекла производительностью 250 т/день количество пузырьков в стекольном расплаве 20, подаваемом из тигля 2 в рафинёр 8, соответствует 25% объема. Длина L1 рафинёра составляет 8900 мм, ширина W1 рафинёра составляет 2000 мм, а высота уровня зеркала 9 расплава над дном 11 составляет 575 мм. На расстоянии D1, равном 3750 мм от места передачи стекольного расплава из тигля 2 начинается барьер 18, расположенный на дне 11 рафинёра 8. Длина I1 барьера 18 составляет 2600 мм, а его высота h1 - 200 мм. Ширина барьера 18 составляет 650 мм. Следовательно расстояние b1 барьера от каждой боковой стенки 21, т.е. ширина пережима 19, составляет примерно 675 мм.
Слева и справа от барьера 18 в стекольный расплав 20 из каждой боковой стенки 21 заходят по четыре электрода 17. Поверхность 23 верхушки барьера 18 находится на высоте центральной оси электродов 17, т.е. электроды 17 заходят в стекольный расплав 20 на высоте 200 мм над дном 11. В перекрытии 12 рафинёра 8 в четырех рядах расположены по три в ряд острия пламени 16 горелок, установленные под углом 20° к направлению Т подачи стекольного расплава 20.
Общая установленная электрическая мощность электродов 17 составляет 200 кВт. Общая мощность нагрева пламени 16 горелок составляет примерно 300 кВт. На входе в рафинёр 8 температура стекольного расплава 20 составляет около 1230°C. В рафинёре 8 стекольный расплав нагревают до температуры около 1280°C. По модельным расчетам комбинация описанных выше приемов сокращает количество пузырьков вдоль рафинёра 8 в два раза.
В приведенной ниже таблице указаны кроме раскрытого выше примера модели (в таблице – конкретный пример) другие примеры установок для варки стекла, причем в каждом из них форма барьера (возвышения) 18 соответствует показанной на фиг. 3 – 6b форме. Представляют три различные «сферы», в частности:
- сфера I с дневной производительностью от 80 т до 300 т,
- сфера II с дневной производительностью от 200 т до 250 т и
- сфера III с дневной производительностью от 150 т до 200 т.
Для примеров моделей и сфер I – III в таблице приведены внутренние размеры рафинёра и размеры барьера (возвышения) 18.
На фиг. 7 – 8 показаны другие варианты выполнения формы барьера 18. Барьер 18 по фиг. 7 имеет треугольную форму поперечного сечения и образует на верхней стороне гребень 23а, проходящий параллельно уровню зеркала 9 расплава (не показано). Кроме этого показанный на фиг. 7 барьер не имеет по сравнению с барьером по фиг. 3 – 6b заканчивающегося острием начального и конечного участка 18а.
В отличие от этого такой начальный и, при необходимости, конечный участок 18а выполнен у барьера по фиг. 8.
Начало барьера 18 по фиг. 8 выполнено с трапециевидным поперечным сечением. В направлении Т подачи поверхность 23 верхушки сужается таким образом, что переходит в конце в гребень 23а, а поперечное сечение барьера 18 выполнено в этой зоне треугольной формы. Кроме этого поверхность 23 верхушки идет на подъем в направлении Т подачи с увеличением высоты h1 барьера в направлении Т подачи.
Все барьеры 18 подобного типа обеспечивают явное уменьшение пузырчатости стекольного расплава и, тем самым, повышение качества стекла.
Список условных обозначений
1 впуск
2 тигель
3 вытяжка отработанных газов
5 погружная горелка
6 горючий газ
7 выпускное отверстие
8 рафинёр
9 уровень зеркала расплава
10 выпуск
11 дно
12 перекрытие
13 отверстие
14 пространство над стекольным расплавом 20
15 отверстие
16 пламя горелки
17 электрод
18 барьер
18а участок
19 канальный пережим
20 стекольный расплав
21 боковая стенка
23 поверхность верхушки
23а гребень
25 рампа
30 третья емкость
40 четвертая емкость
Т направление подачи
Реферат
Группа изобретений относится к рафинёру установки варки стекла для термической повторной обработки содержащего пузырьки стекольного расплава, установке для варки стекла, способу термической вторичной обработки пупырчатого стекольного расплава. Техническим результатом является снижение пузырчатости стекольного расплава. Рафинёр установки варки стекла для термической повторной обработки содержащего пузырьки стекольного расплава для производства стекловолокна включает ванну для стекольного расплава, который стекает через ванну в направлении подачи между передним окончанием и выпуском на заднем окончании. Ванна включает дно, две параллельные направлению подачи боковые стенки и расположенное над боковыми стенками, закрывающее ванну сверху перекрытие. На дне ванны выполнен проходящий в основном в направлении подачи барьер в виде возвышения дна. Барьер в передней зоне образует в направлении подачи с каждой стороны пережим ванны. Ширина каждого пережима перпендикулярно направлению подачи составляет максимально 0,45 ширины ванны, предпочтительно максимально 0,4 ширины ванны. Имеется одно первое традиционное нагревательное приспособление, которое расположено в надстройке и/или в боковой стенке и нагревает стекольный расплав сверху. В каждой боковой стенке и/или в дне ванны в зоне каждого пережима установлено одно второе электронагревательное приспособление, заходящее внутрь стекольного расплава и нагревающее его. Установка для варки стекла включает в себя указанный рафинёр. Способ термической вторичной обработки пупырчатого стекольного расплава включает в себя указанный рафинёр. 3 н. и 8 з.п. ф-лы, 8 ил., 1 табл.
Комментарии