Профилирующая машина, пищевой продукт и способ изготовления профилированного пищевого продукта - RU2289248C2
Код документа: RU2289248C2
Чертежи



Описание
Настоящее изобретение относится к профилирующим машинам, в частности для формирования пищевых продуктов, например вафельных бисквитов из длинных вафельных трубочек.
Известны вафельные бисквиты, имеющие профилированные концы и сформованные из длинных вафельных трубочек. Профилированные концы обычно параллельны друг другу, и в одной известной машине профилирование обеспечивают путем сжатия трубочки вафельного материала между двумя валиками. Эти валики расположены параллельно друг другу и параллельно оси исходной трубочки. Исходную трубочку сначала разрезают на куски, соответствующие длине обоих валиков, так что кусок исходной трубочки можно подавать сбоку в промежуток между двумя валиками. Когда оба валика вращаются, профилирующие зубцы сжимают исходную трубочку одновременно в разных точках вдоль ее длины, разделяя исходную трубочку на более короткие куски.
Термин «профилирование» включает в себя полное разрезание трубочки, сведение сторон трубочки друг с другом или утонение стенок трубочки без полного разрезания ее.
Проблема, возникающая в известной машине, заключается в том, что эта машина не обладает гибкостью. Например, она выполнена с возможностью получения лишь параллельных профильных срезов на каждом конце отдельных вафельных бисквитов. Кроме того, операция профилирования является очень быстрой, так что, если вафельный материал остается мягким, профилированные концы могут раскрыться. Было обнаружено, что это происходит, если вафлю глазируют шоколадом до того, как происходит профилирование, потому что шоколад склонен замедлять охлаждение вафельного материала. Эта проблема связана не только с продуктами, глазированными шоколадом.
Согласно изобретению предложена профилирующая машина для формирования профилированных пищевых продуктов из удлиненной трубочки съедобного материала, имеющая удлиненный входной канал для приема трубочки, а также содержащая
первую пару ремней, включающую в себя первый ремень, имеющий первые профилирующие зубья, и второй ремень, имеющий вторые профилирующие зубья, причем части первого и второго ремней расположены параллельно каналу и таким образом, что профилирующие зубья на этих частях обращены друг к другу на противоположных сторонах канала,
вторую пару ремней, включающую в себя третий ремень, имеющий третьи профилирующие зубья, и четвертый ремень, имеющий четвертые профилирующие зубья, причем части третьего и четвертого ремней расположены параллельно каналу таким образом, что профилирующие зубья на этих частях обращены друг к другу на противоположных сторонах канала, располагаясь под углом к профилирующим зубьям, находящимся на частях первой пары ремней,
при этом первые и вторые профилирующие зубья и третьи и четвертые профилирующие зубья расположены в чередующемся порядке вдоль оси канала, а упомянутые части ремней приводятся в движение в направлении, параллельном оси трубочки.
Машина согласно изобретению обеспечивает получение непараллельных профильных срезов на каждом конце пищевого продукта. Такой эффект просто невозможен при использовании ранее созданных профилирующих аппаратов, известных автору данного изобретения.
Угол между первой и второй парами ремней и, соответственно, между первой и второй парами профилирующих зубьев и третьей и четвертой парами профилирующих зубьев может составлять более 10 градусов, а предпочтительно составляет более 45 градусов, так что ремни не мешают друг другу и обеспечивают непараллельные профильные срезы. Профилирующие зубья приводятся в движение в направлении оси трубочки, так что профильный срез можно выдерживать по мере продвижения трубочки, что позволяет иметь достаточно времени на охлаждение трубочки и вследствие этого избегать раскрытия профилей в конце процесса.
В одном конкретном варианте осуществления изобретения профилирующие зубья первого и второго ремней выполнены перпендикулярными профилирующим зубьям третьего и четвертого ремней для создания перпендикулярных профильных срезов.
Каждый ремень предпочтительно приводится в движение вокруг пары шкивов, причем на каждом конце канала имеется по одному шкиву. Поэтому длина канала является функцией длины ремня между шкивами. Это позволяет создать канал, гарантирующий, что профильные срезы формируются до того, как продукт покидает канал. В предпочтительном варианте длина канала значительно больше, чем промежуток между профилирующими зубьями, так что пищевые продукты остаются в канале в течение некоторого времени.
Каждый ремень предпочтительно представляет собой зубчатый ремень привода с находящимися на одинаковых интервалах друг от друга наружными впадинами для размещения профилирующих зубьев. Вследствие этого, обеспечивается возможность размещения профилирующих зубьев в наружных впадинах, например, с помощью соединения типа «ласточкин хвост» или любого другого способа механического крепления.
Каждый профилирующий зуб может иметь заостренную головку, причем угол, стягиваемый в острие, составляет более 90 градусов. Это означает, что кончик каждого зуба относительно плоский, так что профильный срез является скорее плавным, чем резким. Это нивелирует тенденцию к раскрыванию профиля прежде, чем произойдет полное охлаждение продукта. Профилирующий зуб также может наносить декоративную маркировку на продукт.
В изобретении также предложен пищевой продукт, представляющий собой деформированную трубочку съедобного материала, которая профилирована на каждом конце. Каждый профильный срез перпендикулярен продольной оси трубочки, а профильные срезы на каждом конце смещены под углом друг к другу. Пищевой продукт может быть сахарной вафлей с кремом, выпечкой из зерновых культур, полученной путем экструзии, тестовыми заготовками или разновидностями сдобного теста на основе зерновых культур или крахмала, подвергнутыми или не подвергнутыми тепловой обработке. Внутренние поверхности трубочки могут быть покрыты, полностью или частично заполнены или глазированы съедобным материалом-наполнителем. В предпочтительном варианте съедобный материал-наполнитель является перекачиваемым, по меньшей мере, в необработанном состоянии, для обеспечения возможности легкого заполнения или покрытия трубочки.
Наружные поверхности трубочки могут быть глазированы съедобным материалом наружного покрытия, который может быть декоративным. Пищевые материалы могут быть сладкими или ароматными и могут содержать крупные частицы. Способность профилирующей машины обеспечить адекватное охлаждение гарантирует формирование пищевого изделия, несмотря на влияние покрытия на процесс охлаждения.
В изобретении также предложен способ изготовления профилированного пищевого продукта, заключающийся в том, что
изготавливают удлиненную трубочку из съедобного материала,
в чередующемся порядке профилируют трубочку с шаговым перемещением вдоль ее длины в различных первом и втором направлениях, каждое из которых проходит перпендикулярно продольной оси трубочки. Эти первое и второе направления могут проходить перпендикулярно друг другу или могут проходить под углом друг к другу.
Способ также может включать в себя заполнение или заливку внутренности трубочки съедобным материалом перед этапом профилирования.
Далее будет приведено подробное описание примеров изобретения со ссылками на чертежи, на которых:
Фиг.1 - обычный аппарат для формирования вафельных листов,
Фиг.2 - обычный аппарат для формирования удлиненных вафельных трубочек из вафельных листов,
Фиг.3 - вафлепрофилирующая машина согласно изобретению,
Фиг.4 - одна из пар ремней профилирующей машины, показанной на фиг.3,
Фиг.5 - профилирующие зубья профилирующей машины, показанной на фиг.3,
Фиг.6 - вафельный бисквит в соответствии с изобретением.
Изобретение относится к профилированию трубочек из съедобного материала, таких как вафельные трубочки для вафельных бисквитов. Эти трубочки можно изготавливать обычными способами, которые хорошо известны специалистам в данной области техники. Для ясности, со ссылками на фиг.1 и 2 вкратце рассматривается один известный способ формирования вафельных трубочек.
На фиг.1 показан вафлеформовочный барабан 10, который нагревают изнутри, что показано стрелками 12. Этот барабан 10 установлен таким образом, что его ось расположена горизонтально, а взбитое жидкое тесто для вафель наносят на нижнюю часть, что показано стрелкой 14. В результате повышенной температуры поверхности барабана, взбитое жидкое тесто для вафель подвергается тепловой обработке и сначала прилипает к барабану. Барабан вращают в направлении, показанном стрелкой 16. В месте 18 предусмотрен скребок 17, и со временем взбитое жидкое тесто для вафель достигает этого положения за счет вращения барабана, вафля подвергается тепловой обработке и ее можно легко отделить от барабана.
Например, барабан может иметь диаметр 1 м и ширину (вдоль оси барабана) 50 см. На «выходе» после скребка 19 получается непрерывная полоса вафли, подвергнутой тепловой обработке, имеющая ширину 10 см. На этой стадии вафля еще горячая и пластичная. После охлаждения вафля становится хрупкой. В альтернативных вариантах осуществления изобретения, на барабане можно получать множество полос.
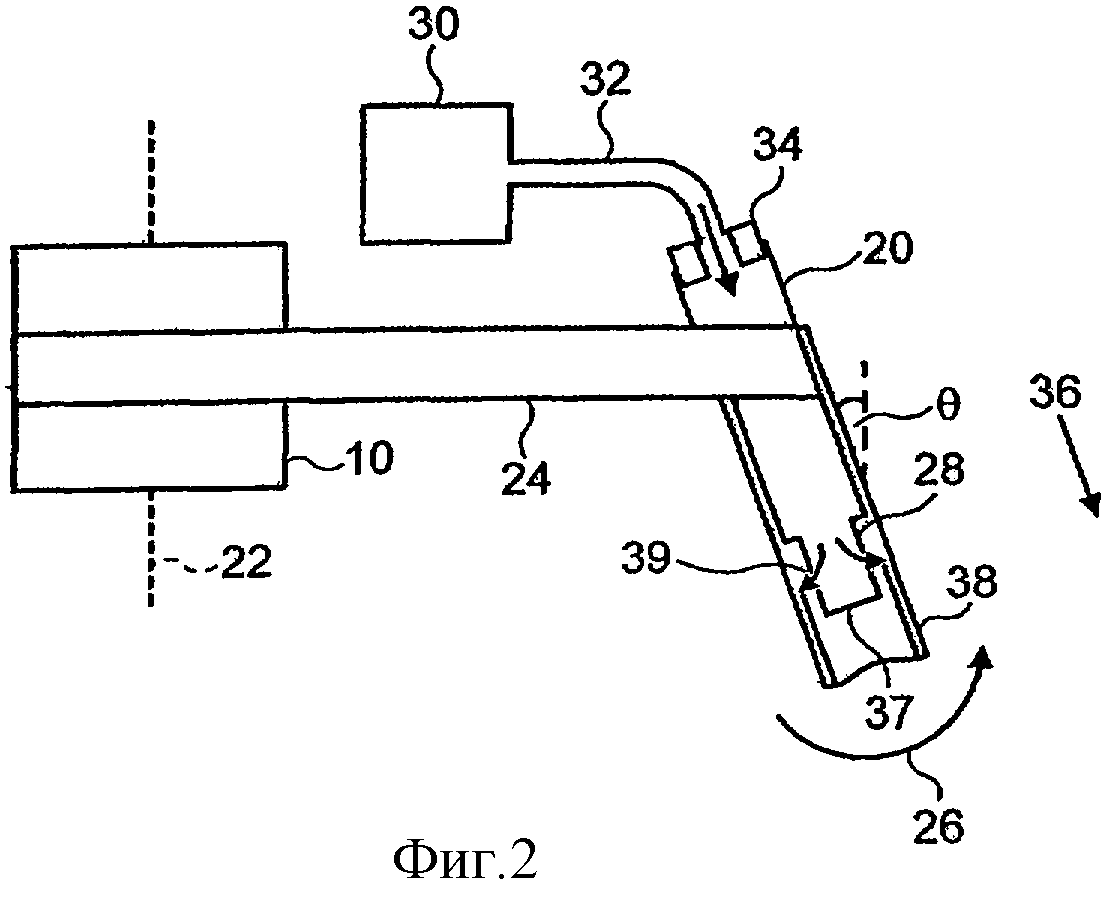
Чтобы изготовить тонкие вафельные трубочки (например, диаметром 13 мм) из полосы шириной 10 см, используют аппарат, показанный на фиг.2. Вафельную полосу из барабана 10 подают в оправку 20, которая проходит под углом θ к оси 22 вращения барабана 10. Вафля 24 оборачивается вокруг оправки 20, которая вращается, как показывает стрелка 26.
По мере продвижения вафельной полосы 24, оправка 20 формует из нее полую трубочку 38, которая продвигается от конца 28 оправки 20 в направлении, показанном стрелкой 36.
Другой конец оправки соединен с резервуаром 30 наполняющей жидкости через посредство трубочки 32 и поворотного соединителя 34. Жидкость подают через оправку 20 в сопло 37 на конце 28 оправки 20, от которого продвигается вперед трубочка 38. В изображенном конкретном варианте осуществления сопло 37 является цилиндрическим, соосным с остальной частью оправки 20, но имеющим несколько меньший диаметр. В радиальном направлении через цилиндрическую концевую область проходят отверстия 39, позволяющие осуществить наполнение за счет испускания из отверстий 39 с целью глазирования внутренних стенок трубочки 38.
В альтернативных конкретных вариантах осуществления оправка 20 может просто быть открытой на конце 28, образуя сопло; эта последняя компоновка пригодна, в частности, для полного заполнения трубочки при осуществлении наполнения, а не глазирования внутренних стенок.
В одном примере изобретения внутреннюю поверхность полой трубочки глазируют шоколадом, причем жидкий шоколад можно нанести в области, соответствующей дуге 40 градусов, на внутреннюю сторону вафельной полосы 24 с помощью сопла 37.
Для изготовления некоторых продуктов не требуется наполнять полую трубочку, и поэтому резервуар и сопло можно исключить из конструкции. Может оказаться необязательным и формирование трубочки путем обертывания полосы вокруг оправки; специалист в данной области может быть хорошо осведомлен об альтернативных способах получения трубочек и может воспользоваться любым из этих способов.
Затем вафельную трубочку, глазированную изнутри, подают в профилирующую машину, показанную на фиг.3, перед охлаждением.
Вафельную пластину подают на профилирующие ремни 42, 52 посредством ленты транспортера (не показана) или толкателя, который толкает трубочку вдоль несущего транспортера 65. Вафельная трубочка может подаваться в форме нарезанных кусков, например, длиной около 1 м. Это делают потому, что трубочка 38 поворачивается, когда она покидает оправку 20, но в предпочтительном варианте трубочку подают в остальную часть машины в неповернутом состоянии. За счет использования нарезанных кусков, кручение вращающейся оправки не передается вафельной трубочке между профилирующими ремнями.
Датчик 61 распознает набегающий край вафельной трубочки. Эта информация проходит в контроллер 62, который синхронизирует подачу вафельной трубочки во время работы профилирующей машины таким образом, что этот набегающий край трубочки совмещается с парой закрывающих профилирующих зубьев. Это минимизирует отходы продукции.
Как показано на фиг.3, машина имеет две пары 40, 50 ремней. Каждая пара ремней содержит два ремня 42а, 42b и 52а, 52b. Части этих двух ремней обращены друг к другу, ограничивая канал 60 между ними. Этот канал ограничивает направляющий проход для вафельной трубочки 64, которую вставляют в один конец канала 60 вдоль несущего транспортера 65. Эту вафельную трубочку продвигают вдоль несущего транспортера с помощью любого подходящего приводного устройства, такого как транспортер с электронным сервоприводом или вращающийся толкатель. Ремни движутся вокруг шкивов 44 и 54, а направление движения ремней таково, что вафельная трубочка 64 движется вдоль канала.
Каждый ремень снабжен профилирующими зубьями. Профилирующие зубья на противоположных сторонах канала 60 выровнены друг с другом, так что когда ремни движутся, профилирующие зубья одной пары ремней входят в контакт, профилируя вафельную трубочку.
Одна пара ремней 40 проходит в одной плоскости 66, а другая пара ремней 50 проходит в перпендикулярной плоскости 68, так что одна пара ремней осуществляет профилирование в одном направлении, а другая пара ремней осуществляет профилирование в другом направлении. Профилирующие зубья одной пары ремней расположены вдоль канала в чередующемся порядке с профилирующими зубьями другой пары ремней.
На фиг.4 более подробно показана одна из пар ремней, обозначенная позицией 50. Стрелки 70 показывают направление движения ремней 52а и 52b вокруг соответствующих шкивов 54. Как показано на чертеже, профилирующие зубья 72 обоих ремней 52а и 52b выровнены друг с другом внутри канала 60. Профилирующие зубья другой пары ремней также выровнены друг с другом внутри канала, но в осевых положениях 73 посредине между положениями выровненных зубьев, показанных на фиг.4.
Профилирующие зубья 72 согласно описанному примеру полностью разрезают вафельную трубочку 64. В альтернативных конкретных вариантах осуществления изобретения профилирующее воздействие обеспечивает неполное разрезание продукта. Зубья могут просто прижимать две стороны вафельной трубочки друг к другу или профилировать продукт, оставляя впоследствии тонкое полотно трубочки. Кроме того, разные пары противоположных зубьев могут оказывать разные воздействия. Например, чередующиеся пары зубьев можно расположить таким образом, что они будут резать трубочку и утонять эту трубочку с целью получения пищевого продукта, включающего в себя пары соединенных друг с другом бисквитов.
Длина канала 60 значительно больше, чем промежуток между профилирующими зубьями. Например, промежуток 74 между зубьями 72 может составлять 70 мм, а длина 75 канала (определяемая промежутком между шкивами 54 на концах ремней) может составлять около 1,8 м. Линейная скорость ремня, составляющая 12 м/мин, приводит к получению профилированных вафельных бисквитов, остающихся в канале на протяжении 9 секунд, что является достаточно длительным периодом для охлаждения вафельных бисквитов, так что профилированные концы не раскрываются после выпуска вафельных бисквитов из машины в конце канала 60. Скорость ремня является величиной переменной, что позволяет изменять упомянутое время. Например, скорость ремня можно изменять в диапазоне от 1 до 80 м/мин.
На фиг.5 более подробно показан ремень. Ремень представляет собой зубчатый ремень привода, имеющий ступенчатый внутренний профиль 80 для введения в контакт с наружной поверхностью шкивов 54. Наружная поверхность ремня имеет находящиеся на одинаковых интервалах друг от друга наружные впадины 82, ограниченные на части материала ремня (например, силикона) для размещения в них профилирующих зубьев 72.
Каждый профилирующий зуб размещен в своей наружной впадине 82 с помощью соединения типа «ласточкин хвост» (хотя может оказаться подходящим любое другое соединение и даже возможно выполнение зубьев как единого целого с ремнем) и имеет заостренную головку 84. Угол β, стягиваемый в острие, составляет более 90 градусов, например 110 градусов, так что профилированные концы вафельных бисквитов имеют постепенно уменьшающуюся ширину. Также обнаружено, что это ограничивает раскрывание профильных срезов после формирования бисквитов.
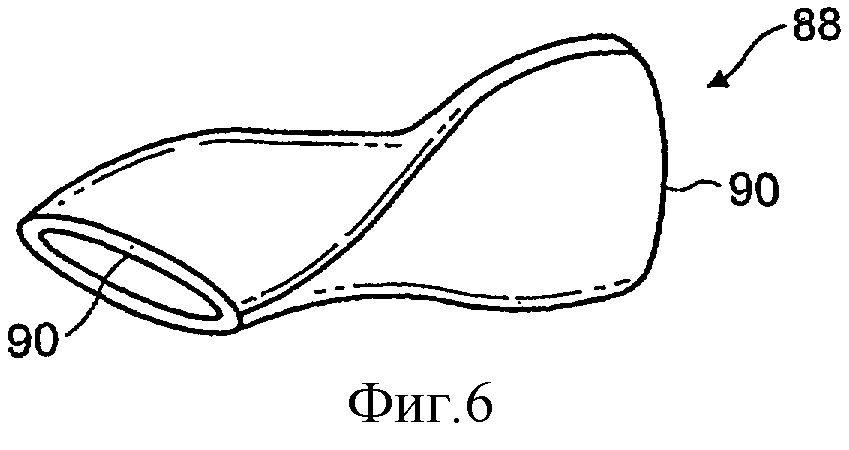
На фиг.6 показан вафельный бисквит 88, который имеет профильный срез 90 на каждом конце, причем эти профильные срезы, по существу, перпендикулярны друг другу.
После формирования профилированных вафельных бисквитов их можно потом глазировать снаружи, например шоколадом. В случае конкретной профилирующей машины, описанной выше, вафельные бисквиты имеют длину 35 мм. Эту длину можно регулировать путем замены ремня.
Все четыре ремня движутся с одинаковой скоростью. Этого можно достичь с помощью единственного приводного вала, которые соединен с одним из шкивов каждого ремня посредством конических зубчатых передач. В альтернативном варианте, можно предусмотреть два редуктора, каждый из которых предназначен для приведения в движение одной из соседних пар ремней.
Вообще говоря, профилирующая машина согласно изобретению воплощает способ изготовления вафельного бисквита, при реализации которого вафельную трубочку, которая глазирована шоколадом внутри, подвергают операции профилирования. Это профилирование предусматривает профилирование трубочки, происходящее постепенно вдоль ее длины, в первом и втором направлениях, каждое из которых проходит перпендикулярно продольной оси трубочки, причем первое и второе направления могут проходить перпендикулярно друг другу или проходить под углом друг к другу. Профилирование происходит в чередующемся порядке в двух направлениях таким образом, что получается вафельный бисквит, показанный на фиг.6.
Длина канала 60 гарантирует, что каждый профилированный срез поддерживается закрытым в течение периода времени, значительно более длительного, чем интервал времени между профильными срезами. Таким образом, профильный срез не высвобождается сразу же, а удерживается закрытым в течение периода времени, который может быть выбран на основании конструкторской проработки длины канала 60 и скорости движения зубьев по каналу. Этот отрезок времени может составлять от 2 до 60 секунд. В альтернативном конкретном варианте осуществления можно использовать множество пар ремней, проходящих параллельно, для обеспечения одновременного профилирования некоторого количества трубочек за раз. Движение этим ремням может сообщаться от общего привода или независимых приводов.
Хотя изобретение является пригодным, в частности, для получения сахарных вафельных трубочек, оно также применимо к другому съедобному материалу, которому придана форма трубочки. Такой материал должен быть достаточно пластичным для формирования посредством машины с получением желаемой профилированной формы, а потом должен становиться достаточно затвердевшим, находясь в машине, которая придает ему форму, и оставаться таким, выходя из этой машины. В альтернативном варианте этот материал может иметь такую консистенцию, что будет сохранять свою форму и без затвердевания. Этот материал может представлять собой сахарную вафлю, подвергнутую или неподвергнутую тепловой обработке, выпечки из зерновых культур, полученные путем экструзии, тестовые заготовки или разновидности сдобного теста на основе зерновых культур или крахмала, подвергнутые или неподвергнутые тепловой обработке, например тесто для бисквитов, тесто для претцелей (крендельков, посыпаемых солью), пресное слоеное тесто, тесто для пирожков с капустой, а также может быть предназначен для потребления человеком или животными.
Съедобный материал, используемый для глазирования, покрытия или заполнения бисквита может быть любым из множества материалов или их комбинаций, включая: шоколад, составную глазурь, ореховые пасты, пралине, ганаше (ganache), гяндужа (gianduja), джем, помаду, сливки, кремы, трюфели, сыры, мясной паштет, желе, и т.п. Наполнитель может быть аэрированным или может быть таким продуктом, как мороженное, которое замораживают после формирования. Он может быть сладким или ароматным и может включать в себя крупные частицы, например орешки, зерна, кристаллики сахара или кусочки вафель. В предпочтительном варианте наполнитель является прокачиваемым, чтобы обеспечить возможность его подачи в центр съедобной трубочки. Для придания декоративного эффекта также можно наносить наружное покрытие, например, подавая нити съедобного материала или пользуясь эффектом накалывания (тестовых заготовок).
Известны альтернативные способы формирования трубочки, не связанные с оборачиванием пищевого продукта вокруг оправки, и они могут быть использованы для формирования трубочки согласно настоящему изобретению.
В вышеописанном конкретном варианте осуществления нарезаемые куски трубочки подаются на ремни, но в альтернативных конкретных вариантах осуществления можно использовать непрерывную трубочку.
Другие модификации будут очевидны специалистам в данной области техники.
Реферат
Изобретение относится к области формования пищевых продуктов, в частности для профилирования вафельных бисквитов из тестовой трубочки. Изобретение включает машину для формирования профилированных пищевых продуктов из тестовой трубочки, способ изготовления профилированного пищевого продукта, а также пищевой продукт, содержащий деформированную трубочку из теста на основе зерновых культур или крахмала. Профилирующая машина для формирования профилированных пищевых продуктов из тестовой трубочки включает входной канал, две пары ремней с обращенными друг к другу профилирующими зубьями, расположенных параллельно каналу, причем данные пары ремней располагаются под углом более чем 10° друг к другу. Пищевой продукт содержит деформированную трубочку из теста на основе зерновых культур или крахмала, которая профилирована на каждом конце, причем профильные срезы располагаются под углом более 10°. Способ изготовления профилированного пищевого продукта подразумевает изготовление удлиненной тестовой трубочки и ее профилирование. Изобретение позволяет с помощью машины для формирования профилированных пищевых продуктов из тестовой трубочки производить пищевой продукт. 4 н. и 17 з.п. ф-лы, 6 ил.


Комментарии