Округлительное устройство для пищевого теста и способ округления пищевого теста - RU2582348C1
Код документа: RU2582348C1
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретения относится к технологии для округления кусков пищевого теста и, в частности, относится к машине и способу округления кусков пищевого теста, с помощью пары противоположных формующих пластин.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В способе изготовления округленных кусков пищевого теста, имеющего вязкость, как, например, вязкость хлебного теста, предусмотрена последовательность, в которой отбитое пищевое тесто разделяется на заданные количества, и затем каждый отделенный кусок пищевого теста округляется.
Традиционно существует округлительная машина, которая обеспечена с парой подвижных направляющих пластин, в которой соответствующие пластины являются противоположными относительно друг друга таким образом, что они приближаются друг к другу и отводятся друг от друга над основанием или над транспортирующим устройством для поддерживания и транспортировки отделенных кусков пищевого теста. В этой машине, когда соответствующие куски пищевого теста зажимаются между противоположными направляющими пластинами, когда они приближаются друг к другу, куски теста округляются посредством побуждения направляющих пластин качаться в противоположных направлениях, как, например, раскрыто в патентных документах 1 и 2.
Кроме того, в этой традиционной округлительной машине спаренные направляющие пластины размещены так, чтобы наклоняться наружу от нижней стороны к их верхней стороне таким образом, что расстояние между противоположными направляющими пластинами меньше на нижней стороне и больше на верхней стороне. Для соответствующих направляющих пластин угол установки между ними и расстояние между установочными точками может регулироваться таким образом, что угол между ними может быть меньше, когда заданный размер каждого отделенного куска теста меньше, при этом оно может быть больше, когда заданный размер каждого отделенного куска теста больше.
ПУБЛИКАЦИИ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Патентный документ 1. Японская публикация полезной модели № 63 [l988]-37827
Патентный документ 2. Японская публикация полезной модели № 4 [1992]-18383
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача, подлежащая решению посредством изобретения
Пищевое тесто, как, например, хлебное тесто, подлежащее подаче в округлительную машину, отделяется вручную в заданных количествах или отделяется посредством любого общеизвестного отделяющего устройства. Что касается отделенных кусков пищевого теста, формы являются неравномерными, и режущие поверхности имеют адгезивность, и таким образом плотная оболочка не образуется. Целями способа округления являются прижимание вниз теста для побуждения выхода газов из него, равномерное образование внутренних слоев, образование твердой оболочки и равномерное образование форм отделенных кусков теста.
В округлительных машинах, раскрытых в патентных документах, каждая направляющая пластина прикреплена к переднему концу кронштейна, который соединен с осью вращения приводного двигателя для приведения в движение соответствующей направляющей пластины таким образом, что направляющая пластина перемещается в горизонтальном направлении. На протяжении всего процесса качания существует только одна точка, в которой противоположные направляющие пластины могут перемещаться в противоположных направлениях относительно друг друга в их самом близком положении. Таким образом, усилие для сбивания кусков теста является слабым и недостаточным для их округления и образования. Кроме того, когда направляющие пластины перемещаются друг от друга, некоторые куски теста могут прилипать к направляющей пластине или пластинам и переворачиваться на транспортирующем устройстве. Это дает в результате точку подбирания, в которой оболочка каждого куска теста подбирается на его нижней части и образуется посредством движения приближения направляющих пластин. Место точки подбирания может варьироваться к каждой операции округления, и таким образом оболочка не может постоянно подбираться в одной и той же точке подбирания. Следовательно, существует проблема, заключающаяся в том, что оболочки соответствующих кусков теста не могут иметь достаточные твердости.
Обычно в процессе округления куска пищевого теста сначала кусок теста формуется и таким образом округляется для получения полностью округленного куска теста для устранения какого-либо выступания на, или закругления, оболочки куска теста на более раннем этапе. Затем кусок теста округляется таким образом, чтобы иметь одинаковую форму, при этом его оболочка образована твердой. Таким образом, процесс округления может эффективно выполняться.
Противоположные направляющие пластины в вышеприведенной традиционной округлительной машине, угол установки и расстояние между установкой могут регулироваться. Эти регулировки выполняются исходя из заданного размера каждого отделенного куска теста. Кусок теста, имеющий заданный размер, подвергается процессу округления несколько раз посредством направляющих пластин, которые регулируются на заданный угол. В вышеприведенной традиционной округлительной машине, так как куски теста округляются посредством формующих поверхностей, которые наклонены на одинаковый угол по длине каждой направляющей пластины, одни и те же операции повторяются во время всего процесса округления. Таким образом, существует проблема, заключающаяся в том, что не может достигаться эффективный процесс формования-округления.
Внутри отделенного куска теста, имеющего заданный размер, образованного из сбитого и ферментированного теста, распределены маленькие и большие пузырьки (газы), которые являются неравномерными. Если такой кусок теста округляется и формуется только посредством прижимания его нижней части, так как пузырьки остаются в виде распределения, которое является неравномерным, продукт, который подвергается процессу нагревания, например, процессу выпекания, такой как буханка хлеба, имеет проблему, заключающуюся в том, что внутри него образуется неравномерная текстура.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
Один аспект настоящего изобретения обеспечивает округлительную машину, которая содержит транспортирующее устройство для транспортировки куска (7) пищевого теста и пару формующих пластин, которые размещены над транспортирующим устройством таким образом, что они проходят вдоль направления перемещения транспортирующего устройства, в которой формующие пластины включают в себя по меньшей мере противоположные наклонные поверхности, причем наклонные поверхности наклонены наружу от их нижних сторон к их верхним сторонам таким образом, что расстояние между ними является меньшим на нижней стороне и бόльшим на верхней стороне, для округления куска пищевого теста, используя наклонные поверхности пары формующих пластин. Машина отличается тем, что пара формующих пластин является подвижной вдоль траектории перемещения, имеющей продольную составляющую, по которой формующие пластины относительно перемещаются в направлении, противоположном относительно друг друга, вдоль продольного направления, и составляющую ширины, по которой формующие пластины относительно перемещаются для приближения друг к другу, и отведения друг от друга, и вдоль направления ширины, перпендикулярного относительно продольного направления, причем ход перемещения продольной составляющей больше, чем ход перемещения составляющей ширины.
В этом случае машина может дополнительно содержать толкающий вниз элемент для толкания вниз кусков теста для их вертикального перемещения между парой формующих пластин. Прижимающий вниз элемент может опускаться между формующими пластинами, когда формующие пластины отводятся друг от друга, при этом прижимающий вниз элемент может перемещаться вверх, когда формующие пластины приближаются друг к другу.
Толкающий тесто элемент может представлять собой ленточный конвейер, перемещающийся в направлении транспортирующего устройства. В этом случае предпочтительно скорость, с которой перемещается лента конвейера, является такой же, что и скорость транспортирующего устройства (9).
Другой аспект настоящего изобретения обеспечивает способ округления кусков пищевого теста посредством перемещения пары формующих пластин вдоль траектории перемещения, в котором пара формующих пластин размещена и проходит вдоль направления перемещения кусков пищевого теста и имеет по меньшей мере противоположные наклонные поверхности и в котором наклонные поверхности наклонены наружу от их нижних сторон к их верхним сторонам таким образом, что расстояние между ними является маленьким на нижней стороне и больше на верхней стороне, в котором траектория перемещения имеет продольную составляющую, по которой формующие пластины перемещаются в относительно противоположных направлениях, вдоль продольного направления, и составляющую ширины, по которой формующие пластины относительно приближаются друг к другу и отводятся друг от друга вдоль направления ширины, перпендикулярного относительно продольного направления, и в котором ход перемещения продольной составляющей больше, чем ход перемещения составляющей ширины, когда куски пищевого теста округляются. Способ содержит этапы:
(а) латерального прижимания и удерживания кусков (7) пищевого теста на транспортирующем устройстве (9) посредством побуждения формующих пластин (11, 13) приближаться друг к другу по составляющей ширины;
(b) сбивания кусков (7) пищевого теста посредством перемещения формующих пластин (11, 13) противоположно относительно друг друга вдоль продольной составляющей, когда формующие пластины (11, 13) приближаются друг к другу или после этого;
(с) освобождения кусков (7) пищевого теста посредством отведения формующих пластин (11, 13) относительно друг друга по составляющей ширины после приближения формующих пластин (11, 13) друг к другу и во время или после этапа сбивания; и
(d) выполнения вышеприведенных этапов (а), (b) и (с) один или более раз.
В этом случае куски пищевого теста могут округляться во множестве положений вдоль продольного направления формующих пластин.
В машине и способе размер внутреннего угла F между наклонными поверхностями может быть образован таким образом, чтобы непрерывно увеличиваться от стороны ближе по ходу к стороне дальше по ходу формующих пластин.
Формующие пластины могут иметь выступы, которые размещены на нижних концах наклонных поверхностей и выступают внутрь от них. Размер каждого выступа непрерывно увеличивается от стороны ближе по ходу к стороне дальше по ходу формующих пластин.
В машине и способе настоящего изобретения траектория перемещения может включать в себя по существу овальный путь. В этом случае продольная составляющая траектории перемещения может включать в себя по существу линейную составляющую или нелинейную составляющую. В качестве альтернативы продольная составляющая траектории перемещения может включать в себя по существу дугообразную составляющую.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
С настоящим изобретением, пищевое тесто может округляться для получения твердой поверхности теста без существенного деформирования пищевого теста. Кроме того, настоящее изобретение может прижимать тесто для побуждения газов выходить из него, и кусок теста, имеющий равномерные внутренние слои, может округляться.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые включены в и составляют часть описания изобретения, схематично показывают предпочтительный вариант осуществления настоящего изобретения, и вместе с общим описанием, приведенным выше, и подробным описанием предпочтительного варианта осуществления, приведенным ниже, служат для пояснения принципов настоящего изобретения.
На фиг. 1 показан вид спереди общей конфигурации округлительной машины первого варианта осуществления настоящего изобретения.
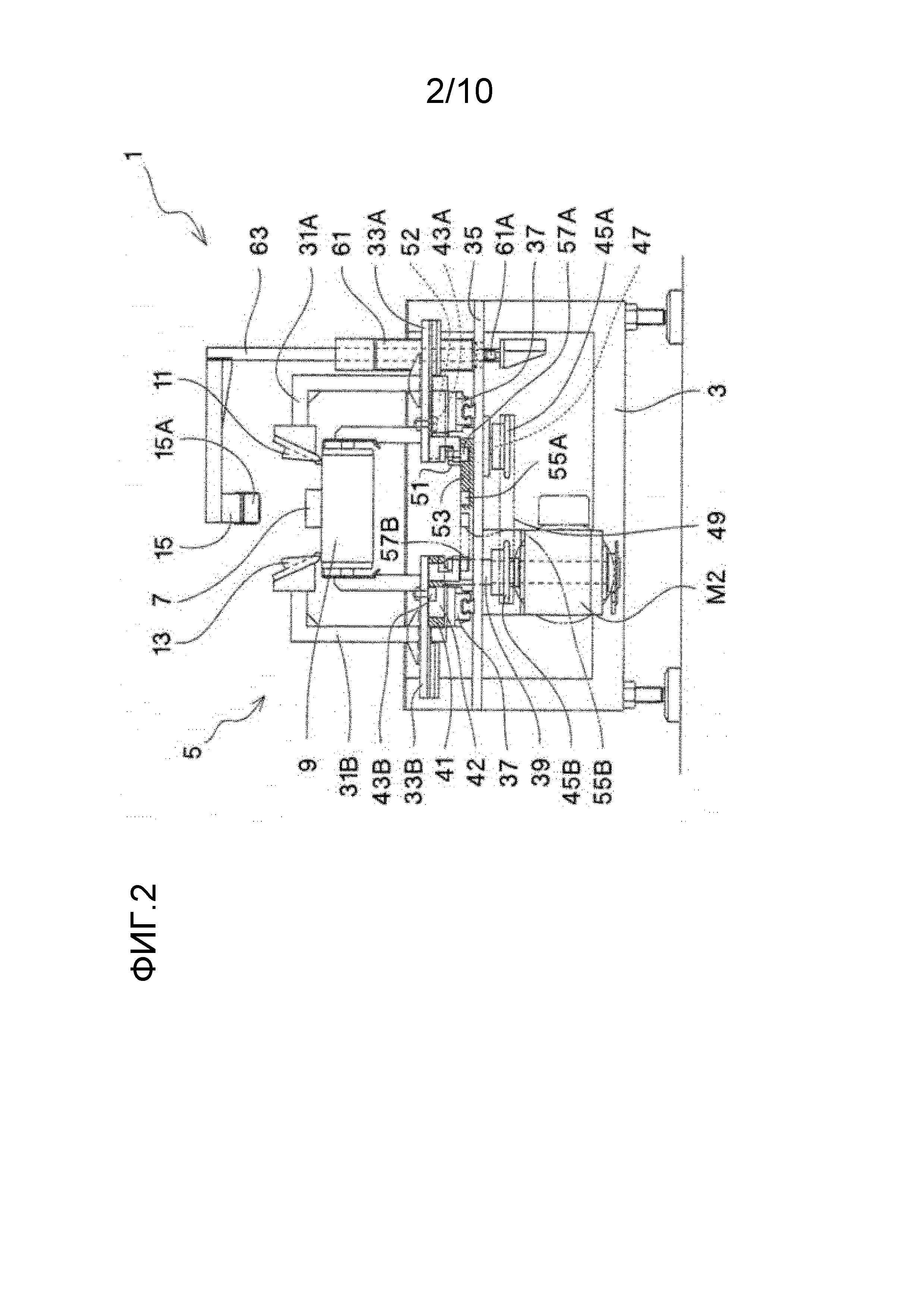
На фиг. 2 показан вид сбоку общей конфигурации округлительной машины первого варианта осуществления настоящего изобретения.
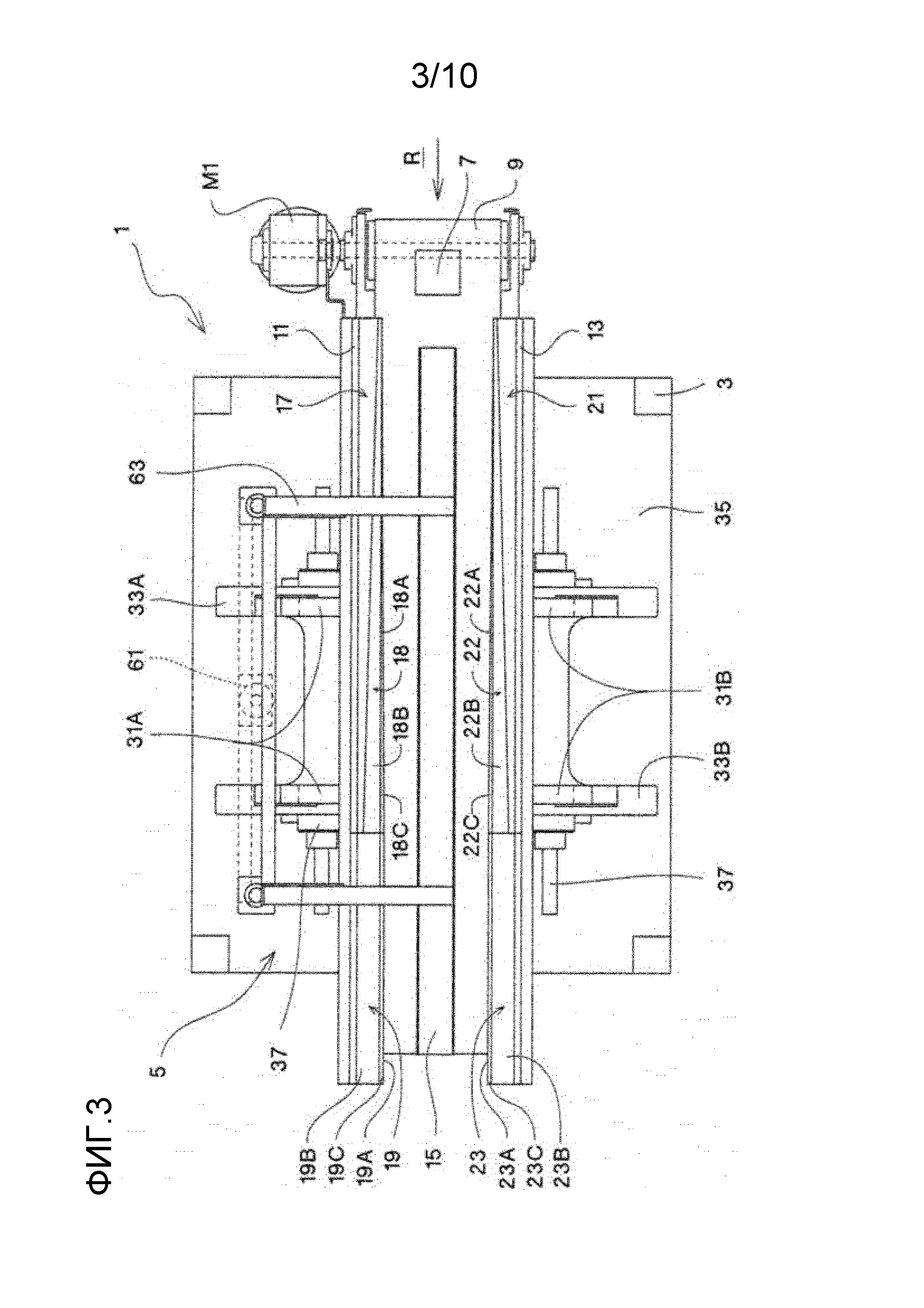
На фиг. 3 показан вид сверху общей конфигурации округлительной машины первого варианта осуществления настоящего изобретения.
На фиг. 4 показан вид сверху приводного устройства для формующих пластин, которыми оснащена округлительная машина первого варианта осуществления настоящего изобретения.
На фиг. 5 показан перспективный вид конфигурации основной части формующей секции, которой оснащена округлительная машина первого варианта осуществления настоящего изобретения.
На фиг. 6 показан вид сверху, показывающий работу формующей секции, которой оснащена округлительная машина первого варианта осуществления настоящего изобретения.
На фиг. 7 показаны формы формующих пластин, которыми оснащена округлительная машина первого варианта осуществления настоящего изобретения.
Фиг. 8(a), (b) и (c) представляют собой схемы примеров траекторий перемещений формующих пластин машины и способа округления теста.
На фиг. 9 показан вид спереди общей конфигурации округлительной машины второго варианта осуществления настоящего изобретения.
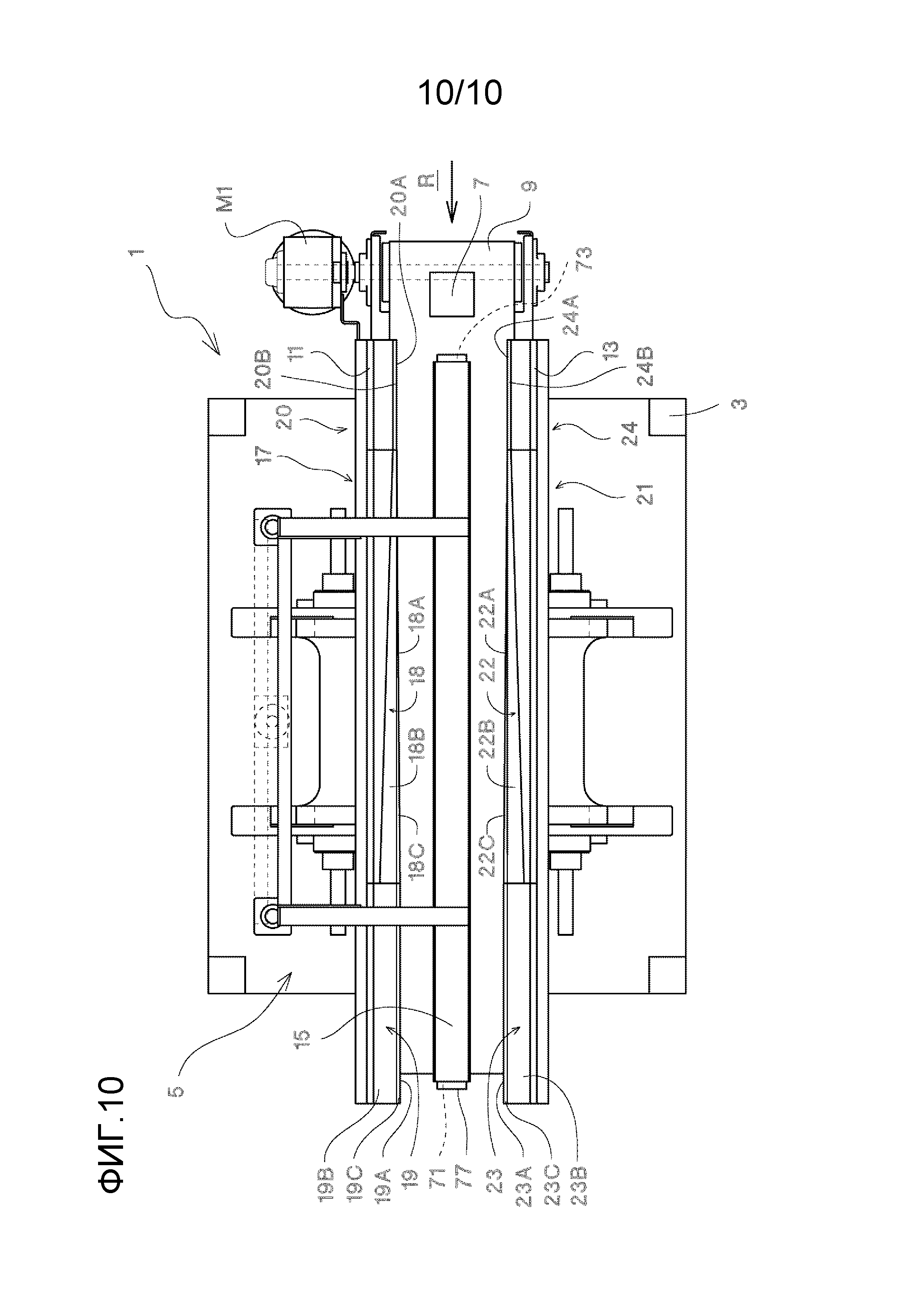
Фиг. 10 представляет собой вид сверху общей конфигурации округлительной машины второго варианта осуществления настоящего изобретения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1-5 показана округлительная машина 1 для округления кусков пищевого теста первого варианта осуществления настоящего изобретения и применяющаяся для, например, кусков хлебного теста в качестве примеров кусков 7 пищевого теста. Округлительная машина 1 включает в себя коробчатую основную раму 3, на верхней части которой размещается округлительная секция 5. Округлительная секция 5 выполнена с первым ленточным конвейером 9 в качестве транспортирующего устройства для транспортировки кусков 7 хлебного теста (кусков 7 пищевого теста) и парой противоположных формующих пластин 11 и 13 для сбивания и округления кусков 7 хлебного теста. Предпочтительно толкающий вниз элемент 15 для толкания вниз кусков теста является вертикально подвижным и обеспечен над противоположными формующими пластинами 11 и 13. Внутри основной рамы 3 обеспечено приводное устройство для побуждения формующих пластин 11 и 13 приближаться друг к другу и отводиться друг от друга. Также обеспечено приводное устройство для поднятия толкающего вниз элемента 15, если она снабжена им. Эти источники для приведения в движение вышеприведенных составных элементов управляются посредством контроллера.
Ленточный конвейер 9 транспортирует куски 7 хлебного теста, которые подаются от источника подачи теста (не показан), посредством приведения в движение управляющего двигателя М1. Например, куски 7 теста могут периодически транспортироваться с заданными расстояниями между ними, которые предварительно задаются в контроллере относительно движений формующих пластин 11, 13.
Что касается формующих пластин 11 и 13, одна располагается на одной из двух сторон в направлении ширины (горизонтальном направлении, перпендикулярном относительно направления транспортировки) ленточного конвейера 9, а другая формующая пластина располагается на другой стороне в направлении ширины таким образом, что длина каждой формующей пластины проходит вдоль направления R транспортировки ленточного конвейера 9. Соответствующие формующие пластины 11 и 13 обращаются вдоль траектории перемещения, которая содержит продольную составляющую, по которой формующие пластины перемещаются в противоположных направлениях относительно друг друга вдоль их направления длины, и составляющую ширины, по которой соответствующие формующие пластины относительно перемещаются, чтобы приближаться друг к другу и перемещаться друг от друга, вдоль их направления ширины и перпендикулярно относительно их направления длины. Ходы соответствующих формующих пластин по продольной составляющей больше их ходов по составляющей ширины. Таким образом, когда формующие пластины 11 и 13 приближаются друг к другу, чтобы сбивать куски 7 хлебного теста, формующие пластины 11 и 13 перемещаются в противоположных направлениях вдоль направления R перемещения.
Каждая формующая пластина 11 или 13 выполнена так, чтобы иметь зеркальную симметрию (см. фиг. 2). Формующая пластина 11 и формующая пластина 13 имеют формующую поверхность 17 и формующую поверхность 21 соответственно. Формующие поверхности 17 и 21 выполнены симметрично относительно воображаемой плоскости (в дальнейшем "средней вертикальной поверхности"), которая располагается в средней точке между противоположными формующими пластинами 11 и 13 и перпендикулярно относительно плоскости транспортировки ленточного конвейера 9. Формующая поверхность 17 включает в себя первую формующую поверхность 18, на которой формы поверхности варьируются вдоль длины, и вторую формующую поверхность 19, которая соединена с расположенным дальше по ходу участком первой формующей поверхности 18. Первая формующая поверхность 18 включает в себя боковую поверхность 18А на ее нижней части и наклонную поверхность 18В на ее верхней части. Боковая поверхность 18А наклонена от конца расположенного ближе по ходу участка формующей пластины 11 (правый конец на фиг. 1), который располагается на стороне ближе по ходу ленточного конвейера 9, по направлению внутрь (нижнее направление на фиг. 3) вдоль длины (направление транспортировки). Кроме того, боковая поверхность 18А включает в себя выступающую секцию 18С, которая выступает внутрь от нижнего конца наклонной поверхности 18В таким образом, что степень ее выступания непрерывно увеличивается от стороны ближе по ходу к стороне дальше по ходу формующей пластины 11.
Наклонная поверхность 18В наклонена наружу (правая сторона на фиг. 2) от нижней стороны к ее верхней стороне таким образом, что расстояние между наклонной поверхностью 18В и средней плоскостью меньше на нижней стороне и больше на верхней стороне. Нижний конец наклонной поверхности 18В образован вдоль длины (направления перемещения) таким образом, что степень наклона наклонной поверхности 18В варьируется так, чтобы увеличиваться наружу с постоянной величиной от конца расположенного ближе по ходу участка в продольном направлении (сторону расположенного дальше по ходу участка). То есть наклон наклонной поверхности 18В варьируется от крутого наклона на конце расположенного ближе по ходу участка до пологого наклона вдоль продольного направления (стороны расположенного дальше по ходу участка). Вторая формующая поверхность 19 включает в себя боковую поверхность 19А, имеющую такую же форму, как у конца расположенного дальше по ходу участка первой формующей поверхности 18, и наклонную поверхность 19В, которая не варьируется вдоль своей длины. Как боковая поверхность 19А, так и наклонная поверхность 19В выполнены в виде плоскости. Также выступающая секция 19С непрерывно обеспечена от конца расположенного дальше по ходу участка выступающей секции 18С.
Кроме того, относительно средней плоскости образована формующая поверхность 21, которая является симметричной относительно формующей поверхности 17, для соединения второй формующей поверхности 22, соответствующей первой поверхности 18, и второй формующей поверхности 23, соответствующей первой формующей поверхности 19, вдоль длины (направления перемещения). Первая формующая поверхность 22 включает в себя боковую поверхность 22А на нижней части и наклонную поверхность 22В на ее верхней части. Боковая поверхность 22А наклонена от конца расположенного ближе по ходу участка формующей пластины 13 (правый конец на фиг. 1) по направлению внутрь (верхняя сторона на фиг. 3) вдоль длины. Кроме того, боковая поверхность 22А включает в себя выступающую секцию 22С, которая выступает внутрь от нижнего конца наклонной поверхности 22В таким образом, что степень ее выступания непрерывно увеличивается от стороны ближе по ходу к стороне дальше по ходу формующей пластины 13. Наклонная поверхность 22В наклонена наружу (левая сторона на фиг. 2) от нижней стороны к ее верхней стороне таким образом, что расстояние между наклонной поверхностью 22В и средней вертикальной плоскостью меньше на нижней стороне и больше на верхней стороне. Нижний конец наклонной поверхности 22В образован вдоль длины (направления транспортировки) таким образом, что степень наклона наклонной поверхности 22В варьируется так, чтобы увеличиваться наружу с постоянной величиной от конца расположенного ближе по ходу участка в продольном направлении. Вторая формующая поверхность 23 включает в себя боковую поверхность 23А, имеющую такую же форму, как у конца расположенного дальше по ходу участка первой формующей поверхности 22, и наклонную поверхность 23В, которая не варьируется вдоль длины. Как боковая поверхность 23А, так и наклонная поверхность 23В выполнены в виде плоскости. Также выступающая секция 23С непрерывно обеспечена от конца расположенного дальше по ходу участка выступающей секции 22С.
На боковой поверхности 18А и нижней части наклонной поверхности 18В первой формующей поверхности образовано множество приемников (см. фиг. 5А). Аналогичным образом на боковой поверхности 22А и нижней части наклонной поверхности 22В первой формующей поверхности 22, противоположной относительно первой формующей поверхности 18, образовано множество приемников. Эти приемники могут прессоваться и могут удерживать куски 7 хлебного теста, без их выскальзывания, когда они сбиваются, и предотвращать их прилипание к формующим поверхностям, и таким образом может выполняться стабильный процесс округления. В качестве альтернативы, чтобы образовать такую рифленую поверхность для удерживания кусков 7 хлебного теста и чтобы иметь высокую способность снятия, соответствующие модификации могут быть возможными, как, например, финишная, подобная кожице груши, поверхность может образовываться посредством пескоструйной обработки, или неадгезивные материалы ленты, имеющие холстообразные поверхности, могут прикрепляться к самим формующим пластинам 11, 13.
Теперь будут поясняться приводные механизмы формующих пластин 11, 13. Формующие пластины 11 и 13 прикрепляются к поддерживающим плитам 33А и 33В, которые перемещаются в горизонтальном направлении вдоль по существу овальной траектории, посредством поддерживающих кронштейнов 31А и 31В. Соответствующие поддерживающие плиты 33А и 33В поддерживаются посредством линейных рельсов 37, которые прикреплены к верхней поверхности опорной плиты 35 основной плиты 3. Линейные рельсы 37 обеспечены таким образом, что поддерживающие плиты 33А, 33В могут перемещаться в направлении транспортировки и направлении ширины.
Управляющий двигатель М2 смонтирован на нижней поверхности опорной плиты 35 посредством кронштейна. Верхний конец (верхняя сторона на фиг. 1) вращающегося вала 39 управляющего двигателя М2 прикреплен к проксимальному концу вращающегося кронштейна 41. Дистальный конец, который является эксцентричным относительно проксимального конца, вращающегося кронштейна 41 выполнен с вытянутым пазом 42, в котором подвижно сцепляется кулачковый следящий элемент 43В, который подвешен на поддерживающей плите 33В.
Среднее положение вращающегося вала 39 обеспечено звездочкой 45В. Также нижний конец вращающегося вала 47, который поддерживается с возможностью вращения посредством опорной плиты 35 ниже поддерживающей плиты 33А, обеспечен звездочкой 45А. Звездочка 45А и звездочка 45В соединены с цепью 49 таким образом, что они синхронно вращаются в одном и том же направлении. Верхний конец вращающегося вала 47 прикреплен к проксимальному концу вращающегося кронштейна 51. Дистальный конец, который является эксцентричным относительно проксимального конца, вращающегося кронштейна 51, выполнен с вытянутым пазом 52, в котором подвижно сцепляется кулачковый следящий элемент 43А, который подвешен на поддерживающей плите 33А. Вращающийся кронштейн 41 и вращающийся кронштейн 51 выполнены таким образом, что они синхронно вращаются с разницей по фазе 180 градусов, как видно сверху (см. фиг. 4).
Направляющий элемент 53 прикреплен к верхней поверхности опорной плиты 35. Направляющий элемент 53 выполнен с направляющими пазами 55А и 55В, которые имеют одинаковые формы, параллельно в направлении ширины (вертикальное направление на фиг. 4). Каждый направляющий паз 55А или 55В образован по существу с овальной формой, как в примере изображения, таким образом, что его главная ось проходит вдоль направления транспортировки. В направляющих пазах 55А и 55В подвижно сцепляются кулачковые следящие элементы 57А и 57В, которые подвешены на нижних поверхностях поддерживающих плит 33А и 33В.
Вращающиеся кронштейны 41 и 51 синхронно вращаются с помощью вращающихся валов 39 и 47 посредством приведения в движение управляющего двигателя М2. Таким образом, поддерживающие плиты 33А и 33В перемещаются в горизонтальном направлении посредством кулачковых следящих элементов 43В и 43А, которые сцепляются с вытянутыми пазами 42 и 52 для побуждения перемещения формующих пластин 11 и 13. Перемещения формующих пластин 11 и 13 выполняются по траектории вдоль, например, овальной формы, направляющих пазов 55А и 55В направляющего элемента 53.
Предполагается, что состояние, как показано на фиг. 3, представляет собой начальное положение, т. е., где формующие пластины 11 и 13 перемещаются. В этом положении формующие пластины 11 и 13 находятся на наибольшем возможном расстоянии друг от друга и размещаются параллельно в направлении транспортировки. При приведении в движение приводного двигателя М2, формующая пластина 11 линейно перемещается к расположенному дальше по ходу участку направления R транспортировки, при этом формующая пластина 13 линейно перемещается к расположенному ближе по ходу участку направления R транспортировки. Затем формующая пластина 11 перемещается внутрь (по направлению к стороне формующей пластины 13), при этом ее направление перемещения изменяется от стороны дальше по ходу к стороне ближе по ходу, вдоль траектории по существу дуги окружности. Одновременно формующая пластина 13 перемещается внутрь (в сторону формующей пластины 11), при этом ее направление перемещения изменяется от стороны ближе по ходу к стороне дальше по ходу, вдоль траектории по существу дуги окружности, таким образом, что формующие пластины 11 и 13 приближаются друг к другу (см. фиг. 6). Поддерживая расстояние между формующими пластинами 11 и 13, формующая пластина 11 линейно перемещается к стороне ближе по ходу, при этом формующая пластина 13 линейно перемещается к стороне дальше по ходу таким образом, что они располагаются на одном уровне относительно друг друга в одном и том же положении в направлении перемещения (см. фиг. 6В). Кроме того, формующая пластина 11 линейно перемещается к стороне ближе по ходу, при этом формующая пластина 13 линейно перемещается к стороне дальше по ходу (см. фиг. 6С). В таком случае формующая пластина 11 перемещается наружу, при этом ее направление перемещения изменяется от стороны ближе по ходу к стороне дальше по ходу вдоль траектории по существу дуги окружности таким образом, что формующая пластина 11 линейно перемещается к стороне дальше по ходу, чтобы вернуться в начальное положение. Формующая пластина 13 перемещается наружу, при этом ее направление перемещения изменяется от стороны дальше по ходу к стороне ближе по ходу вдоль траектории по существу дуги окружности таким образом, что формующая пластина 13 линейно перемещается к стороне ближе по ходу, чтобы вернуться в начальное положение.
Формы поверхностей, которые образованы противоположными формующими поверхностями 17 и 21, теперь будут поясняться со ссылкой на фиг. 7. На фиг. 7 показано состояние, в котором формующие пластины 11 и 13 приближаются друг к другу таким образом, что они располагаются на одном уровне относительно друг друга в одном и том же положении в направлении транспортировки (см. фиг. 6В). На фиг. 7, на соответствующих фиг. 7А-D, показаны формы поверхностей, если смотреть вдоль стрелок А-А - D-D на фиг. 6В, и такие же положения, как показано на фиг. 2. Внутренний угол между противоположными и наклонными поверхностями обозначен "F", и расстояние между противоположными боковыми поверхностями обозначено "S".
На фиг. 7А показаны боковые поверхности (концы стороны ближе по ходу) формующих поверхностей 11 и 13, если смотреть вдоль стрелок А-А, как показано на фиг. 6В. Расстояние SA между противоположными боковыми поверхностями 18А и 22А является максимально большим по сравнению с состоянием на стороне дальше по ходу, как описано ниже. Наклонные поверхности 18В и 22В непрерывно образованы от верхних концов боковых поверхностей 18А и 22А. Внутренний угол FA между противоположными наклонными поверхностями 18В и 22В является наименьшим по сравнению с состоянием на стороне дальше по ходу, как описано ниже.
На фиг. 7В и 7С показаны сечения формующих пластин 11 и 13, если смотреть вдоль стрелок В-В и стрелок С-С, как показано на фиг. 6В. Расстояние SB, как показано на фиг. 7В, образовано таким образом, чтобы быть меньше, чем расстояние SA, при этом расстояние SC, как показано на фиг. 7С, образовано таким образом, чтобы быть меньше, чем расстояние SB. Боковые поверхности 18А и 22А образованы таким образом, что они выступают внутрь от нижних концов наклонных поверхностей 18В и 22В для образования вышеприведенных выступающих секций 18С и 22С. Степени выступания образованы таким образом, чтобы быть большими, когда расстояние S между боковыми поверхностями 18А и 22А является небольшими. Внутренний угол FB, как показано на фиг. 7В, образован таким образом, чтобы быть больше, чем внутренний угол FA, при этом внутренний угол FC, как показано на фиг. 7С, образован таким образом, чтобы быть больше, чем внутренний угол FB.
На фиг. 7D показаны сечения формующих пластин 11 и 13, если смотреть вдоль стрелок D-D, как показано на фиг. 6В. Расстояние SD между противоположными боковыми поверхностями 19А и 23А меньше, чем расстояние SC. Степени выступания внутрь выступающих секций 19С и 23С являются наибольшими на формующих пластинах 17 и 21. Внутренний угол FD между наклонными поверхностями 19В и 23В образован таким образом, чтобы быть больше, чем внутренний угол FC. Как рассмотрено выше, расстояние SD и внутренний угол FD выполнены неизменно вдоль длин противоположных вторых формующих поверхностей 19 и 20, без какого-либо изменения. Величины расстояния SD и внутреннего угла FD являются такими же, как у расстояния S и внутреннего угла F, которые образованы противоположными первыми формующими поверхностями 18 и 22 на их расположенных дальше по ходу концах.
Как очевидно из вышеприведенного описания, расстояние между противоположными наклонными поверхностями 18В и 22В образовано таким образом, чтобы быть меньшим на нижней стороне, и образовано таким образом, чтобы быть большим на верхней стороне. Также внутренний угол F, между противоположными наклонными поверхностями 18В и 22В, варьируется таким образом, что он непрерывно увеличивается от стороны ближе по ходу, которая представляет собой сторону ближе по ходу в направлении транспортировки первого ленточного конвейера (транспортирующего устройства) 9 к стороне дальше по ходу формующих пластин 11 и 13. Расстояние S между боковыми поверхностями 18А и 22А варьируется таким образом, что оно непрерывно уменьшается от конца стороны ближе по ходу в продольном направлении (к стороне дальше по ходу направления транспортировки). Степени выступания выступающих секций 19С и 23С, которые образованы таким образом, чтобы выступать внутрь от нижних концов наклонных поверхностей 18В и 22В, варьируются таким образом, что они непрерывно увеличиваются от конца расположенного ближе по ходу конвейера и в продольном направлении (к стороне дальше по ходу направления транспортировки).
Прижимающий вниз элемент 15 для прижимания вниз кусков теста расположен посередине между формующими пластинами 11 и 13 таким образом, что его длина ориентирована вдоль направления R транспортировки. Прижимающий вниз элемент 15 соединен с возможностью приведения в движение с совершающим возвратно-поступательное движение валом (штоком цилиндра) 61А гидроцилиндра 61, который смонтирован на опорной плите 35, посредством поддерживающего кронштейна 63, для его вертикального перемещения. Нижняя поверхность прижимающего вниз элемента 15 обеспечена с уступом таким образом, что сторона ближе по ходу длинной стороны выступает ниже нижней стороны относительно стороны дальше по ходу, для образования выступающей секции 15А. Таким образом, в прижимающем вниз элементе 15 расстояние между его нижней поверхностью и транспортирующей поверхностью ленточного конвейера 9 меньше на расположенном ближе по ходу конце относительно расположенного дальше по ходу конца. Прижимающий вниз элемент 15 опускается между формующими пластинами 11 и 13 после их приближения друг к другу для округления кусков 7 хлебного теста и когда формующие пластины 11 и 13 отводятся друг от друга. Прижимающий вниз элемент 15 перемещается вверх, когда формующие пластины 11 и 13 приближаются друг к другу. Прижимающий вниз элемент 15 прижимает куски 7 хлебного теста для их сильного расплющивания и отбивания на выступающей секции 15А, при этом прижимающий вниз элемент 15 слегка контактирует с верхними частями кусков 7 хлебного теста на его стороне дальше по ходу (где нет выступающей секции 15А) (см. фиг. 5В). Прижимающий вниз элемент 15 предотвращает прилипание кусков 7 хлебного теста к формующим пластинам 11 и 13, которые отводятся друг от друга, чтобы перемещаться наружу, и таким образом они смещаются из средней точки между противоположными формующими пластинами 11 и 13.
Посредством одного движения, где формующие пластины 11 и 13 приближаются и отводятся друг от друга, и другого движения, где прижимающий вниз элемент 15 перемещается вверх и вниз, куски 7 хлебного теста сбиваются, и таким образом выполняется один процесс округления. Округлительная машина 1 может быть выполнена надлежащим образом так, что один или более процессов округления могут повторяться, когда ленточный конвейер 9 останавливается при его перемещении. Так как ленточный конвейер 9 может быть выполнен надлежащим образом так, чтобы задавать расстояние транспортировки (шаг) периодической транспортировки, процесс округления для кусков 7 хлебного теста может повторяться во множестве положений остановки вдоль направления R транспортировки, по которому перемещается ленточный конвейер 9.
Теперь будет поясняться процесс округления кусков 7 хлебного теста с использованием вышеприведенной округлительной машины 1. Здесь предполагается, что прямоугольные куски 7 хлебного теста, каждый отрезанный от имеющего стержнеобразную форму хлебного теста так, чтобы иметь заданный вес, падают и затем подаются на сторону ближе по ходу (левая сторона на фиг. 1) ленточного конвейера 9, и округляются в шести положениях, в которых транспортирующее движение периодически останавливается через заданное расстояние (шаг) (см. фиг. 5 и 6). На фиг. 5А показано состояние, в котором соответствующие куски 7 хлебного теста транспортируются в положения остановки. На фиг. 5В показано состояние, в котором соответствующие куски 7 хлебного теста, которые были сбиты посредством формующих пластин 11 и 13 в соответствующих положениях остановки, прижимаются сверху вниз посредством прижимающего вниз элемента 15.
Кусок 7 хлебного теста транспортируется на заданное расстояние (шаг), как определено посредством ленточного конвейера 9, и располагается между формующими пластинами 11 и 13, которые отведены друг от друга и остановлены (видно, если смотреть вдоль стрелок В-В, как показано на фиг. 6В). В дальнейшем это положение называется первым положением, а кусок 7 хлебного теста в этом положении называется куском 7В хлебного теста. Формующие пластины 11 и 13, которые были остановлены, начинают перемещаться вдоль по существу овальной траектории, приближаются друг к другу для прижимания и удерживания куска 7В хлебного теста посредством формующих поверхностей 17 и 21 и затем перемещаются в противоположных направлениях вдоль их соответствующих продольных направлений. Кроме того, в положении, в котором они приближаются друг к другу, они линейно перемещаются в противоположных направлениях для сбивания и округления куска 7В хлебного теста. В этом положении внутренний угол FB между наклонными поверхностями 18В и 22В меньше по сравнению с внутренним углом F, который образован на стороне дальше по ходу вдоль продольного направления, и противоположный зазор меньше. Кусок 7В хлебного теста относительно и сильно прижимается с его латеральных направлений, чтобы заставить его раскатываться с вертикального направления таким образом, что кусок 7В хлебного теста деформируется, чтобы затем расплющить его. Кусок 7В хлебного теста вращается в состоянии, в котором бόльшая часть его поверхности контактирует с формующими поверхностями 18 и 22. Формующие пластины 11 и 13 затем начинают перемещаться, например, вдоль по существу овальной траектории таким образом, что они перемещаются в противоположных направлениях вдоль их соответствующих продольных направлений и друг от друга, чтобы освободить кусок 7В хлебного теста. Когда формующие пластины 11 и 13 располагаются на расстоянии друг от друга, прижимающий вниз элемент 15 немедленно опускается таким образом, что выступающая секция 15А расплющивает кусок 7В хлебного теста сверху таким образом, что он прижимается и удерживается между выступающей секцией 15А и транспортирующей поверхностью ленточного конвейера 9, чтобы раскатать его горизонтально. Вскоре после этого прижимающий вниз элемент 15 поднимается. В этом положении процесс округления повторяется, например, два, три или четыре раза таким образом, что кусок 7 хлебного теста округляется для устранения выступов и вершин на его поверхности. Посредством латерального прижимания и удерживания формующими пластинами 11 и 13, а также вращения, отбивания и прижимания, осуществляющегося сверху посредством выступающей секции 15А, небольшие и большие пузырьки (газы), которые являются неоднородными и распределены в куске 7 хлебного теста, пропадают, чтобы постепенно образовать однородные внутренние слои в нем.
На фиг. 8(а), (b) и (с) показаны примеры траекторий Т, по которым перемещаются формующая пластина 11 (не показана на фиг. 8, но она располагается там на левой стороне) и формующая пластина 13 (она располагается на правой стороне на фиг. 8). На фиг. 8 стрелка L обозначает направление продольной составляющей в процессе сбивания стрелка W1 обозначает направление составляющей ширины, когда формующие пластины приближаются друг к другу, и стрелка W2 обозначает направление составляющей ширины, когда формующие пластины перемещаются друг от друга. В траекториях Т перемещения формующих пластин 11 и 13, продольная составляющая может проходить по существу по прямой линии, как показано на фиг. 8(а) и в вышеприведенном варианте осуществления, но также может проходить по непрямой линии. Например, как показано на фиг. 8(b), продольная составляющая может выступать в противоположном направлении таким образом, что она может включать в себя составляющую слегка изогнутой дуги или составляющую существенно изогнутой дуги. В качестве альтернативы траектория Т перемещения может проходить по существу, по эллипсу, как показано на фиг. 8(с). Каждая траектория, как показано на фиг. 8, включает в себя следующие этапы.
Этап (а): Куски 7 хлебного теста (куски 7 пищевого теста) ленточного конвейера 9 латерально прижимаются и удерживаются посредством формующих пластин 11 и 13 таким образом, что они приближаются друг к другу по составляющей ширины.
Этап (b): Куски хлебного теста сбиваются посредством перемещения формующих пластин 11 и 13 противоположно относительно друг друга вдоль продольной составляющей, когда или после того как формующие пластины 11 и 13 приближаются друг к другу.
Этап (с): Формующие пластины 11 и 13 отводятся друг от друга по составляющей ширины для освобождения кусков 7 хлебного теста после приближения друг к другу формующих пластин 11 и 13 и во время или после этапа сбивания.
Этап (d): Вышеприведенные этапы (а), (b) и (с) выполняются один или более раз.
Когда куски 7 хлебного теста (куски 7 пищевого теста) округлены, формующие пластины 11 и 13 оказывают воздействие на куски 7 хлебного теста таким образом, что длина перемещения продольной составляющей больше, чем длина перемещения составляющей ширины, для улучшения эффекта сбивания на кусках 7 хлебного теста (кусках 7 пищевого теста).
Следует отметить, что траектории Т перемещения, как показано на фиг. 8(а), (b) и (с), предусмотрены только в качестве примеров. Траектория перемещения спаренных формующих пластин 11 и 13 настоящего изобретения включает в себя продольную составляющую. В этой составляющей формующие пластины располагаются относительно противоположно друг другу вдоль их длин и вдоль составляющей ширины, по которой формующие пластины относительно приближаются друг к другу, и перемещаются друг от друга вдоль направления ширины, которое является перпендикулярным относительно длины, таким образом, что расстояние, пройденное по продольной составляющей больше, чем расстояние, пройденное по составляющей ширины. То есть траектория перемещения спаренных формующих пластин 11 и 13 строго не ограничена показанными траекториями. Например, расстояние перемещения формующей пластины 11 может отличаться от расстояния перемещения формующей пластины 13.
Кусок 7В хлебного теста транспортируется на один шаг и останавливается во втором положении таким образом, что он округляется посредством формующих пластин 11, 13 и прижимающего вниз элемента 15. Кусок 7В хлебного теста затем транспортируется на еще один шаг и останавливается в третьем положении (видно, если смотреть вдоль стрелок С-С, как показано на фиг. 6В. В дальнейшем кусок 7 хлебного теста в этом положении называется куском 7С хлебного теста). Внутренний угол FС между наклонными поверхностями 18В и 22В в третьем положении больше по сравнению с внутренним углом F, который образован на стороне ближе по ходу третьего положения. Также противоположный зазор между ними шире. По сравнению с процессом округления куска 7В хлебного теста в первом положении латеральное усилие для прижимания и удерживания куска 7С хлебного теста посредством противоположных наклонных поверхностей слабее таким образом, что кусок 7С хлебного теста скручивается с верхнего участка к нижнему участку посредством наклонных поверхностей 18В и 22В, которые линейно перемещаются противоположно относительно друг друга вдоль их направлений длины, чтобы направить поверхностный слой куска 7С хлебного теста от его верхней части к нижней части, чтобы уплотнить его поверхностную оболочку. Также, так как расстояние SC между боковыми поверхностями 18А и 22А меньше по сравнению с расстоянием S на стороне ближе по ходу, и чтобы прижимать и удерживать нижний конец куска 7С хлебного теста, тесто с нижнего конца куска 7 хлебного теста скручивается для улучшения эффекта направления поверхностного слоя куска 7С хлебного теста к его нижней части. Тесто подбирается в нижней части куска 7 хлебного теста для образования подобранной секции. Когда формующие пластины 11 и 13 отводятся друг от друга, скручивающее усилие на куске 7С хлебного теста снимается. Прижимающий вниз элемент 15 опускается для прижимания вниз куска 7С хлебного теста сверху для предотвращения прилипания куска 7С хлебного теста к формующим пластинам 11 и 13, которые отводятся друг от друга, и кусок 7С хлебного теста смещается из среднего положения между противоположными формующими пластинами 11 и 13. Выступающая секция 15А прижимающего вниз элемента 15 опускается для прижимания и, таким образом, отбивания куска 7С хлебного теста сверху, для его расплющивания. В этом варианте осуществления, так как каждая формующая пластина 11, 13 составляет один отдельный элемент, определенное количество процессов округления, которое является таким же, как в первом положении, повторяется в этом третьем положении.
Кусок 7С хлебного теста транспортируется на один шаг и останавливается в четвертом положении, в котором кусок 7С хлебного теста округляется посредством формующих пластин 11 и 13. Кроме того, кусок 7С хлебного теста транспортируется на еще один шаг и останавливается в пятом положении (видно, если смотреть вдоль стрелок D-D, как показано на фиг. 6В. В дальнейшем кусок 7С хлебного теста, который расположен в этом положении, называется "куском 7D хлебного теста"). Внутренний угол FD между наклонными поверхностями 19В и 23В в этом положении является наибольшим среди внутренних углов F между формующими пластинами 17 и 21, и противоположное направление является самым широким. Кусок 7D хлебного теста имеет конфигурацию, в которой поверхность теста нижнего участка контактирует с формующими поверхностями 17 и 21 по сравнению с куском 7С хлебного теста. Эффект скручивания на куске 7D хлебного теста увеличен, чем на куске 7С хлебного теста, таким образом, что эффект направления, т. е. для направления поверхностного слоя к нижней части, также увеличен. Так как расстояние SD между боковыми поверхностями 19А и 23А является наименьшим на расстоянии S, т. е. между формующими пластинами 17 и 21, для сильного прижимания и удерживания нижнего конца куска 7D хлебного теста, тесто с нижнего конца куска 7D хлебного теста сильно скручивается. Следовательно, эффект направления, т. е. для направления поверхностного слоя куска 7D хлебного теста к нижней части, увеличен, при этом образованная поверхностная оболочка подбирается на нижней поверхности (нижней части) для направления куска 7D хлебного теста внутрь таким образом, что поверхностная оболочка куска 7D хлебного теста образует крепкую оболочку. Когда формующие пластины 11 и 13 отводятся друг от друга, скручивающее усилие на куске 7D хлебного теста снимается. Прижимающий вниз элемент 15 опускается для незначительного прижимания верхней части куска 7D хлебного теста.
Кроме того, кусок 7D хлебного теста транспортируется на еще один шаг и останавливается в шестом положении, в котором он округляется посредством формующих пластин 11 и 13. Внутренний угол F и расстояние S в этом положении являются такими же, как в пятом положении. Однако в этом положении выполняются повторное сбивание куска 7 хлебного теста для направления поверхностного слоя к дальнейшему нижнему участку и подбирание оболочки, которая образуется посредством противоположных боковых поверхностей 19А и 23А к нижней части для ее внедрения внутрь куска 7 хлебного теста таким образом, что кусок 7 хлебного теста, имеющий плотную оболочку, может округляться. Толкающий тесто элемент 15 опускается для незначительного прижимания верхней части куска 7 хлебного теста. Так как вязкость может быть уменьшена, если тонкая оболочка образуется на поверхности теста куска хлебного теста, кусок 7 хлебного теста не прилипает к перемещающимся формующим пластинам 11 и 13. Таким образом, может не требоваться, чтобы толкающий тесто элемент 15 прижимал верхнюю часть куска 7 хлебного теста. Следовательно, толкающий тесто элемент 15 может не всегда быть обеспечен в округлительной машине 1 варианта осуществления настоящего изобретения.
В случае вышеприведенной округлительной машины 1, когда кусок 7 хлебного теста округляется посредством соответствующих положений остановки (положений округления), он не раскатывается в направлении транспортировки, а поддерживает взаимное расположение между его верхней стороной и нижней стороной. Таким образом, направление для направления теста, которое воздействует на поверхностный слой куска 7 хлебного теста, может быть постоянным. Кроме того, так как оболочка, которая образуется, подбирается на нижней части куска 7 хлебного теста многократно, оболочка куска 7 хлебного теста, соответственно, может направляться внутрь куска 7 хлебного теста таким образом, что может эффективно образовываться плотная оболочка на куске 7 хлебного теста. Также, так как формующие пластины 11 и 13 перемещаются таким образом, чтобы приближаться друг к другу и отводиться друг от друга и латерально прижимать, раскатывать и разводиться на куске 7 хлебного теста, и так как эти этапы повторяются таким образом, что кусок 7 хлебного теста чрезмерно не скручивается, таким образом кусок 7 хлебного теста почти не деформируется. По меньшей мере на более раннем этапе процесса округления (процесс, который выполняется до достижения третьего положения в этом варианте осуществления), когда формующие пластины 11 и 13 отводятся друг от друга, прижимающее движение, например отбивание, толкающего тесто элемента 15 в вертикальном направлении, а также латеральное прижимание куска 7 хлебного теста посредством формующих пластин 11, 13, вызывает пропадание небольших и больших пузырьков (газов), которые равномерно распределены и содержатся в куске 7 хлебного теста, чтобы уравнять внутренние слои. С вышеприведенными преимуществами кусок 7 хлебного теста может эффективно округляться в однородную форму.
В общем, тесто, т. е. так называемое "хлебное тесто", не является однородным. Скорее оно относится к различным композициям и производственным процессам для теста, как, например, теста для сэндвичных булок, теста для сдобных булочек и теста для твердых булочек. Если один и тот же процесс округления применяется к полному ассортименту хлебного теста, надлежащая округленная форма, таким образом, не может быть получена. В округлительной машине 1 варианта осуществления настоящего изобретения положения остановок в транспортирующем движении ленточного конвейера 9 могут быть выполнены надлежащим образом, и количество движений, которые сближают и отводят соответствующие противоположные формующие пластины 11 и 13, может быть выполнено надлежащим образом так, что общее количество движений округления может выполняться надлежащим образом. Кроме того, так как формы противоположных формующих поверхностей варьируются в соответствующих положениях остановки, воздействие на кусок 7 хлебного теста может изменяться в зависимости от соответствующих положений остановки таким образом, что надлежащий процесс округления может выполняться так, чтобы соответствовать свойству и требуемой форме, подлежащей округлению, куска 7 хлебного теста (пищевого теста). Например, любое увеличенное количество движений округления вызывает плотное округление куска 7 пищевого теста, при этом любое уменьшенное количество движений округления вызывает неплотное округление куска 7 пищевого теста.
Хотя транспортирующее устройство варианта осуществления настоящего изобретения в общем описано выше, оно не ограничено устройством, которое описано выше. Наоборот оно может быть модифицировано различными способами в пределах объема прилагаемой формулы изобретения. Например, хотя в первой формующей поверхности 17 (формующей поверхности 18), первая формующая поверхность 18 и вторая формующая поверхность 19 (первая формующая поверхность 22 и вторая формующая поверхность 23) обеспечены непрерывно в продольном направлении, может использоваться конфигурация, в которой может быть выполнена только первая формующая поверхность 18 (первая формующая поверхность 22). Кроме того, в формующих поверхностях 18 и 22 каждая форма поверхности варьируется вдоль длины, и боковые поверхности 18А и 22А могут быть образованы таким образом, что они выполнены так, чтобы быть параллельными относительно друг друга вдоль длины (направления транспортировки), и степень выступания внутрь каждого выступа 18С, 22С может увеличиваться от расположенного ближе по ходу конца к расположенному дальше по ходу концу. В этом случае нижний конец каждой формующей поверхности 18В, 22В наклонен наружу от расположенного ближе по ходу конца к расположенному дальше по ходу концу.
В вертикальных разрезах формующих поверхностей 18 и 22, например, вертикальные боковые поверхности 18А и 22А (вертикальные линии), наклонные поверхности 18В и 22В (наклонные линии) и верхние поверхности выступов 18С и 22С (горизонтальные линии), образованы прямой линией (см. фиг. 7). Без ограничения точки пересечения или часть или обе из соответствующих прямых линий могут быть образованы в виде кривых линий таким образом, что соответствующие поверхности являются непрерывными. Части формующих пластин, которые образуют наклонные поверхности 18В, 22В, и части формующих пластин, которые образуют выступы 18С, 22С, могут быть обеспечены отдельно таким образом, что в них выступы 18С, 22С могут регулироваться внутрь в и от наклонных поверхностей 18В, 22В. Кроме того, приводной механизм для приведения в движение формующих пластин 11 и 13 для приближения друг к другу и отведения друг от друга не ограничен механизмом для их побуждения обращаться вдоль направляющих пазов 55А, 55В. Например, гидравлический цилиндр или линейный привод для преобразования вращательного движения управляющего двигателя в линейное движение может использоваться для придания возвратно-поступательного движения вдоль направления транспортировки и возвратно-поступательного движения вдоль направления ширины таким образом, что формующие пластины 11 и 13 перемещаются так, чтобы приближаться друг к другу и отводиться друг от друга. Таким образом, посредством управления положением движения каждой формующей пластины с помощью соответствующего приводного механизма расстояние между формующими пластинами и линейное расстояние, по которому формующие пластины перемещаются в направлениях, противоположных относительно друг друга, могут регулироваться.
На фиг. 9 и 10 показана округлительная машина второго варианта осуществления настоящего изобретения. Толкающий тесто элемент здесь включает, вместо вертикального подвижного толкающего теста элемента 15, как показано на фиг. 1, 3 и 5, второй ленточный конвейер, перемещающийся вдоль направления R транспортировки первого ленточного конвейера (транспортирующего устройства) 9. Второй ленточный конвейер содержит, например, ведущий ролик 73, содержащий двигатель, ведомый ролик 71, ленту 77 конвейера, которая захватывается как на ведущем ролике 73, так и ведомом ролике 71, и пластины 75 и 76 для прижимания ленты 77 конвейера внутрь. Лента 77 конвейера располагается по существу параллельно к и над транспортирующим устройством (первым ленточным конвейером) 9 таким образом, что она прижимает кусок 7 хлебного теста с верхней стороны к нижней стороне. В этом случае является предпочтительным, чтобы скорость ленты 77 конвейера была такой же, что и скорость транспортирующего устройства 9.
В случае ленты 77 конвейера второго ленточного конвейера кусок 7 хлебного теста может прижиматься без его раскатывания в направлении транспортировки. Кусок 7 хлебного теста, который был освобожден с формующих пластин 11, 13, транспортируется таким образом, что он размещается между транспортирующим устройством 9 и лентой 77 конвейера. Однако в этом альтернативном варианте осуществления кусок 7 хлебного теста повторно не округляется в одном и том же положении.
На фиг. 9 и 10 также показаны альтернативные формующие пластины 11, 13. В альтернативных формующих пластинах 11, 13 вторые формирующие поверхности 20 и 24 обеспечены на сторонах ближе по ходу первых формующих пластин 18 и 22. Вторая формующая поверхность 20 (24) формующей пластины 11 (13) включает в себя боковую поверхность 20А (24А), которая продолжается от боковой поверхности 18А (22А) первой формующей пластины 18 (22), и наклонную поверхность 20В (24В), которая продолжается от наклонной поверхности 18В (22В) первой формующей поверхности 18 (22). Наклонная поверхность 20В (24В) образована таким образом, чтобы иметь такой же наклон на расположенном наиболее ближе по ходу участке наклонной поверхности 18В (22В) первой формующей поверхности 18 (22). Формующие пластины 11 и 13 округлительного устройства первого варианта осуществления могут быть заменены формующими пластинами 11 и 13 округлительной машины второго варианта осуществления.
В вышеприведенных соответствующих вариантах осуществления каждая из боковых поверхностей 18A, 19A, 20A, 22A, 23A и 24A формующих пластин показана в качестве примера в виде перпендикулярной плоскости, но не ограничена на этом. Она может представлять собой наклонную поверхность (диагональную линию), которая наклоняется наружу от нижней стороны к верхней стороне, или она может быть образована в виде кривой.
Тем не менее, следует понимать, что различные модификации могут быть выполнены, не отступая от идеи или объема изобретения. Например, в машине и способе настоящего изобретения формующая пластина 11 и формующая пластина 13 требуют приведения в движение, и может быть возможным вариант осуществления, в котором одна формующая пластина является неподвижной, а другая формующая пластина относительно перемещается к неподвижной формующей пластине. Разумеется, чтобы улучшить результат процесса округления, предпочтительно как формующая пластина 11, так и формующая пластина 13, должны приводиться в движение. Однако в зависимости от требуемой степени процесса округления имеет место случай, в котором приведение в движение либо формующей пластины 11, либо формующей пластины 13 может быть достаточным.
Хотя в вышеприведенных соответствующих вариантах осуществления используется кусок 7 хлебного теста в качестве куска пищевого теста, настоящее изобретение не ограничено на этом. Машина и способ настоящего изобретения могут применяться к любому куску вязкого пищевого теста и не ограничены на куске 7 хлебного теста.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - округлительная машина
5 - округлительная секция
7 - кусок пищевого теста
9 - конвейер
11 - формующая пластина
13 - формующая пластина
17 - формующая поверхность
18 - первая формующая поверхность
18А - боковая поверхность
18В - наклонная поверхность
18С - выступ
19 - вторая формующая поверхность
19А - боковая поверхность
19В - наклонная поверхность
19С - выступ
21 - формующая поверхность
22 - первая формующая поверхность
22А - боковая поверхность
22В - наклонная поверхность
22С - выступ
23 - вторая формующая поверхность
23А - боковая поверхность
23В - наклонная поверхность
23С - выступ
Реферат
Изобретение представляет округлительное устройство для округления пищевого теста, обеспечено с транспортирующим устройством, которое транспортирует пищевое тесто, и парой формирующих пластин, которые на верхней поверхности транспортирующего устройства размещены таким образом, чтобы проходить вдоль направления (R) транспортировки транспортирующего устройства. Формирующие пластины имеют, по меньшей мере, противоположные наклонные поверхности. Наклонные поверхности наклонены наружу от нижней стороны к верхней стороне таким образом, что зазор между наклонными поверхностями является узким на нижней стороне и широким на верхней стороне. Округлительное устройство округляет пищевое тесто с использованием наклонных поверхностей пары формирующих пластин. Пара формирующих пластин имеет продольные составные элементы, которые перемещаются продольно относительно друг друга в противоположных направлениях, и пара формирующих пластин также имеет латеральные составные элементы, которые перемещаются относительно друг друга в направлении ширины, перпендикулярном относительно продольного направления таким образом, чтобы приближаться и отдаляться друг от друга. Пара формирующих пластин может перемещаться вдоль пути перемещения, в котором расстояние перемещения в соответствии с продольными составными элементами больше, чем расстояние перемещения в соответствии с латеральным составным элементом. Изобретение обеспечивает равномерное образование внутренних слоев, образование твердой оболочки и равномерное образование форм отделенных кусков теста. 2 н. и 18 з.п. ф-лы, 10 ил.
Формула
транспортирующее устройство (9) для транспортировки куска (7) пищевого теста; и
пару формующих пластин (11, 13), которые размещены над транспортирующим устройством (9) таким образом, что они проходят вдоль направления (R) перемещения транспортирующего устройства (9);
при этом формующие пластины (11, 13) включают в себя, по меньшей мере, противоположные наклонные поверхности (18В, 22В), причем наклонные поверхности (18В, 22В) наклонены наружу от их нижних сторон к их верхним сторонам таким образом, что расстояние между ними является меньшим на нижней стороне и большим на верхней стороне, для округления куска пищевого теста с использованием наклонных поверхностей (18В, 22В) пары формующих пластин (11, 13);
отличающаяся тем, что
пара формующих пластин (11, 13) является подвижной вдоль траектории перемещения, имеющей продольную составляющую, по которой формующие пластины (11, 13) относительно перемещаются в направлениях, противоположных относительно друг друга, вдоль продольного направления, и составляющую ширины, по которой формующие пластины (11, 13) относительно перемещаются для приближения друг к другу, и отведения друг от друга, и вдоль направления ширины, перпендикулярного относительно продольного направления, причем ход перемещения продольной составляющей больше, чем ход перемещения составляющей ширины.
(а) латерального прижимания и удерживания кусков (7) пищевого теста на транспортирующем устройстве (9) посредством побуждения формующих пластин (11, 13) приближаться друг к другу по составляющей ширины;
(b) сбивания кусков (7) пищевого теста посредством перемещения формующих пластин (11, 13) противоположно относительно друг друга вдоль продольной составляющей, когда формующие пластины (11, 13) приближаются друг к другу или после этого;
(с) освобождения кусков (7) пищевого теста посредством отведения формующих пластин (11, 13) друг друга по составляющей ширины после приближения формующих пластин (11, 13) друг к другу и во время или после этапа сбивания; и
(d) выполнения вышеприведенных этапов (а), (b) и (с) один или более раз.
(е) по меньшей мере на раннем этапе способа округления, когда формующие пластины (11, 13) отводятся друг от друга, опускания толкающего тесто элемента (15), который является вертикально подвижным и который обеспечен между формующими пластинами (11, 13), для прижимания кусков (7) пищевого теста между толкающим тесто элементом (15) и транспортирующим устройством (9) в вертикальном направлении.
Комментарии