Створка сопла для авиационного газотурбинного двигателя (варианты) и способ изготовления створки сопла (варианты) - RU2358136C2
Код документа: RU2358136C2
Чертежи










Описание
Область техники
Изобретение касается створок сопла для авиационных газотурбинных двигателей и, в частности, створок из огнеупорного композитного материала, а также способа изготовления створки сопла (варианты).
В авиастроительной промышленности хорошо известно сопло с изменяющимся сечением для прохождения потока рабочих газов в зависимости от режима работы создающего этот поток газотурбинного двигателя.
Предшествующий уровень техники
В патенте US 5285637 представлена разработанная модель сопла, содержащего последовательно от передней части к задней части сужающийся участок и расширяющийся участок, при этом данное сопло способно также развивать «векторную» тягу, получаемую при изменении направления потока рабочих газов. Существуют более простые сопла, которые содержат только сужающийся участок и/или которые являются осесимметричными, то есть не позволяют изменять направление потока рабочих газов. Во всех случаях сопло содержит множество примыкающих друг к другу створок для формирования канала с изменяющимся сечением вокруг рабочих газов. Створка имеет общую конструкцию в виде тонкой и длинной прямоугольной пластины и шарнирно соединена с механическим элементом, расположенным прямо перед ней. В некоторых отдельных случаях створка может иметь трапециевидную, как правило, равнобедренную форму, а прямоугольная форма образует ее крайний участок. В случае сужающегося-расширяющегося сопла каждая створка сужающегося участка шарнирно соединена спереди по направлению потока с неподвижной конструкцией, и одновременно сзади - со створкой расширяющегося участка, который находится в его продолжении. Так называемая «внутренняя» сторона створки, то есть обращенная внутрь сопла, полностью или частично обдувается горячим потоком рабочих газов, называемым в дальнейшем «горячим потоком». Противоположная же, так называемая «наружная» сторона, то есть обращенная наружу сопла, полностью или частично обдувается холодным потоком воздуха, называемым в дальнейшем «холодным потоком».
Различают створки, называемые «управляемыми», и створки, называемые «герметизирующими». Управляемые створки соединены с тягами, которые их приближают или удаляют от геометрической оси сопла для изменения его сечения. Промежутки переменной ширины между управляемыми створками закрыты герметизирующими створками, расположенными между управляемыми створками и потоком рабочих газов, при этом данные герметизирующие створки удерживаются прижатыми к управляемым створкам при помощи механических средств и под действием давления рабочих газов. Понятно, что управляемые заслонки подвергаются воздействию значительных механических напряжений. Во время работы поверхность створок, обращенная к горячему потоку, часто подвергается воздействию температур порядка 1000°С. Поэтому створки сопла обычно выполняют из огнеупорного металлического сплава, то есть способными противостоять высоким температурам. Несмотря на это, срок их службы остается ограниченным.
Некоторые предлагаемые технические решения, например, согласно документу US 2770944 предусматривают конструкцию с двойными стенками створок сопла. В принципе, вышеуказанные недостатки остаются; конструкция с двойной стенкой, как правило, используется для обеспечения циркуляции охлаждающего воздуха в промежутке между стенками, но при этом в створке сохраняются значительные перепады температур, несмотря на осуществляемое охлаждение.
Известны огнеупорные композитные материалы, состоящие из огнеупорных волокон, погруженных в огнеупорную матрицу. Волокна и матрица могут быть выполнены из углерода. Волокна и матрица могут быть также выполнены из керамического материала, такого как карбид кремния SiC, алюминиды титана, алюминиды алюминия и т.д. Несмотря на их механическую прочность и повышенную термостойкость, такие материалы плохо подходят для конструкции створок сопла, так как они уязвимы перед термическими градиентами, порождающими напряжения растяжения, приводящие к так называемому «стекловому» излому. Под «стекловым» изломом подразумевается, что материал внезапно растрескивается под действием напряжения растяжения, как только это напряжение превышает предел упругости материала. Такая уязвимость еще более присуща огнеупорным композитным материалам, которые имеют повышенный модуль предельной упругости или модуль Юнга, сохраняющийся при высоких температурах.
Было предложено выполнять створки из огнеупорного композитного материала в виде удлиненных плоских и тонких прямоугольных пластин, на которых закреплены соединительные элементы из огнеупорного металлического сплава. В таких створках холодная сторона имеет тенденцию растрескиваться под действием перепада температур между горячей стороной и холодной стороной, поскольку расширение горячей стороны создает напряжения растяжения на холодной стороне. В случае управляемых створок температура в центре створки более высокая, чем у ее боковых краев, так как центр створки непосредственно подвергается воздействию горячего потока, тогда как боковые края отделены от горячего потока герметизирующими створками. По этой причине расширение створки в центре создает по краям напряжения растяжения, вызывающие появление трещин, распространяющихся к центру и приводящих к излому створки.
Отсюда следует, что, поскольку огнеупорные композитные материалы являются уязвимыми перед температурными градиентами и, вместе с тем, их применение необходимо для изготовления створок сопла, то все попытки изготовления данных деталей из этих материалов нельзя назвать успешными.
Задачей изобретения является создание створок сопла из огнеупорных композитных материалов с реальным увеличением срока их службы.
Сущность изобретения
Для решения поставленной задачи створка сопла выполнена в виде корпуса, имеющего форму полого усеченного конуса, приплюснутого в поперечном направлении, по прямолинейным геометрическим образующим, при этом корпус образует тонкую стенку практически постоянной толщины Е, при этом стенка поделена в поперечном направлении на четыре смежные части, а именно: плоскую, трапециевидную стенку, называемую «горячей», плоскую, трапециевидную стенку, называемую «холодной, параллельную горячей стенке, и две симметричные боковые стенки, соединяющие по бокам холодную стенку и горячую стенку, при этом стенка содержит сплошную внутреннюю поверхность с радиусом кривизны, по меньшей мере, равным 2×Е, при этом стенка выполнена из огнеупорного композитного материала, образованного усилительными сплошными и пересекающимися друг с другом волокнами из огнеупорного материала, погруженными в матрицу также из огнеупорного материала.
Створки сопла с двойными стенками не предлагались в документах из предшествующего уровня техники. Причины этого, возможно, кроются в том, что в них по-прежнему остаются температурные градиенты, и опасность стеклового излома нисколько не уменьшается, а также в том, что такую створку сопла сложно выполнять при помощи технологий, специально разработанных для композитных материалов.
Однако, как оказалось, наличие боковых стенок, сопряженных с краями горячей стенки через закругленные края, полностью меняет сопротивление створки воздействиям термического происхождения.
Достаточная прочность на стекловой излом может быть достигнута благодаря створкам в соответствии с настоящим изобретением. Кроме того, низкая теплопроводимость композитных материалов снижает передачу тепла к холодной стенке, поэтому охлаждение циркуляцией воздуха между стенками не является необходимым, ни даже благоприятным, так как оно может повысить перепады температур в горячей стенке между ее сторонами.
В предпочтительном варианте выполнения изобретения створка содержит на одном конце шарнирный элемент, называемый «передним», жестко соединенный с вставкой, называемой «передней», заходящей в полость створки, при этом вставка удерживается на холодной стенке при помощи винтов, при этом холодная стенка оказывается локально зажатой между головками винтов и передней вставкой, при этом винты проходят насквозь через холодную стенку и завинчиваются в переднюю вставку.
В другом варианте выполнения, не исключающем первого варианта, створка содержит шарнирный элемент, называемый «задним», жестко соединенный с вставкой, называемой «задней», и проушину тяги, наложенную на холодную стенку снаружи створки, при этом проушина тяги расположена на средней части створки, при этом задняя вставка продолжена внутри створки до места под проушиной тяги, при этом задняя вставка закреплена на холодной стенке при помощи, по меньшей мере, трех винтов, головки которых находятся снаружи створки, при этом винты проходят насквозь через холодную стенку и завинчиваются в заднюю вставку, при этом один из трех винтов проходит также через проушину тяги, обеспечивая ее крепление на холодной стенке.
Теплоизоляция, обеспечиваемая створкой, зависит также от ее толщины, то есть от ширины боковых стенок. Предпочтительно, чтобы последние содержали не только закругленные участки, но также плоские участки для обеспечения увеличения барьера по отношению к нагреву.
Иногда следует повысить и механическую прочность створки. В этом случае створка будет содержать ребра жесткости, соединяющие трапециевидные плоские стенки при помощи закругленных участков с радиусом кривизны, по меньшей мере, равным 2×Е. Эти ребра жесткости также выполняют из огнеупорного композитного материала, и их наличие приводит лишь к весьма незначительным утечкам тепла в сторону холодной стенки.
Целесообразным вариантом выполнения створки является то, что трапециевидные плоские стенки имеют толщину, увеличивающуюся от боковых стенок к центральной полосе.
Способ изготовления створки сопла содержит этапы создания структуры со сплошными краями из пересекающихся огнеупорных волокон, натяжения структуры вокруг жестких и пористых противоположных друг другу и изогнутых профилей с выпуклостями, выполненными в расходящихся направлениях и имеющими радиусы кривизны, по меньшей мере, равные 2×Е, где Е является толщиной структуры, и нанесения огнеупорной матрицы путем осаждения в парообразной фазе на структуру и через профили.
Способ для изготовления створки с ребрами жесткости (вариант) содержит этапы создания множества структур со сплошными краями из пересекающихся огнеупорных волокон, натяжения структур вокруг пар жестких и пористых противоположных друг другу и изогнутых профилей с выпуклостями, выполненными в расходящихся направлениях для каждой из стенок, при этом профили имеют соответственно радиусы кривизны, по меньшей мере равные 2×Е, где Е является толщиной одной из структур, натягиваемой на профиль, и нанесения огнеупорной матрицы путем осаждения в парообразной фазе на структуры и через профили, при этом структуры содержат наложенные друг на друга участки, а матрица является сплошной и проходит через указанные наложенные друг на друга участки.
Краткое описание чертежей
Настоящее изобретение и его преимущества будут более очевидны из подробных примеров выполнения и из прилагаемых чертежей.
Фиг.1 - изображение створки типа «управляемой», содержащей соединительные элементы.
Фиг.2 - изображение створки без соединительных элементов.
Фиг.3 - изображение заднего шарнирного элемента поворотного типа с его вставкой.
Фиг.4 - изображение заднего шарнирного элемента также поворотного типа с включенным в него наконечником.
Фиг.5 и 6 - изображение детали переднего шарнирного элемента типа шаровой опоры.
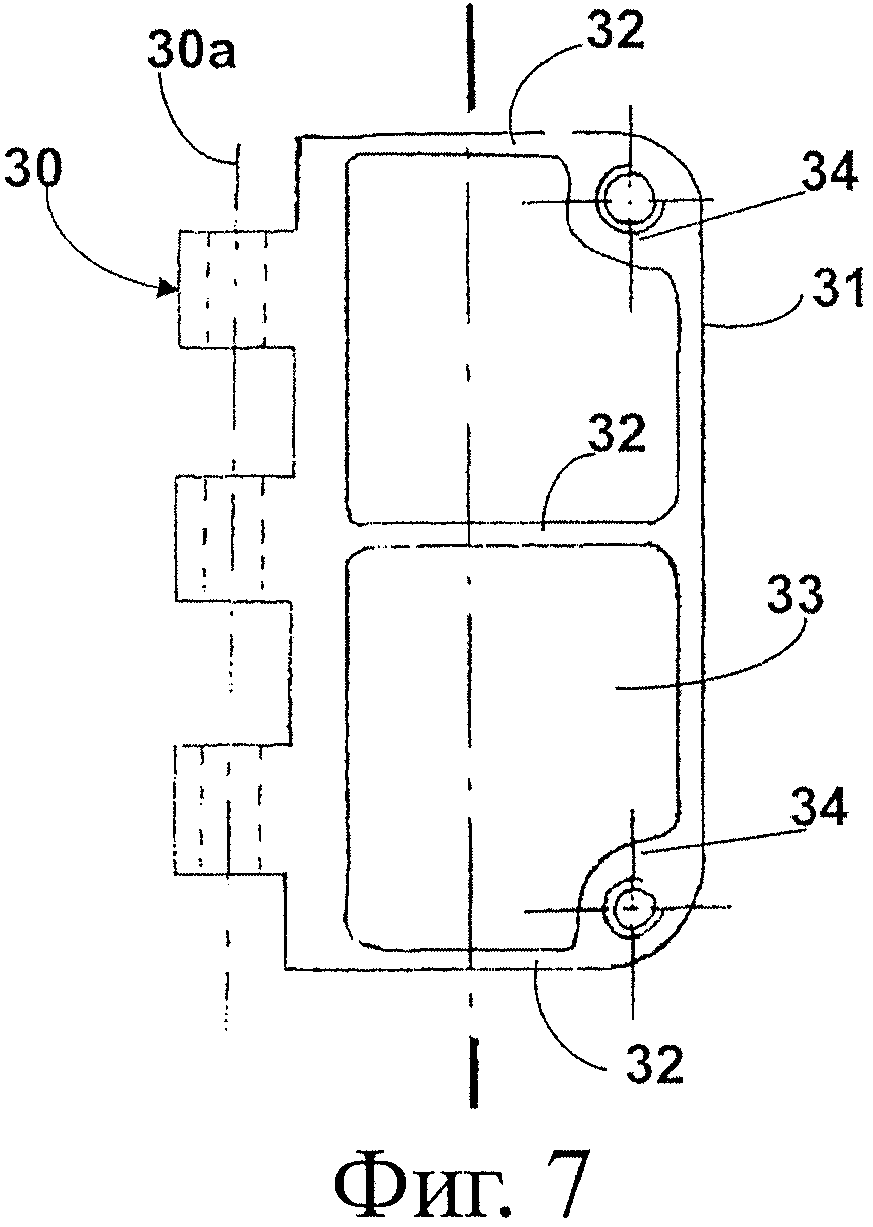
Фиг.7 и 8 - изображение детали переднего шарнирного элемента поворотного типа.
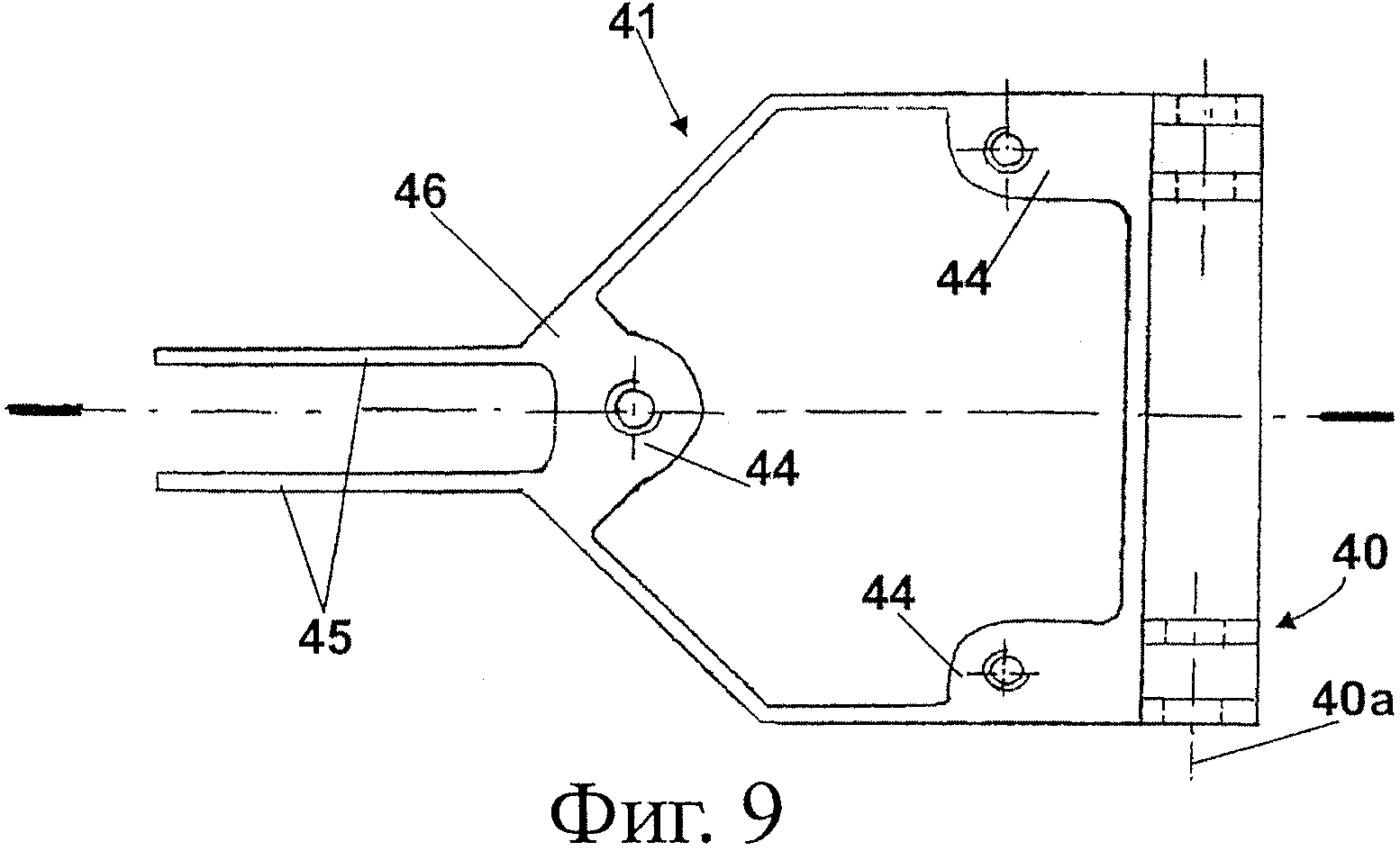
Фиг.9 и 10 - изображение детали заднего шарнирного элемента без включенного в него наконечника.
Фиг.11 - изображение сложной створки сопла.
Фиг.12 - иллюстрация варианта изготовления такой створки.
Фиг.13 - иллюстрация варианта реализации.
Фиг.14 - изображение заготовки для другой сложной створки сопла.
Фиг.15 - изображение заготовки для другой сложной створки сопла.
Фиг.16 - изображение наконечника, используемого в створке с ребрами жесткости.
Подробное описание частных вариантов выполнения
На фиг.1 и 2 створка 1 сопла обдувается от передней части 2 к задней части 3 с одной стороны горячим потоком 4 рабочих газов и с другой стороны холодным потоком газов. Створка 1 содержит цилиндрический приплюснутый в поперечном направлении корпус 10, образующая которого обозначена позицией 11. Корпус 10 содержит тонкую стенку 12 толщиной Е, выполненную моноблочно, то есть в виде цельной детали. Стенка 12 содержит четыре части, попарно смежные вдоль образующей 11. Первая часть или горячая стенка 13 выполнена плоской и прямоугольной. Вторая часть или холодная стенка 14 выполнена плоской и прямоугольной и является противоположной и параллельной горячей стенке 13. Третья и четвертая части образованы боковыми стенками 15, выполненными выпуклыми, то есть выгнутыми наружу. Позицией 16 обозначена внутренняя полость, образованная стенкой 12, и позицией 17 - внутренняя поверхность этой стенки 12. Стенка 12 выполнена из огнеупорного композитного материала. Материал состоит из сплошных и пересекающихся между собой огнеупорных волокон 18, погруженных в огнеупорную матрицу. При таком материале радиус кривизны внутренней поверхности 17 должен быть, по меньшей мере, равным двойной толщине Е стенки 12, чтобы избежать расслоения от напряжения слоев волокон 18, то есть отделения различных слоев при изломе матрицы. Следовательно, высота Н створки, по меньшей мере, равна шестикратной толщине Е стенки. Такая конструкция позволяет получать тонкие створки, имеющие ширину L1, по меньшей мере равную пятикратной высоте Н.
Часть волокон 18а в основном параллельны друг другу. В этом примере волокна 18 наклонены под углом 45° по отношению к образующим 11. Такая конфигурация применяется, в частности, для короткого корпуса 10. В случае длинного корпуса 10 предпочтительно располагать часть волокон 18а параллельно образующим 11, а другую часть волокон 18b - перпендикулярно образующим, чтобы повысить прочность на изгиб. Во всех случаях слои в достаточном количестве должны содержать волокна 18, окружающие корпус 10 в поперечном направлении по отношению к образующим 11. На практике, половина волокон 18а пересекает другую половину волокон 18b под углом 90°. Изготовление корпуса 10 осуществляют при помощи хорошо известных специалистам технологий. Установка на место волокон может быть осуществлена путем перекрестной намотки на оправку или наложением ткани из волокон, не плотно прилегающих друг к другу. Ткань из волокон может быть классическим полотном. Для повышения прочности створки предпочтительно можно использовать многослойную ткань, например ткань, называемую «2,5D», описанную в американском патенте US 5899241, имеющем приоритет перед французским патентом FR 2759096.
Рассмотрим более подробно фиг.2. Во время работы горячая стенка 13 по меньшей мере частично обдувается горячим потоком 4 рабочих газов, тогда как холодная стенка 14, противоположная горячей стенке 13, обдувается холодным потоком 5. Следовательно, горячая стенка 13 расширяется по отношению к холодной стенке 14, но усилие растяжения, передаваемое таким образом на холодную стенку 14 поперечно образующим 11, снижается за счет деформации боковых стенок 15, воспринимающих часть этого усилия.
В данном примере представлены две герметизирующие створки 20, входящие в соприкосновение с горячей стенкой 13 вблизи боковых стенок 15. Таким образом, контактные зоны соприкосновения 21 горячей стенки 13 с герметизирующими створками 20, а также боковые стенки 15 не обдуваются горячим потоком 4 и поэтому являются более холодными. Вместе с тем, в отличие от простой пластины, усилия растяжения в направлении образующих 11, действующие на горячую стенку, в контактных зонах 21 снижаются за счет наличия боковых стенок 15, противодействующих этому расширению и воспринимающих часть создаваемого усилия растяжения. Другими словами, напряжения растяжения распределяются в контактных зонах 21 и в боковых стенках 15, что уменьшает их максимальное значение.
Следовательно, такая створка позволяет существенно снизить напряжения растяжения, возникающие от температурных градиентов, что позволяет использовать вышеуказанные огнеупорные композитные материалы со стекловым изломом и решить поставленную задачу.
Преимущество створки, являющейся объектом настоящего изобретения, состоит в том, что она является более легкой, чем ее эквивалент, выполненный в виде пластины из огнеупорного композитного материала. Действительно, створка из сплошной пластины толщиной 7 мм может быть заменена створкой в соответствии с настоящим изобретением, стенка которой имеет всего 2 мм толщины и которая при этом обладает в десять раз более высокой прочностью, при этом общая толщина горячей стенки 14 и холодной стенки 15 составляет 2 мм+2 мм=4 мм.
Преимущество створки, являющейся объектом настоящего изобретения, состоит также в том, что она снижает инфракрасное излучение сопла двояким образом. Действительно, холодная стенка 14 лучше изолирована термически от горячей стенки 13 благодаря полой конструкции створки.
Вернемся к фиг.1. В передней части 2 створка 1 оснащена передним шарнирным элементом 30 типа шаровой опоры, жестко соединенным с передней вставкой 31, образованной тремя ребрами жесткости 32, высота которых больше их ширины, стенкой 33, соединяющей между собой в поперечном направлении ребра жесткости 32 и обеспечивающей боковую жесткость, и двумя приливами 34. Под шарнирным элементом понимают часть шарнира, которая остается жестко соединенной со створкой при демонтаже шарнирного соединения. Определенные таким образом передний шарнирный элемент 30, передняя вставка 31 и ее компоненты образуют моноблочный узел, то есть выполненный в виде одной детали. Переднюю вставку 31 вводят во внутреннюю полость 16 в передней части 2 створки 1. Передняя вставка 31 располагается таким образом во внутренней полости 16 передней части 2 створки 1. Переднюю вставку 31 прижимают к холодной стенке 14 при помощи двух винтов 35, головки которых находятся снаружи створки 1, при этом указанные винты 35 проходят насквозь через холодную стенку 14 и завинчиваются в приливы 34. Другими словами, холодная стенка 14 оказывается локально зажатой между головками винтов 35 и вставкой. Винты 35 предпочтительно располагают на таким расстоянии друг от друга, чтобы каждый из них находился близи боковой стенки 15, чтобы на холодную стенку не действовали напряжения изгиба в направлении, поперечном к образующим 11, при этом усилия воспринимаются углом, образованным холодной стенкой 14 вблизи боковой стенки 15 в этом месте, и этой боковой стенкой 15.
Створка 1 оснащена также задним шарнирным элементом 40 поворотного типа, соединенным с задней вставкой 41, образующей вместе с ним моноблочный узел. Задний шарнирный элемент 40 выступает наружу створки со стороны холодной стенки 14. Задний шарнирный элемент 40 обеспечивает поворот вокруг геометрической оси 40а, перпендикулярной к образующим 11, параллельной холодной стенке 14 и находящейся практически на одной линии с этой холодной стенкой 14. Створка 1 также оснащена проушиной 42 тяги, установленной на холодной стенке 14 снаружи створки 1, при этом проушина 42 тяги расположена в средней части створки 1 на одинаковом расстоянии от боковых стенок 15.
Задняя вставка 41 продолжена внутри створки 1 до места под проушиной 42 тяги. Задняя вставка 41 закреплена на холодной стенке 14 при помощи трех винтов 43, головки которых находятся снаружи створки 1, при этом винты проходят насквозь через холодную стенку 14, и каждый из них завинчивается в прилив 44 задней вставки 41. Два из трех винтов 43 расположены ближе к заднему шарнирному элементу 40 и отстоят друг от друга на таком расстоянии, чтобы быть вблизи соответствующей боковой стенки по причинам, указанным в связи с описанием винтов 35 крепления передней вставки 31. Третий винт 43 проходит также насквозь через проушину 42 тяги и удерживает ее на холодной стенке 14. Понятно, что во время работы проушина 42 тяги обеспечивает маневрирование створкой 1 при помощи не показанной на чертеже тяги.
Задняя вставка 41 продолжена также в сторону передней части 2 вилкой 45, ветви которой проходят под проушиной 42 тяги, препятствуя изгибу холодной стенки 14 под действием усилия, передающегося от проушины 42 тяги к холодной стенке 14, поскольку таким образом вилка 45 воспринимает это усилие. Поверхность задней вставки 41, обозначенная на фиг.9 позицией 46, находится в контакте с холодной стенкой 14 и имеет соответствующую этому контакту форму, то есть является практически плоской.
В этом же примере створка 1 продолжена в сторону задней части 3 наконечником 45, являющимся продолжением стенки 12, а точнее - горячей стенки 13 и боковых стенок 15, при этом данное продолжение выполнено вдоль образующих 11. Во время работы задний наконечник 45 обеспечивает отвод горячего потока в сторону задней части 3 и предохраняет таким образом задний шарнирный элемент 40, так как задний наконечник 45 расположен между задним шарнирным элементом 40 и горячим потоком 4. Преимущество настоящего изобретения состоит в том, что во время работы позволяет полностью изолировать крепежные винты 35, 43 от горячего потока 4 благодаря тому, что между винтами и горячим потоком находится горячая стенка 13, и поэтому данные винты можно выполнять металлическими. На фиг.3 показан пример выполнения переднего шарнирного элемента 30, который в данном случае является элементом поворотного типа с возможностью поворота вокруг вдоль геометрической оси 30а, перпендикулярной к образующим 11, параллельной горячей и холодной стенкам 13, 14 и находящейся на половине расстояния от образующих 11, определяющих горячую и холодную стенки 13, 14. На этой фигуре показана также передняя вставка 31, вставленная в створку 1 и закрепленная на холодной стенке 14 при помощи двух винтов 35.
На фиг.4 показан вариант выполнения заднего наконечника 45, образованного в данном случае продолжением в заднюю сторону 3 задней вставки 41. Жесткость заднего наконечника 45 усилена при помощи ребер жесткости 90, выполненных плоскими и перпендикулярными к геометрической поворотной оси 40а, при этом в передней части этих ребер жесткости 50 просверлены отверстия по геометрической поворотной оси 40а, и она таким образом образует задний шарнирный элемент 40.
На фиг.5 и 6 детально показаны конструкция шарнирного элемента 30 типа шаровой опоры и передняя вставка 31. На фиг.7 и 8 эти же компоненты показаны для шарнирного элемента 30 поворотного типа, поворачивающегося вокруг геометрической оси 30а.
Наконец, на фиг.9 и 10 детально показаны задняя вставка 41 и задний шарнирный элемент 40. В некоторых случаях применения створка может также иметь в основном форму приплюснутого усеченного конуса, при этом горячая стенка 13 и холодная стенка 14 имеют трапециевидную форму, предпочтительно, но не обязательно равнобедренную, при этом боковые стенки 15 уже не будут параллельными между собой. В передних и задних вставках 31, 41 могут быть выполнены сквозные отверстия для циркуляции потока холодного воздуха внутри створки.
Створка 1, описанная выше, имеет тем не менее некоторые недостатки, связанные с большим боковым расширением холодной стенки 14 и особенно горячей стенки 13. Давление газов, действующее на последнюю, может привести одновременно к деформациям, которые увеличивают напряжения изгиба и межпластинчатого сдвига на закругленных краях горячей стенки, а также к вибрации. Створка сопла, показанная на фиг.11, позволяет устранить эти недостатки. Она обозначена позицией 50 и отличается от предыдущей наличием ребер жесткости 51, соединяющих холодную стенку 14 с горячей стенкой 13, между боковыми стенками 15. В данном случае количество ребер жесткости 51 равно четырем. Направление их удлинения в основном совпадает с направлением удлинения боковых стенок 15. Они изготовлены так же, как боковые стенки 15, и содержат закругленные края 52 с внутренним радиусом кривизны, по меньшей мере в два раза превышающим толщину. И в данном случае также обеспечена возможность избежать недопустимых напряжений в местах соединений с горячей стенкой 13.
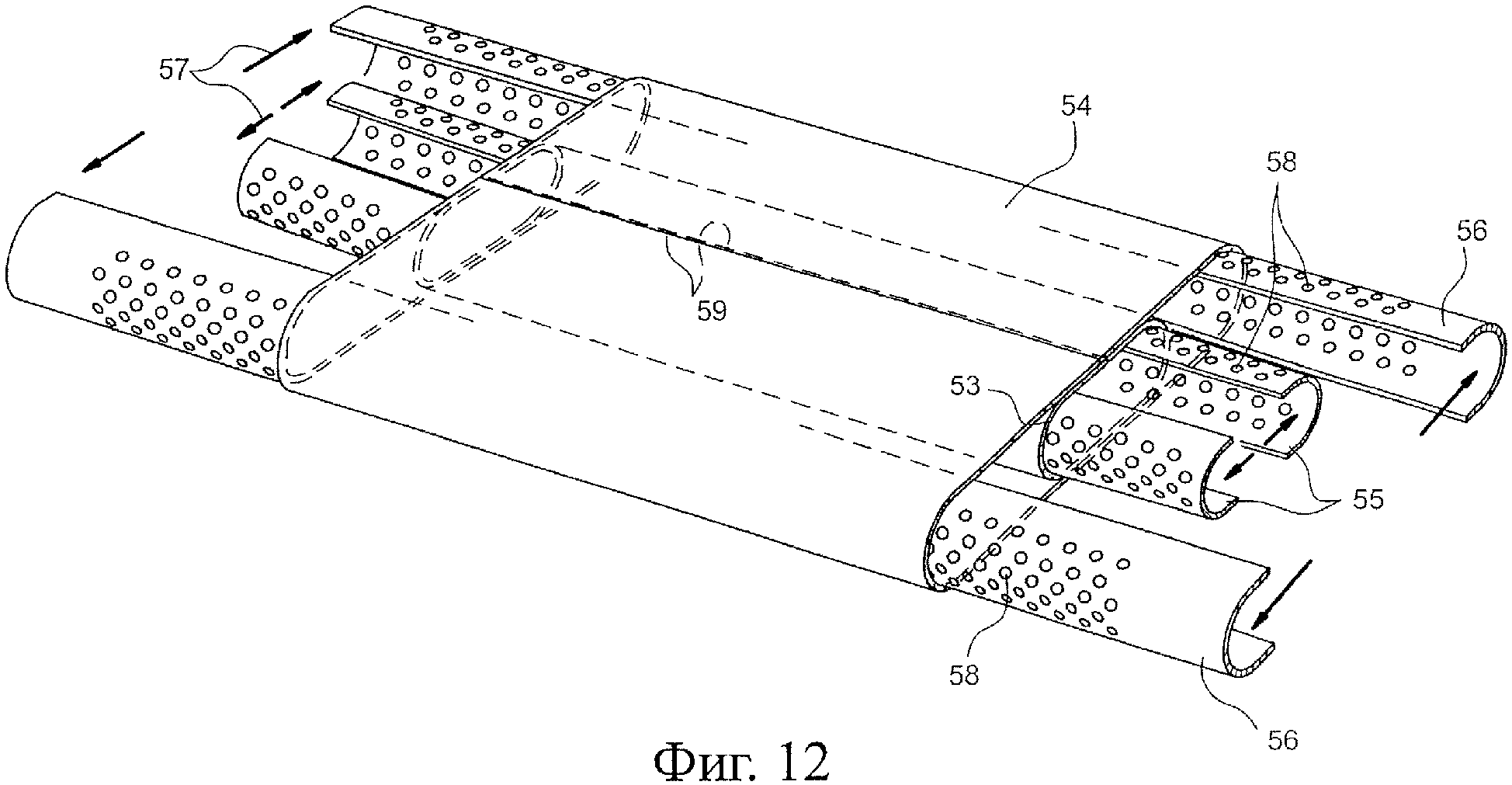
Способ изготовления такой створки сопла детально проиллюстрирован при помощи фиг.12 для створки, содержащей только одну пару ребер жесткости 51; эта простая конфигурация выбрана, чтобы не загромождать чертеж, и понятно, что способ можно применять для изготовления створки, показанной на фиг.11, или для других вариантов выполнения, описание которых следует ниже.
Стенки створки 50 сначала выполняют при помощи структур, образованных пересекающимися огнеупорными волокнами. В данном случае количество таких структур равно двум, причем одна структура 53 находится внутри другой структуры 54. Кроме того, каждая из структур 53 и 54 соединена с профилем натяжения для их натяжения с целью формирования между профилями плоских поверхностей, которые впоследствии образуют горячую и холодную стенки. Профили натяжения структуры 53 обозначены позицией 55, а профили натяжения структуры 54 - позицией 56. Профили 55 и 56 каждой пары находятся друг против друга и содержат криволинейные участки с выпуклостью, направленной наружу, чтобы придать структурам 53, 54 форму, закругленную по меньшей мере на их краях, боковых стенок 15 и ребер жесткости 51. Промежуток между стенками профилей 55 и 56 обеспечивается при помощи распорок 57 любой конструкции. Наконец, профили 55 и 56 являются перфорированными или пористыми, при этом поры обозначены позицией 58. Пары профилей 55 и 56 расположены симметрично по отношению к общей плоскости.
Таким образом, структуры 53 и 54 принимают форму приплюснутой муфты. Они соприкасаются своими плоскими сторонами между профилями натяжения 55 и 56. Необходимо отметить, что на практике они образованы листами волокон, сложенными и соединенными встык противоположными краями. Полученные таким образом линии стыка 59 могут быть сшиты между собой или соединены скобками. Они могут быть также зажаты между противоположными элементами металлической конструкции 60, предпочтительно содержащей установленную на ней проушину 61 приводной тяги. Такая конструкция показана на фиг.13. Наконец, линии стыка 59 могут быть смежными или противолежащими. Наилучшее соединение может быть достигнуто путем сшивания или скрепления скобками структур 53 и 54 в месте их стыка или соприкосновения, причем последнее совсем необязательно. Во всех вариантах композитный материал получают, нанося материал матрицы на структуры 53 и 54 при помощи осаждения в парообразной фазе. Материал матрицы постепенно проникает в решетку волокон структур 53 и 54, проходя также через поры 58, которые не позволяют профилям натяжения 55 и 56 ослаблять боковые стенки 15 и ребра жесткости 51, задерживая осаждаемый материал. После этого этапа уплотнения можно осуществить отверждение композита путем нагрева в печи. Такой же способ применяется для изготовления створок без ребер жесткости, при этом используют только одну структуру и только одну стенку профилей натяжения.
Профили натяжения 55 и 56 определяют таким образом форму боковых стенок 15 и ребер жесткости 51, в том числе на закругленных краях. Наложение друг на друга структур на части протяженности их плоских участков обеспечивает большую толщину горячей 13 и холодной 14 стенок в центре. Эта более значительная толщина усиливает створку 50 по отношению к изгибу вокруг тангенциального направления. Недостатком реализации такой толщины является то, что она затрудняет осаждение материала матрицы между наложенными друг на друга структурами, но его можно добиться путем постепенного проникновения материала, достигаемого в ходе нескольких этапов уплотнения.
Другая конфигурация описана со ссылками на фиг.14. Два профиля натяжения 70 и 71 используются для трех структур 62, 63 и 64, причем последняя охватывает две другие, которые находятся рядом друг с другом. Профили 70 натягивают структуру 62, а профили 71 - структуру 63. Кроме того, крайние в ряду профили 70 и 71 натягивают также структуру 64, а два промежуточных профиля 70 и 71, обращенных друг к другу, позволяют внутренним концам структур 62 и 63 соприкасаться друг с другом. Этот же способ изготовления обеспечивает получение створки, содержащей особенно усиленное центральное ребро жесткости, так как оно соединяет между собой горячую и холодную стенки при помощи пар закругленных краев.
Другой вариант выполнения показан на фиг.15: створка сопла в основном формируется из первой структуры 75, имеющей форму, аналогичную, например, структуре 54, и из изогнутой внутренней структуры 76, содержащей два крыла 77 по бокам горячей стенки 13, полосу 78 под центром холодной стенки 14 и два наклонных ребра жесткости 79, соединяющих полосу 78 с крыльями 77. Внутренняя структура 76 может быть натянута и частично уплотнена отдельно для придания ей жесткости до установки вокруг нее первой структуры 75.
Третья структура 80, расположенная вдоль боковых стенок 15 и холодной стенки 14 от одного крыла 77 к другому, может дополнять структуру створки и усиливать холодную стенку 14. Она может быть сшита с внутренней структурой 76 или не сшиваться с ней. После этого производят уплотнение структур 75, 76 и 80 для формирования створки сопла, как и в предыдущих вариантах, с парой профилей натяжения 81 на краях, аналогичных профилям натяжения 56.
На фиг.16 показан способ завершения изготовления створки сопла с ребрами жесткости, например створки, показанной на фиг.12, в котором осуществляют окончательную установку деталей механического соединения. Передняя вставка 82, заходящая в саму створку, выполнена в виде вилки и содержит центральный зуб 83, вставляемый между двумя ребрами жесткости 51, и два боковых зуба 84, вставляемых между ребрами жесткости и боковыми стенками 15 и между боковыми стенками. Она дополнена пластиной 85, которая прижимает холодную стенку 14 к зубьям 83 и 84. Все эти элементы содержат сквозные отверстия 86 для установки крепежных винтов, не показанных на чертеже, которые обеспечивают прижатие.
Створки сопла могут иметь более или менее значительные радиусы кривизны, находящиеся в вышеуказанных пределах. Как правило, более предпочтительны небольшие радиусы кривизны.
Для горячей стенки 13, содержащей плоскую часть определенной длины, герметизирующие створки 20 перекрывают меньшую ширину горячей стенки 13, если боковые стенки 15 содержат небольшие закругления в местах сопряжения, и термические градиенты горячей стенки 13 снижаются; створки сопла могут больше приближаться друг к другу в положении закрытия сопла, так как они имеют меньшую ширину; таким образом становится возможным более значительное закрытие.
Вместе с тем между горячей и холодной стенками 13 и 14 должно сохраняться достаточное расстояние для ограничения теплопередачи, поэтому боковые стенки 15, как правило, будут иметь плоское положение, если закругления имеют небольшие радиусы кривизны. Таким образом, все предыдущие варианты могут быть реализованы аналогично створке, показанной на фиг.1 (небольшие радиусы кривизны) и на фиг.11 (большой радиус кривизны).
Частный вариант конструкции створок сопла содержит металлические детали, соединенные с холодной стенкой 14 и выполненные из титана. Этот металл ценится в силу своей легкости как в авиапромышленности, так и в других областях, но он обладает низкой теплостойкостью. Вместе с тем, благодаря настоящему изобретению становится возможным добиться перепадов температур в 400°С между горячей и холодной стенками 13 и 14 (например, при 1000°С и 600°С), что оправдывает его применение для изготовления конструкции 60, проушины 61 и т.д.
Реферат
Створка сопла для авиационного газотурбинного двигателя выполнена в виде корпуса, имеющего форму полого усеченного конуса, приплюснутого в поперечном направлении, по прямолинейным геометрическим образующим. Корпус содержит тонкую стенку постоянной толщины, поделенную в поперечном направлении на трапециевидную горячую стенку, трапециевидную холодную стенку, параллельную горячей стенке, и две симметричные боковые стенки, соединяющие по бокам холодную стенку и горячую стенку. Тонкая стенка содержит сплошную внутреннюю поверхность, имеющую закругленные участки с радиусом кривизны, по меньшей мере, равным двум толщинам тонкой стенки. Тонкая стенка выполнена из огнеупорного композитного материала, образованного усилительными сплошными и пересекающимися друг с другом волокнами из огнеупорного материала, погруженными в матрицу из огнеупорного материала. В другом варианте трапециевидные стенки имеют толщину, увеличивающуюся от боковых стенок к центральной полосе. В этом варианте створка содержит ребра жесткости, параллельные боковым стенкам, соединяющие между собой трапециевидные стенки и сопрягающиеся с ними закругленными участками с радиусом кривизны по внутренней поверхности, по меньшей мере, равным двойной толщине боковых стенок. Способ изготовления створки сопла содержит этапы создания одной структуры со сплошными краями из пересекающихся огнеупорных волокон, натяжения структуры вокруг жестких, пористых противоположных друг другу изогнутых профилей и нанесения огнеупорной матрицы путем осаждения в парообразной фазе на структуру и через профили. Противоположные друг другу изогнутые профил�
Формула
плоскую трапециевидную горячую стенку (13),
плоскую трапециевидную холодную стенку (14), параллельную горячей стенке (13), и
две симметричные боковые стенки (15), соединяющие по бокам холодную стенку (14) и горячую стенку (13),
при этом стенка (12) содержит сплошную внутреннюю поверхность (17), имеющую закругленные участки с радиусом кривизны, по меньшей мере, равным 2×Е и выполнена из огнеупорного композитного материала, образованного усилительными сплошными и пересекающимися друг с другом волокнами (18) из огнеупорного материала, погруженными в матрицу также из огнеупорного материала.
трапециевидную горячую стенку (13),
трапециевидную холодную стенку (14), параллельную горячей стенке (13), и
две симметричные боковые стенки (15) постоянной толщины Е, соединяющие по бокам холодную стенку (14) и горячую стенку (13), при этом стенка (12) содержит сплошную внутреннюю поверхность (17), имеющую закругленные участки с радиусом кривизны, по меньшей мере, равным 2×Е, и выполнена из огнеупорного композиционного материала, образованного усилительными сплошными и пересекающимися друг с другом волокнами (18) из огнеупорного материала, погруженными в матрицу также из огнеупорного материала, а также содержит ребра жесткости, соединяющие между собой трапециевидные стенки (13, 14), в основном параллельные боковым стенкам и сопрягающиеся с трапециевидными стенками закругленными участками с радиусом кривизны, по меньшей мере, равным 2×Е по внутренней поверхности, причем трапециевидные стенки имеют толщину, увеличивающуюся от боковых стенок к центральной полосе.
Комментарии