Водопроводная арматура для подачи питьевой воды и способ нанесения, по существу, инертного покрытия - RU2132012C1
Код документа: RU2132012C1
Чертежи

Описание
Изобретение касается водопроводной арматуры, например водопроводных кранов, предназначенной для снабжения питьевой водой и изготовленной из меди и медных сплавов, таких как латунь, в которой внутренние поверхности, соприкасающиеся с водой, покрыты оловом.
Известна водопроводная арматура, имеющая внутреннюю облицовку или покрытие, для того, чтобы предотвратить выщелачивание или механическое снятие верхнего слоя различных металлов в воду, протекающую через эту арматуру. Так, например, в опубликованной в Германии заявке на патент DE-OS 3515718 описывается водяной кран со смесительным и измерительным клапаном. Указанное устройство является наиболее близким к заявленному устройству. В этом устройстве детали, контактирующие с водой, выполнены из меди или медного сплава и имеют пластмассовое покрытие. Это предотвращает выщелачивание или вымывание, например свинца и цинка из латунных деталей, либо снятие верхнего слоя меди с медных деталей арматуры в воду. Однако такое пластмассовое покрытие имеет высокую стоимость для практического применения.
В патенте Германии DE-PS 14192 описывается корпус детали арматуры с облуженной внутренней поверхностью. Однако покрытие оловом внутренней поверхности предусматривается только для того, чтобы в дальнейшем иметь возможность отлить свинцовую облицовку на внутренней стороне металлического корпуса, которая сама соприкасается с протекающей через корпус жидкостью.
В патенте Германии DE-PS 22802 описываются вентили, краны, корпусы насосов или другие части механизмов, имеющие защитное покрытие из олова, в числе прочих материалов, для защиты от химической коррозии химическими реагентами. Однако отливочные стержни вставляют в железный каркас, чтобы их защитить, так что они образуют вместе с железным каркасом отливочную матрицу. Эту матрицу футеруют оловом, создавая, таким образом, на отливке массивный защищающий слой олова. Из-за толщины защитного слоя олова он не может быть использован в оборудовании, имеющем резьбу.
Возможно также применение арматуры, содержащей сплавы, компоненты которых считаются биологически безопасными. Например, бронза является сплавом только меди и олова. Однако такие сплавы относительно дороги.
Известны также не содержащие свинца латунные сплавы или сплавы, предотвращающие выщелачивание олова благодаря входящим в состав сплава компонентам. Однако такие латунные сплавы имеют свойства, неблагоприятные для механической обработки, такие как образование во время механической обработки длинных стружек, засоряющих станки.
К латунному сплаву может также добавляться висмут вместо свинца. Также могут быть использованы мышьяк или сурьма, чтобы бороться с так называемым "обесцинкованием". Однако природа такого сплава изменяется. Это вызывает трудности при его повторной переработке.
В известном патенте US N 2891871 описан способ нанесения по существу инертного покрытия на детали арматуры из меди или медных сплавов, включающий предварительную очистку поверхностей, подвергаемых лужению, и последующее приведение этих поверхностей в контакт с раствором для химического лужения. Указанный способ является наиболее близким к заявленному способу.
Настоящее изобретение дает возможность изготовить водопроводную арматуру, состоящую из недорогого традиционного латунного сплава, в котором не происходит выщелачивания или снятия верхнего слоя металлов в протекающую через такую арматуру воду.
Настоящее изобретение охватывает водопроводную арматуру, например кран для подачи питьевой воды, выполненную из меди и ее сплавов, которая снабжена внутренней облицовкой или покрытием, состоящим из олова. Сплавы меди, из которых изготавливается эта арматура, включают такие, в которых содержатся цинк и свинец, например латунь.
Оловянная облицовка или покрытие является очень тонким, его толщина составляет приблизительно от 2 до 4 мкм. Оловянное покрытие или слой олова наносится по крайней мере на внутренние поверхности арматуры, включая резьбу. Оловянное покрытие или облицовка наносится химически в жидком растворе для химического лужения при 50 - 80oC. Таким образом, вода, протекающая через арматуру, соприкасается только с относительно инертной оловянной облицовкой, вследствие чего исключаются проблемы выщелачивания металлов, подобных свинцу, в питьевую воду. Кроме того, общая толщина оловянного покрытия, не превышающая 4 мкм, находится в диапазоне обычно применяемых допусков от 0,025 до 0,05 мкм на резьбовые соединения в готовой арматуре на основе метрической или дюймовой системы. Это означает, что покрытая арматура не требует дополнительных операций обработки или доводки.
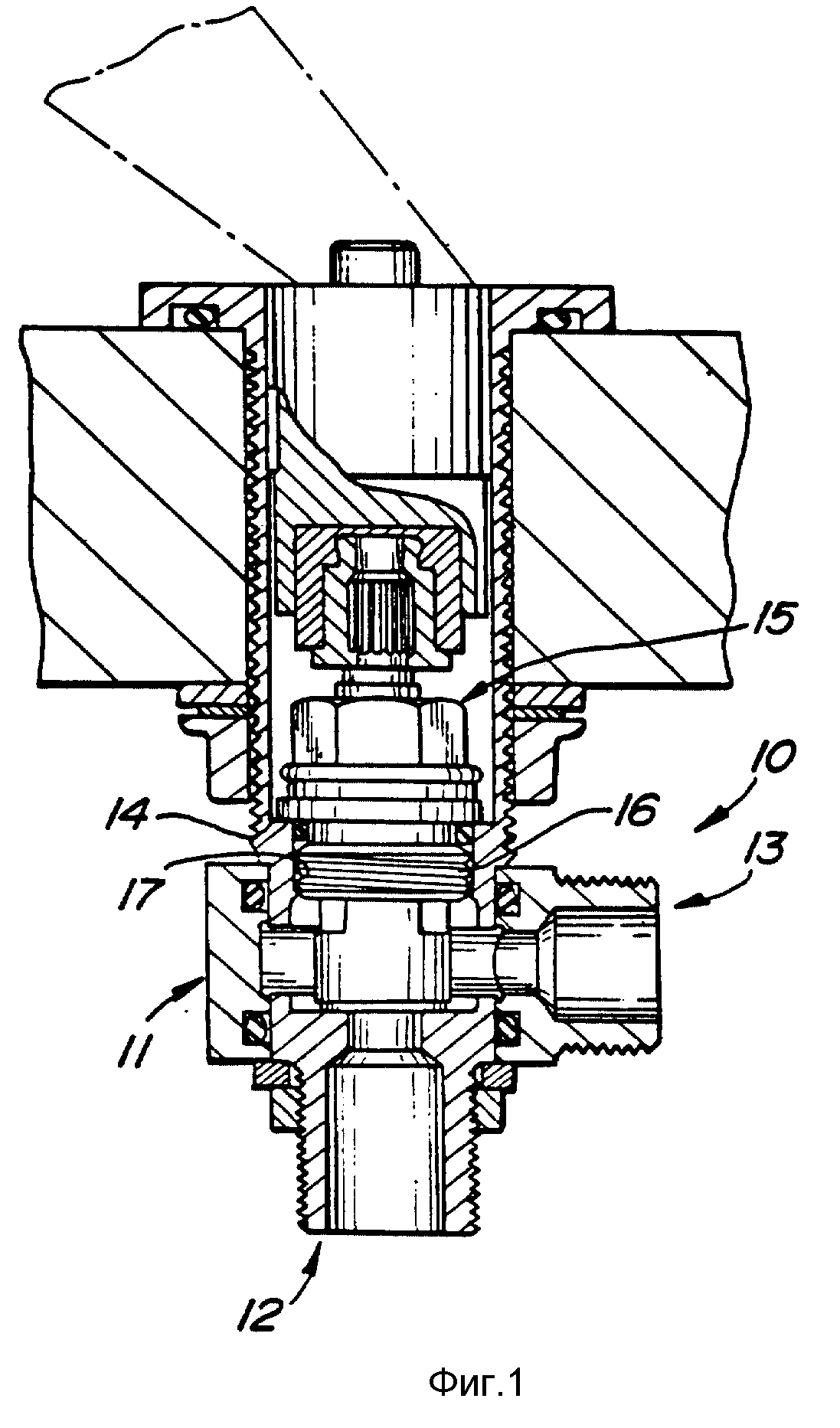
Фиг. 1 представляет собой сечение детали водопроводной арматуры. На фиг. 2 дан увеличенный участок сечения внутренней резьбы арматуры, изображенной на фиг. 1, демонстрирующий оловянное покрытие.
На внутреннюю сторону арматуры 10 нанесено покрытие 18 или облицовка из олова толщиной приблизительно от 2 до 4 мкм. Это покрытие наносится химически по крайней мере на внутренние поверхности арматуры, в частности поверхности, соприкасающиеся с водой. Покрытие 18 обычно однородно по толщине. Оно наносится химически в растворе для лужения при температуре 50 - 80oC.
Химические растворы для лужения общеизвестны. Один из растворов для лужения, который может быть использован, содержит на 1 л воды 20 г олова II, 1 г олова IV и 150 г концентрированной кислоты.
Такой состав раствора делает возможным химически нанести по всей поверхности однородное покрытие даже на арматуру сложной конструкции, снабженную большим числом различных внутренних камер, так чтобы вымывание или снятие верхнего слоя протекающим потоком жидкости было практически неощутимым. Арматура из латунных сплавов, обработанная в таком растворе для лужения, пригодна для использования в качестве арматуры для подачи питьевой воды. Она также удовлетворяет требованиям, предъявляемым в США к очистке воды.
Вследствие высокой скорости осаждения олова в процессе химического нанесения покрытия, предложенном в данном изобретении, оказывается возможным, после полной очистки корпуса арматуры, нанести однородное и прочное покрытие из олова на все поверхности в течение всего лишь 20-40 мин. Такое покрытие или облицовка постоянно и надежно предотвращает вымывание или снятие слоя возможных вредных компонентов из арматуры для подачи питьевой воды, в особенности из арматуры, состоящей из латунных сплавов.
Перед тем, как быть подвергнутыми процессу осаждения олова, внешние и особенно внутренние поверхности корпуса детали очищаются, в особенности от частиц.
В другом варианте осуществления изобретения служащее подложкой оловянное покрытие толщиной около 1 мкм наносится гальванически на поверхность детали перед бестоковым или химическим нанесением олова. Таким образом, химически нанесенный слой олова толщиной 2-4 мкм является верхним слоем покрытия на гальванически нанесенной подложке.
Благодаря такому электролитическому нанесению олова с образованием очень тонкого, не превышающего приблизительно 1 мкм по толщине покрытия поверхность детали в начале процесса химического лужения обладает однородной контактной способностью, что дает особенно хорошие условия для однородного химического осаждения олова. Это оказывает благоприятное влияние не только на однородность оловянного покрытия, но и на его устойчивость.
Общеизвестный раствор для электролитического лужения состоит из 0,068 л серной кислоты и 15 г олова II на 1 л воды. Кроме того, обычно в такую ванну добавляются щелочная присадка и блескообразователь.
В дополнение к уже описанным стадиям процесса возможно также для поддержания благоприятных условий во время процесса электролитического лужения перемешивать ванну в ходе нанесения олова либо протягивать арматуру, которую необходимо покрыть, через ванну с помощью подходящего прибора. Тем самым улучшается однородность оловянного покрытия.
Наконец, согласно настоящему изобретению процесс дает особенно успешные результаты, если плотность тока в ходе электрохимического лужения составляет 1,5-2 А/дм2.
При рассмотрении чертежей арматура в целом обозначается на чертежах поз. 10.
Деталь 10 представляет собой запорный вентиль, который является составной частью водопроводной арматуры, с корпусом 11, имеющим входной соединитель, выходной соединитель и соединитель 14 для крепления верхней части вентиля 15. Верхняя часть вентиля 15 посредством выступающей наружной резьбы 16 закреплена во внутренней резьбе 17 соединителя 14.
Арматура 10 изготавливается из латуни, содержащей свинец и цинк, и, как описано выше, снабжена изнутри и снаружи химически нанесенным оловянным покрытием, не показанным на фиг. 1.
Увеличенный участок внутренней резьбы 17 соединителя 14 можно видеть на фиг. 2. Изделие имеет однородное оловянное покрытие, обозначенное поз. 18, даже в области поверхности резьбы.
Такая арматура 10, снабженная оловянным покрытием 18 также и в области резьбы, не требует дополнительной обработки после лужения, поскольку общая толщина оловянного покрытия 18 лежит в пределах допуска для готовой арматуры 10, а также допуска для резьбы 17. Однако вполне возможно впоследствии нанести хромовое покрытие, например, на внешнюю поверхность корпуса арматуры, из соображений улучшения внешнего вида.
Хотя изобретение подробно описано со ссылкой на определенные предпочтительные варианты осуществления, объем и сущность изобретения охватывают видоизменения и модификации, как описано и определено в формуле изобретения.
Реферат
Изобретение предназначено для снабжения питьевой водой потребителя. Водопроводная арматура содержит контактирующие с водой детали из меди и медного сплава. Покрытие деталей выполнено из олова и нанесено химическим способом в жидком растворе для химического лужения при 50 - 80oС на внутренней поверхности деталей. Покрытие выполнено толщиной 2 - 4 мкм. Способ нанесения по существу инертного покрытия на детали арматуры из меди или медного сплава включает очистку поверхностей, подвергаемых лужению, и приведение этих поверхностей в контакт с раствором для химического лужения. Контакт производят при 50 - 80oС в течение времени химического нанесения на эти поверхности негальванического покрытия из олова. Толщина покрытия составляет 2 - 4 мкм. Изобретение позволяет исключить выщелачивание металлов, подобных свинцу, в питьевую воды. 2 с. и 13 з.п. ф-лы, 2 ил.
Комментарии