Способ и устройство для варки и очистки стеклообразующих материалов - RU2233806C2
Код документа: RU2233806C2
Чертежи

Описание
Изобретение касается способа и устройства для варки и очистки стеклообразующих материалов с целью непрерывной подачи стекломассы в стеклоформовочные машины.
Конкретнее, имеются в виду машины для формования листового стекла, как, например, машины для изготовления листового стекла флоат-методом или прокаткой, а также машины для формования стеклянной посуды типа бутылок или флаконов, машины для формования стеклянных волокон типа стекловаты для тепло- или звукоизоляции или же текстильных стеклянных волокон, называемых усиливающими волокнами.
Проведен большой объем исследований по этим процессам, которые, в общем, содержат первую стадию варки, за которой следует стадия очистки, предназначенная для тепловой и химической обработки стекломассы и удаления из нее каких-либо зерен шихты, пузырьков или любого другого, что может вызвать появление дефектов после формования.
Таким образом, на стадии варки стремятся, например, ускорить процесс варки или улучшить его тепловой кпд. Так, можно упомянуть о способе, состоящем в быстром нагреве стеклообразующих материалов однородным и контролируемым образом, осуществляя интенсивное механическое перемешивание для предоставления еще твердым стеклообразующим материалам возможности вступать в тесный контакт с уже жидкой фазой. Этот способ особенно подробно описан в патентах Франции №№ 2423452, 2281902, 2340911 и 2551746 и характеризуется, в общем, использованием электронагревательных средств типа погружных электродов.
Другой разработанный способ варки описан в патентах США №№ 3627504, 3260587 или 4539034 и состоит в использовании в качестве нагревательных средств погружных горелок, то есть горелок, питаемых газом и воздухом и обычно расположенных вровень с нижней стенкой, чтобы образовывать пламя в массе стеклообразующих материалов во время их плавления.
Из патента США №4919697 известен способ варки и очистки стеклообразующих материалов, включающий подвод всей или части тепловой энергии, необходимой для варки стеклообразующих материалов, посредством сжигания топлива или топлив с, по меньшей мере, одним газом-окислителем, ввод указанных топлива или топлив с, по меньшей мере, одним газом-окислителем или газообразных продуктов, получающихся в результате сжигания, ниже уровня массы стеклообразующих материалов, вспенивание расплавленных стеклообразующих материалов, очистку после варки расплавленных стеклообразующих материалов.
Из того же патента известно устройство для варки и очистки стеклообразующих материалов, содержащее, по меньшей мере, одну варочную камеру, оснащенную горелками, в которые подают топливо или топлива и окислитель или окислители типа воздуха или кислорода, и которые расположены с возможностью ввода указанных топлив/газов или газообразных продуктов, получающихся в результате сжигания, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру, способствуя вспениванию расплавленных стеклообразующих материалов; по меньшей мере, одну камеру очистки, расположенную после варочной камеры по ходу технологического процесса.
Кроме того, из патента США №3938981 известно устройство для варки и очистки стеклообразующих материалов, содержащее по меньшей мере одну варочную камеру, оснащенную горелками, в которые подают топливо или топлива и окислитель или окислители типа воздуха или кислорода, и которые расположены с возможностью ввода указанных топлив/газов или газообразных продуктов, образующихся в результате их сжигания, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру, способствуя вспениванию расплавленных стеклообразующих материалов; по меньшей мере, одну камеру очистки, расположенную после варочной камеры по ходу технологического процесса.
С помощью известного способа и известных устройств хотя и возможно фактически весьма значительно уменьшить время пребывания стеклообразующих материалов в варочной камере и значительно увеличить производительность по сравнению с "обычными" способами варки, расплавленная стекломасса, с другой стороны, присутствует в виде пены, которую трудно очищать, при этом особенно трудно гарантировать качество готового стекла, особенно оптического стекла.
Кроме того, проведение, по меньшей мере, части процесса очистки под пониженным давлением делает возможным, например, получение стекла с очень низким содержанием сульфатов и с высоким окислительно-восстаовительным показателем. Однако такая очистка вызывает интенсивное пенообразование, которое может оказаться трудно контролируемым и трудно устранимым.
Следовательно, технической задачей настоящего изобретения является создание способов варки и очистки стеклообразующих материалов и устройств, которые являются более компактными и/или имеют большую технологическую гибкость и/или большую производительность и т.д., причем эти технологические преимущества достигаются без ущерба для качества производимого стекла.
Данная техническая задача решается за счет создания способа варки и очистки стеклообразующих материалов, включающего подвод всей или части тепловой энергии, необходимой для варки стеклообразующих материалов, посредством сжигания топлива или топлив с, по меньшей мере, одним газом-окислителем, ввод указанных топлива или топлив, с, по меньшей мере, одним газом-окислителем или газообразных продуктов, получающихся в результате сжигания, ниже уровня массы стеклообразующих материалов, вспенивание расплавленных стеклообразующих материалов, очистку после варки расплавленных стеклообразующих материалов, в котором согласно изобретению очистку расплавленных стеклообразующих материалов осуществляют в виде стекломассы во вспененном состоянии плотностью 0, 5-2 г/см3, при этом очистка содержит, по меньшей мере, одну стадию, на которой они подвергаются воздействию давления ниже атмосферного.
Предпочтительно в качестве окислителя используют окислитель на основе воздуха, воздуха, обогащенного кислородом, или кислорода.
Предпочтительно в качестве топлива используют углеводород типа жидкого топлива или природного газа и/или топливо на основе водорода.
Предпочтительно стеклообразующие материалы содержат материалы шихты и/или стеклянный бой, и/или стеклообразующие отходы, и/или горючие вещества, особенно стеклопластмассовые композиционные материалы, стеклометаллические композиционные материалы, органические материалы или уголь.
Предпочтительно варку стеклообразующих материалов осуществляют в, по меньшей мере, одной варочной камере, которая оснащена горелками, проходящими через ее боковые стенки и/или проходящими через нижнюю стенку, и/или подвешенными к своду или к верхним конструкциям для обеспечения образования их зон горения или газообразных продуктов, получающихся в результате сжигания в массе расплавляемых стеклообразующих материалов.
Предпочтительно зоны горения, образующиеся посредством сжигания ископаемого топлива с газом или газами, газом-окислителем и/или газообразными продуктами, получающимися в результате сжигания, вызывают конвективное перемешивание стеклообразующих материалов.
Предпочтительно высоту массы стеклообразующих материалов в варочной камере и высоту, на которую образуются зоны горения или газообразные продукты, получающиеся в результате сжигания, регулируют таким образом, чтобы указанные зоны горения или газообразные продукты сжигания оставались в массе стеклообразующих материалов.
Предпочтительно перед варкой осуществляют стадию предварительного нагрева стеклообразующих материалов самое большее до 900°С.
Предпочтительно процесс очистки осуществляют с расплавленными стеклообразующими материалами в виде стекломассы во вспененном состоянии, имеющей предпочтительно плотность 1-2 г/см3.
Предпочтительно очистку осуществляют с расплавленными стеклообразующими материалами в виде стекломассы во вспененном состоянии, имеющей содержание сульфата самое большее 100 ч.н.м. по весу в форме 50з и большинство пузырьков с диаметром, по меньшей мере, 200 мкм.
Предпочтительно стеклообразующие материалы содержат ускорители очистки, предпочтительно восстановительные добавки в виде кокса, предпочтительно имеющего средний размер частиц меньше, чем 200 мкм, сульфаты или добавки на основе фтора или хлора в виде галоидных соединений, или нитраты в виде NaNО3.
Предпочтительно все или часть стеклообразующих материалов вводят в варочную камеру ниже уровня массы расплавляемых стеклообразующих материалов.
Предпочтительно процесс очистки осуществляют под пониженным давлением в атмосфере воздуха, воздуха, обогащенного инертным газом в виде азота, или в атмосфере на основе инертного газа в виде азота.
Предпочтительно давление ниже атмосферного, при котором осуществляют, по меньшей мере, часть очистки, меньше или равно 0,5 атм, предпочтительно около 0,3-0,01 атм.
Предпочтительно варку и/или очистку осуществляют самое большее при 1400°С, предпочтительно самое большее при 1380 или 1350°С.
Предпочтительно очистку осуществляют в, по меньшей мере, одной неподвижной камере, расположенной после варочной камеры по направлению технологического процесса и имеющей, по меньшей мере, одну зону, находящуюся под давлением ниже атмосферного.
Предпочтительно очистку осуществляют в, по меньшей мере, одной камере, расположенной после варочной камеры по ходу технологического процесса и способной вращаться для обеспечения центробежной очистки, при этом, по меньшей мере, одна зона указанной камеры, предпочтительно самая передняя по ходу технологического процесса, находится под давлением ниже атмосферного.
Техническая задача также решается за счет того, что в устройстве для варки и очистки стеклообразующих материалов, включающем, по меньшей мере, одну варочную камеру, оснащенную горелками, в которые подают топливо или топлива и окислитель или окислители в виде воздуха или кислорода и которые расположены с возможностью ввода указанных топлив/газов или газообразных продуктов, получающихся в результате их сжигания, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру, по меньшей мере, одну камеру очистки, расположенную после варочной камеры по ходу технологического процесса, согласно изобретению камера очистки содержит, по меньшей мере, одну зону под давлением ниже атмосферного для очистки вспененных расплавленных стеклообразующих материалов в виде стекломассы во вспененном состоянии, имеющей плотность от 0,5 до 2 г/см3.
Предпочтительно варочная камера оснащена, по меньшей мере, одним средством ввода стеклообразующих материалов ниже уровня массы расплавляемых стеклообразующих материалов, выполненным в виде одного или большего числа отверстий, объединенных с подающим средством типа шнека.
Предпочтительно стенки варочной камеры, предпочтительно стенки, предназначенные для соприкосновения с массой расплавляемых стеклообразующих материалов, выполнены на основе огнеупорных материалов, объединенных с системой охлаждения с применением текучей среды типа воды.
Предпочтительно устройство снабжено делителем потока, установленным между варочной камерой и камерой очистки или в начале камеры очистки.
Предпочтительно камера очистки выполнена неподвижной и в вертикальном положении содержит средство для ввода расплавленных материалов, подлежащих очистке, в верхней части и средство для удаления очищенных материалов нижней части, причем в указанной камере указанные материалы везде следуют по, в основном, вертикальной нисходящей траектории.
Предпочтительно, по меньшей мере, некоторые из горелок варочной камеры выполнены с возможностью ввода в массу стеклообразующих материалов также текучей среды, которая не участвует в горении, в качестве заменителя окислителя и/или топлива, предпочтительно инертного газа в виде N2 и/или охлаждающей среды в виде воды.
Техническая задача также решается за счет того, что в устройстве для варки и очистки стеклообразующих материалов, содержащем, по меньшей мере, одну варочную камеру, оснащенную горелками, в которые подают топливо или топлива и окислитель или окислители типа воздуха или кислорода и которые расположены с возможностью ввода указанных топлив/газов или газообразных продуктов, получающихся в результате сжигания, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру, способствуя вспениванию расплавленных стеклообразующих материалов; по меньшей мере, одну камеру очистки, расположенную после варочной камеры по ходу технологического процесса, согласно изобретению камера очистки содержит, по меньшей мере, одну зону под давлением ниже атмосферного для очистки вспененных расплавленных стеклообразующих материалов, при этом стенки варочной камеры, предпочтительно стенки, предназначенные для соприкосновения с массой расплавляемых стеклообразующих материалов, выполнены на основе огнеупорных материалов, обложенных облицовкой из молибдена.
Предпочтительно облицовка поддерживается на некотором расстоянии от стенок, состоящих из огнеупорных материалов.
Предпочтительно облицовка содержит поверхность для соприкосновения с расплавленными материалами, которая является сплошной или с просверленными отверстиями.
Предпочтительно, по меньшей мере, некоторые из горелок варочной камеры выполнены с возможностью ввода в массу стеклообразующих материалов также текучей среды, которая не участвует в горении, в качестве заменителя окислителя и/или топлива, предпочтительно инертного газа в виде N2 и/или охлаждающей среды в виде воды.
Предпочтительно камера очистки выполнена неподвижной и в вертикальном положении содержит средство для ввода расплавленных материалов, подлежащих очистке, в верхней части и средство для удаления очищенных материалов в нижней части, причем в указанной камере указанные материалы везде следуют по, в основном, вертикальной нисходящей траектории.
Предпочтительно устройство снабжено делителем потока, установленным между варочной камерой и камерой очистки или в начале камеры очистки.
Техническая задача, кроме того, решается за счет того, что в устройстве для варки и очистки стеклообразующих материалов, содержащем, по меньшей мере, одну варочную камеру, оснащенную горелками, в которые подают топливо или топлива и окислитель или окислители типа воздуха или кислорода и которые расположены с возможностью ввода топлив/газов или газообразных продуктов, образующихся в результате их сжигания, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру, способствуя вспениванию расплавленных стеклообразующих материалов; по меньшей мере, одну камеру очистки, расположенную после варочной камеры по ходу технологического процесса, согласно изобретению камера очистки содержит, по меньшей мере, одну зону под давлением ниже атмосферного для очистки вспененных расплавленных стеклообразующих материалов и выполнена неподвижной и в вертикальном положении содержит по существу вертикальную внутреннюю перегородку, образующую со стенками камеры, по меньшей мере, два канала из последовательно расположенных первого канала для продвижения расплавленных стеклообразующих материалов по восходящей траектории и второго канала для продвижения указанных расплавленных стеклообразующих материалов по нисходящей траектории.
Предпочтительно первый канал расположен, по меньшей мере, частично, под давлением ниже атмосферного.
Предпочтительно устройство оснащено одним или несколькими средствами для регулирования потери напора расплавленных стеклообразующих материалов на входе камеры очистки.
Предпочтительно, по меньшей мере, некоторые из горелок варочной камеры выполнены с возможностью ввода в массу стеклообразующих материалов также текучей среды, которая не участвует в горении, в качестве заменителя окислителя и/или топлива, предпочтительно инертного газа в виде N2 и/или охлаждающей среды в виде воды.
Техническая задача дополнительно решается за счет того, что в устройстве для варки и очистки стеклообразующих материалов, содержащем по меньшей мере одну варочную камеру, оснащенную горелками, в которые подают топливо или топлива и окислитель или окислители типа воздуха или кислорода и которые расположены с возможностью ввода указанных топлив/газов или газообразных продуктов, образующихся в результате их сжигания, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру, способствуя вспениванию расплавленных стеклообразующих материалов; по меньшей мере, одну камеру очистки, расположенную после варочной камеры по ходу технологического процесса, согласно изобретению камера очистки содержит, по меньшей мере, одну зону под давлением ниже атмосферного для очистки вспененных расплавленных стеклообразующих материалов и, по меньшей мере, одно приспособление, выполненное с возможностью вращения для обеспечения центробежной очистки, при этом внутренние стенки этого приспособления в его центральной части образуют по существу форму полого вертикального цилиндра.
Предпочтительно устройство содержит верхнюю зону под давлением ниже атмосферного и нижнюю зону под окружающим давлением, отделенные друг от друга одним или несколькими механическими средствами, состоящими из металлической пластины с просверленным одним или несколькими отверстиями.
Предпочтительно выполненное с возможностью вращения приспособление выполнено с возможностью подачи в его верхнюю часть расплавленных стеклообразующих материалов с помощью неподвижного подающего средства в виде канала, а между неподвижным подающим средством и указанным приспособлением расположено уплотнительное средство динамического уплотнения или вращающегося уплотнения.
Предпочтительно устройство снабжено одним или несколькими средствами для улавливания твердых частиц, в основном расположенными в его нижней зоне и выполненными в форме желобков или канавок в его внутренних стенках.
Предпочтительно частота вращения выполненного с возможностью вращения приспособления составляет между 100 и 1500 об/мин.
Предпочтительно выполненное с возможностью вращения приспособление снабжено неподвижным механическим средством или средствами, которые следуют его вращению и выполнены с возможностью срезания пены и вытеснения ее в нижнюю зону приспособления и которые выполнены, в основном, в виде перфорированных перегородок или ребер, расположенных в верхней зоне приспособления.
Предпочтительно устройство снабжено делителем потока, установленным между варочной камерой и камерой очистки или в начале камеры очистки.
Предпочтительно по меньшей мере некоторые из горелок варочной камеры выполнены с возможностью ввода в массу стеклообразующих материалов также текучей среды, которая не участвует в горении, в качестве заменителя окислителя и/или топлива, предпочтительно инертного газа в виде N2 и/или охлаждающей среды в виде воды.
Как оказалось, фактически существует весьма полезная синергия с промышленной точки зрения между использованием варки, далее для простоты называемой "варкой с помощью погружных горелок", и использованием очистки при пониженном давлении.
Однако, поскольку это сочетание далеко от того, чтобы рассматриваться как очевидность, то, как можно было предполагать, все эти вышеупомянутые преимущества были бы получены лишь за счет посредственного качества стекла, что было не так. Это потому, что, хотя способ очистки под пониженным давлением известен в его общих чертах, он оставался трудным в использовании, причем пользователь не был уверен в получении того же самого приемлемого остаточного уровня содержания пузырьков/зерен шихты, как и при обычной очистке. При изобретении эта очень особенная очистка используется путем изменения размерного параметра, а именно, вместо питания зоны очистки, "обычной" очищаемой стекломассой, здесь ее фактически питают стекломассой, полученной варкой с погружными горелками, т.е. стекломассой, имеющей очень особое свойство в том смысле, что она целиком является пенистой со сравнительно небольшой плотностью по сравнению с плотностью обычной стекломассы. Никак не предполагалось бы, что была бы возможна очистка первоначально сравнительно пенистой стекломассы при пониженном давлении.
Неожиданно оказалось возможным сделать открытие, что эта пенистая стекломасса, получающаяся в результате варки с помощью погружных горелок, кроме того, обладает свойством содержать лишь очень небольшое количество сульфатов, которые могут или не могут первоначально присутствовать. Содержание сульфатов обычно меньше чем 600 и даже меньше чем 200, или меньше чем 100 частей на миллион (ч.н.м.), или фактически меньше чем 50 ч.н.м., выраженных по весу SО3 в стекломассе, покидающей варочную камеру, и это имеет место при отсутствии регулирования или уменьшения количества сульфата, обычно содержащегося в используемых материалах шихты, случайно или даже неслучайно добавляющих сульфаты к стеклообразующим материалам. При этом низком содержании сульфата возможна эффективная очистка под пониженным давлением без каких-либо проблем. Наоборот, при очистке под пониженным давлением высокое или просто "стандартное" содержание сульфата в очищаемой стекломассе вызывало бы очень сильное расширение пены под действием десульфатирования, которое было бы очень трудно контролировать. Тот факт, что не имеется почти никакого сульфата в стекломассе, покидающей варочную камеру, может быть, главным образом, объяснен парциальным давлением воды, образующейся вследствие горения в горелках, погруженных в стеклообразующие материалы.
Следует отметить, что десульфатированная стекломасса создает меньше проблем, связанных с летучими компонентами в поплавковой ванне, меньше рисков образования сульфида олова и поэтому, в конце концов, меньше рисков оловянного дефекта в стеклянном листе.
Следует также отметить другое весьма полезное свойство стекломассы, покидающей варочную камеру согласно изобретению: хотя стекломасса фактически существует в виде своего рода пены, подлежащей устранению, можно контролировать размер содержащихся в ней пузырьков и особенно в определенных случаях удалять почти все самые небольшие пузырьки, т.е. пузырьки с диаметром меньше чем 200 мкм, проводя во время варки стекломассы своего рода "микроочистку" перед фактической очисткой после варки; эта микроочистка способствует коалесценции пузырьков и исчезновению меньших пузырьков с образованием более крупных пузырьков и активируется введением в стеклообразующие материалы ускорителей очистки типа кокса или сульфата. Кроме того, эта стекломасса, покидающая варочную камеру, обычно имеет особенно низкое остаточное количество не сварившихся частиц шихты, что, как и в случае с размером пузырьков, также способствует процессу очистки после процесса варки.
Кроме того, изобретение позволяет иметь стекломассу, которая имеет очень низкое содержание сульфата даже перед процессом очистки, и, следовательно, стекломассу, которая имеет, по крайней мере, низкое или даже ничтожное содержание сульфата после очистки, причем это достигается без необходимости очищать/выбирать стеклообразующие материалы так, чтобы они имели низкое содержание сульфата. Наоборот, можно даже добавлять сульфат вначале, т.е. делать то, что является совершенно неожиданным и полезным.
Полезный эффект, достигаемый благодаря сочетанию согласно изобретению, касается энергетических затрат на технологический процесс: варка с помощью погружных горелок позволяет избежать применения электрической варки с помощью погружных электродов, при которой затраты могут быть очень значительными в зависимости от страны. Кроме того, и это является важнейшим моментом, при варке с помощью погружных горелок создается конвективное перемешивание в стеклообразующих материалах во время их плавления, как это подробно объясняется ниже. Это очень интенсивное перемешивание между еще не расплавившимися материалами и теми, которые уже расплавлены, является весьма эффективным и позволяет производить варку стеклообразующих материалов одинакового химического состава при более низкой температуре и/или намного быстрее, чем при варке с помощью обычных нагревательных средств. Очистка под пониженным давлением также позволяет очищать стекломассу при более низкой температуре и намного быстрее. Это объясняется тем, что понижение давления во время очистки вызывает увеличение молярного объема газов, содержащихся в расплавленных стеклообразующих материалах, которое приводит к увеличению объема содержащихся в них пузырьков и, следовательно, к повышению скорости их подъема к поверхности ванны и скорости их удаления.
При очистке под пониженным давлением может "оказаться допустимой" работа при более низких температурах, чем при обычных процессах очистки, а фактически при более низких температурах, применяемых при способе варки с помощью погружных горелок.
Следовательно, температуры, имеющие место при процессах как варки, так и очистки согласно изобретению, являются полностью совместимыми и согласующимися друг с другом и при обоих процессах более низкими, чем при обычных процессах, причем каждый из них является экономически более выгодным и простым в смысле затрат энергии, а также возможности выбора огнеупорных материалов, используемых при изготовлении установок, т.е. материалов, которые медленнее разрушаются в менее горячем состоянии.
Кроме того, периоды времени пребывания в зонах варки и очистки весьма значительно уменьшаются и являются совместимыми, что, как очевидно, оказывает очень положительное влияние на производительность в этих зонах и установки в целом. В то же самое время изобретение позволяет создавать очень компактные установки, так как варка с помощью погружных горелок, вызывающих очень интенсивное перемешивание, дает возможность значительно уменьшить размер варочной камеры. Кроме того, при очистке под пониженным давлением достигаются аналогичные результаты в отношении размера камеры (камер), где процесс проводится во всем объеме, и поэтому установка может быть очень компактной с явными преимуществами в смысле капитальных затрат, упрощения ее управлением, уменьшения износа конструкционных материалов и т.д.
Что касается процесса варки, то согласно изобретению выбранным окислителем может быть воздух, обогащенный кислородом воздух или даже окислитель, по существу основанный на кислороде. Высокая концентрация кислорода в окислителе действительно является полезной по разным причинам: она, таким образом, уменьшает объем продуктов сгорания, что благоприятно с энергетической точки зрения и позволяет избежать какого-либо риска чрезмерного псевдоожижения стеклообразующих материалов, которое могло бы привести к их выбрасыванию на верхние конструкции или к своду варочной камеры. Кроме того, "пламя" получается более коротким и с большей излучательной способностью, что делает возможным более быструю передачу его энергии к стеклообразующим материалам и также позволяет при желании уменьшить глубину "ванны" расплавляемых стеклообразующих материалов. Используемый здесь термин "пламя" необязательно означает пламя в обычном значении этого термина. Как и в остальной части текста, его обычнее называют "зоной горения". Кроме того, сводится до минимума любое выделение загрязняющего газа NOx.
Что касается выбора топлива, то им может или не может быть газообразное ископаемое топливо, например, природный газ, пропан, мазут или любое другое углеводородное топливо. Им может быть также водород. Таким образом, способ варки с помощью погружных горелок согласно изобретению является полезным средством использования водорода, который, однако, трудно применять с "потолочными", непогружными горелками, дающими при сгорании Н2/О2 пламя с низкой излучательной способностью.
Совместное использование кислородного окислителя и водородного топлива при варке с помощью погружных горелок является хорошим средством обеспечения эффективной передачи тепловой энергии от горелок к стекломассе, приводящим, кроме того, к совершенно "чистому" процессу, другими словами, без выделения окислов азота NOx или газов типа CОх, создающих тепличный эффект, т.е. кроме тех, которые могут возникнуть вследствие обезуглероживания материалов шихты.
Согласно изобретению варка успешно осуществляется в, по крайней мере, одной варочной камере, снабженной горелками, которые расположены таким образом, что во время варки в массе стеклообразующих материалов возникают зоны горения или газообразные продукты сгорания. Таким образом, горелки пропускают через боковые стенки камеры и/или ее нижнюю стенку либо подвешивают сверху с креплением к своду или к любой подходящей верхней конструкции. Эти горелки могут быть выполнены таким образом, что их газоподводящие трубы будут находиться вровень со стенкой, через которую они пропущены. Может оказаться предпочтительным "введение" этих труб, по крайней мере, частично в массу стеклообразующих материалов, чтобы избежать образования слишком большого пламени вблизи стенок и преждевременного разрушения огнеупорных материалов. Кроме того, можно вводить только газообразные продукты сгорания из зон горения, создаваемых снаружи самой варочной камеры.
Как упоминалось выше, этот способ нагревания, оказывается, вызывал интенсивное конвективное перемешивание стеклообразующих материалов: с каждой стороны зон горения или "пламени", или потоков газообразных продуктов сгорания, таким образом, создаются конвективные контуры, обеспечивающие очень эффективное постоянное перемешивание расплавленных и еще не расплавленных материалов. Это приводит к весьма благоприятным характеристикам варки с "перемешиванием" без необходимости в использовании механических перемешивающих средств, которые являются не очень надежными и/или подвергаются быстрому износу.
Высоту массы стеклообразующих материалов в варочной камере и высоту, на которой образуются зоны горения или газообразные продукты сгорания, предпочтительно регулируют таким образом, чтобы эти зоны горения/газообразные продукты сгорания оставались в массе указанных стеклообразующих материалов; целью этого является обеспечение возможности создания конвективных циркуляционных контуров в материале во время варки.
В общем, этот способ варки позволяет значительно уменьшить выделение любой пыли в варочной камере и любого газа типа NOx, так как теплообмен происходит очень быстро, благодаря чему предотвращаются пики температур, способные привести к образованию этих газов. Кроме того, значительно уменьшается выделение газов типа СОх.
Процессу варки по выбору может предшествовать стадия предварительного нагрева стеклообразующих материалов до температуры, которая, однако, заметно меньше температуры, необходимой для их плавления, например, самое большое до 900°С. Для проведения этого предварительного нагрева можно с пользой рекуперировать тепловую энергию отходящих газов. Благодаря такому рекуперированию тепла отходящих газов можно уменьшить удельное энергопотребление всей установки.
Стеклообразующие материалы могут содержать материалы шихты, а также стеклянный бой или даже отходы, предназначенные для производства стекла. Кроме того, они могут содержать горючие компоненты (органическое вещество): таким образом, можно утилизировать минеральные волокна, которые проклеены связующим (волокна, применяемые в тепло- или звукоизоляции, или волокна, применяемые в качестве усиления в пластмассах), оконные стекла, ламинированные листами из полимера типа поливинилбутираля, как например, ветровые окна, или любой "композиционный" материал, в котором стекло сочетается с пластмассой, как например, некоторые бутылки. Таким образом, можно утилизировать "композиционные материалы из стекла и металла или металлического сплава", как например, оконные стекла с покрытиями, содержащими металлы, который до сих пор было трудно утилизировать ввиду риска постепенного обогащения варочной камеры металлами, накапливающимися на поверхности нижней стенки. Однако перемешивание, вызываемое при варке согласно изобретению, предотвращает такое осаждение и, таким образом, дает возможность утилизировать, например, оконные стекла, покрытые слоями эмали и металла и/или содержащие различные соединительные элементы.
Предметом изобретения является также утилизация всех этих стеклосодержащих композиционных материалов посредством варки в стекловаренной печи с погружными горелками. В частности, могут быть использованы печи с погружными горелками, важнейшим назначением которых является производство особого стеклянного боя из этих различных материалов, который затем может служить в качестве шихты для обычных стекловаренных печей, возможно, в сочетании с обычным стеклянным боем.
С пользой может быть предусмотрено введение всех или части стеклообразующих материалов в варочную камеру ниже уровня массы расплавляемых стеклообразующих материалов. Некоторая часть этих материалов может быть обычным образом введена сверху расплавляемой массы, а остальная часть - снизу, например, с помощью подающего устройства типа шнека. Таким образом, материалы могут быть введены непосредственно в расплавляемую массу в одной или в разных точках, расположенных по стенкам варочной камеры. Такой ввод непосредственно в массу расплавляемых материалов (далее называется "стекломассой") полезен по нескольким причинам: во-первых, значительно уменьшается какой-либо риск выброса материалов шихты над стекломассой и, следовательно, сводится до минимума количество пыли, выделяемой печью. Таким образом, это позволяет лучше контролировать минимальное время пребывания указанных материалов до их выдачи в зону очистки и избирательно вводить их в точке наиболее интенсивного конвективного перемешивания в зависимости от расположения погружных горелок. Эта точка или эти точки ввода в стекломассу, таким образом, могут быть вблизи поверхности или глубже в стекломассе, например, на высоте между 1/5 и 4/5 общей высоты стекломассы над уровнем нижней стенки или между 1/3 и 2/3 указанной высоты.
Как видно, способ согласно изобретению позволяет утилизировать пластмассы в виде композитных изделий, в которых пластмассы чаще всего сочетаются со стеклом, причем эти пластмассы служат в качестве части топлива. Кроме того, можно и полезно вводить все или часть топлива, необходимого для варки с помощью погружных горелок, в виде твердого топлива (органических веществ типа полимеров или угля) или даже жидкого топлива, причем это топливо является частичным заменителем, по крайней мере, жидкого (особенно ископаемого) или газообразного топлива, подаваемого в горелки. В общем, термин "стеклообразующие материалы" или "материалы шихты", используемый в данном тексте, считается охватывающим материалы, необходимые для получения стекловидного (или керамического либо стеклокерамического) вещества, но также и все добавки (очищающие добавки и т.д.), все выбранные виды жидкого или твердого топлива (пластмассу композиционного или некомпозиционного материала, органическое вещество, уголь и т.д.) и любой вид стеклянного боя.
Способ согласно изобретению можно осуществлять при высоком содержании стеклянного боя.
Как упоминалось выше, очистка согласно изобретению, таким образом, проводится с расплавленными стеклообразующими материалами в виде стекломассы во вспененном состоянии. Обычно эта пена имеет удельную плотность, равную, например, около 1-2 (по сравнению с удельной плотностью около 2,4 в случае не вспененной стекломассы), и предпочтительное содержание сульфата самое большее 100 или даже самое большее 50 ч.н.м. в расчете на вес SО3 при диаметре большинства пузырьков, по меньшей мере, 200 мкм. Таким образом, она может иметь плотность между 0,5 и 2 г/см3, особенно 1-2 г/см3.
Для улучшения технологических характеристик процесса очистки в стеклообразующие материалы предпочитается добавлять разные ускорители очистки специально с целью удаления из стекломассы любых пузырьков диаметром менее 200 мкм сразу же на стадии варки, как об этом упоминалось выше. Ими могут быть восстановительные добавки, как например, кокс (которые также позволяют регулировать окислительно-восстановительный показатель стекломассы). В этом случае полезно выбирать порошкообразный кокс, который имеет средний размер частиц меньше чем 200 мкм. Кроме того, ими могут быть сульфаты. Очистка при пониженном давлении вызывает рост пузырьков, причем целью является то, чтобы этот рост происходил быстро и чтобы пузырьки могли легко удаляться и лопаться на поверхности стекломассы. Другие ускорители очистки будут более эффективными скорее во время самой стадии очистки после стадии варки. Они позволяют "дестабилизировать" пену: ими могут быть, например, фтор или соединение фтора или хлора, обычнее - галоидные соединения, или же нитрат типа NаNО3; фтор, по-видимому, понижает вязкость стекломассы и, таким образом, способствует отеканию пленок, которые образуются между пузырьками, причем это стекание ускоряет разрушение пены. Кроме того, он уменьшает поверхностное натяжение стекломассы.
Другим фактором, влияющим на рост пузырьков во время очистки под пониженным давлением, является природа газов над расплавленным материалом. Конечно, можно просто предпочесть парциальное давление воздуха. Кроме того, можно предпочесть обогащение атмосферы инертным газом типа азота или даже предпочесть только парциальное давление инертного газа типа азота. Это объясняется тем, что, как было отмечено, остаточное давление инертного газа типа азота благоприятствовало разрушению пузырьков на поверхности во время процесса очистки. Действительно, при слишком высокой концентрации окислительного газа типа О2, по-видимому, имеет место нежелательная тенденция к уменьшению такого разрушения пузырьков.
Давление ниже атмосферного, при котором осуществляется, по крайней мере, часть очистки, с пользой меньше или равно 0,5·105 Па, особенно около 3·104-0, 1·103 Па.
Способ согласно изобретению с пользой позволяет проводить варку и/или очистку при температурах, не превышающих 1400°С, особенно при 1380°С или 1350°С.
Согласно первому варианту очистку в соответствии с изобретением можно проводить в, по крайней мере, одной неподвижной камере (камере, которая не передвигается во время работы), расположенной после варочной камеры по направлению технологического процесса, при этом, по крайней мере, одна зона указанной камеры, особенно самая передняя по направлению технологического процесса, находится под пониженным давлением.
Согласно второму варианту очистку всегда проводят после варочной камеры по направлению технологического процесса, но в камере, способной вращаться для обеспечения центробежной очистки, при этом, по крайней мере, одна зона указанной камеры, особенно самая передняя по направлению технологического процесса, находится под пониженным давлением.
Третий вариант отличается сочетанием вышеуказанных двух вариантов, особенно использованием для очистки первой камеры, которая является неподвижной и содержит зону под пониженным давлением, и затем второй камеры, которая вращается и также содержит зону под пониженным давлением, причем это давление предпочтительно ниже, чем в неподвижной камере.
Согласно одному варианту осуществления способа в соответствии с изобретением предусматривается обработка потока расплавленных стеклообразующих материалов с помощью, по крайней мере, одного средства для разделения потока. Этим средством является, например, элемент с просверленными отверстиями, через которые пропускают поток стекломассы, что делает возможным разделение этого потока на большое количество потоков небольшого диаметра. Размер отверстий полезно выбирать таким образом, чтобы они были близки к размеру пузырьков, которые желательно удалять. Таким образом, если средство для разделения потока будет помещено непосредственно после находящейся под атмосферным давлением зоны камеры очистки, то пониженное давление будет очень быстро действовать на потоки, образуемые средством для разделения потока, и обеспечивать быструю очистку даже при очень больших количествах пропускаемой стекломассы. Питание камеры очистки, очищаемой стекломассой, таким образом, может стать похожим на то, что достигается с помощью фильеры, открывающейся в камеру с пониженным давлением.
(В контексте изобретения термины "перед по направлению технологического процесса" и "после по направлению технологического процесса" означают направление потока стекломассы через установку от места, где стеклообразующие материалы подают в варочную камеру, до места, где извлекают очищенную стекломассу).
Способ варки/очистки согласно изобретению позволяет изготавливать стекла самых различных составов и свойств. Кроме того, вследствие своей низкой инерции он делает возможным переключение с одного состава на другой за очень короткое время перехода.
Таким образом, он позволяет изготавливать сравнительно восстановленные стекла, особенно те, которые имеют окислительно-восстановительный показатель, больше или равный 0,3. (Окислительно-восстановительный показатель определяется как отношение содержания двухвалентного железа FeO в весовых процентах к общему содержанию железа в весовых процентах в составе, выраженном в форме Fе2О3).
Он также позволяет изготавливать стекла, имеющие высокое содержание SiO2, например, по крайней мере, 72 или даже, по крайней мере, 75 вес.%, т.е. стекла, которые обычно трудно выплавлять, но которые являются полезными, особенно с точки зрения стоимости материалов шихты, так как они имеют низкую плотность и очень совместимы с пластмассами. Кроме того, он позволяет изготавливать весьма особые стекла, имеющие высокое содержание окислов щелочноземельных металлов, например, содержащие, по крайней мере, 18 вес.% СаО, т.е. стекла, являющиеся однако весьма коррозионными при использовании обычных способов варки при более высокой температуре, чем при изобретении, а также стекла, имеющие низкое содержание окиси натрия, например, самое большее 11 вес.%, или имеющие очень низкое содержание сульфата, например, самое большее 100 ч.н.м. Кроме того, можно получать железосодержащие стекла с высоким окислительно-восстановительным показателем, но с низким содержанием сульфата, которые имеют остаточный синий цвет, особенно привлекательный и популярный, например, в области применения листового стекла для автомобилей и зданий. Таким образом, могут быть получены высокоизбирательные солнцезащитные стекла, на которые могут быть нанесены солнцезащитные слои для улучшения их тепловых характеристик, например, слои из TiN, которые особенно описаны в патентах ЕР-638527 и ЕР-511901.
Предметом изобретения является также устройство для варки и очистки, которое особенно подходит для осуществления вышеописанного способа и которое содержит:
по крайней мере, одну варочную камеру, оснащенную горелками, в которые подаются ископаемое топливо (топлива) типа (природного) газа и окислитель (окислители) типа воздуха или кислорода, причем указанные горелки размещены таким образом, чтобы вдувать эти газы или газы, получающиеся в результате горения, ниже уровня массы стеклообразующих материалов, введенных в указанную варочную камеру;
по крайней мере, одну камеру очистки, расположенную после варочной камеры по направлению технологического процесса и содержащую, по крайней мере, одну зону, в которой может быть создано давление ниже атмосферного.
Как упоминалось ранее, варочная камера может быть успешно оснащена, по крайней мере, одним средством для введения стеклообразующих материалов, по крайней мере, двух из них, ниже уровня стекломассы, которое предпочтительно выполнено в виде отверстия (или отверстий) в соответствующей стенке (стенках) с подающим средством типа шнека. Таким образом, сводится до минимума риск выброса пыли, при этом одновременно можно по выбору вводить стеклообразующие материалы, например, кремнезем над стекломассой с возможностью проведения предварительного подогрева без риска их затвердевания.
Кроме процесса очистки изобретение также касается конструктивных усовершенствований в отношении стенок варочной камеры, которые предназначены для соприкосновения со стекломассой. Возможно несколько вариантов. В определенных случаях можно просто использовать огнеупорные материалы на окисной основе, как например, глинозем, двуокись циркония, окись хрома и т.н. огнеупорные материалы AZS. Обычно предпочитается объединять их с системой охлаждения, в которой циркулирует жидкость типа воды (водяная рубашка). Водяная рубашка может быть помещена снаружи при непосредственном соприкосновении огнеупорных материалов со стекломассой или внутри. В таком случае назначением водяной рубашки является создание более холодного потока стекломассы вблизи огнеупорных материалов, которые являются особенно напряженными в том смысле, что в расплаве, образуемом погружными горелками, возникают интенсивные конвективные потоки у стенок.
Другим вариантом является использование в зоне стекломассы не огнеупорных материалов, а только вышеупомянутой водяной рубашки.
Другой вариант заключается в использовании огнеупорных материалов (по выбору совместно с системой охлаждения типа водяной рубашки) и в обкладке их облицовкой, изготовленной из очень тугоплавкого металла, как например, молибдена (или сплава молибдена). Эта облицовка может с пользой поддерживаться на некотором расстоянии (например, от 1 до нескольких миллиметров) от стенок из огнеупорных материалов и может соприкасаться со стекломассой по сплошной поверхности контакта (цельная пластина или пластины, изготовленные из молибдена) или по прерывистой поверхности контакта (молибденовая пластина или пластины с просверленными отверстиями). Назначением этой облицовки является предотвращение механическим способом непосредственной конвекции стекломассы вдоль огнеупорных материалов путем создания "спокойного" слоя стекломассы у огнеупорных материалов или даже предотвращение какого-либо контакта стекломассы с последними.
В варочной камере все или часть погружных горелок предпочтительно выполнены таким образом, чтобы инжектировать в стекломассу текучую среду, которая не участвует в горении, замещая (временно) окислитель и/или топливо. Этой текучей средой может быть инертный газ в виде N2 или охлаждающая среда в виде воды, которая мгновенно испаряется в стекломассе. Это временное прекращение горения при продолжающемся инжектировании текучей среды горелкой обычно преследует две цели: либо остановку по желанию работы горелки или, что обычнее, например, варочной камеры в целом, при этом инжектирование инертного газа в виде N2 позволяет сделать камеру безопасной в местоположении горелок, либо замену по желанию одной горелки другой в то время, как другие горелки продолжают работать и, следовательно, по-прежнему находятся в стекломассе. Как подробнее объясняется ниже, в этом случае соответствующее распыление воды через горелку приводит к временному затвердеванию стекломассы над горелкой с образованием своего рода "свода", который предоставляет достаточно длительный период времени для выполнения замены без покрытия горелки стеклом.
Как упоминалось выше, устройство согласно изобретению может быть снабжено средством для разделения потока между варочной камерой и камерой очистки, в особенности, непосредственно у входа камеры очистки или в ее самой отдаленной передней части по направлению технологического процесса. Оно может быть в виде элемента с просверленными отверстиями соответствующего размера.
Кроме того, следует отметить, что такое средство для разделения потока может также использоваться независимо от выбранного плавильного средства: такое средство для разделения потока делает возможной более быструю очистку при больших пропускных способностях по стекломассе независимо от того, производится ли варка стекла, например, с помощью обычного средства с потолочными (непогружными) горелками, и/или с помощью электроплавильного средства с погружными электродами.
Более того, его использование может оказаться полезным, даже если процесс очистки осуществляется под атмосферным давлением.
Однако особенно полезным является его применение в связи с варкой с помощью погружных горелок, которая приводит к образованию пены с очень большим содержанием пузырьков, и/или в связи с очисткой под пониженным давлением, так как оно значительно увеличивает ее эффективность, которая уже является особенно высокой.
Согласно первому вышеупомянутому варианту камера очистки является неподвижной и расположена вертикально (т.е. ее высота значительно больше размеров ее пода). Согласно первому варианту эта камера содержит вертикальную внутреннюю перегородку, которая в сочетании с внутренними стенками камеры ограничивает, по крайней мере, два канала. Они последовательно состоят из первого канала, по которому расплавленные стеклообразующие материалы следуют по восходящей траектории, и затем второго канала, по которому указанные стеклообразующие материалы следуют по нисходящей траектории, при этом первый канал предпочтительно является каналом, который находится под давлением ниже атмосферного. Таким образом, создается своего рода сифон для очищаемой стекломассы. Эта камера с пользой оснащена средством для точной установки/регулирования потери напора расплавленных стеклообразующих материалов на входе камеры очистки. Кроме того, высоту камеры очистки можно регулировать в зависимости от разных параметров, особенно в зависимости от уровня пониженного давления, выбранного для зоны с пониженным давлением.
Согласно второму варианту неподвижная камера очистки, используемая в связи с изобретением, расположена вертикально и содержит средство для ввода расплавленных стеклообразующих материалов, подлежащих очистке, в верхнюю часть и средство для удаления очищенных материалов в нижней части, при этом в указанной камере указанные материалы везде следуют по, в основном, вертикальной нисходящей траектории. Конструкция этой камеры может быть создана, например, на основании технических решений в Европейских патентах №№ 231518, 253188, 257238 и 297405.
Согласно второму варианту камера очистки содержит, по крайней мере, одно устройство, способное вращаться, для обеспечения центробежной очистки, при этом внутренние стенки указанного устройства, по крайней мере, в своей центральной части имеют форму полого вертикального цилиндра. Устройство с пользой содержит т.н. верхнюю зону под давлением ниже атмосферного и т.н. нижнюю зону, остающуюся под атмосферным давлением, при этом зоны отделены друг от друга одним или несколькими механическими средствами в виде металлической пластины с просверленным одним или несколькими отверстиями.
Согласно предпочтительной конструкции в верхнюю часть устройства расплавленные стеклообразующие материалы подаются с помощью неподвижного подающего средства канального типа. Это подающее средство может содержать, по крайней мере, одну камеру под пониженным давлением для питания устройства и/или для проведения первого процесса очистки.
Для соединения конца этого канала/этого подающего средства с устройством должно быть предусмотрено уплотнительное средство типа "динамического уплотнения" или вращающегося уплотнения, как это подробно объясняется ниже. Устройство с пользой снабжено средством для улавливания твердых частиц с плотностью больше, чем плотность стекломассы, которое размещают, главным образом, в нижней зоне устройства и выполняют в виде желобков/канавок в его внутренних стенках. Частоту вращения устройства предпочтительно выбирают между 100 и 1500 об/мин.
Устройство может быть также снабжено механическим средством, которое является неподвижным или следует за его вращением и которое способно срезать пену и заставлять ее двигаться вниз в нижнюю зону устройства, откуда отводится очищенная стекломасса.
Это средство выполнено, главным образом, в виде просверленных отражателей или ребер, расположенных в верхней зоне указанного устройства.
Этот вид центробежной очистки с использованием канала в зоне с пониженным давлением является особенно эффективным. Это объясняется тем, что благодаря пониженному давлению будет достигаться наибольшее возможное увеличение пузырьков перед самой центробежной очисткой; чем больше диаметр пузырьков, тем быстрее их удаление в устройстве. Пониженное давление позволит также еще больше уменьшить остаточное содержание сульфата в произведенной стекломассе. Следует отметить, что десульфатированная стекломасса (это замечание относится также к первому варианту, в котором очистка осуществляется в неподвижном устройстве) создает меньше проблем, связанных с летучими соединениями в поплавковой ванне, уменьшает риск образования сульфида олова и, следовательно, уменьшает, в конце концов, риск оловянного дефекта в стеклянном листе. Это также гарантирует отсутствие сульфидов в случае восстановленных стекол, особенно сульфидов железа, которые придают не очень желательные желто-оранжевые остаточные цвета, или сульфида никеля, который может вызвать разрушение стекла во время термообработки типа закалки.
Центробежная очистка, содержащая стадию обработки под пониженным давлением, особенно желательна в случае очистки сравнительно вспененной стекломассы.
Изобретение будет подробно описано ниже с помощью двух не ограничительных вариантов его осуществления, показанных на следующих фигурах:
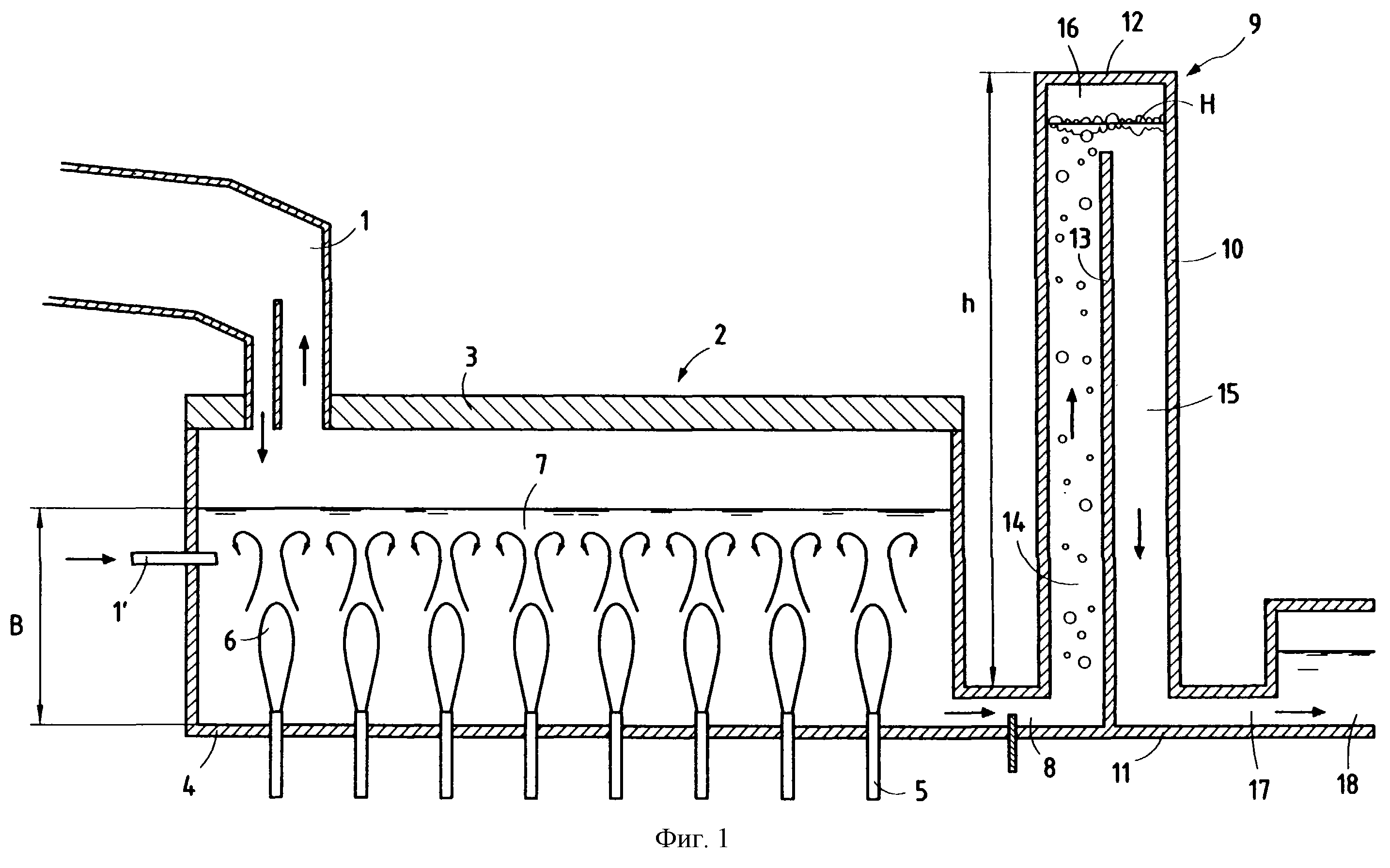
фиг.1 - схематическое изображение установки для варки и очистки, в которой используется неподвижное устройство для очистки;
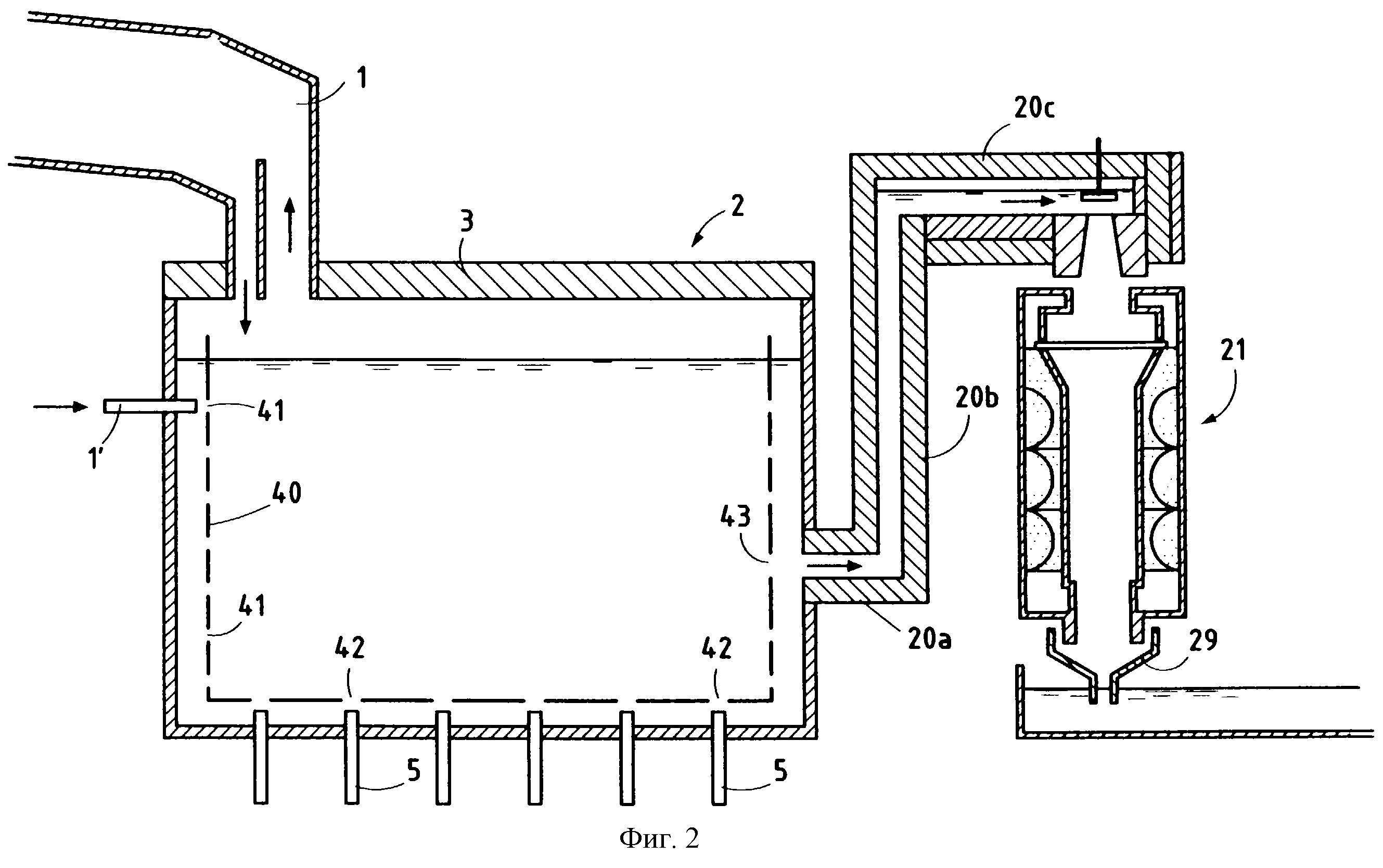
фиг.2 - схематическое изображение установки для варки и очистки, в которой используется устройство для центробежной очистки;
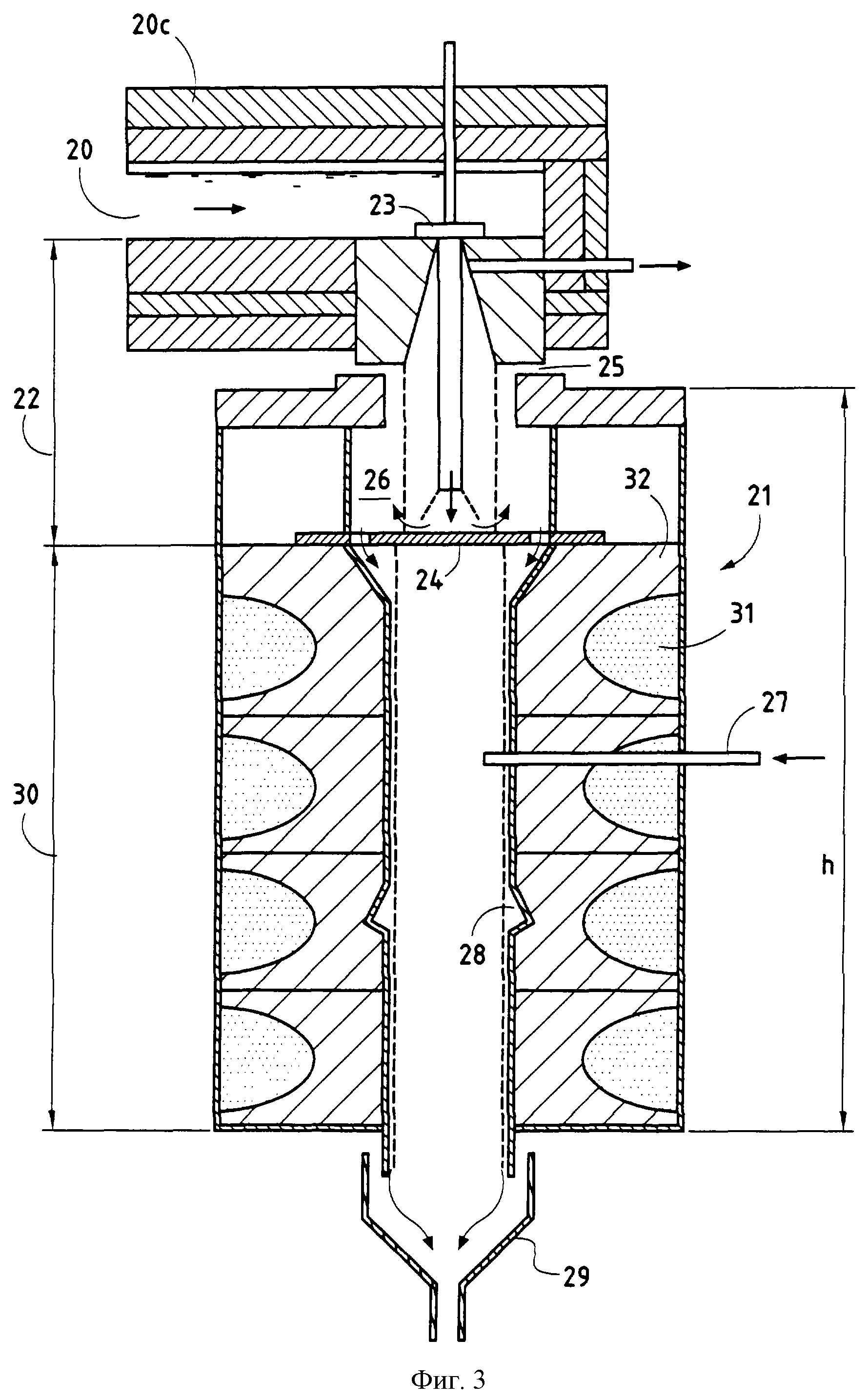
фиг.3 - увеличенный вид устройства для очистки, используемого в установке согласно фиг.2;
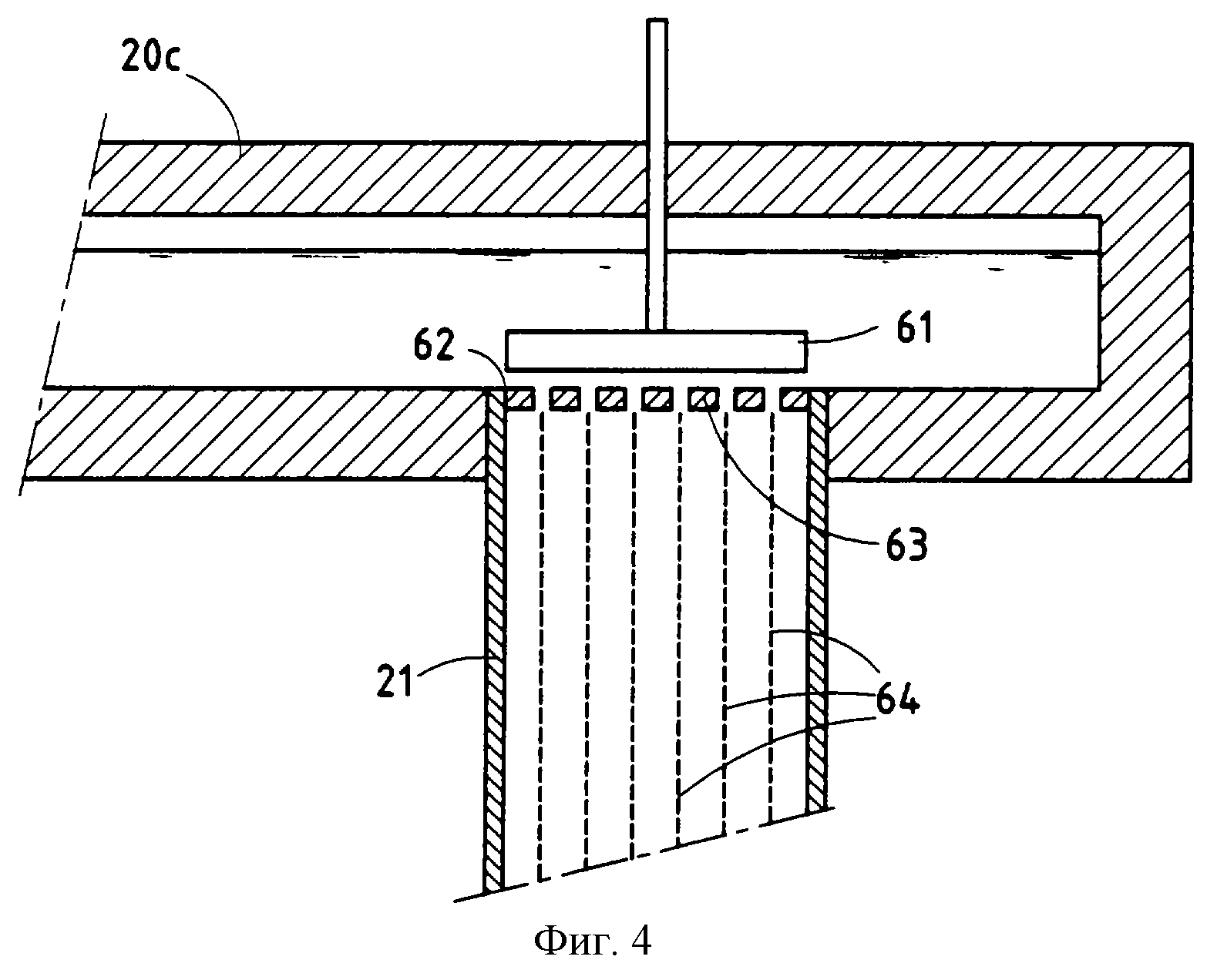
фиг.4 - схематическое увеличенное изображение делителя потока, используемого в устройстве, показанном на фиг.2; и
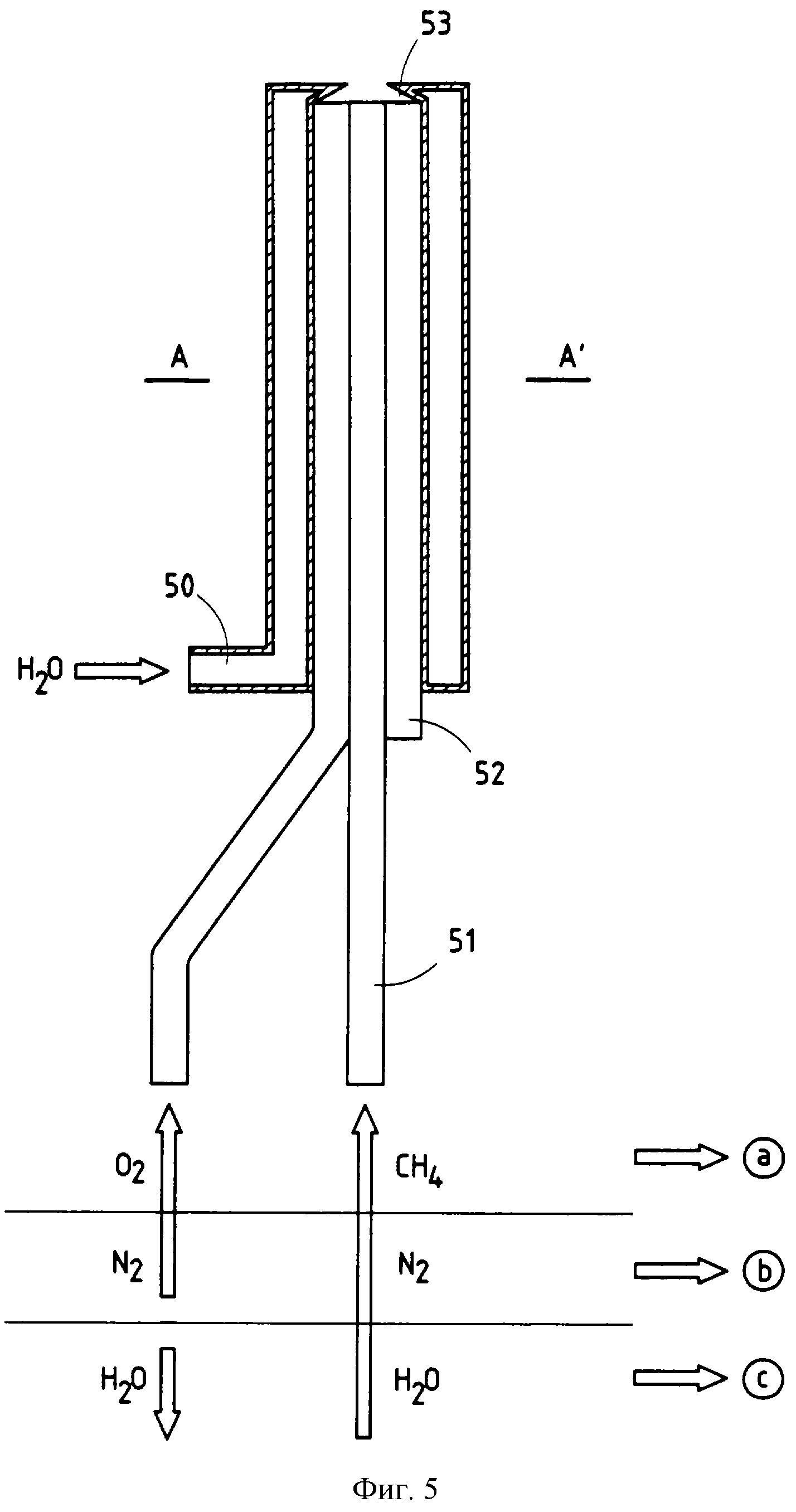
фиг.5-6 - схематическое изображение в разрезе погружной горелки, размещаемой в варочной камере установок, показанных на фиг.1 и 2.
Эти фигуры необязательно выполнены в масштабе и для ясности очень упрощены.
Нижеописанные устройства предназначены для варки и очистки стекломассы самого разного состава, которую в данном случае подают в установку для производства листового стекла флоат-методом. Однако этот случай применения не является ограничительным.
Кроме того, с использованием устройств согласно изобретению, конечно, особенно полезно изготавливать все стандартные силикатно-натриево-кальциевые стекла и различные специальные стекла, особенно те, которые до сих пор считались трудными в варке:
стекла, имеющие низкое содержание Na2O и сравнительно высокое содержание окиси щелочноземельного металла, особенно СаО, которые являются выгодными с экономической точки зрения в смысле стоимости материалов шихты, но также и стекла, которые являются довольно коррозионными при обычных температурах варки и которые являются сравнительно трудными в стекловарении при использовании стандартных процессов.
Они могут иметь составы, описанные, например, во французском патенте №97/08261 от 1 июля 1997 г., как например, (вес.%):
SiO2 72-74,3
Аl2O3 0-1,6
Na2O 11,1-13,3
K2O 0-1,5
CaO 7,5-10
МgО 3,5-4,5
Fe2O3 0,1-1
или другие составы типа, вес.%:
SiO2 66-72, особенно 68-70
Al2O3 0-2
Fе2O3 0-1
CaO 15-22
МgО 0-6, особенно 3-6
Na2O 4-9, особенно 5-6
K2O 0-2, особенно 0-1
SО3 Следы
Ниже приводится другой пример, иллюстрирующий эту группу составов:
SiO269
Al2O31
Fе2O30,1
CaO 18,9
МgО 5
Na2O 5,6
K2O 0,3
SО3 Следы
Это стекло имеет низкую температуру отжига, также называемую температурой точки деформации, - 590°С (температура, при которой стекломасса имеет вязкость в 1014 пуаз). Кроме того, оно имеет температуру ликвидуса в 1225°С, температуру Tηlog2 в 1431°С и температуру Тηlog3,5 в 1140°С (Тηlog2 и Tηlog3,5 соответствуют температурам, которые имеет стекломасса при достижении вязкости, выраженной в пуазах, соответственно log2 и lоg3,5);
стекла, имеющие высокое содержание кремнезема, которые также являются выгодными с экономической точки зрения, имеют сравнительно низкую плотность и характеризуются следующим составом, вес.%:
SiO2 72-80
CaO + MgO + BaO 0,3-14
Na2O 11-17
Окислы щелочных металлов 11-18,5
Аl2O3 0,2-2
В2O3 0-2
Fе2O3 0-3
SО3 По выбору следы
Кокс 0-600 ч.н.м
и по выбору окрашивающие окислы, например, окись Ni, Cr, Со и т.д.
(Эти стекломассы отличаются особой вязкостью).
Ниже приводится пример, иллюстрирующий эту группу составов (вес.%):
SiO2 76,4
Fе2O3 0,1
Al2O3 0,1
CaO 7,6
МgО 5
Na2O 10
К2O 0,3
Оно имеет удельную плотность около 2,46 (по сравнению с удельными плотностями в 2,52 для стандартного силикатно-натриево-кальциевого стекла типа "Планилюкс", продаваемого Сан-Гобэ Витраж).
Кроме того, как можно было видеть выше, способ согласно изобретению мог быть использован для получения восстановленных стекол с высоким окислительно-восстановительным показателем, с содержанием железа и с очень низким содержанием сульфата, что позволяет получать стекла с остаточным синим цветом.
Используя способ согласно изобретению, можно также изготавливать стекла с нулевым или почти нулевым содержанием окислов щелочных металлов типа Na2O, особенно для применения в качестве огнезащитного остекления или в качестве веществ для электронной промышленности. В отношении таких составов можно особенно сослаться на Европейские патенты №№ 526272 и 576362.
Используя способ согласно изобретению, можно также изготовить другие стекла, особенно стекла с низким содержанием МgО типа описанных в патентах ЕР-688741 и WO 96/00194.
Таким образом, на фиг.1 показан первый вариант осуществления способа: канал 1 позволяет одновременно вводить некоторое количество стеклообразующих материалов в варочную камеру 2 через свод 3 и удалять продукты сгорания. Эти продукты сгорания будут подогревать стеклообразующие материалы, что позволяет рекуперировать тепловую энергию. Материалы шихты, которые можно таким образом вводить над стекломассой 7, содержат, главным образом, кремнезем и могут подогреваться без застывания в твердую массу. Остальная часть материалов шихты вводится, по крайней мере, в одной точке 1’, расположенной ниже уровня стекломассы 7, особенно через отверстие, питаемое подающим шнеком. Показана только одна точка ввода, к тому же расположенная довольно высоко относительно общей высоты В стекломассы - на около 2/3 этой высоты - и на передней стенке камеры.
На стенках (передних или боковых стенках) фактически может быть расположено несколько точек ввода, которые могут или не могут быть расположены на одинаковой высоте в верхней половине или в нижней половине этой высоты В, например, между 1/3 и 2/3 этой высоты. Этот ввод непосредственно в стекломассу действительно позволяет намного уменьшить выброс материала над стекломассой (выделение частиц пыли). Кроме того, можно направлять материалы непосредственно в точку наиболее интенсивного конвективного перемешивания и/или использовать это для того, чтобы эти материалы оставались в камере 2, по крайней мере, минимальный период времени перед поступлением в зону очистки.
Нижняя стенка 4 камеры снабжена рядом горелок 5, которые проходят через нее и проникают в стекловаренную камеру на небольшую высоту. Горелки 5 предпочтительно снабжают средством охлаждения (не показано) типа водяной рубашки. Горелки 5 при работе образуют области горения в зонах 6, создавая вблизи них конвективные потоки в расплавляемых стеклообразующих материалах. Это конвективное перемешивание вызывает образование пены, которая будет передавать тепловую энергию по всей стекломассе 7. Стекловарение предпочтительно осуществляется при около 1350°С, например, в случае производства стандартного стекла из группы силикатно-натриево-кальциевых стекол.
Стенки камеры 2, которые соприкасаются со стекломассой 7, здесь изготовлены из огнеупорных материалов, охлаждаемых снаружи с помощью системы охлаждения типа водяной рубашки (не показана). Другим вариантом является расположение этой системы охлаждения с металлическими стенками на огнеупорных материалах, но внутри и поэтому в соприкосновении со стекломассой. Эти два варианта позволяют замедлить износ огнеупорных материалов путем поверхностного охлаждения стекломассы вблизи стенок из огнеупорных материалов.
Горелки 5 выполнены с возможностью обеспечивать погружное плавление способом, весьма схематически показанным на фиг.5. На фиг.5 показан продольный разрез горелки 5 и на фиг.6 - ее поперечное сечение в плоскости АА’, показанной на фиг.5. Горелка снабжена системой охлаждения 50 типа водяной рубашки и имеет центральную трубку 51, вокруг которой концентрично размещено множество трубок 52 с цилиндрическим поперечным сечением, открывающихся на конце горелки 53.
При режиме обычной эксплуатации (режим [а]) по трубке 51 подается горючий газ типа природного газа (или другой горючий газ либо жидкое топливо), а по трубкам 52 - окислитель (в данном случае, например, кислород) для взаимодействия СН4 и O2 в зоне горения в стекломассе.
При режиме безопасной эксплуатации (режим [b]), т.е. когда желательно остановить горение у горелки без риска полного остеклования, вдувают азот по трубке 51 и/или по трубкам 52.
При режиме эксплуатации, позволяющем заменять одну горелку другой (режим [с]), по трубке 51 впрыскивают воду, которая мгновенно испаряется еще в горелке или сразу же после выхода из нее, при этом пар создает своего рода свод из охлажденной стекломассы над горелкой; затем прекращается любая работа горелки и имеется достаточно времени для выполнения замены до обрушения "свода". Впрыснутая вода, по крайней мере, частично собирается в горелке с помощью трубок 52 (при этом режиме эксплуатации роли трубок 51 и 52 могут быть также обратными). Может быть также применен любой другой охладитель, способный приводить к такому затвердеванию стекломассы.
Вышеописанные горелка и ее различные режимы эксплуатации составляют один предмет изобретения независимо от общего процесса варки и очистки, осуществляемого в стекловаренной установке.
Расплавленная пенистая стекломасса, получающаяся в результате варки с помощью погружных горелок, затем отводится с нижней части по каналу 8, снабженному средством плунжерного типа для регулирования потери напора (не показан). Таким образом, регулируется потеря напора пенистой стекломассой, поступающей в неподвижную камеру очистки 9. Эта камера имеет боковые стенки 10, нижнюю стенку 11 на том же самом уровне, что и нижняя стенка варочной камеры, и верхнюю стенку 12, ограничивающую внутренний объем приблизительно в форме параллелепипеда. Кроме того, имеется перегородка 13, прикрепленная к нижней стенке 11, но оставляющая проход наверху. В этой конструкции имеется также канал 14, по которому стекломассу заставляют двигаться по восходящей траектории, и также канал 15 для перемещения стекломассы по нисходящей траектории. В наивысшей части 16 образуется уровень Н стекломассы.
Затем очищенная стекломасса отводится по каналу 17 в камеру 18, снабжающую стекломассой установку для формования стекла флоат-методом (не показана).
В камере очистки пространство канала 14 находится под пониженным давлением, например, 0,3 атм. Пенистая стекломасса, поступающая из канала 8, затем будет подниматься по каналу 14, при этом любой оставшийся материал шихты будет постепенно "перевариваться", а пузырьки - увеличиваться в размере при их подъеме в канале. Однако степень расширения пены остается очень умеренной, так как пена, поступающая из варочной камеры 3, имеет очень низкое остаточное содержание сульфата. В зоне 16 пузырьки лопаются на поверхности Н, и пена быстро исчезает, при этом полностью очищенная стекломасса опускается по каналу 15. При необходимости в этой зоне 16 может быть предусмотрено вспомогательное нагревательное средство в виде обычной горелки или электронагревательного элемента, прикрепленных к стенке 12, или по выбору - механическое средство (не показано) в виде порога, который предназначен способствовать разрушению пузырьков.
Что касается порядка величины, то высота h камеры очистки может быть равной порядка нескольких метров, например, 3 м в случае выбранного пониженного давления, равного 0,3 атм.
На фиг.2 и 3 показан второй вариант осуществления изобретения. Варочная камера 2, в общем, имеет такие же самые размеры, как и показанные на фиг.1. Единственное отличие заключается в способе защиты стенок из огнеупорных материалов в камере 2. В данном случае в стекломассу 7 погружена облицовка из жаростойкого металла, которая имеет тонкую стенку 40 из молибдена, соответствующую форме полости варочной камеры и удерживаемую на месте на расстоянии от одного до нескольких миллиметров от стенок из огнеупорных материалов с помощью подходящих распорок и/или подвешиванием в стекломассе со стенок из огнеупорных материалов, расположенных над стекломассой, или со свода.
В этом листе 40 просверлены отверстия, прежде всего, в его горизонтальной части, покрывающей нижнюю стенку, для возможности проникновения через них горелок 5, а также во всех его других стенках; благодаря этим отверстиям не устраняется контакт между огнеупорными материалами и стекломассой, при этом однако происходит механическое прерывание конвективных потоков стекломассы вблизи огнеупорных материалов и, таким образом, уменьшается скорость их износа. За исключением отверстий у нижней стенки камеры, отверстия 41 в стенках облицовки 40 предпочтительно являются цилиндрическими и имеют разные размеры в то время, как отверстия 42 в стенке облицовки у нижней стенки камеры, по крайней мере, имеют размер, достаточный для пропуска через них горелок 5. Кроме того, облицовка 40 в своей стенке должна иметь широкое отверстие (в 43) поперек стенки камеры, чтобы можно было удалять стекломассу по каналу 20а. То же самое относится и к отверстию 1’ для ввода материалов шихты: обязательно имеется соответствие между отверстиями в стенках из огнеупорных материалов и в облицовке из молибдена.
Эта молибденовая облицовка сама по себе является изобретением, которое является особенно подходящим в сочетании с камерой для варки с помощью погружных горелок независимо от способа, которым может проводиться любая последующая очистка. (То же самое относится к охлаждению огнеупорных материалов с внешней стороны или со стороны стекломассы, как это показано на предшествующей фигуре).
Другие отличия от фиг.1 заключаются в способе отвода стекломассы из варочной камеры. В случае, показанном на фиг.2, стекломасса отводится несколько "выше" по подающей трубе 20, состоящей из горизонтальной первой части 20(а), вертикальной второй части 20(b) и горизонтальной третьей части 20(с), открывающейся в центрифугу 21. Для подъема стекломассы в канале и, следовательно, поступления в центрифугу необходимо, чтобы, по крайней мере, участок 20(b) канала находился под умеренным пониженным давлением, например, 0,5 атм. При другом варианте стекломасса отводится из варочной камеры сверху, например, посредством погружного канала, как это хорошо известно специалистам в области производства стекла.
На фиг.3 показан горизонтальный участок 20(с) канала 20 для подачи пенистой стекломассы, отведенной из варочной камеры 2, в корпус центрифуги 21. Последняя имеет верхнюю часть 22, расположенную между деталью 23 и металлической пластиной 24, и нижнюю часть 30, расположенную под металлической пластиной 24. Деталь 23 выполнена полой, т.е. представляет собой цилиндр с прорезями, позволяющими регулировать скорость потока и потерю напора стекломассы, поступающей в центрифугу 21. Стекломасса входит в верхнюю часть, где поддерживается частичный вакуум, например, в 104 Па или атмосферное давление. Проблемой является соединение 25 между неподвижной частью канала 20 и вращающейся частью корпуса 21.
Первым решением является использование "динамического" уплотнения. Пенистая стекломасса, покидающая полую деталь 23, будет под действием центробежной силы стремиться "подниматься" в зону 26 и самопроизвольно покидать пространство на уровне с соединением 25, т.е. сама непрерывно выбрасываемая стекломасса обеспечивает уплотнительную функцию. Скорость потока выбрасываемой стекломассы можно ограничивать или регулировать, изменяя пространство между движущимся узлом 21 и неподвижным узлом 20.
Другим решением является помещение в соединение 25 т.н. вращающегося уплотнения подходящей конструкции. Оно может быть жидкостно-кольцевым вращающимся уплотнением, в котором используется жидкость с очень низкой упругостью пара типа силиконового масла и принцип действия которого аналогичен принципу действия жидкостно-кольцевых вакуум-насосов, работающих под давлением в противоположность частичному вакууму, существующему внутри центрифуги.
Затем стекломасса через отверстия в пластине 24 течет в зону нижней части 30, снабженную трубкой 27 подачи воздуха. Эта пластина, по крайней мере, те ее части, которые полностью погружены в стекломассу, может быть успешно изготовлена из молибдена. Наружная футеровка внутренних стенок корпуса центрифуги может быть выполнена из литых огнеупорных частей 32 с теплоизоляцией 31, встроенной таким образом, чтобы она не разрушалась под действием центробежной силы. Кроме того, вокруг внутренней (или сплошной) стенки в части 30 центрифуги выполнен желобок или канавка 28, который позволяет улавливать все твердые частицы с плотностью больше, чем плотность стекломассы, и выполнен в виде углубления в огнеупорном материале. Это объясняется тем, что восходящий поток стекломассы в центрифуге происходит следующим образом: пластина 24 разделяет центрифугу на две части и обеспечивает центрифугирование стекломассы в виде тонкого слоя, что уменьшает высоту устройства по сравнению с той, которая потребовалась бы без нее и без применения пониженного давления. Одним из условий правильного восходящего потока стекломассы является то, чтобы давление стекломассы, соответствующее расстоянию между вершинами двух парабол, было больше, чем сумма потерь напора и разницы между пониженным давлением в части 22 и обычным давлением в части 23, что является достижимым. Стекломасса, текущая через пластину 24, следовательно, будет прижиматься к внутренним стенкам части 30 в виде тонкого слоя, при этом твердые частицы, более плотные, чем стекломасса, будут в таком случае отбрасываться к стенкам и улавливаться в желобках 28, из которых они больше уже не могут выходить. С другой стороны, пузырьки увеличиваются и лопаются под действием центробежной силы на внутренней поверхности корпуса центрифуги. Наконец, очищенная стекломасса отводится в самом низу части 30 по каналу, верхняя часть которого имеет приблизительную форму воронки 29. При стандартном рабочем режиме необязательно использовать средство для повторного нагрева стекломассы, а частота вращения может быть около 700 об/мин при высоте центрифуги, например, 1-3 м.
На фиг.4 очень упрощенным способом показан возможный вариант устройства для очистки стекломассы согласно фиг.2 и фиг.3 с изображением места соединения между подающим каналом 20с, находящимся под атмосферным давлением, и корпусом центрифуги 21, находящимся под пониженным давлением: показанный поршень 61 позволяет регулировать потерю напора и давление очищаемой стекломассы на входе в центрифугу 21. На выходе 62 канала 20с в центрифугу расположена молибденовая сетка 63 с равномерно выполненными, предпочтительно цилиндрическими отверстиями, которая действует как подающая фильера для центрифуги и разделяет входящий поток стекломассы на множество небольших потоков стекломассы, очень схематически показанных с обозначением позицией 64 и имеющих диаметр, например, приблизительно от 1 до нескольких миллиметров. Таким образом, эта сетка 63 действует как делитель потока, при этом пузырьки, содержащиеся в каждом потоке 64, удаляются быстрее, чем если бы они находились в потоке стекломассы со значительно большим поперечным сечением. Сочетание этих небольших потоков 64 с использованием пониженного давления делает возможным чрезвычайно быстрое разрушение пузырьков в стекломассе. Эти потоки 64, из которых удалены пузырьки, внизу центрифуги 21 оказываются в виде капель, которые коалесцируют на ее внутренних стенках под действием центробежной силы.
Использование такого делителя потока полезно также в случае проведения очистки в неподвижном устройстве для очистки, показанном на фиг.1.
В любом случае (при неподвижном или центробежном устройстве для очистки) ясно, что может быть эффективно уменьшен размер устройств для варки и очистки, имеющихся в настоящее время. Кроме того, можно отметить, что в случае как неподвижного, так и центробежного устройств для очистки полезно использовать частичный вакуум и атмосферу азота, что способствует разрушению пузырьков и уменьшает повреждение металлических частей, как например, части 24 центробежного устройства для очистки. Полезно также вводить ускорители очистки стеклообразующих материалов, особенно кокс с небольшим размером частиц, сульфат, нитрат или фтор, назначение которых описано выше.
Кроме того, следует отметить, что молибден, по выбору используемый в варочной камере и/или в камере очистки, может быть заменен платиной.
Важно подчеркнуть, что, хотя сочетание варки посредством погружных горелок со стадией очистки под пониженным давлением и является весьма полезным, изобретение также касается этих двух аспектов, взятых в отдельности. Таким образом, может оказаться полезным использование способа варки посредством погружных горелок с обычной стадией очистки и, наоборот, использование стадии очистки под пониженным давлением после стадии варки с обычными нагревательными средствами, при этом, все еще оставаясь в пределах изобретения, даже если в таком случае уже не достигается синергии, подчеркнутой выше.
Следует также отметить, что может быть полезным использование способа варки с помощью погружных горелок, совсем не используя очистку в обычном смысле этого слова. Это может быть в случае изготовления волокон, при котором может быть предусмотрено питание внутренних центробежных волокно-делательных машин непосредственно пенистой стекломассой, получаемой варкой с помощью погружных горелок. При центрифугировании, обязательно осуществляемом при этом способе производства волокон, фактически достигается очистка стекломассы. Возможно также непосредственное формование пенистой стекломассы, поступающей со стадии варки, для изготовления пеностекла, применяемого в качестве изоляции, например, в строительной промышленности.
Кроме того, этот способ варки, как упоминалось выше, можно использовать для утилизации изделий из стекло-металлических или стекло-пластмассовых композиционных материалов либо для производства годного для потребления стекла, либо для изготовления стеклянного боя для питания обычной стекловаренной печи (в зависимости, в частности, от соотношения этих изделий из композиционных материалов к остальной части из более обычных стеклообразующих материалов).
Реферат
Использование: варка и очистка стеклообразующих материалов. Технический результат – повышение компактности и/или технологической гибкости и/или производительности без ущерба для качества производимого стекла. Всю или часть тепловой энергии, необходимой для варки указанных стеклообразующих материалов, подводят посредством сжигания ископаемого топлива (топлив) с, по меньшей мере, одним газом-окислителем, и указанные топливо (топлива)/газ или газообразные продукты, получающиеся в результате сжигания, вводят ниже уровня массы стеклообразующих материалов. Очистка стеклообразующих материалов после варки содержит, по меньшей мере, одну стадию, в которой они подвергаются давлению ниже атмосферного. Очистку расплавленных стеклообразующих материалов осуществляют в виде стекломассы во вспененном состоянии плотностью 0,5-2 г/см3. Изобретение также касается устройства для осуществления способа и случаев его применения. 5 н. и 36 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ варки стекла
Комментарии