Загрузочное устройство для стеклоплавильной установки - RU2556093C2
Код документа: RU2556093C2
Чертежи








Описание
Изобретение относится к загрузочному устройству для загрузки загружаемого материала в форме частиц в стеклоплавильные установки с подающими конвейерами, которые снабжаются из запасников через направляющие каналы и ориентированы на поверхность расплава, и с по меньшей мере одним шибером для подачи загружаемого материала на поверхность расплава стекла.
В части термина «подающий конвейер» следует определить, что в данном случае речь идет о таких известных транспортных и дозирующих устройствах, в которых в закрытых по периметру полых корпусах осуществляется транспортировка с помощью транспортного винта или спирали или с помощью поршней, соответственно соединенных с приводом, причем приводной вал или рычаг привода пропущены через уплотнение. Благодаря этому обеспечивается герметичность в отношении распространения пыли.
В части термина «разделительная кромка» определяется, что в данном случае речь идет о верхнем конце клиновидного тела, который разделяет вертикальный поток вещества и может быть выполнен с небольшим радиусом или в экстремальном случае в виде кромки или ребра.
Подающие конвейеры известны в многочисленном исполнении. С одной стороны они обеспечивают хорошее уплотнение в отношении газа и пыли, с другой стороны для них характерны признаки медленного перемещения материала для плавки на поверхность расплава. Из GB 1364187 А уже известна установка двух подающих конвейеров под углом 90° друг к другу и приведение их в действие с различной и периодически изменяющейся производительностью, чтобы придать взвешенному в потоке материалу для плавки вид маятникового движения. Но это препятствует постоянному и соразмерному распределению загружаемого материала и скорости плавления. Также уже известно для ускорения и порционирования загружаемого материала применение так называемых шиберов, которые не раскрыты в GB 1364187 А, но которые могли бы сделать маятниковые движения необратимыми.
В предварительно не опубликованном WO 2010/136087 А1 предлагается осуществлять загрузку стеклоплавильной печи сыпучей шихтой для варки стекла через экранированные выступающие элементы - так называемые загрузочные карманы - с помощью максимум двух транспортных устройств и при этом направлять ее через отверстие в загрузочном кармане и с помощью шибера перемещать внутри загрузочного кармана в направлении плавильной ванны. Вход в плавильную ванну происходит через относительно узкое отверстие. При этом речь идет в значительной степени об уплотнении загрузочного кармана в обоих направлениях потока по отношению к атмосфере.
Поэтому в основе изобретения лежит задача снабжения стеклоплавильной установки загружаемым материалом таким образом, чтобы, по меньшей мере, в значительной степени не возникало асимметричное распределение материала и температуры, а также движение поперек к направлению транспортировки загружаемого материала и при этом также переменных тепловых нагрузок на минеральные строительные материалы установки.
Согласно изобретению решение поставленной задачи осуществляется в однажды приведенном устройстве с помощью того, что
a) рядом друг с другом располагают, по меньшей мере, три подающих конвейера и в зоне их направляющих каналов они расположены так плотно друг к другу, что могут снабжаться с помощью общего распределительного устройства, которые в промежуточной зоне между двумя направляющими каналами отделены друг от друга соответственно разделительной кромкой, и, что
b) в просвет между соответственно двумя направляющими каналами пропущена система рычагов для привода шибера, который может вводиться в расплав стекла.
Благодаря этому поставленная задача решается полностью, а именно снабжение стеклоплавильной установки осуществляется таким образом, что не имеет место, по меньшей мере, в значительной степени, асимметричное распределение материала и температуры, а также движение поперек к направлению транспортировки загружаемого материала, а тем самым также переменных тепловых нагрузок на материалы, из которых изготовлена установка. Благодаря порционированию и усиленной подаче загружаемого материала через шибер ограничиваются также возвратные потоки расплава в зону загрузки и создаются благоприятные условия разделению или порционирования загружаемого материала на плавающие островки, расплавление которых в направлении общего потока в плавильной ванне становится благоприятным с увеличением расстояний. Общее устройство, однако, герметично в отношении пыли и в данном случае речь в целом идет о соединительном воздействии.
В контексте других вариантов исполнения предложенного согласно изобретению устройства особенно предпочтительно, если либо по отдельности или в комбинации:
- разделительные кромки расположены в общей горизонтальной плоскости;
- разделительные кромки расположены на расстоянии под горизонтальной прикраевой кромкой, которая по направлению вверх окружает общее загрузочное отверстие;
- над загрузочным отверстием расположен запасник, который в своей донной области имеет, по меньшей мере, два выпускных отверстия, расположенные в поперечном направлении к разделительным кромкам;
- поперечные сечения выпускных отверстий могут регулироваться в зависимости от количества;
- направления транспортировки подающих конвейеров образованы с возможностью регулировки;
- производительность подающих конвейеров может регулироваться;
- в области выпускных отверстий расположено дополнительное дозирующее устройство для присадок, и/или, если
- шибер с помощью расположенной под углом системы рычагов с вращающейся опорой установлен таким образом, что его нижняя кромка при движении вперед погружается в расплав стекла и может возвращаться над расплавом стекла и загружаемым материалом.
Изобретение относится также к способу загрузки имеющего форму частиц загружаемого материала в стеклоплавильные установки с подающими конвейерами, которые через направляющие каналы снабжаются из запасников и ориентированы на поверхность расплава, и с, по меньшей мере, одним шибером для подачи загружаемого материала на поверхность расплава.
Решение задачи осуществляется при описанном выше способе с равными преимуществами согласно изобретению с помощью того, что
a) рядом друг с другом расположены, по меньшей мере, три подающих конвейера и в зоне их направляющих каналов расположены рядом друг с другом так плотно, что они снабжаются через общее распределительное устройство, которые в промежуточной области между двумя направляющими каналами разделены друг от друга с помощью соответственно разделительной кромки и что
b) через просветы между соответственно двумя направляющими каналами пропущена соответственно система рычагов для шибера, который может вводиться в расплав стекла.
В контексте других вариантов исполнения предложенного согласно изобретению способа особенно предпочтительно, если либо по отдельности, либо в комбинации:
- загружаемый материал разделительными кромками разделяется по подающим конвейерам;
- загружаемый материал дозировано вводится в поперечном направлении к разделительным кромкам;
- поперечные сечения выпускных отверстий регулируются в зависимости от количества;
- производительность подающих конвейеров регулируется независимо друг от друга;
- в области выпускных отверстий дозировано вводится присадка, и/или, если
- с помощью расположенной под углом системы рычагов с вращающейся опорой и приводом устанавливается таким образом, что нижняя кромка шибера при его движении вперед погружается в расплав стекла и возвращается назад над расплавом стекла и загружаемым материалом.
Примеры осуществления предмета изобретения и их принципы действия, а также другие преимущества более подробно поясняются ниже с помощью фигур 1-9. Преимущественно в схематическом изображении показывают:
фигура 1: вид печи в направлении загрузочного устройства;
фигура 2: частично в разрезе вид сбоку предмета на фигуре 1;
фигура 3: разрез предмета на фигуре 4 по вертикальным плоскостям Ш-Ш на фигуре 4;
фигура 4: вид сверху предмета на фигуре 4, однако без емкостей для запаса;
фигура 5: частично в разрезе вид сбоку устройства с дополнительным дозирующим устройством для присадок;
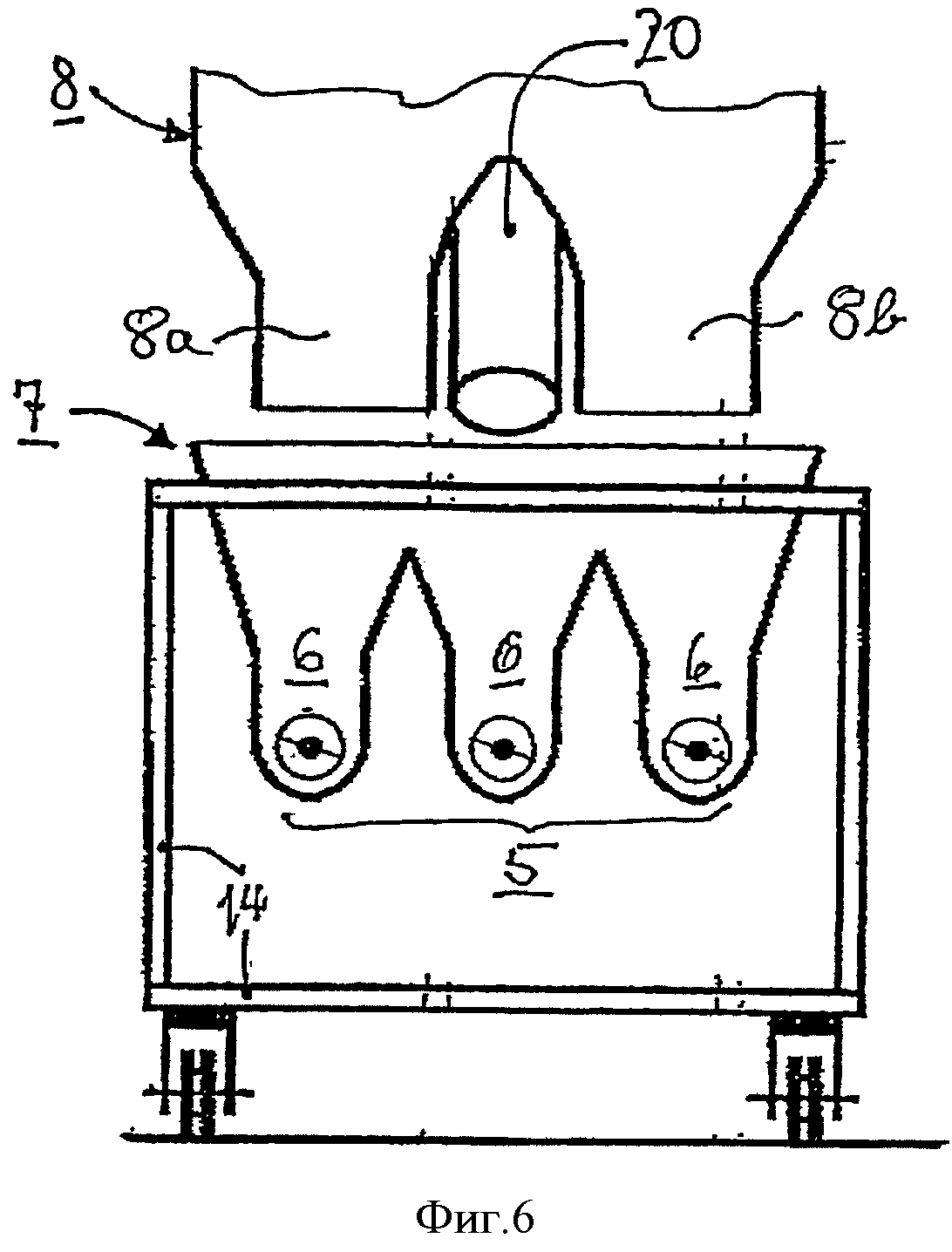
фигура 6: вид с торцевой стороны предмета на фигуре 5 с направления установки для плавки стекла;
фигура 7: вид с торцевой стороны загрузочного устройства с четырьмя винтовыми конвейерами;
фигура 8: вид сверху предмета на фигуре 7, однако без запасников и фигура 9: вид сверху на плавильную ванну с двумя боковыми надстройками, которые интегрированы в предметы изобретения.
Фигура 1 представляет вид стекловарочной печи в направлении на загрузочное устройство. Спереди находится шибер 1, который приводится в действие с помощью системы 2 рычагов, что дальше ниже описывается еще более подробно. Привод осуществляется синхронно с помощью приводного двигателя 3 и эксцентрикового механизма 4. Устройство имеет три подающих конвейера 5, оси которых проходят перпендикулярно к плоскости чертежа. Они окружены направляющими каналами 6, расположенными на нижней стороне общего распределительного устройства 7, имеющего горизонтальную прикраевую кромку 7а, которая в направлении вверх окружает загрузочное отверстие 7b. Над этим загрузочным отверстием 7b расположен запасник 8, который в своей донной области имеет два выпускных отверстия 8а и 8b. Между направляющими каналами 8 находятся разделительные кромки 9 в форме конька крыши, которые лежат в общей горизонтальной плоскости.
Фигура 2 при сохранении прежних ссылочных обозначений представляет стену 10 стекловарочной установки, которая имеет загрузочное отверстие 11. Эта стена может быть торцевой стеной, боковой стеной и/или стеной части здания, выступающей за плоскость фасада, позади которой размещается расплав 12 стекла с поверхностью 12а расплава стекла. Через загрузочное отверстие 11 выступают как подающие конвейеры, так и шибер 1 со своей системой 2 рычагов. Каждый из подающих конвейеров 5 имеет собственный привод 13. Общее устройство имеет раму 14 в форме прямоугольника, которая известным способом образуется с помощью угловых профилей, проходящих по краям, и может перемещаться по роликам 15. К системе 2 рычагов принадлежит еще вращающаяся опора 16, которая вместе с эксцентриковым приводом 3 придает шиберу 1 замкнутую вертикальную орбиту движения, благодаря которой достигается разделение и транспортное движение загружаемого материала от стены 10.
Фигура 3 показывает заполнение направляющих каналов 6 загружаемым материалом 17, поверхность которого может быть вполне профилированной. Состояние заполнения измеряется с помощью известного указателя 18 уровня. Исходящий сигнал от него передается не показанным здесь исполнительным двигателям, с помощью которых в зависимости от надобности могут регулироваться управляющие клапаны 19 в выпускных отверстиях 8а и 8b емкости 8 для запаса. Выпускные отверстия 8а и 8b расположены соосно над разделительными кромками 9, благодаря чему обеспечивается равномерность распределения.
В кратком обзоре фигуры 4 показывается, что расстояния подающих конвейеров 5 соответственно от их направляющих каналов 5 также заданы с помощью зон их входа, имеющих форму стоящих на голове усеченных пирамид, и только ограничено по возможности разделены с помощью разделительных кромок 9. Здесь показаны три подающих конвейера 5, которые соответственно снабжены приводом 13. Оси наружных подающих конвейеров 5 в направлении выпуска могут сходиться под углом «а», который может составлять от 1 до 15°, так что соответственно сходится поток загружаемого материала 17. Это относится также к другим примерам осуществления.
Фигуры 5 и 6 при сохранении прежних цифровых ссылочных обозначений показывают в частичном разрезе вид сбоку и вид торцевой стороны устройства с дополнительным дозирующим устройством 20 для присадок, к которым может принадлежать также рециклат.
Фигуры 7 и 9 показывают по аналогии с фигурами 3 и 4 распространение идеи изобретения на четыре подающих конвейера 5 и четыре направляющих канала 6.
Также количество выпускных отверстий 8а и 8b было увеличено на выпускное отверстие 8 с. Также при этом оказывается, что все три выпускных отверстия 8а, 8b и 8 с соответственно симметрично ориентированы на разделительные кромки 9, что необходимо для поперечного распределения загружаемого материала 17.
Фигура 9 показывает вид сверху плавильной ванны 21 с двумя боковыми настройками, в которые интегрированы предметы изобретения с соответственно тремя подающими конвейерами 5. Оказывается, что загружаемый материал 17 разделяется на относительно небольшие «пачки» или плавающие островки, величина которых в направлении суммарного потока по стрелке 23 снижается и их расстояние друг от друга увеличивается. Это очень способствует подводу энергии в расплав путем излучения сверху и частичной циркуляции расплава под этими островками и тем самым общему процессу плавления.
Перечень обозначений
1 Шибер
2 Система рычагов
3 Приводной двигатель
4 Эксцентриковый механизм
5 Подающий конвейер
6 Направляющие каналы
7 Распределительное устройство 7а Краевая кромка
7b Загрузочное отверстие
8 Емкость для запаса
8а Выпускное отверстие 8b Выпускное отверстие
8с Выпускное отверстие
9 Разделительные кромки
10 Стена
11 Загрузочное отверстие
12 Расплав стекла
12а Поверхность расплава стекла
13 Привод
14 Рама
15 Ролики
16 Вращающаяся опора
17 Загружаемый материал
18 Измеритель уровня
19 Управляющие клапаны
20 Дозирующее устройство
21 Варочный бассейн
22 Надстройки
23 Суммарный поток (стрелка)
А. А-А Оси
А Угол
Реферат
Изобретение относится к загрузочному устройству для загрузки шихты при производстве стекла. Технический результат изобретения заключается в исключении возможности ассиметричного распределения материала при его загрузке. Загрузочное устройство для загрузки материала в стеклоплавильные установки содержит конвейеры (5), которые снабжаются из запасников (8) через направляющие каналы (6) и ориентированы на поверхность расплава, и, по меньшей мере, один шибер (1) для подачи загружаемого материала на поверхность расплава. По меньшей мере, три подающих конвейера (5) расположены рядом друг с другом и в области своих направляющих каналов (6) расположены так плотно друг с другом, что они могут снабжаться через общее распределительное устройство (7). Каналы (6) отделены друг от друга разделительной кромкой (9). Через просвет между соответственно двумя направляющими каналами (6) проведена соответственно система (2) рычагов для привода шибера (1), который может вводиться в расплав стекла (12). 2 н. и 14 з.п. ф-лы, 9 ил.
Формула
a) по меньшей мере, три подающих конвейера (5) расположены рядом друг с другом и в области своих направляющих каналов (6) расположены так плотно друг с другом, что они могут снабжаться через общее распределительное устройство (7), а в промежуточной области между двумя направляющими каналами (6) отделены друг от друга с помощью соответственно разделительной кромки (9), и что
b) через просвет между соответственно двумя направляющими каналами (6) проведена соответственно система (2) рычагов для привода шибера (1), который может вводиться в расплав стекла (12).
a) по меньшей мере, три подающих конвейера (5) расположены рядом друг с другом и в области своих направляющих каналов (6) расположены так плотно друг с другом, что могут снабжаться через общее распределительное устройство (7), а в промежуточной области между двумя направляющими каналами (6) отделены друг от друга с помощью соответственно разделительной кромки (9), и что
b) через просвет между соответственно двумя направляющими каналами (6) пропущена соответственно система (2) рычагов для привода шибера (1), который может вводиться в расплав стекла (12).
Комментарии