Экструзионная головка, экструдер и продукт, полученный с использованием экструзионной головки - RU2216445C2
Код документа: RU2216445C2
Чертежи





Описание
Настоящее изобретение относится к пищевой промышленности, и в частности к экструзионной головке, экструдеру, содержащему по меньшей мере одну такую головку, и продукту, который можно получать посредством экструзии через такую головку.
В Европейском патенте 0169126 описаны способ и установка для приготовления составного пищевого продукта в одновинтовом или двухвинтовом зкструзионном варочном аппарате, в котором поток вещества обрабатывается в первой обычной зоне обработки экструзионного варочного аппарата, этот поток делится на два во второй зоне, содержащей две отдельные параллельные камеры, потоки обрабатываются в конкретных, раскрашиваемых по разному, соответственных камерах обработки, и потоки объединяются во время их экструзии через головку, имеющую одно выходное отверстие, или головку совместного экструдирования.
Техническим результатом настоящего изобретения является создание экструзионной головки и экструдера, обеспечивающего посредством экструдирования единого материала получение продукта, который имеет особенно привлекательную трехмерную форму, т.е. обычную форму ядра, окруженного кольцом.
Этот технический результат достигается тем, что экструзионная головка, согласно изобретению содержит подающую диафрагму, открывающуюся в распределительную камеру, сообщающуюся, с одной стороны, с обычно конической сходящейся центральной экструзионной трубкой при помощи круглой центральной диафрагмы предварительного расширения и (или) замедления и сообщающуюся, с другой стороны, по меньшей мере с одной обычно конической сходящейся коаксиальной цилиндрической экструзионной трубкой посредством по меньшей мере одной кольцевой диафрагмы предварительного расширения и (или) замедления, при этом центральная и коаксиальная цилиндрические экструзионные трубки имеют соответственные соосное центральное и кольцевое выходные отверстия.
Соответствующий настоящему изобретению экструдер содержит удлиненную втулку, включающую один или два обрабатывающих винта и по меньшей мере одну вышеописанную экструзионную головку.
И наконец, соответствующий настоящему изобретению продукт, который можно получить путем экструдирования через такую головку, имеет обычную форму сердцевины, окруженной кольцом.
В этом описании под термином "диафрагма" подразумевают трубчатый элемент, диаметр которого сужается к отверстию с уменьшенной апертурой и который может, в частности, принимать форму вкладыша, снабженного отверстием и к которому сходится обычно коническая, находящаяся выше по потоку стенка и от которого расходится обычно коническая, находящаяся ниже по потоку стенка.
Выражение "предварительное расширение и (или) замедление" означает предварительное расширение и(или) замедление массы вещества, обработанного в экструдере, которое происходит на промежуточной стадии перед выходом из экструзионной головки. Такое предварительное расширение и (или) замедление можно вызвать посредством пропускания массы через диафрагму, открытую в предварительно расширяющее и (или) замедляющее пространство или камеру, образуемую расходящейся стенкой, как упоминалось выше, или даже в более широкое пространство, созданное, например, непосредственно ниже по потоку диафрагмы.
Выражение "соосные центральное и кольцевое выходные отверстия" означает центральное выходное отверстие, которое расположено в плоскости обычно перпендикулярной к оси головки и с центром на этой оси и по меньшей мере одно кольцевое отверстие, также расположенное в плоскости обычно перпендикулярной к оси головки и также с центром на этой оси. Эти отверстия могут иметь разнообразные формы, такие как круг, овал, эллипс, сердечко, треугольник, фигура в виде восьмерки, лепестков цветка или их сочетания, такие как, например, маргаритка с круглым центральным отверстием и лепесткообразным кольцевым отверстием.
Под выражением "обрабатывающий винт" следует понимать винт или винты экструдера, которые приводятся во вращение внутри отверстия или двух пересекающихся отверстий, выполненных во втулке и к которым крепятся обрабатывающие элементы, такие как витки резьбы, намотанные спирально относительно их оси. Конфигурацию, шаг, глубину и направление таких витков можно выполнить различными способами в направлении оси так, чтобы определить различные зоны обработки, такие как, например, транспортировка, увлажнение, срезание, сжатие и (или) тепловая обработка. Такие винты можно изготовить, например, в виде одной детали или путем сборки элементов, последовательно сходящих на вал.
В предпочтительном варианте осуществления экструзионной головки, содержащей коаксиальную цилиндрическую экструзионную трубку, можно регулировать апертуру диафрагмы предварительного расширения и (или) замедления, и (или) выходные отверстия, и (или) расстояние между плоскостями выходных отверстий таким образом, чтобы одновременно с отсеканием центрального жгута, выходящего из центрального выходного отверстия, и соосного цилиндрического жгута, выходящего из соосного кольцевого выходного отверстия, создавать сердцевину, окруженную кольцом, неотъемлемым с периферией сердцевины.
В другом предпочтительном варианте осуществления головки, содержащей множество соосных цилиндрических экструзионных трубок, можно регулировать апертуру диафрагм предварительного расширения и (или) замедления, и (или) выходные отверстия, и (или) расстояния между плоскостями выходных отверстий таким образом, чтобы одновременное отсечение центрального жгута, выходящего из центрального выходного отверстия, и множество соосных цилиндрических жгутов, выходящих из множества соосных кольцевых выходных отверстий, создавало сердцевину, окруженную множеством концентрических колец, неотъемлемых с сердцевиной с интервалами.
Регулируемость этих отверстий и расстояний может также обеспечить возможность влияния на консистенцию изделия, в частности, например, на степень увеличения в объеме обрабатываемого теплом экструдируемого продукта.
Можно допустить, что соответствующая регулировка этих отверстий и расстояний, обеспечивающая получение сердцевины, окруженной кольцом, неотъемлемым с периферией сердцевины, или сердцевину, окруженную множеством соосных колец, неотъемлемых с сердцевиной с интервалами, представляет собой регулировку, которая, например, придает ощутимо различные соответствующие скорости жгутам, выходящим из центрального отверстия и из соосных кольцевых отверстий.
В настоящей головке, например, центральная экструзионная трубка может быть разграничена внутренней стенкой внутренней насадки, а соосная цилиндрическая экструзионная трубка может быть разграничена внутренней стенкой наружной насадки и наружной стенкой внутренней насадки.
Центральное выходное отверстие может быть разграничено концом внутренней насадки, а кольцевое выходное отверстие может быть разграничено концами внутренней и внешней насадок.
Апертуру диафрагм предварительного расширения и (или) замедления можно регулировать посредством замены вкладышей, в которых образуют эти диафрагмы.
Апертуру выходных отверстий можно регулировать посредством замены внутренней и наружной насадок.
И наконец, расстояние между плоскостями выходных отверстий можно регулировать посредством относительного осевого перемещения внутренних и наружных насадок.
Согласно настоящему изобретению экструдер содержит удлиненную втулку, включающую один или два обрабатывающих винта и по меньшей мере одну экструзионную головку, соответствующую настоящему изобретению. Кроме того, он предпочтительно содержит отсекающее средство, которое может, например, иметь форму поворотного ножа, вращающегося относительно выходных отверстий.
В предпочтительном варианте осуществления экструдера, содержащего множество головок, расположенная ниже по потоку часть втулки содержит расположенный ниже по потоку обрабатывающий винт, заканчивается перед пластинкой, изготовленной за одно целое со втулкой, имеющей отверстие предварительного распределения, открывающееся в предварительно распределительную камеру, сообщенную с камерами распределения головок посредством подающих диафрагм.
Отверстие предварительного распределения можно открыть в предварительно распределительную камеру с помощью диафрагмы предварительного распределения, которую, например, можно регулировать посредством замены вкладыша, в котором ее образуют.
Следовательно, соответствующий настоящему изобретению продукт, который можно получить посредством экструдирования через настоящую экструзионную головку, имеет в основном форму сердцевины, окруженной кольцом.
Продукт предпочтительно, получают посредством экструдирования вещества, предназначенного в качестве пищевого продукта для человека или животного, которое соответственным образом обрабатывается с помощью обрабатывающих винтов экструдера, которые, кроме того, подают механическую энергию, необходимую для того, чтобы заставить упомянутое вещество проходить через головку.
Можно рассмотреть конкретные варианты осуществления настоящего продукта, например, такие как сваренные и экструдированные зерна, съедобные пасты, сухое печенье для домашних животных или гранулы для размножающихся животных, таких как крупный рогатый скот, домашняя птица или рыба.
В предпочтительном варианте осуществления настоящий продукт представляет собой разбухающее блюдо из зерновых культур для завтрака, которое можно получить при помощи экструзионного пропаривания смеси, основанной на зерновой муке и воде в экструзионном варочном аппарате, содержащем одну соответствующую настоящему изобретению головку или несколько таких головок.
Такая смесь, основанная на муке и воде может, например, содержать 7-20% воды, до 70% кукурузной муки, до 70% пшеничной муки, до 12% сахарозы, до 10% масла, а также соль, специи и микроэлементы.
Можно также использовать, например, муку из риса, овса, ячменя и (или) картофеля и добавлять к ним другие ингредиенты, такие как крахмалы, глюкоза, солод, жир, красящие вещества и (или) ароматизирующие вещества.
Экструзионную тепловую обработку можно выполнять в экструзионном варочном аппарате, который, например, имеет отношение длины к диаметру винтов приблизительно равное 10 -14, при скорости вращения винтов 140-250 об/мин, под действием давления 40-180 бар (40•105-180•105 Па) при температуре 105-180oС и с содержанием воды в продукте на выходе из экструзионной головки между 5 и 12%.
Соответствующие настоящему изобретению головок экструдер и продукт описаны со ссылкой на
чертежи, на которых:
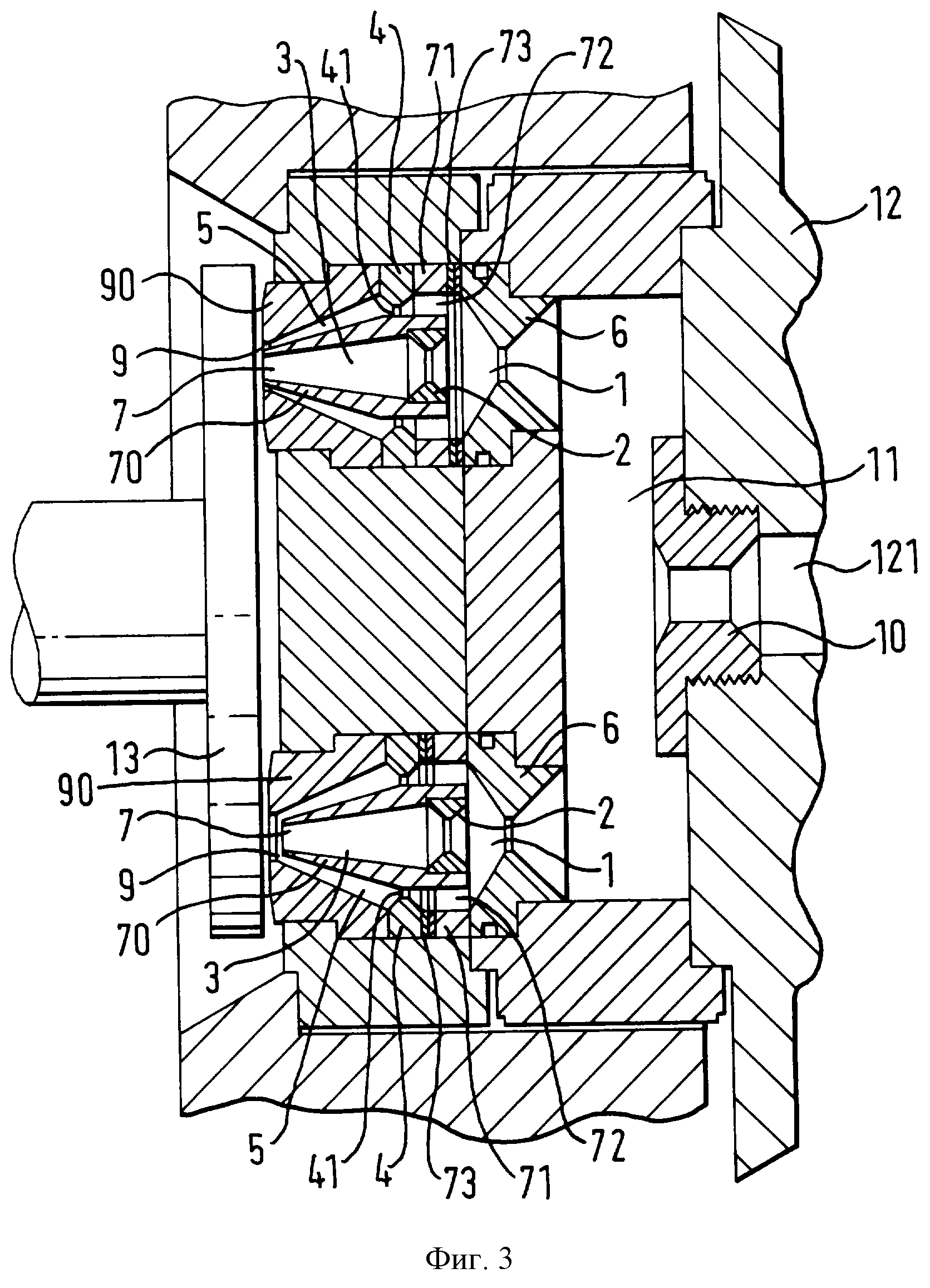
фиг.1 и 2 изображают два вида в осевом сечении одного и того же варианта осуществления экструзионной головки, соответствующие двум различным относительным положениям
выходных отверстий;
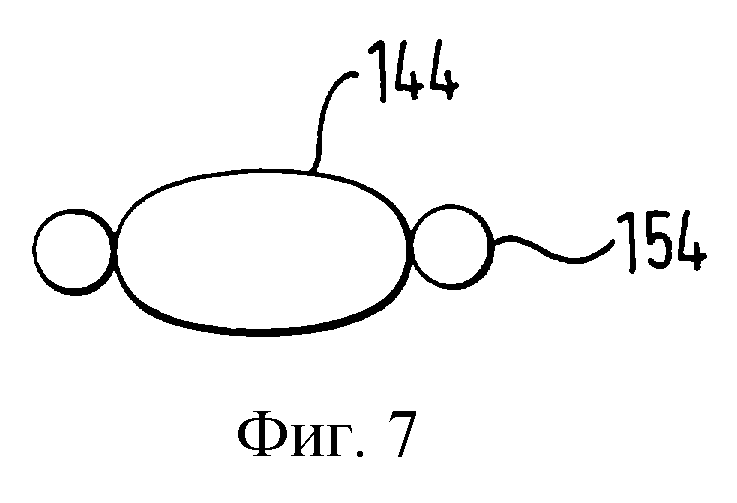
фиг. 3 изображает вид в частичном осевом сечении варианта осуществления экструдера, содержащего множество головок;
фиг.4 - вид спереди варианта осуществления
продукта;
фиг.5 - вид сбоку продукта, показанного на фиг.4;
фиг.6а-6е - вид спереди различных вариантов выполнения продукта;
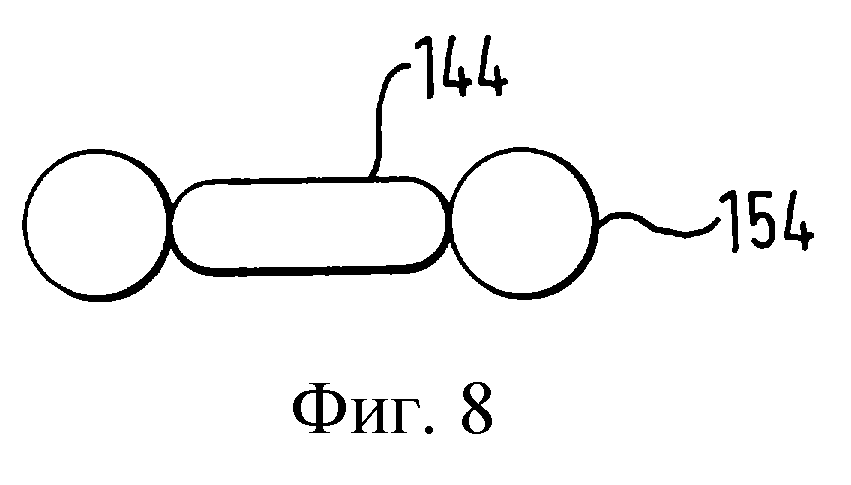
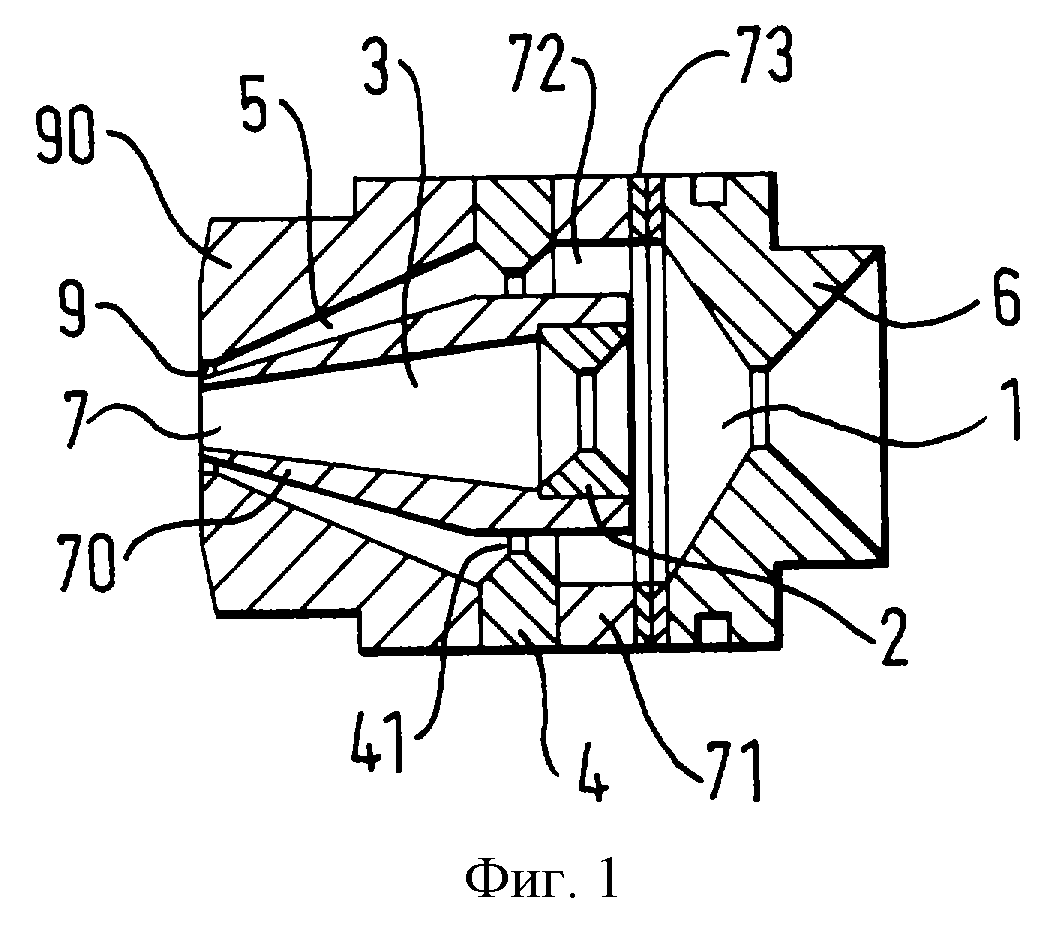
фиг. 7 и 8 представляют сечение по линии VI-VI
двух отдельных вариантов выполнения продукта треугольной формы, показанного на фиг.6;
фиг.9 представляет вид спереди другого варианта выполнения продукта.
В показанном на фиг.1 и 2 варианте осуществления экструзионная головка содержит подающую диафрагму 6, открывающуюся в распределительную камеру 1, соединяющуюся с одной стороны с обычно конической сходящейся центральной экструзионной трубкой 3 посредством круглой центральной диафрагмы 2 предварительного распределения и (или) замедления, и соединяющуюся, с другой стороны, с как правило конической сходящейся соосной цилиндрической экструзионной трубкой 5 при помощи кольцевой диафрагмы 4 предварительного расширения и (или) замедления, где центральная и соосная цилиндрическая экструзионные трубки 3, 5 имеют соответственные соосные центральное и кольцевое выходные отверстия 7, 9.
Центральная экструзионная трубка 3 ограничивается внутренней стенкой внутренней насадки 70. Соосная цилиндрическая экструзионная трубка 5 ограничивается внутренней стенкой внешней насадки 90 и внешней стенкой внутренней насадки 70.
Внутренняя насадка 70 представляет собой одно целое с установочным диском 71 в требуемое положение, имеющим отверстия 72, которые обеспечивают связь между распределительной камерой 1 и кольцевым отверстием 41 кольцевой диафрагмы 4.
Центральное выходное отверстие 7 ограничено торцом внутренней насадки 70. Кольцевое выходное отверстие 9 ограничено торцами внутренней и внешней насадок 70 и 90.
Расстояние между плоскостями выходных отверстий 7, 9 можно регулировать относительным осевым смещением внутренней и внешней насадок 70, 90. В этом конкретном случае осевое смещение внутренней насадки 70 относительно внешней насадки 90 можно регулировать с помощью компенсирующей прокладки, такой как прокладка 73, которую можно располагать позади (фиг.1) или впереди (фиг.2) диска 71 в требуемое положение.
Таким образом, в показанном на фигуре 1 положении центральное и соосное кольцевое и выходные отверстия 7, 9 расположены в одной и той же плоскости, в то время как, в показанном на фигуре 2 положении центральное выходное отверстие 7 установлено позади соосного кольцевого выходного отверстия 9.
Апертуру диафрагм 2, 4 предварительного расширения и (или) замедления можно регулировать заменой вкладышей, в которых образованы эти диафрагмы.
Апертуру выходных отверстий можно регулировать с помощью замены внутренней 70 и внешней 90 насадок.
В показанном на фиг. 3 варианте осуществления экструдер содержит удлиненную втулку (на чертеже не показана), содержащую один или два обрабатывающих винта (на чертеже не показаны), и множество экструзионных головок, как показано на фиг. 1 и 2. Часть расположевной ниже по потоку втулки содержит расположенную ниже по потоку часть обрабатывающего винта или винтов и оканчивается перед пластиной 12, которая изготовлена за одно целое со втулкой и в которой выполнено отверстие 121 предварительного распределения, открывающееся с помощью диафрагмы 10 предварительного распределения в предварительно распределительную камеру 11, соединяющуюся с распределительными камерами 1 посредством подающих диафрагм 6.
Экструдер содержит, кроме того, отсекающее средство, которое имеет форму поворотного ножа 13, вращающегося относительно выходных отверстий 7, 9.
Фиг. 4 и 5 иллюстрируют вариант выполнения продукта, который можно получить путем экструдирования через головку, показанную на фигурах 1 и 2, и в этом варианте осуществления сердцевина имеет форму сферы 14. Кольцо 15, изготовленное за одно целое с периферией сферы 14, придает изделию привлекательный внешний вид, имеющий сходство с планетой Сатурн и ее кольцом.
Фиг. 6 иллюстрирует различные варианты выполнения продукта, который можно получить путем экструдирования через головку, подобную показанному на фиг. 1 и 2, за исключением точной формы выходных отверстий, и в этих вариантах выполнения сердцевина представлена в форме сердечка 141, сферы 142, пятилепесткового клевера 143, треугольника 144, фигуры в виде восьмерки 145 и эллипса 146.
Кольца, изготавливаемые за одно целое с периферией этих сердцевин, находятся в соответствии с соответствующими формами сердечка 151, пятилепесткового клевера 153, треугольника 154, фигуры в виде восьмерки 155 и эллипса 156, за исключением формы 152 шестилепесткового венца, которая представляет собой одно целое с периферией сферы 142 и которая придает блюду из зернового продукта внешний вид цветка, содержащего шесть лепестков.
Все эти продукты имеют особенно привлекательный внешний вид благодаря наличию кольца, объединенного с периферией сердцевины.
Фиг. 7 и 8 иллюстрируют два конкретных варианта выполнения продукта треугольной формы, показанного на фигуре 6, и в этих вариантах выполнения треугольная сердцевина 144 расположена в выпуклом (фиг.7) или вогнутом (фиг. 8) рельефе в трехгранном кольце 154, неразъемном с периферией кольца.
И наконец, фиг. 9 иллюстрирует другой вариант выполнения, который можно получить экструдированием через особый вариант осуществления головки, содержащей две соосные цилиндрические экструзионные трубки, и в этом варианте сердцевина выполнена в форме сферы 14, окруженной двумя кольцами 15, 16, объединенными с сердцевиной с интервалами.
Пример иллюстрирует, каким образом можно получить соответствующую настоящему изобретению предпочтительную форму в этом конкретном случае увеличенного в объеме блюда из зернового продукта для завтрака посредством экструзионной тепловой обработки смеси, основанной на муке и воде в экструзионном варочном аппарате, содержащем множество соответствующих настоящему изобретению головок. В этом примере, как и во всем этом описании, процентные содержания и части даны по весу.
Пример
С помощью двухвинтового экструзионного варочного аппарата, содержащего множество экструзионных головок, как показано на фиг.
3, создаются увеличенные в объеме блюда из зернового продукта, которые имеют форму сферы, окруженной кольцом, как показано на фиг. 4 и 5.
Для этой цели готовят смесь, имеющую следующий
состав, %:
Вода - 13
Кукурузная мука - 40
Пшеничная мука - 25
Сахар - 10
Масло - 5
Соль/специи - 7
Эту смесь подвергают тепловой
обработке и экструзии в следующих условиях:
Конфигурация экструзионных головок:
диаметр кругового отверстия диафрагмы предварительного распределения - 14 мм,
диаметр
круглого отверстия подающих диафрагм - 8 мм,
диаметр круглого отверстия центральных диафрагм предварительного расширения и (или) замедления - 8 мм,
внутренний и внешний диаметры
кольцевых отверстий кольцевых диафрагм предварительного расширения и (или) замедления - 26 и 28 мм,
диаметр центральных выходных отверстий - 8 мм,
внутренний и внешний диаметры
кольцевых выходных отверстий - 9 и 11 мм,
расстояние между плоскостями центрального и кольцевого выходных отверстий - 1 мм.
Условия экструдирования:
Отношение длины к
диаметру винтов - 10
Скорость вращения винтов - 160 об/мин
Давление - 120 бар (1,2•10-7 Па)
Температура - 150oС
Содержание воды на
выходе из мундштука - 7
Таким образом получают увеличенные в объеме зерновые продукты в форме сферы, окруженной кольцом, имеющие привлекательный внешний вид, похожие на планету Сатурн с ее
кольцом.
Реферат
Изобретение относится к экструзии пищевых продуктов. Экструзионная головка содержит подающую диафрагму, открывающуюся в распределительную камеру, сообщающуюся с одной стороны с обычно коническим сходящимся центральным экструзионным каналом посредством круглой центральной диафрагмы предварительного расширения и(или) замедления и сообщающуюся с другой стороны с обычно коническим сходящимся соосно цилиндрическим экструзионным каналом посредством кольцевой диафрагмы предварительного расширения и(или) замедления. Центральный и соосные цилиндрические экструзионные каналы имеют соответственные соосные центральное и кольцевое выходные отверстия. Такие экструзионные головки используются в составе экструдеров, позволяющих получить зерновой экструдированный пищевой продукт, имеющий форму ядра, окруженного кольцом. 3 с. и 3 з.п. ф-лы, 9 ил.
Комментарии