Устройство для дозирования комкующихся компонентов стекольной шихты - RU2117640C1
Код документа: RU2117640C1
Чертежи





Описание
Техническое решение относится к области дозирования сыпучих и комкующихся материалов и может быть использовано на стекольных заводах в подготовке шихты для варки стекла.
Возможно применение устройства в производстве строительных материалов, в металлургии, химической и пищевой промышленности.
Известно, например, устройство для дозирования комкующихся компонентов стекольной шихты, содержащее шнековый питатель разгрузки с переменным диаметром винта [1]. Грубая выгрузка осуществляется витками большого диаметра, а точная выгрузка - витками малого диаметра. Витки большого и малого диаметра расположены на одном валу и составляют единый питатель. Точная выгрузка осуществляется из объема остаточного товарного веса, определяемого объемом остаточного материала, ограниченного поверхностью естественного откоса материала и участком шнека с витками малого диаметра.
Однако данное устройство не обеспечивает стабильности перехода от грубой скорости к точной ввиду меняющихся характеристик материала (влажность, гранулометрия) и меняющегося объема материала, составляющего остаточный тарный вес.
Наиболее близким техническим решением к предлагаемому является устройство для дозирования комкующихся материалов, содержащее шнековый питатель разгрузки, выполненный из двух винтов большого диаметра и расположенного между ними винта малого диаметра [2]. Рабочее пространство весового дозатора на границе между первым винтом большого диаметра и винтом малого диаметра шнекового питателя разделено перегородкой. Наличие перегородки позволяет сформировать остаточный объем материала, из которого винтом малого диаметра осуществляется точная выгрузка материала.
Недостатком данного устройства является неравномерность выгрузки материала из весового дозатора слева и справа от перегородки. Разная производительность винтов большого и малого диаметра способствует образованию сводов и произвольному срыву материала со стороны участка с малым диаметром винта. Наличие перегородки в узкой выпускной горловине дозатора дополнительно способствует этим недостаткам. Кроме того, скорости выгрузки материала при грубой и точной выгрузке одинаковые, так как участки винтов большого и малого дозаторов находятся на одном валу, что ограничивает возможность повышения точности дозирования и приводит к прерывистому режиму точной выгрузки малых доз за счет их транспортирования участком винта с большим диаметром.
Целью данного технического решения является предотвращение неравномерности разгрузки материала и повышение точности дозирования.
Цель реализуется тем, что в устройстве для дозирования комкующихся компонентов стекольной шихты, содержащем надвесовой бункер с шнековым питателем загрузки, весовой дозатор, шнековый питатель разгрузки и сборочный конвейер, шнековый питатель разгрузки дополнительно содержит шнековый питатель с малым диаметром винта, связанный посредством зубчатой передачи с шнековым питателем разгрузки, и камеру точной разгрузки, ограниченную сверху шнековым питателем разгрузки, а снизу - шнеком с малым диаметром винта, причем начальный участок шнека с малым диаметром винта расположен в камере точной разгрузки, а конечный участок - в выпускной горловине шнекового питателя разгрузки.
Отличием данного технического решения от известного уровня техники является то, что шнековый питатель разгрузки дополнительно содержит шнековый питатель с малым диаметром винта, связанный посредством зубчатой передачи с шнековым питателем разгрузки.
Дополнительный шнек с малым диаметром винта, связанный посредством зубчатой передачи с шнековым питателем разгрузки, позволяет дозировать материал более мелкими дозами и с меньшей скоростью за счет передаточного числа зубчатой передачи. Кроме того, дозирование материалам шнеком с малым диаметром винта происходит равномерно и независимо от производительности шнекового питателя разгрузки.
Другим отличием данного технического решения является наличие камеры точной разгрузки, ограниченной сверху шнековым питателем разгрузки, а снизу - шнеком с малым диаметром винта, причем начальный участок шнека с малым диаметром винта расположен в камере точной разгрузки, а конечный участок - в выпускной горловине шнекового питателя разгрузки.
Расположение камеры точной разгрузки под шнековым питателем разгрузки позволяет непрерывно формировать для шнекового питателя с малым диаметром винта остаточный объем материала, равномерно выгружать материал из весового дозатора и предотвращать сводообразование в зоне работы шнека с малым диаметром винта.
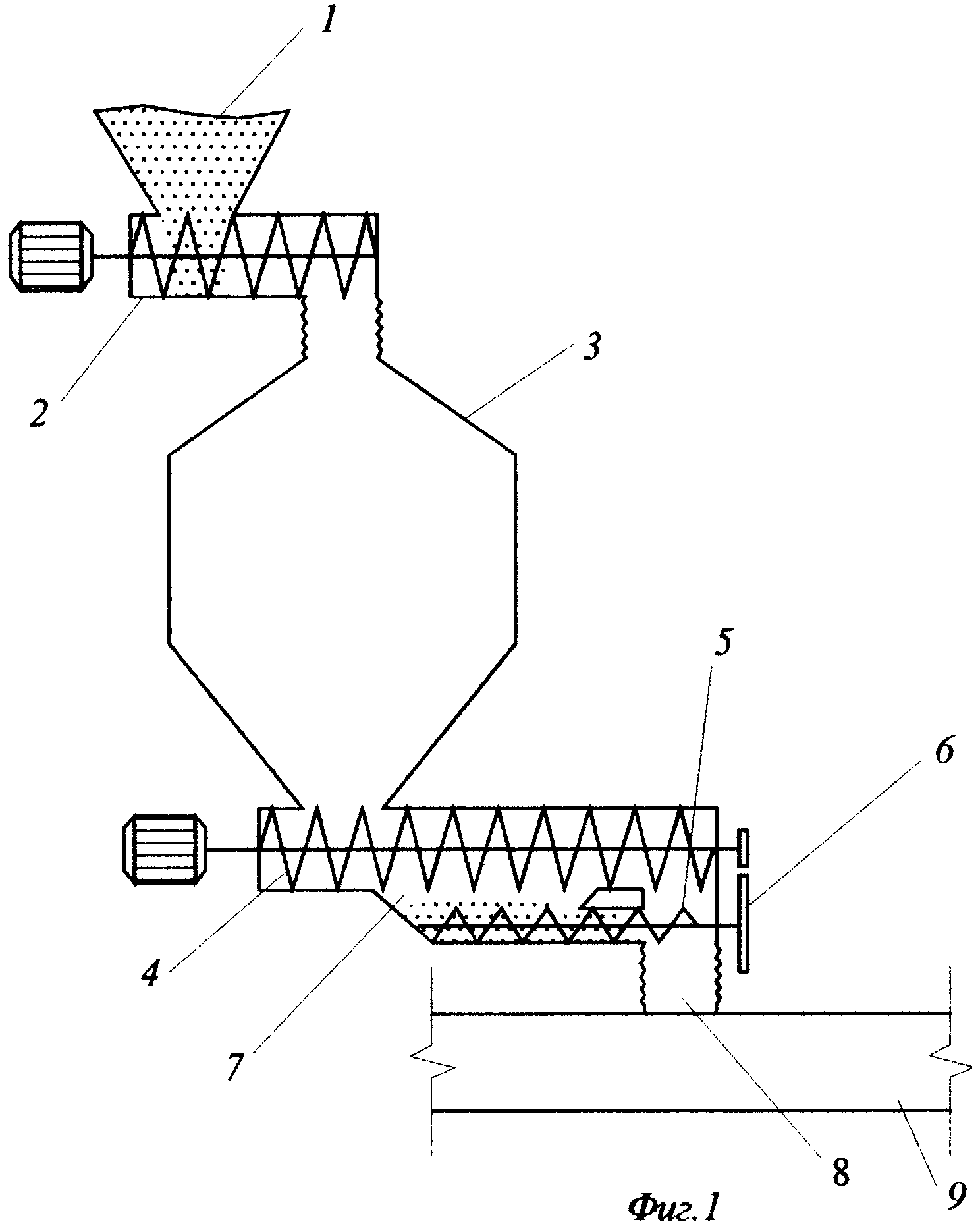
На фиг. 1 изображено исходное состояние устройства с остаточным тарным весом; на фиг. 2 - заполненное материалом устройство; на фиг. 3 - начало разгрузки материала; на фиг. 4, 5 - промежуточная фаза в режиме "грубо"; на фиг. 6 - стадия перехода на режим точной разгрузки.
Устройство для дозирования комкующихся компонентов стекольной шихты содержит надвесовой бункер 1, шнековый питатель 2 загрузки, весовой дозатор 3 (система взвешивания не показана), шнековый питатель разгрузки 4, шнековый питатель 5 с малым диаметром винта, зубчатую передачу 6, камеру точной разгрузки 7, выпускную горловину 8 шнекового питателя разгрузки, сборочный конвейер 9.
Устройство работает следующим образом.
Известно, что точность дозирования зависит от производительности питателя и высоты столба падающего материала. Поэтому в данном устройстве используется метод взвешивания с переменной тарой. Этот метод заключается в том, что после навески материала в весовой дозатор 3 определяется погрешность взвешивания, а при выгрузке материала в дозаторе оставляют остаточный тарный вес, учитывающий ошибку при загрузке. При выгрузке материала из весового дозатора 3 высота столба падающего материала равна нулю, так как шнековый питатель 4 разгрузки и шнековый питатель 5 с малым диаметром винта входит в весовую часть дозатора 3. При таком методе дозирования появляется возможность проводить навеску только в грубом режиме, что повышает производительность на 20 - 30%.
При команде системы управления (на чертеже не показан) включается шнековый питатель 2 загрузки, и материал из надвесового бункера 1 поступает в весовой дозатор 3. После его заполнения до заданной дозы по команде системы управления шнековый питатель 2 загрузки выключается (фиг.2).
Процесс выгрузки материала (фиг.3) из весового дозатора 3 на сборочный конвейер 9 также начинается по команде системы управления. При этом включается привод шнекового питателя 4 разгрузки. Одновременно начинает вращаться шнековый питатель 5 с малым диаметром винта, связанный с питателем 4 посредством зубчатой передачи 6. Соотношение диаметров винтов питателей 5 и 4 в зависимости от вида дозируемого материала составляет примерно 1,5 - 3. Поскольку объем забираемых шнеком доз пропорционален квадрату диаметра навивки винта, то при таком соотношении можно обеспечить кратность производительностей от двух до десяти. Однако для некоторых материалов нецелесообразно уменьшать диаметр винта шнекового питателя 5 более чем в 1,5 раза в связи с возможностью налипания материала, но стремление повысить точность дозирования требует снижения производительности шнекового питателя 5 с малым диаметром винта в 3 - 10 раз. Этого можно достигнуть за счет коэффициента передачи, равного 1,5 - 5 зубчатой передачи 6. Зубчатая передача 6 позволяет снизить скорость подачи материала шнековым питателем 5 с малым диаметром винта по отношению к скорости шнекового питателя 4 разгрузки, что дополнительно повышает точность дозирования.
На первой стадии (фиг.3) разгрузки дозатора 3 материал забирается обоими питателями 4 и 5. Но так как сначала материал из шнекового питателя 4 разгрузки заполняет камеру 7 точной разгрузки, в которой в начальный момент (фиг. 1 и фиг.2) находится остаточный тарный вес, то в выпускную горловину 8 шнекового питателя 4 разгрузки сначала подается материал шнековым питателем 5 с малым диаметром винта. При этом начало разгрузки в течение 2 - 3 секунд происходит с малой производительностью. Это особенно важно при дозировании небольших порций материала, так как при включении привода питателя разгрузки происходят механические вибрации системы взвешивания, паразитно влияющие на систему тензометрического измерения. Поэтому в данной конструкции устройства в переходный момент включения привода питателя разгрузки подача материала на сборочный конвейер 9 осуществляется в режиме "точно".
Так как производительность шнекового питателя 5 с малым диаметром винта в 3 - 10 раз меньше, то через 2 - 3 секунды камера 7 точной разгрузки заполняется материалом, который поступает далее в выпускную горловину 8 с помощью обоих питателей 4,5. Материал из камеры 7 с помощью шнекового питателя 5 с малым диаметром винта с производительностью в 3...10 раз меньшей поступает в выпускную горловину 8. Уменьшение объема материала в камере 7 при дозировании постоянно пополняется материалом из шнекового питателя 4 разгрузки, а избыток материала скользит по поверхности материала в камере 7 точной разгрузки и транспортируется питателем 4 в выпускную горловину 8 (фиг.4). При этом разгрузка материала осуществляется в режиме "грубо + точно". Наличие над камерой 7 точной разгрузки вращающегося шнекового питателя 4 разгрузки и перемещающегося материала исключает зависание и сводообразование материала в камере 7, что стабилизирует процесс выгрузки материала.
При дальнейшей выгрузке (фиг.5) материал заполняет только объемы шнекового питателя 4 разгрузки и камеры 7 точной разгрузки. Режим "грубо + точно" заканчивается транспортированием оставшегося материала шнековым питателем 4, и наступает момент (фиг.6), когда материал остается только в камере 7 точной разгрузки. Этот материал в режиме "точно" с малой производительностью, позволяющей с большой точностью зафиксировать заданный вес выгружаемой порции, поступает с помощью только шнекового питателя 5 с малым диаметром винта в выпускную горловину 8. Режим "точно" реализуется без дополнительного управления воздействия и без дополнительного привода.
По окончании точной выгрузки (фиг. 1) в дозаторе 3 формируется остаточный объем материала, который является тарным весом для следующего цикла дозирования.
Наличие камеры 7 точной разгрузки, ограниченной сверху шнековым питателем 4 разгрузки с большим диаметром винта, а снизу - шнеком 5 с малым диаметром винта позволяет организовать режим выгрузки материала с остаточным тарным весом. Но по сравнению с устройством для дозирования комкующихся материалов, содержащем шнек из участков с разными диаметрами винта и перегородку (патент РФ 2044696), данное устройство имеет ряд преимуществ. Материал из весового дозатора 3 выгружается равномерно, что препятствует образованию сводов. В случае же образования свода в бункере весового дозатора 3 при выгрузке материала процесс дозирования не прекращается, а продолжается шнеком 5 с малым диаметром винта из камеры 7 точной разгрузки, а при устранении свода, например, с помощью электромагнитного вибратора, входящего в систему управления (на чертеже не показан), не происходит срыв материала к выпускной горловине 8. Образование свода в самом конце режима "грубо+точно" наиболее опасно, так как срыв материала после устранения свода при переходе на режим дозирования "точно" можно снизить точность выгрузки материала. В данном техническом решении основной объем камеры 7 точной выгрузки расположен ниже уровня выпускной горловины 8 шнекового питателя 4 разгрузки и является "потенциальным барьером" для сквозного просыпания материала, так как сначала идет заполнение камеры 7 материалом, а потом излишек его транспортируется питателем 4 к выпускной горловине. Также после устранения свода материала дозирование в течение 2 - 3 секунд происходит с малой производительностью, так как материал при своде из объема шнекового питателя 4 выработан, а в камере 7 он есть. Это тоже важно, так как при срыве материала на границе перехода от режима "грубо+точно" к режиму "точно" возобновление дозирования сначала идет в режиме "точно", а потом либо в режиме "грубо+ точно", либо в режиме "точно".
Расположение камеры 7 точной разгрузки под шнековым питателем 4 разгрузки способствует постоянному пополнению камеры материалом и способствует созданию постоянного объема материала, формирующего остаточный тарный вес, что также повышает точность дозирования.
Наличие дополнительного шнека 5 с малым диаметром винта, связанного со шнековым питателем 4 разгрузки посредством зубчатой передачи, позволяет дополнительно повысить точность дозирования как за счет меньшей скорости вращения, так и за счет меньшего объема элементарных доз материала, определяемого диаметром винта.
Реферат
Техническое решение относится к созданию оборудования для дозировочно-смесительных цехов стекольных заводов и может быть использовано в производстве шихты для варки стекла. Сущность технического решения: в устройстве для дозирования комкующихся компонентов стекольной шихты шнековый питатель разгрузки дополнительно содержит шнековый питатель с малым диаметром винта, связанный посредством зубчатой передачи с шнековым питателем разгрузки. Дозирование осуществляется с остаточным тарным весом, который формируется в камере точной разгрузки, ограниченной сверху шнековым питателем разгрузки, а снизу - шнеком с малым диаметром винта. Дозирование в режиме "точно" производится шнеком с малым диаметром винта, начальный участок которого расположен в камере точной разгрузки, а конечный участок - в выпускной горловине шнекового питателя разгрузки. Применение устройства предотвращает неравномерность разгрузки материала и повышает точность дозирования. 6 ил.
Комментарии