Устройство и способ улучшенной сушки выпариванием - RU2697463C2
Код документа: RU2697463C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в основном относится к устройствам и способам сушки веществ, в частности, но без ограничения этим, к сушке выпариванием шлама.
УРОВЕНЬ ТЕХНИКИ
Нижеследующее обсуждение предпосылок создания изобретения предназначено для облегчения понимания настоящего изобретения. Однако должно быть понятно, что обсуждение не подразумевает признания или допущения, что любой из упоминаемых материалов был опубликован, известен или является частью общепринятого знания в любой юрисдикции на дату приоритета заявки.
Шлам представляет собой полутвердую суспензию, которая включает, но не ограничивается этим, осадок сточных вод, остатки от получения биогаза, бумажный шлам, и отходы пищевых продуктов и напитков. Разные типы шлама могут содержать тяжелые металлы, токсины, загрязняющие вещества и болезнетворные организмы. Поэтому, если шлам не обработан должным образом перед утилизацией, будет возникать опасность распространения заболеваний, отравления тяжелыми металлами и нанесения ущерба окружающей среде. Обработка шлама из сточных вод или сбросной воды, образованного в установках для обработки отработанной воды, обычно включает следующие стадии: сгущение, обезвоживание и высушивание. Высушивание нагреванием удаляет содержащуюся в шламе влагу, и может уничтожать болезнетворные организмы и нейтрализовать токсины. Удаление влаги и подведение тепла для сушки шлама может обеспечивать безопасность и простоту обращения с высушенным шламом для последующей обработки/утилизации.
Для сушки шлама было разработано несколько способов, и они включают, но не ограничиваются этим, способы конвективной, радиационной и косвенной (контактной, или кондуктивной) сушки. В конвективных способах нагретый сухой воздух приводят в контакт со шламом в барабанной или ленточной сушилке; в радиационных способах для высушивания шлама используют тепло, излучаемое нагретыми элементами, где такое тепло может поступать от солнечной радиации или инфракрасных нагревательных элементов; и в косвенных способах шлам для высушивания приводят в контакт с поверхностью, нагретой источником тепла.
Патент США № 5,091,079 раскрывает устройство, в котором используют две печи для создания индукционного нагрева, чтобы компактировать шлам, в особенности такой шлам, который содержит тяжелый металл, и вакуумную камеру откачки для выведения газов и паров из уплотненного шлама, где шлам перемещается через устройство на единственной конвейерной ленте.
Зарегистрированный патент Южной Кореи № 10-1005086 и Зарегистрированный патент Южной Кореи № 10-0976243 представляют устройство для сушки шлама, в котором используется нагретый валик или барабан для высушивания шлама. В качестве теплоносителя используется термальное масло, где оно нагнетается внутрь валика и передает тепло на внутреннюю окружную поверхность валика. Затем переданное проводимостью тепло переносится на наружную окружную поверхность валика, к которому высушиваемый шлам прижимается лентой. Есть несколько недостатков, связанных с этими сушильными устройствами. Во-первых, тепло проводится со стороны шлама в контакте с валиком на другую сторону, где влага и испаренный пар должны перемещаться сквозь шлам по направлению его толщины до высвобождения, поскольку валик скорее всего будет иметь непроницаемую/непористую поверхность, чтобы предотвращать утечку масляного теплоносителя наружу. Поэтому толщина обрабатываемого шлама ограничена вследствие того, что тепло подводится только с одной стороны шлама, и ввиду относительно длинного пути улетучивания влаги и пара от одной стороны шлама до другой. Во-вторых, масляный теплоноситель должен непрерывно циркулировать от валиков к бойлерам/нагревателям для компенсации любой теплопотери. Во время такой рециркуляции происходит неизбежная потеря тепла вдоль системы трубопроводов для масляного теплоносителя, бойлеров/нагревателей и участков валиков, которые не предназначены для сушки шлама, приводя тем самым к неэффективному использованию энергии.
В-третьих, бойлеры/нагреватели, трубопроводы для теплоносителя и большие насосы для циркуляции масла будут обусловливать необходимость в обширной производственной площади, занимаемой всей установкой. В-четвертых, для конструкций с одиночным или многочисленными валиками масляный теплоноситель обычно выводится из одного и того же источника, то есть единственного бойлера. Поэтому температура сушки не может точно контролироваться, и варьирует на различных этапах сушки. В-пятых, температура нагревания ограничена максимальной эксплуатационной температурой масляного теплоносителя. Наконец, требуется значительное количество времени (приблизительно один час) для нагревания установки от комнатной температуры до желательной температуры сушки. Кроме того, поскольку будет небезопасно проводить работы по техническому обслуживанию и ремонту, пока установки все еще горячие, значительное количество времени требуется для полного охлаждения установок - типично свыше 3 часов для остывания и достижения 100°С.
Поэтому существует потребность в устранении проблем прототипа, чтобы повысить производительность процесса сушки в устройствах согласно прототипу, еще больше снизить содержание влаги в обработанном шламе, повысить качество конечных продуктов, сократить занимаемую прототипными устройствами площадь и улучшить режим времени, необходимого для нагревания и охлаждения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
На всем протяжении этого документа, если не оговаривается нечто иное, термины «включающий», «состоящий из», и тому подобные, должны толковаться как неисчерпывающие, или, другими словами, как подразумевающие «включающий, но не ограничивающийся этим».
Вышеуказанная потребность удовлетворяется, по меньшей мере, частично, и усовершенствование технологии достигается посредством устройства в соответствии с этим изобретением.
В соответствии с первым аспектом изобретения, создано устройство для сушки вещества, содержащее: по меньшей мере, один барабан, вращающийся вокруг центральной оси; первую ленту, имеющую первую и вторую стороны, причем первая сторона первой ленты выполнена с возможностью размещения вещества; и множество индукционных нагревательных элементов, размещенных для индуцирования тепла в первой ленте для нагревания вещества, причем в рабочем режиме первая лента своей первой стороной прижимает вещество к участку наружной окружной поверхности барабана, и вещество нагревается для удаления жидкостей или текучих сред из вещества.
То обстоятельство, что индукционные нагревательные элементы размещены для нагревания первой ленты, позволяет части вещества в контакте с первой стороной первой ленты нагреваться быстрее, чем другие части вещества, тем самым создавая более короткий путь улетучивания влаги и пара, поскольку влага и пар, находящиеся на той же стороне, что и первая лента, будут испаряться первыми, и под действием капиллярного давления втягивать большее количество влаги и воды на эту поверхность. Кроме того, существует повышенное давление, воздействующее на шлам, когда лента прижимает шлам к участку наружной окружной поверхности барабана. Это повышает плотность и площадь поверхности шлама, который находится в контакте с нагретой лентой. В результате этого влага и вода испаряются с гораздо более высокой скоростью, чем в устройствах согласно прототипу. Более того, может быть обработан более толстый шлам, повышая тем самым производительность обработки. Кроме того, вместо применения масляного теплоносителя в настоящем изобретении используются индукционные нагревательные элементы, которые являются предпочтительными, поскольку, во-первых, больше не требуются бойлер/нагреватель, система трубопроводов и насос, приводя к устройству, имеющему более высокую эффективность использования энергии (например, меньше ненужной потери тепла на других компонентах устройства), и занимающему меньше места; во-вторых, могут использоваться более высокие рабочие температуры, может достигаться лучший контроль для точных и быстро реагирующих регулировок температуры на различных этапах сушки; и, в-третьих, желательные рабочие температуры могут быть достигнуты за короткий период времени, и устройство может быть быстро охлаждено.
По меньшей мере, один барабан предпочтительно изготовлен по существу из неметаллического материала. Более предпочтительно, первая лента включает металл, и еще более предпочтительно, первая лента изготовлена из тонких металлических волокон и является пористой.
По меньшей мере, один индукционный нагревательный элемент предпочтительно размещается внутри барабана, вблизи участка внутренней окружной поверхности барабана и по нему. По меньшей мере один, индукционный нагревательный элемент предпочтительно размещается вблизи участка наружной окружной поверхности барабана и по нему, причем при эксплуатации вещество и первая лента продвигаются между участком наружной окружной поверхности и индукционным нагревательным элементом.
Кроме того, устройство предпочтительно содержит, по меньшей мере, одно натяжное устройство, предназначенное для натягивания первой ленты.
Кроме того, устройство предпочтительно содержит счищающее устройство, чтобы счищать вещество с первой ленты.
Кроме того, устройство предпочтительно содержит вторую ленту, имеющую первую и вторую сторону, причем при работе вещество размещено между первой стороной первой ленты и первой стороной второй ленты, и первая лента своей первой стороной прижимает вещество и вторую ленту к участку наружной окружной поверхности барабана.
Вторая лента предпочтительно включает металл, более предпочтительно вторая лента изготовлена из тонких металлических волокон и является пористой.
Множество индукционных нагревательных элементов предпочтительно размещается для индуцирования тепла во второй ленте для нагревания вещества.
Устройство предпочтительно имеет множество барабанов, причем при эксплуатации вторая лента своей первой стороной прижимает вещество и первую ленту к участку наружной окружной поверхности по меньшей мере одного барабана.
Кроме того, устройство предпочтительно содержит, по меньшей мере, одно натяжное устройство, выполненное с возможностью натяжения второй ленты.
Кроме того, устройство предпочтительно содержит счищающее устройство, чтобы счищать вещество со второй ленты.
Кроме того, устройство предпочтительно содержит выпускной канал, выполненный с возможностью удаления текучих сред и жидкостей из устройства.
Кроме того, устройство предпочтительно содержит вентилятор, предназначенный для удаления текучих сред и жидкостей с поверхности вещества.
Кроме того, устройство предпочтительно содержит устройство, предназначенное для распределения вещества на первой стороне первой ленты.
В соответствии со вторым аспектом настоящего изобретения, создан барабан для применения в устройстве согласно первому аспекту настоящего изобретения, причем барабан содержит множество выступов, размещенные на участке наружной окружной поверхности барабана.
Выступы предпочтительно выполнены из материала, отличного от материала барабана.
Множество выступов предпочтительно представляет собой ребра, размещенные по существу по длины барабана на наружной окружной поверхности барабана.
Множество выступов предпочтительно представляет собой ребра, размещенные по окружному направлению на участке наружной окружной поверхности барабана и по нему.
Наружная окружная поверхность барабана предпочтительно содержит каналы для обеспечения возможности улетучивания пара.
Множество выступов и каналы предпочтительно размещаются на поверхности гильзы, причем барабан выполнен с возможностью введения в гильзу.
Барабан предпочтительно содержит металлический слой на участке наружной окружной поверхности барабана.
В соответствии с третьим аспектом настоящего изобретения, создан способ сушки вещества, согласно которому: распределяют вещество на первой ленте, имеющей первую и вторую стороны, причем первая сторона первой ленты выполнена с возможностью размещения вещества; индуцируют тепло в первой ленте с помощью множества индукционных нагревательных элементов; прижимают вещество первой стороной первой ленты к участку наружной окружной поверхности, по меньшей мере, одного барабана, вращающегося вокруг центральной оси; и нагревают вещество для удаления жидкостей из вещества.
По меньшей мере, один индукционный нагревательный элемент предпочтительно размещают внутри барабана, вблизи участка внутренней окружной поверхности барабана и по нему.
По меньшей мере, один индукционный нагревательный элемент предпочтительно размещают вблизи участка наружной окружной поверхности барабанами по нему, причем согласно способу дополнительно продвигают вещество и первую ленту между участком наружной окружной поверхности барабана и, по меньшей мере, одним из индукционных нагревательных элементов.
Кроме того, согласно способу предпочтительно натягивают первую ленту.
Кроме того, согласно способу предпочтительно счищают вещество с первой ленты.
Кроме того, согласно способу предпочтительно вещество размещают между первой стороной второй ленты и первой стороной первой ленты, и первой стороной первой ленты прижимают вещество и вторую ленту к участку наружной окружной поверхности барабана.
Кроме того, согласно способу предпочтительно индуцируют тепло во второй ленте с помощью индукционных нагревательных элементов для нагревания вещества.
Кроме того, согласно способу предпочтительно первой стороной второй ленты прижимают вещество и первую ленту к участку наружной окружной поверхности, по меньшей мере, одного барабана, при этом имеется множество барабанов.
Кроме того, согласно способу предпочтительно натягивают вторую ленту.
Кроме того, согласно способу предпочтительно счищают вещество со второй ленты.
Кроме того, согласно способу предпочтительно удаляют жидкости через выпускной канал.
Кроме того, согласно способу предпочтительно удаляют жидкости с поверхности вещества с помощью вентилятора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Теперь изобретение будет описано, только на примере, со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 показывает иллюстративный вид устройства согласно настоящему изобретению в первом варианте исполнения.
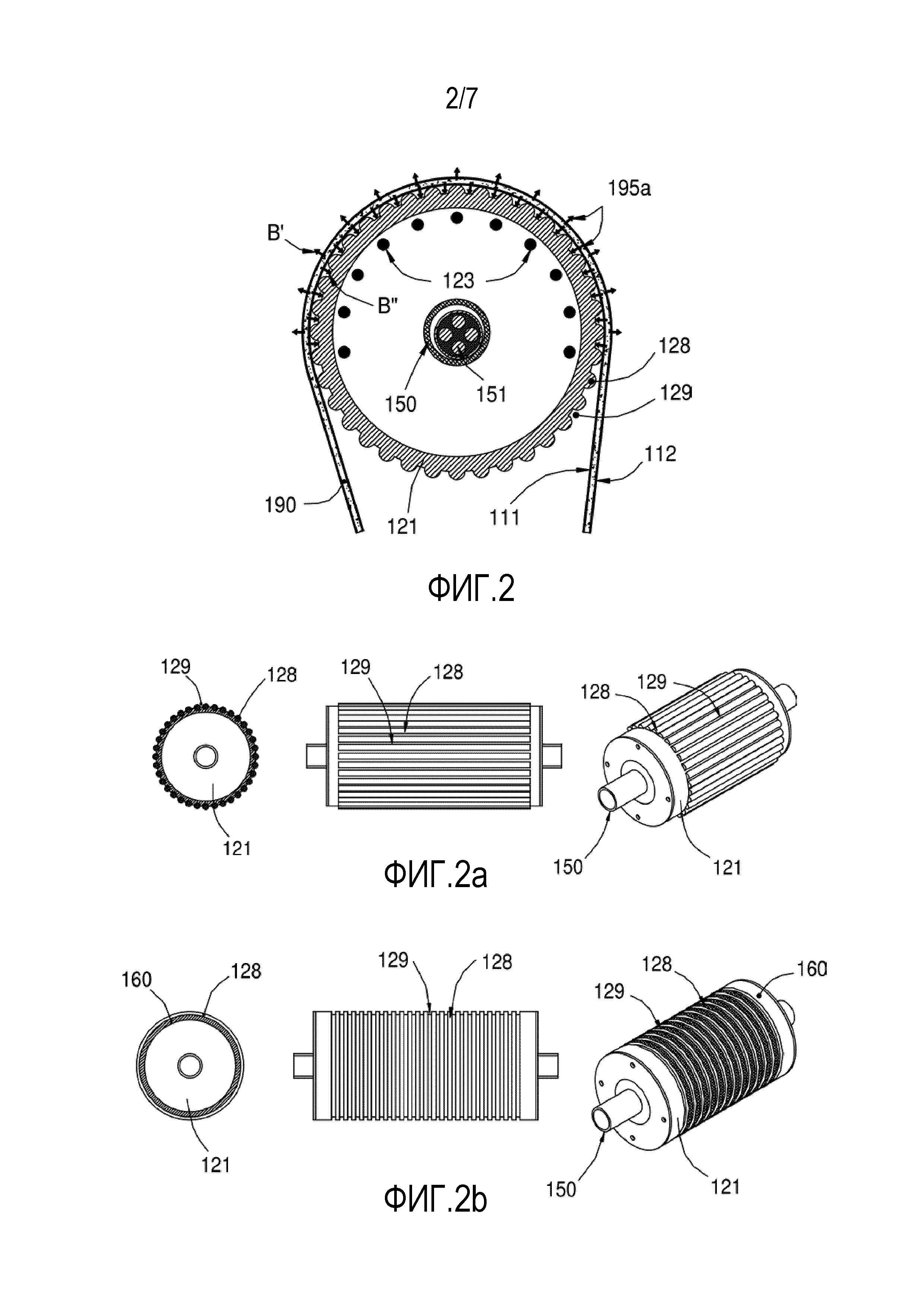
Фиг. 2 показывает увеличенный вид в разрезе барабана в одном варианте исполнения устройства согласно Фиг. 1.
Фиг. 2а и 2b показывают варианты исполнения барабана устройства согласно Фиг. 1.
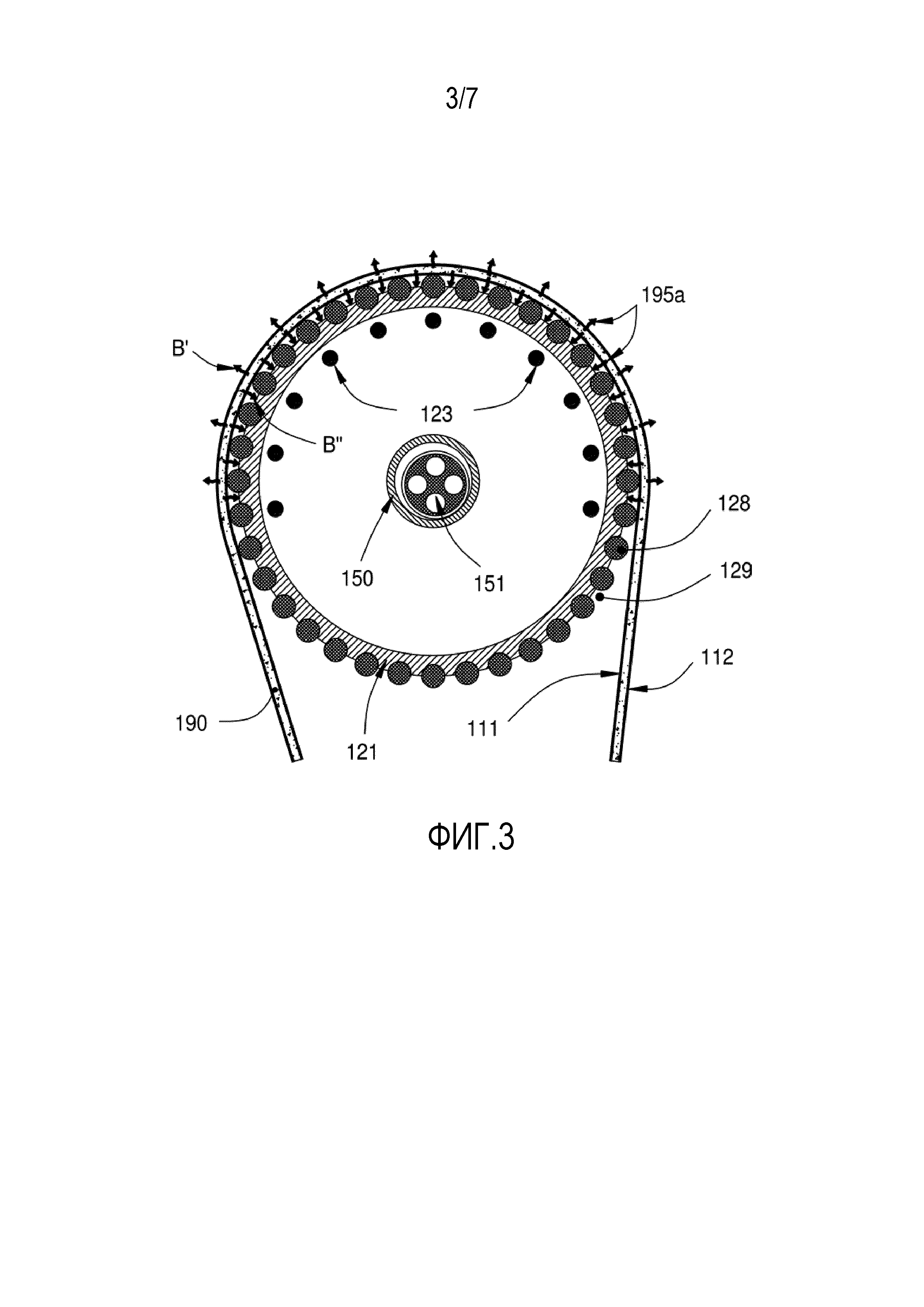
Фиг. 3 показывает увеличенный вид в разрезе барабана в еще одном варианте исполнения устройства согласно Фиг. 1.
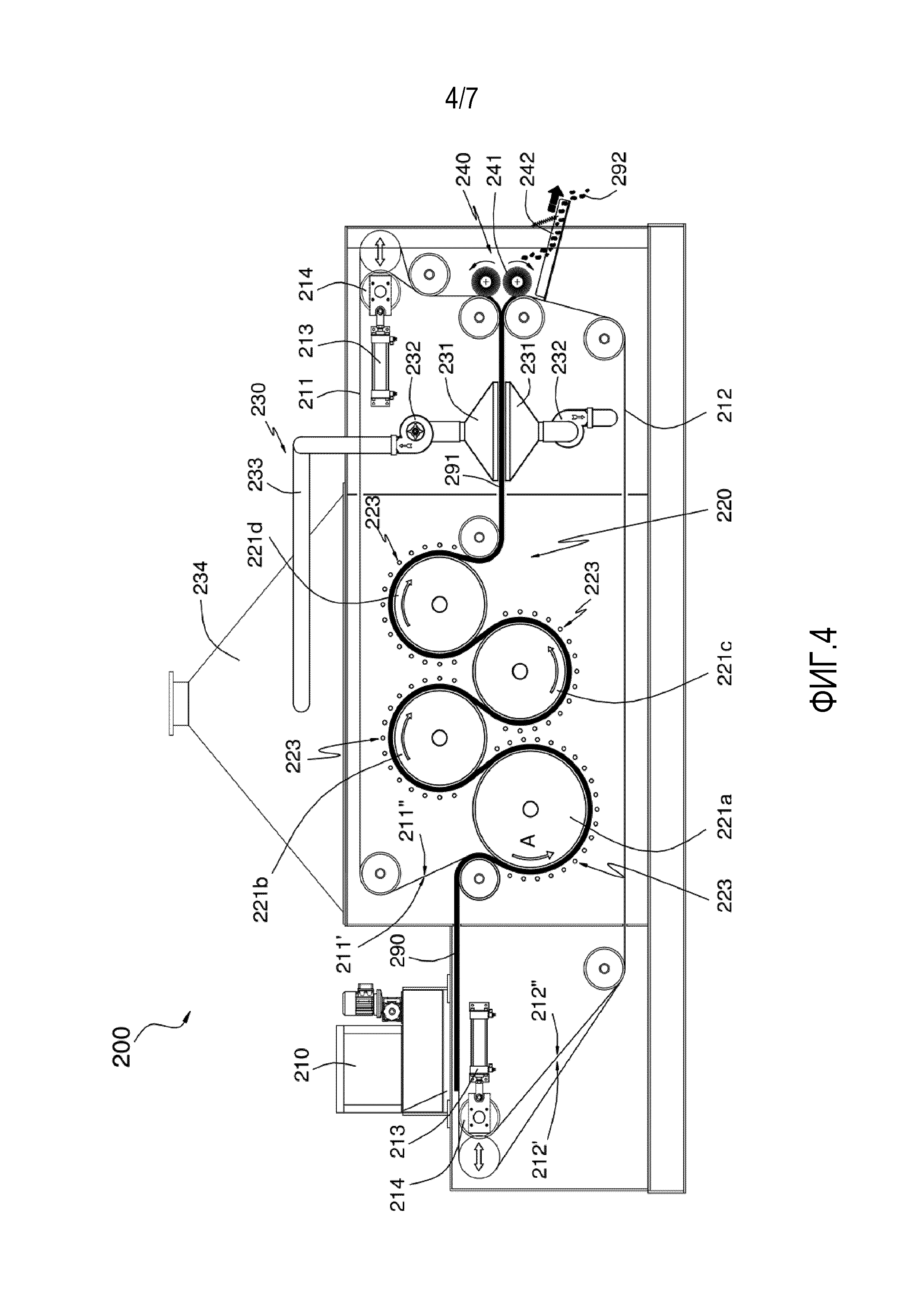
Фиг. 4 показывает иллюстративный вид устройства согласно настоящему изобретению во втором варианте исполнения.
Фиг. 5 показывает увеличенный вид в разрезе барабана в одном варианте исполнения устройства согласно Фиг. 4.
Фиг. 5а и 5b показывают другие варианты исполнения барабана устройства согласно Фиг. 4.
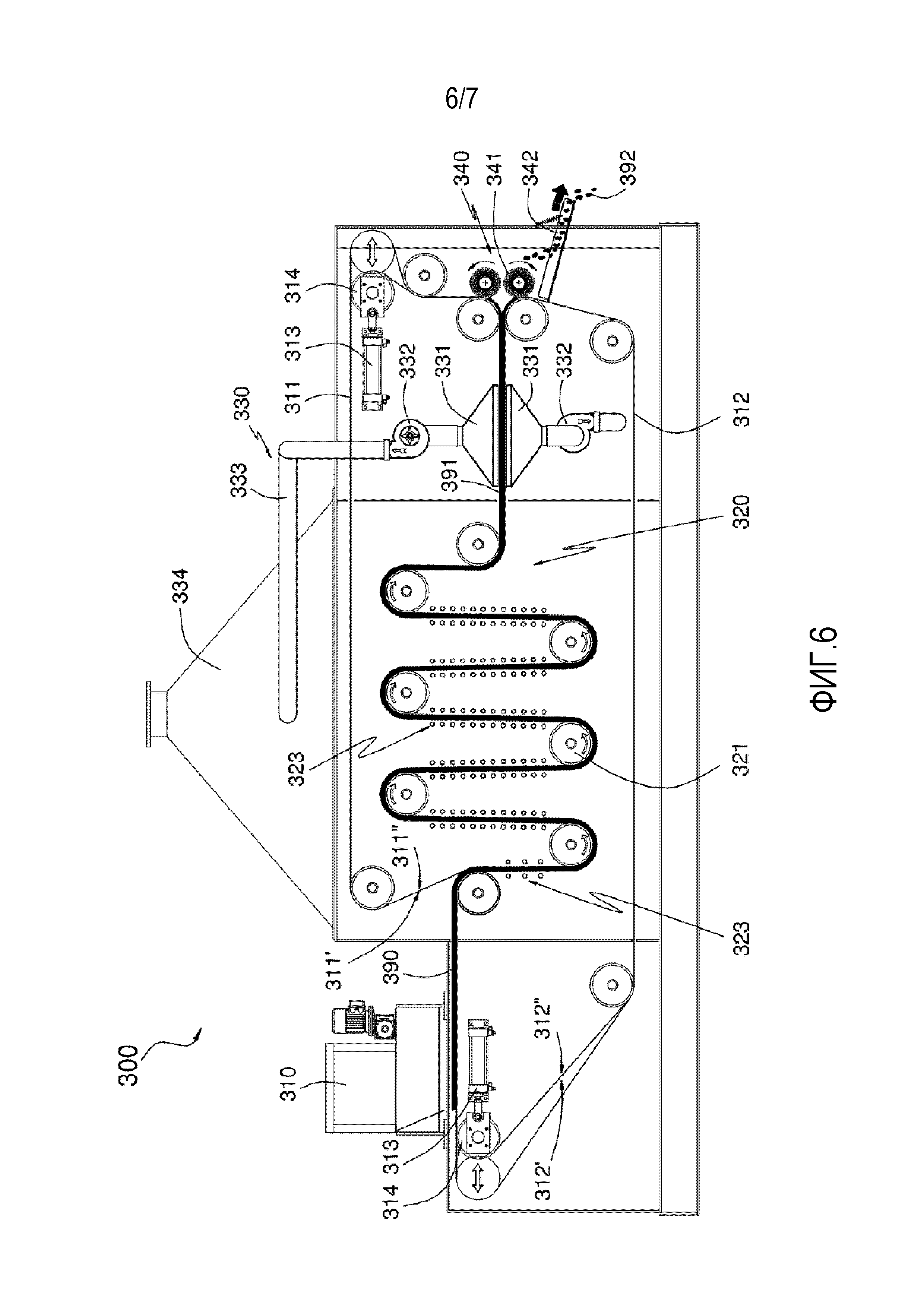
Фиг. 6 показывает иллюстративный вид устройства согласно настоящему изобретению в третьем варианте исполнения.
Фиг. 7 показывает иллюстративный вид устройства согласно настоящему изобретению в четвертом варианте исполнения.
Возможны другие конфигурации изобретения, и, следовательно, сопроводительные чертежи не должны пониматься как заменяющие общую часть предшествующего описания изобретения.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Конкретные варианты осуществления настоящего изобретения теперь будут описаны со ссылкой на сопроводительные чертежи. Используемая здесь терминология предназначена только для цели описания конкретных вариантов исполнения, и не предполагается быть ограничивающей область настоящего изобретения. Другие определения для применяемых здесь выбранных терминов могут быть найдены в пределах подробного описания изобретения и применены на всем его протяжении. Кроме того, если не оговорено иное, все используемые здесь технические и научные термины имеют те же значения, как обыкновенно понимаемые специалистом с обычной квалификацией в этой области технологии, к которой относится изобретение. Где это возможно, одинаковые кодовые номера позиций применяются во всех фигурах для ясности и последовательности.
Термин «вещество», используемый на всем протяжении описания, подразумевает материал или материалы, которые содержат текучие среды, которые должны быть удалены или сокращены, и такие материалы включают, но не ограничиваются таковыми, промышленные отходы, такие как отработанная вода после обработки шлама, пищевые и/или молочные продукты, пищевые отходы и фармацевтические лекарственные препараты. «Текучие среды», упоминаемые на всем протяжении описания, включают жидкости (например, воду и влагу) и газы (например, пар).
«Нагревательный элемент», используемый на всем протяжении описания, может представлять собой любой подходящий элемент, который производит, передает в условиях проводимости, конвекции или излучения, и/или индуцирует тепло в компоненте устройства, таком как ленты, и включает, но не ограничивается этим, металлические, керамические, композитные нагревательные элементы. Поэтому термин «тепло», используемый на всем протяжении описания, включает нагревание путем проводимости, конвекции, радиации и индукции. Одним примером нагревательного элемента является индукционный нагревательный элемент (например, индукционная нагревательная катушка) или электрическая нагревательная катушка.
Со ссылкой на Фиг. 1, которая представляет первый вариант осуществления настоящего изобретения, сушильное устройство 100 включает дозатор 110, сушильную камеру 120, вентилятор 130 и разгрузочную станцию 140. Устройство 100 также включает две бесконечных фильтрационных ленты, верхнюю (вторую) ленту 111 и нижнюю (первую) ленту 112, обрабатывающие барабаны 121 и индукционные нагревательные элементы 123. Как используемым на всем протяжении описания, «индукционным нагревательным элементом» называется элемент, который создает колебательное магнитное поле под действием пропускаемого через него переменного электрического тока. Колебательное магнитное поле способно индуцировать магнитный поток и возбуждать вихревые токи в близлежащем металле, в результате чего ввиду сопротивления близлежащего металла в близлежащем металле индуцируется тепло. Лента 111 имеет первую сторону 111'и вторую сторону 111ʺ, и лента 112 имеет первую сторону 112'и вторую сторону 112ʺ. Ленты 111, 112 могут натягиваться пневмоцилиндрами 113, которые соединены с обоими концами валов приемных валиков 114.
Ленты 111 и 112 изготовлены из металла, который включает, но не ограничивается этим, алюминий, медь, латунь, железо, сталь, их сплавы и композиты. Было бы понятно, что материал, выбранный для формирования лент 111 и 112, включает резистивный материал, который обеспечивает эффективное выделение тепла в результате индукции, и проводящий материал, который обеспечивает возможность по существу равномерного распределения тепла. Ленты 111 и 112 предпочтительно имеют поры и/или пазы. Ленты 111 и 112 предпочтительно являются пористыми, чтобы магнитные поля и возбужденные токи, генерированные индукционными нагревательными элементами 123, могли эффективно пронизывать ленты 111 и 112 и эффективно нагревать ленты 111 и 112. Однако, в зависимости от варианта применения, было бы понятно, что ленты 111 и 112 могут быть изготовлены из другого пригодного материала, такого как синтетические ткани, которые могут содержать металлы, которые могут быть нагреты индукцией индукционных нагревательных элементов 123.
Обрабатывающие барабаны 121 предпочтительно выполнены по существу из неметаллического материала, который включает, но не ограничивается этим, керамические материалы, стеклянные волокна, и их композиты. По меньшей мере один цилиндрический участок барабанов 121, с которым ленты 111 и 112 будут приходить в контакт во время работы согласно настоящему изобретению, предпочтительно изготовлен из неметаллического материала. Еще более предпочтительно, обрабатывающие барабаны 121 вообще не содержат металл. Отсутствие металла или минимальное количество металла в обрабатывающих барабанах 121 будет обеспечивать то, что индукционные нагревательные элементы 123 не будут индуцировать ненужное тепло в барабанах 121. Этим будет обеспечиваться эффективная передача энергии и использование энергии устройством 100, поскольку индукционные нагревательные элементы 123 будут индуцировать тепло только в лентах 111, 112 для нагревания шлама 190. Каждый обрабатывающий барабан 121 может вращаться вокруг своей центральной оси, например, по направлению А. В зависимости от местоположения обрабатывающего барабана 121, указанный барабан может вращаться по направлению часовой стрелки или против часовой стрелки, если рассматривать с одной стороны устройства 100 - например, обрабатывающий барабан 121а вращается по направлению против часовой стрелки, как это видно в Фиг. 1. При работе двигатель (не показан) вращает обрабатывающие барабаны 121, которые, в свою очередь, перемещают и продвигают ленты 111, 112 вместе с поступившим шламом 190 через сушильную камеру 120. Было бы понятно, что ленты 111, 112 могут приводиться в движение еще одним барабаном, который не является обрабатывающим барабаном 121, или любым другим подходящим устройством. Также было бы понятно, что для перемещения и продвижения лент 111, 112 может быть применено только одно приводное устройство.
Фиг. 2 представляет увеличенный вид в разрезе одного варианта исполнения барабана 121, лент 111, 112 и шлама 190, из Фиг. 1. Индукционные нагревательные элементы 123 размещены внутри барабана 121, вблизи и вокруг участка внутренней окружной поверхности барабана 121. Число индукционных нагревательных элементов 123, смонтированных внутри барабана 121, будет зависеть от условий применения и эксплуатационных требований. Предпочтительно, чтобы индукционные нагревательные элементы 123 были размещены внутри барабана 121, обеспечивая модульность барабанов 121, что позволяет проще регулировать устройство 100, поскольку каждый барабан 121 может быть поставлен и установлен в устройство 100 как единый модуль. В результате модульности барабанов 121 для всего устройства 100 потребуется меньше места для работы. Пригодность барабана 121 к модульной конфигурации также упрощает изготовление барабана 121 на заказ, где каждый барабан 121 в устройстве 100 может иметь различные технические параметры, например, размеры, число нагревательных элементов 123, и характеристики наружных окружных поверхностей. Индукционные нагревательные элементы 123 предпочтительно являются стационарными во время действия устройства 100, чтобы достигался оптимальный индукционный нагрев на участке, где ленты 111, 112 находятся в максимальном контакте с барабаном 121. Однако, в зависимости от условий применения, индукционные нагревательные элементы 123 в процессе работы могут вращаться вместе с барабаном 121 вокруг центральной оси барабана 121. Барабан 121 также включает полый вал 150, вокруг которого барабан 121 вращается при работе, и которым барабан 121 присоединен к устройству 100, и впускной канал 151 для кабелей для питания индукционных нагревательных кабелей 123. Будет понятно, что расстояние между индукционными нагревательными элементами 123 и наружной окружной поверхностью барабанов 121 может регулироваться в индивидуальном порядке, в зависимости от условий применения и эксплуатационных требований.
Индукционные нагревательные элементы 123 соединены с источником высокочастотного электрического тока, который может подводить высокочастотный переменный ток (не показан). Магнитные поля и наведенные токи создаются индукционными нагревательными элементами 123. Примеры пригодных индукционных нагревательных элементов, используемых в генерировании тепла в лентах 111, 112, описаны в Патенте США № 5,133,402 и Патентной Публикации США № 2012/0318461 А1. Будет понятно, что, в зависимости от условий применения и эксплуатационных требований, могут быть применены другие формы способов индукционного нагрева и индукционные нагревательные элементы. Было бы понятно, что нагревательные элементы других форм, например, электрические нагревательные катушки, которые передают тепло путем конвекции, теплопроводностью и/или излучением, также могут быть использованы в настоящем изобретении, в качестве замены индукционных нагревательных элементов 123, или, предпочтительно, в качестве дополнения к ним. Применение индукционных нагревательных элементов 123 позволяет очень быстро достигать рабочей температуры сушильного устройства 100 от комнатной температуры, в пределах нескольких секунд, и также позволяет очень быстро охлаждать сушильное устройство 100, в течение нескольких минут, чему может содействовать известное в технологии охлаждающее устройство, например, вентилятор или воздуходувка. Рабочие температуры сушильного устройства 100 могут варьировать от 100°С до 400°С, предпочтительно варьировать от 200°С до 400°С, и еще более предпочтительно в диапазоне от 200°С до 300°С. Такие высокие температуры, как 400°С, более предпочтительно 350°С, являются предпочтительными для определенного неорганического шлама, тогда как столь низкие температуры, как 100°С или несколько выше, предпочтительны для определенных вариантов применения с высушиванием нешламовых материалов.
Наружная окружная поверхность барабана 121 имеет выступы 128, которые выполнены интегрально с барабаном 121 в виде цельной детали. Выступы 128 могут быть сформированы из наружной окружной поверхности барабана 121. Выступы 128 могут быть размещены на всей наружной окружной поверхности барабана 121 или на ее участке. Выступы 128 предпочтительно имеют полусферическую форму поперечного сечения, как показано в Фиг. 2. Поэтому при работе вторые стороны 111ʺ, 112ʺ лент 111, 112 будут в контакте с вершинным участком полусферических выступов 128. Однако, в зависимости от условий применения, выступы 128 могут иметь другие формы поперечного сечения, например, многоугольное поперечное сечение. Когда ленты 111, 112 нагреваются, жидкость на наружной стороне шлама 190 будет переходить в пар 195а и улетучиваться через ленты 111, 112. Пар 195а будет улетучиваться через наружную ленту (то есть, ленту, наиболее отдаленную от барабана 121, которая является нижней (первой) лентой 112 в Фиг. 2), как показано стрелками B', и пар 195а будет улетучиваться через внутреннюю ленту (то есть, ленту, ближайшую к барабану 121, которая представляет собой верхнюю (вторую) ленту 111 в Фиг. 2) через каналы 129, как показано стрелками Bʺ. Выступы 128 могут быть отдельными выступами, или, как показано в Фиг. 2а, выступы 128 представляют собой ребра 128, которые пролегают по существу вдоль длины барабана 121 на его наружной окружной поверхности. Ребра 128 определяют каналы 129, которые также пролегают по существу вдоль длины барабана 121 на его наружной окружной поверхности. В альтернативной конфигурации, как показано в Фиг. 2b, выступы 128 включают ребра 128, размещенные по окружности (то есть, поперек длины барабана 121) на участке наружной окружной поверхности барабана 121 и вокруг него. Каналы 129 также пролегают по окружности на участке наружной окружной поверхности барабана 121 и вокруг него. Эта конфигурация является предпочтительной, поскольку во время работы сокращается напряжение сдвига между лентами 111, 112 и ребрами 128, по сравнению с конфигурацией ребер 128 в Фиг. 2а. Это, в свою очередь, сокращает износ барабана 121, ребер 128 и лент 111, 112. Более того, конфигурация ребер 128 в Фиг. 2b позволяет пару 195а улетучиваться из внутренней ленты, легко выходя через каналы 129, например, в области, где лента 111, 112 не контактирует с барабаном 121. Будет понятно, что ребра 128 и каналы 129 могут быть сформированы на отдельной гильзе 160, для чего барабан 121 приспособлен для вставления в гильзу 160. Этим будет обеспечиваться упрощение точного изготовления на заказ наружной окружной поверхности барабана 121, чтобы устройство 100 могло быть приспособлено к разнообразным условиям применения.
Фиг. 3 представляет вид в разрезе барабана 121 в еще одном варианте исполнения, где выступы 128 сформированы из материала, отличного от материала барабана 121. Это является благоприятным, так как это приводит к лучшим условиям заказного изготовления, где материал, образующий выступы 128, может иметь иные свойства по сравнению с материалом, образующим барабан 121. Например, выступы 128 могут быть изготовлены из материала, который может выдерживать высокие температуры (например, температуры, варьирующие от 100°С до 400°С), является устойчивым к износу и антиабразивным, тогда как барабан 121 может быть сделан из материала, который может выдерживать высокие температуры (например, температуры, варьирующие от 100°С до 400°С), и является достаточно прочным, чтобы противостоять сжатию. Материал, из которого формируются выступы 128, предпочтительно не является металлическим. Выступы 128 могут быть сформированы из материалов, которые включают, но не ограничиваются этим, керамические материалы, силиконовый полимер, и их композиты, и барабан 121 может быть сформирован из материалов, которые включают, но не ограничиваются этим, керамические материалы, стеклянные волокна, или их композиты. Выступы 128 утапливаются, встраиваются в наружную окружную поверхность барабана 121, и связываются/присоединяются к ней известными в технологии средствами, которые включают, но не ограничиваются этим, сварку. Как показано в Фиг. 3, выступы 128 имеют в общем кольцеобразное поперечное сечение, где по существу половина площади поперечного сечения выступов 128 погружена в барабан 121 вдоль его наружной окружной поверхности, и открытая половина выступов 128 приходит в контакт с лентами 111, 112 во время работы. Выступы 128 могут быть в форме ребер 128, как показано в Фиг. 2а и 2b.
Поверхности барабанов 121 предпочтительно является сплошными, то есть, не имеющими пазов и/или пор, чтобы индукционные нагревательные элементы 123 внутри барабанов 121 не были подвержены воздействию текучих сред, например, паров, выделяющихся из шлама 190, которые могли бы повреждать индукционные нагревательные элементы 123.
Возвращаясь к варианту исполнения в Фиг. 1, при работе дозатор 110 подает и распределяет шлам 190 на первой стороне 112' нижней ленты 112, первая сторона 111' верхней ленты 111 приходит в контакт со шламом 190, который удерживается между лентами 111, 112 сэндвичеобразно зажатым перед контактированием с первым обрабатывающим барабаном 121а. Когда достигается контакт с первым барабаном 121а, индукционные нагревательные элементы 123 индуцируют тепло в лентах 111, 112 посредством магнитных полей, генерируемых индукционными нагревательными элементами 123. Тепло предпочтительно генерируется одновременно в обеих лентах 111, 112. Однако было бы понятно, что тепло в верхней ленте 111 может генерироваться быстрее, чем тепло в нижней ленте 112, поскольку верхняя лента 111 находится ближе к индукционным нагревательным элементам по сравнению с нижней лентой 112. В такой ситуации скорость удаления текучих сред (например, испарение влаги) в верхней ленте может быть более высокой, чем в нижней ленте 112. В то время как шлам 190, удерживаемый между лентами 111, 112, проходит по дуге наружной окружной поверхности обрабатывающих барабанов 121, шлам 190 сдавливается вследствие радиального смещения, воздействия повышенного давления и сдвиговой нагрузки на шлам 190, приводящих к более высокой уплотненности и повышенной площади контакта с лентами 111, 112. Если использовать обрабатывающий барабан 121а в качестве примера, то при работе нижняя лента 112 своей первой стороной 112' прижимает шлам 190 и верхнюю ленту 111 к наружной окружной поверхности указанного обрабатывающего барабана 121а, тем самым сдавливая и уплотняя шлам 190. Механизм прижатия лент 111, 112 к наружной окружной поверхности обрабатывающих барабанов 121 достигается натяжением лент 111, 112 пневмоцилиндрами 113 и приемными валиками 114. Пневмоцилиндры 113 и приемные валики 114 могут сохранять или варьировать натяжение лент 111, 112, и влиять на уплотнение шлама 190.
В начале процесса сушки текучие среды внутри шлама 190 испаряются путем теплопроводности, будучи в контакте с первыми сторонами 111', 112' нагретых лент 111, 112. Когда текучие среды нагреваются глубже от поверхности шлама (например, при испарении влаги), на поверхности шлама создаются области низкого давления, которые будут вызывать движение текучих сред из внутренних частей шлама 190 на поверхность шлама 190 в контакте с первыми сторонами 111', 112' лент 111, 112 под действием капиллярного давления.
После первого обрабатывающего барабана 121а ленты 111, 112 и шлам 190 перемещаются ко второму обрабатывающему барабану 121b и индукционным нагревательным элементам 123. На этой стадии тепло опять генерируется индукционными нагревательными элементами 123 в лентах 111, 112, и текучие среды внутри шлама 190 разогреваются подобно процессу сушки, как описано выше для первого обрабатывающего барабана 121а.
Подобные процессы нагревания и высушивания продолжаются на последующих третьем и четвертом обрабатывающих барабанах 121с, 121d. Когда бóльшая часть текучих сред внутри шлама 190 улетучивается при нагревании, например, в результате испарения в процессе испарения, шлам 190 становится тоньше, что позволяет теплу лучше проникать в центр шлама 190.
Число обрабатывающих барабанов может быть увеличено или сокращено в зависимости от условий применения и эксплуатационных требований. Скорость перемещения лент 111, 112 и температура, создаваемая в лентах 111, 112 индукционными нагревательными элементами 123, могут регулироваться, что позволяет пользователю легко конфигурировать устройство 100 для достижения желательной сухости вещества (например, шлама 190) в конце процесса сушки. Температура сушки и продолжительность высушивания представляют собой два основных параметра для достижения оптимального высушивания вещества. Для сушки неорганического шлама, такого как шлам гидроксида металла, была бы предпочтительной короткая продолжительность высушивания с высокими температурами сушки около 200°С-400°С, где были бы достаточными от двух до четырех обрабатывающих барабанов 121. Для высушивания определенных пищевых веществ была бы предпочтительной более длительная продолжительность высушивания с низкими температурами сушки около 100°С-200°С, где были бы достаточными четыре или более обрабатывающих барабанов 121.
Непосредственно после процесса сушки шлам 190 является горячим, и текучие среды, такие как влага и водяной пар, остаются налипшими на поверхности высушенного шламового брикета 191. Для дополнительного повышения сухости шламового брикета 191 непосредственно после процесса сушки размещается вентилятор 130 для удаления влаги. Вентилятор 130 для удаления влаги включает два вытяжных колпака 131, которые размещаются в непосредственной близости к лентам 111, 112. На впускных патрубках вытяжных колпаков 131 установлены воздуходувки 132, которые создают воздушную тягу поперек поверхности шламового брикета 191, удаляя тем самым текучие среды, налипшие на поверхность шламового брикета 191, и выпускают их в вытяжной колпак 134 сушильного устройства 100 через трубопроводы 133. При удалении текучих сред с поверхности шламового брикета 191 предотвращается повторное поглощение обратно текучих сред высушенным шламовым брикетом.
Вытяжной колпак 134, размещенный на верху сушильной камеры 120, соединен с вытяжным вентилятором (не показан). Пар и газы, образованные и собравшиеся во время процесса сушки, удаляются через вытяжной колпак 134 для последующей обработки.
Высушенный шламовый брикет 191 проходит до разгрузочной станции 140 на конце сушильного устройства 100, где две щетки 141 с механическим приводом предусмотрены для того, чтобы счищать высушенный шлам 191 с лент 111, 112, и также одновременно очищать ленты 111, 112. Шламовый брикет 191 был бы измельчен на мелкие кусочки 192 при снятии его щетками, в частности, кусочки в форме «блинчиков», и в конце концов будет падать в разгрузочный желоб 142. Мелкие кусочки шламового брикета 192 увеличивают общую площадь поверхности для дополнительного испарения остаточных текучих сред, в результате чего улучшается сухость готового шламового брикета.
Во втором варианте осуществления настоящего изобретения, как показано в Фиг. 4, сушильное устройство 200 включает сушильную камеру 220, имеющую обрабатывающие барабаны 221 и индукционные нагревательные элементы 223. В этом варианте исполнения индукционные нагревательные элементы 223 размещаются вблизи и вокруг участка наружной окружной поверхности обрабатывающих барабанов 221. Сушильное устройство 200 действует подобным образом, как сушильное устройство 100, за исключением того, что при работе ленты 211, 212 движутся или продвигаются между индукционными нагревательными элементами 223 и обрабатывающими барабанами 221. Индукционные нагревательные элементы 223 будут индуцировать тепло в лентах 211, 212 с помощью магнитных полей, генерируемых индукционными нагревательными элементами 223. Тепло предпочтительно генерируется одновременно в обеих лентах 211, 212. Однако было бы понятно, что тепло в ленте, более близкой к индукционным нагревательным элементам 223, может индуцироваться с большей скоростью, по сравнению с теплом в ленте, более отдаленной от индукционных нагревательных элементов 223. В такой ситуации скорость удаления текучих сред (например, испарение влаги) в одной ленте (то есть, ленте, которая нагревается быстрее) может быть более высокой, чем в другой ленте.
Фиг. 5 представляет увеличенный вид в разрезе барабана 221, лент 211, 212 и шлама 290 фиг. 5. Индукционные нагревательные элементы 223 размещены вблизи и вокруг участка наружной окружной поверхности обрабатывающего барабана 221. Расстояние между индукционными нагревательными элементами 223 и лентами 211, 212 может регулироваться (D) индивидуально для получения желательных результатов сушки. В зависимости от условий применения и эксплуатационных требований, это расстояние может варьировать. Это расстояние также может быть предварительно заданным так, что как только определено оптимальное расстояние, это расстояние между индукционными нагревательными элементами 223 и лентами 211, 212 изменяться не будет.
Когда в лентах 211, 212 индуцируется тепло, текучие среды, такие как влага, вытесняются из шлама 290. Пар 295а на наружной стороне шлама 290 улетучивается через самую наружную ленту 212 (было бы понятно, что это будет зависеть от того, относительно какого обрабатывающего барабана 221 позиционированы ленты 211, 212) через пазы/поры в ленте 212, как показано стрелками C', и пар 295а на внутренней стороне шлама 290, ближайшей к обрабатывающему барабану 221, улетучивается через самую внутреннюю ленту, например, ленту 211, через пазы/поры ленты 211 и пазы или поры 222 в стенке обрабатывающего барабана 221, как показано стрелками Cʺ.
Фиг. 5а и 5b показывают первый и второй вариант исполнения обрабатывающего барабана 221 из Фиг. 4. На Фиг. 5а обрабатывающий барабан 221 имеет окружную поверхность 224 с серией пазов 222. Пазы 222 обеспечивают возможность улетучивания пара, газов и/или влаги из участка шлама 290, ближайшего к барабану 221. На Фиг. 5b обрабатывающий барабан 221 имеет стержни 226, которые присоединены к наружным фланцам 227 на предварительно определенных расстояниях для создания пазов 22 на окружной поверхности обрабатывающего барабана 221, которые обеспечивают улетучивание пара, газов и/или влаги из участка шлама 290, ближайшего к барабану 221. Барабан 221 может быть вмонтирован в устройство 200 посредством шпинделя или вала 225. Барабан 221 может вращаться вокруг своей центральной оси, которая пролегает продольно через шпиндель или вал 225.
Барабан 221 предпочтительно изготовлен по существу из неметаллического материала, который включает, но не ограничивается этим, керамические материалы и их композиты. По меньшей мере один цилиндрический участок барабанов 221, с которым ленты 211, 212 будут в контакте во время работы устройства 200, предпочтительно изготовлен из неметаллического материала. Даже более предпочтительно, если обрабатывающие барабаны 221 не включают металл вообще. Отсутствие металла или минимальное количество металла в обрабатывающих барабанах 221 будет обеспечивать то, что индукционные нагревательные элементы 223 не будут индуцировать ненужное тепло в барабанах 221. Этим будет обеспечиваться более эффективная передача энергии и использование энергии устройством 200, поскольку индукционные нагревательные элементы 223 будут индуцировать тепло только в лентах 211, 212 для нагревания шлама 290.
В третьем варианте осуществления настоящего изобретения, как показано на Фиг. 6, сушильное устройство 300 включает сушильную камеру 320, имеющую обрабатывающие барабаны 321 и индукционные нагревательные элементы 323. В этом варианте исполнения индукционные нагревательные элементы 323 не размещаются у наружной окружности обрабатывающих барабанов 321 и вокруг них, но вместо этого индукционные нагревательные элементы 323 размещены вдоль и вблизи вторых сторон 311ʺ, 312ʺ лент 311, 312, между соседними обрабатывающими барабанами 321. В этой конфигурации шлам 390 подвергается последовательному нагреванию обеими лентами 311, 312, и сжатию лентами 311, 312 и обрабатывающими барабанами 321. Наличие по меньшей мере одного индукционного нагревательного элемента 323 в этой конфигурации является предпочтительным потому, что высушивание может происходить на обеих сторонах шлама 390, что позволяет всякий раз обрабатывать более толстый шлам. Поэтому достигается повышение производительности обработки шлама. Нагревание поверхностей шлама 390 в контакте с первыми сторонами 311', 312' лент 311, 312 происходит в одно и то же время, поскольку тепло одновременно индуцируется в лентах 311, 312 индукционными нагревательными элементами 323, размещенными по обе стороны от лент 311, 312. Однако было бы понятно, что серия индукционных нагревательных элементов 323, размещенных только с одной стороны относительно лент, может быть достаточной для одновременного индуцирования тепла в обеих лентах 311, 312. Кроме различий между сушильной камерой 320, сушильной камерой 220 и сушильной камерой 120, как описанных выше, сушильное устройство 300 действует в таком же режиме, как сушильное устройство 100 и сушильное устройство 200.
Четвертый вариант осуществления настоящего изобретения представлен в Фиг. 7, где сушильное устройство 400 включает одну бесконечную фильтрационную ленту 412, которая продвигается вокруг обрабатывающего барабана 421. Лента 412 выполнена из металла, который включает, но не ограничивается этим, алюминий, медь, латунь, железо, сталь, их сплавы и композиты. Было бы понятно, что материал, выбранный для формирования ленты 412, включает резистивный материал, который обеспечивает эффективное выделение тепла в результате индукции, и проводящий материал, который обеспечивает возможность по существу равномерного распределения тепла. Лента 412 предпочтительно имеет поры и/или пазы. Лента 412 предпочтительно изготовлена из тонкой металлической проволоки, где лента 412 является пористой с очень малым размером пор. Лента 412 предпочтительно является пористой, чтобы магнитные поля и возбужденные токи, генерированные индукционными нагревательными элементами 423, могли эффективно пронизывать ленту 412 и эффективно нагревать ленту 412. Однако, в зависимости от варианта применения, было бы понятно, что лента 412 может быть изготовлена из другого пригодного материала, такого как синтетические ткани, которые могут содержать такой материал, как металл, чтобы обеспечивать индукцию тепла индукционными нагревательными элементами 423 в ленте 412. Лента 412 имеет первую сторону 412' и вторую сторону 412ʺ.
Обрабатывающий барабан 421 предпочтительно выполнен по существу из неметаллического материала, который включает, но не ограничивается этим, керамические материалы, стеклянные волокна, и их композиты. Барабан 421 предпочтительно включает слой металла (не показан) на его наружной окружной поверхности. Слой металла может представлять собой гильзу, для вставления в которую приспособлен барабан 421. Слой металла будет обеспечивать возможность индукции тепла только на наружной окружной поверхности барабана 421, для нагревания шлама 490, который находится в контакте с барабаном 421. Наружная окружная поверхность барабана 421 может включать выступы (не показаны), подобные выступам 128 в Фиг. 2, 2а, 2b и 3.
Во время работы лента 412 натягивается двумя пневмоцилиндрами 413, соединенными с концами вала приемного валика 414. Обрабатывающий барабан 421 может вращаться вокруг своей собственной центральной оси. Двигатель (не показан) вращает обрабатывающий барабан 421, который, в свою очередь, перемещает и продвигает ленту 412 вместе с поступившим шламом 490 через сушильную камеру 420. Было бы понятно, что лента 412 может приводиться в движение еще одним барабаном, который не является обрабатывающим барабаном 421, или любым другим подходящим устройством. Также было бы понятно, что для перемещения и продвижения ленты 412 может быть применено только одно приводное устройство. Дозатор 410 подает и распределяет шлам 490 на первой стороне 412' ленты 412.
Индукционные нагревательные элементы 423 позиционированы внутри обрабатывающего барабана 421, вокруг участка внутренней окружной поверхности, и также снаружи обрабатывающего барабана 421, вблизи и вокруг участка наружной окружной поверхности. Было бы понятно, что участок внутренней и наружной окружных поверхностей, где размещены индукционные нагревательные элементы 423, может быть значительным участком, благодаря чему индукционные нагревательные элементы 423 покрывают бóльшую часть внутренней и наружной окружных поверхностей. Индукционные нагревательные элементы 423 соединены с источником высокочастотного электрического тока (не показан). Магнитные поля и наведенные токи создаются индукционными нагревательными элементами 423. Применение индукционных нагревательных элементов 423 позволяет очень быстро достигать рабочей температуры сушильного устройства 400 от комнатной температуры, в пределах нескольких секунд, и также позволяет очень быстро охлаждать сушильное устройство 400, в течение нескольких минут, чему может содействовать известное в технологии охлаждающее устройство, например, вентилятор или воздуходувка. Лента 412 и обрабатывающий барабан 421 находятся в непосредственной близости к индукционным нагревательным элементам 423, поэтому лента 412 и слой металла на барабане 421 нагреваются посредством индукции действием магнитных полей от индукционных нагревательных элементов 423. В зависимости от условий применения, число индукционных нагревательных элементов 423 может варьировать.
В то время как шлам 490, который удерживается сэндвичеобразно зажатым между лентой 412 и обрабатывающим барабаном 421, продвигается вокруг дуги окружной поверхности обрабатывающего барабана 421, лента 412 своей первой стороной 412' прижимает шлам 490 к наружной окружной поверхности обрабатывающего барабана 421 так, что шлам 490 сдавливается вследствие радиального смещения, воздействия повышенного давления и сдвиговой нагрузки на шлам 490, приводящих к более высокой уплотненности и повышенной площади контакта с лентой 412 и обрабатывающим барабаном 421. Механизм прижатия ленты 412 к наружной окружной поверхности обрабатывающего барабана 421 достигается натяжением ленты 412 пневмоцилиндрами 413 и приемными валиками 414. Пневмоцилиндры 413 и приемные валики 414 могут сохранять или варьировать натяжение ленты 412, и влиять на уплотнение шлама 490.
Тепло, индуцированное в ленте 412 и в слое металла на барабане 421, непосредственно передается на уплотненный поступивший шлам 490, и влага внутри шлама испаряется.
В начале и во время процесса сушки текучие среды внутри шлама 490 в контакте с первой стороной 412' ленты 412 и слоем металла на наружной окружной поверхности обрабатывающего барабана 421, удаляются путем теплопроводности. Когда текучие среды нагреваются и улетучиваются на поверхности шлама (например, испарением влаги), на поверхности шлама создаются области низкого давления, которые будут вызывать движение текучих сред из внутренних частей шлама 490 на поверхность шлама 490 в контакте с первой стороной 412' ленты 412 и слоем металла на обрабатывающем барабане 421 под действием капиллярного давления.
В конце процесса сушки высушенный шлам на обрабатывающем барабане 421 счищается с обрабатывающего барабана 421 с помощью барабанного скребка 445 и щетки 441 с механическим приводом для сметания шлама 490 на первой стороне 412' ленты 412. Конечный высушенный шлам 492 падает в шнековый конвейер 446 и выгружается из стороны сушильного устройства 400.
Должно быть понятно, что вышеуказанные варианты исполнения были представлены только в порядке пояснения примером этого изобретения, так, как подробно указано ниже, и что дополнительные модификации и усовершенствования его, какие были бы очевидными квалифицированным специалистам в данной области технологии, считаются находящимися в пределах широкой области и границ настоящего описанного изобретения. В частности, нижеследующие дополнения и/или модификации могут быть сделаны без выхода за пределы области изобретения:
- Вентилятор для удаления влаги может быть исключен в зависимости от условий применения и эксплуатационных требований, или он может быть заменен еще одним подходящим устройством или установкой.
- Диаметр обрабатывающих барабанов и, соответственно, окружность поперечного сечения обрабатывающих барабанов, может варьировать в зависимости от условий применения и эксплуатационных требований.
- Натяжение лент не обязательно должно достигаться только пневмоцилиндрами и приемными валиками, и может достигаться другими подходящими средствами, известными в технологии.
- Число пневмоцилиндров и приемных валиков в сушильном устройстве будет зависеть от условий применения и эксплуатационных требований.
- Ширина лент (расстояние от одного конца ленты до ее другого конца, где указанное расстояние является перпендикулярным направлению, в котором лента движется) может быть равной или меньшей, чем длина обрабатывающих барабанов, то есть, расстояние от одного конца обрабатывающего барабана до другого конца вдоль центральной оси, вокруг которой вращается обрабатывающий барабан.
Кроме того, хотя обсуждались индивидуальные варианты исполнения, должно быть понятно, что изобретение также охватывает комбинации вариантов осуществления, которые обсуждались.
Описанное здесь изобретение может включать один или многие диапазоны значений (например, расстояния и температуры). Диапазон значений будет пониматься как включающий все значения внутри диапазона, в том числе значения, определяющие диапазон, и значения, смежные с диапазоном, которые приводят к такому же или по существу такому же итогу, как и значения, непосредственно смежные с тем значением, которое определяет границу диапазона.
Реферат
Изобретение относится к устройствам и способам сушки веществ, в частности к сушке выпариванием шлама. Устройство 100 для сушки вещества 190 содержит по меньшей мере один барабан 121, вращающийся вокруг центральной оси, первую ленту 112, имеющую первую сторону 112' и вторую сторону 112'', причем первая сторона 112' первой ленты 112 выполнена с возможностью размещения вещества 190, и множество индукционных нагревательных элементов 123, размещенных для индуцирования тепла в первой ленте 112 для нагревания вещества 190, причем при работе первая лента 112 своей первой стороной 112' прижимает вещество 190 к участку наружной окружной поверхности барабана 121 и вещество 190 нагревается для удаления из вещества 190 жидкостей. Изобретение обеспечивает снижение содержания влаги в обработанном шламе, повышение качества конечных продуктов, сокращение занимаемой устройствами площади. 3 н. и 32 з.п. ф-лы, 7 ил.
Комментарии