Способ нанесения материала для пайки на металлическую сотовидную матрицу, металлическая сотовидная матрица и способ ее изготовления - RU2581291C2
Код документа: RU2581291C2
Чертежи
Описание
Область техники
В общих чертах, изобретение относится к способу для нанесения материала для пайки на металлическую сотовидную матрицу, способу изготовления металлической сотовидной матрицы и к металлической сотовидной матрице.
Предшествующий уровень техники
Металлические сотовидные матрицы, которые обычно применяют как подложки катализаторов систем очистки выхлопных газов транспорта, имеют корпус с двумя открытыми торцами, часто в цилиндрической форме, и сотовидной сердцевиной внутри корпуса. Сотовидная сердцевина, как правило, сконструирована укладкой и скручиванием гладких и гофрированных металлических листов.
Гладкие и гофрированные металлические листы или фольга, так же как и сотовидная сердцевина и корпус, обычно соединяются вместе посредством материала для пайки, например техническими способами вакуумной пайки.
В текущих опубликованных технологиях раскрыто много способов нанесения материалов для пайки и для конструирования металлических сотовидных матриц. Способы, описанные в заявках на патент US 2001/0013390 A1, US 2004/0217149 A1, US 2005/0092779 A1 и US 2007/0040004 A1, включают отдельное нанесение связывающего вещества и паяльного порошка, то есть нанесение связывающего вещества перед скручиванием гладких и гофрированных металлических листов или фольги, с последующим нанесением паяльного порошка после скручивания или выравнивания, после того как сотовидная сердцевина была включена в корпус, который будет закреплен на металлические стенки связывающим веществом. Однако такие способы отдельного нанесения связывающего вещества и паяльного порошка имеют следующие недостатки. Поскольку порошковый материал для пайки обычно неоднородно распределен в связывающем веществе, металлические листы или фольга недостаточно плотно припаяны, и соответственно сотовидная матрица может иметь плохую термостойкость. Кроме того, эти способы включают очень много этапов и определение размеров с последующим легким закручиванием, приводящим к неплотному закручиванию, которое будет влиять на качество последующей сварки.
Патент US 4,521,947 раскрывает способ, в котором гладкие и гофрированные стальные листы сначала закручивают, чтобы сформировать цилиндрический сотовидный элемент, и после этого наносят другую легкоплавкую припойную пасту, включающую легкоплавкий припойный порошок и связывающий агент с подходящей вязкостью, валиком, на один или оба торца законченного сотовидного элемента или вводят предварительно определенное количество легкоплавкого припоя пистолетом для введения легкоплавкого припоя на один торец законченного сотовидного элемента. Однако валик может распределить легкоплавкую припойную пасту только на торцы сотовидного элемента, но не на середину области соты. Дополнительно, способ затруднен, чтобы обеспечить однородность распределения легкоплавкой припойной пасты и чтобы нанести пасту на желаемые области.
CN 2861504 Y раскрывает металлическую сотовидную матрицу для катализатора очистки выхлопных газов, который содержит плоскую пластину и волнистую пластину, прикрепленные друг к другу. Указанную металлическую соту строят, сначала размещая паяльные полоски на верхних поверхностях плоских и волнистых пластин, попарно выравнивая верхние и нижние легкоплавкие припойные полоски, и потом закручивая или укладывая их в сотовидную сердцевину. Однако проблема со способом применения легкоплавких припойных полосок состоит в том, что область, покрытая материалом пайки твердым припоем, вся не применяется для пайки твердым припоем, что, с одной стороны, приводит к загрязнению материалов для пайки, и с другой стороны, остаточный материал для пайки может уменьшить область ячеек внутри матрицы, снизить поток газа и увеличить противодавление.
Поэтому у текущих опубликованных технологий есть технические недостатки, и они не могут обеспечить металлические сотовидные матрицы со свойством хорошей термостойкости. Технические недостатки также включают сверхбольшое количество этапов, загрязнение материалов для пайки и уменьшение ячеистой области внутри матрицы.
Чтобы преодолеть проблемы текущих опубликованных технологий, новые способы все еще необходимы для того, чтобы легко изготовить сотовидную матрицу.
Краткое изложение раскрытия изобретения
Настоящее изобретение включает способ нанесения материала для пайки на металлическую сотовидную матрицу, способ изготовления металлической сотовидной матрицы и металлическую сотовидную матрицу, полученную способом настоящего изобретения. Чтобы быть особым, настоящее изобретение включает следующие объекты:
1. Способ нанесения материала для пайки на металлическую сотовидную матрицу, имеющую два открытых торца, которая включает металлический корпус и металлическую сотовидную сердцевину, сконструированную укладкой и скручиванием гладких и гофрированных металлических листов, включающий этапы
а) нанесения материала для пайки в форме пасты, то есть, паяльной пасты, на один торец металлической сотовидной матрицы;
в) распределение паяльной пасты на металлической сотовидной матрице.
2. Способ согласно вышеупомянутому 1, в котором паяльную пасту наносят в заранее определенном количестве на этапе а).
3. Способ согласно вышеупомянутому 1 или 2, в котором паяльную пасту наносят покрытием, таким как покрытие, наносимое кистью, покрытие, наносимое ножевым устройством, покрытие обмазыванием или покрытие, наносимое распылением или применяя впрыскиватель или шприц-машину на этапе а).
4. Способ согласно одному из 1-3, в котором паяльную пасту распределяют на контактных соединениях гофрированных листов и гладких листов и/или корпуса на этапе в).
5. Способ согласно любому из вышеупомянутых 1-4, в котором паяльная паста присутствует на заранее определенном участке на металлической сотовидной матрице.
6. Способ согласно любому из вышеупомянутых 1-5, в котором этап в) осуществляют с помощью продувки струей воздуха или центрифугирования.
7. Способ согласно вышеупомянутому 6, в котором продувку струей воздуха осуществляют, применяя сжатый воздух.
8. Способ согласно вышеупомянутому 6 или 7, в котором продувку струей воздуха осуществляют в течение от 2 до 10 секунд под давлением газа от 0.2 до 0.6 МПа избыточного давления.
9. Способ согласно вышеупомянутому 6, в котором центрифугирование осуществляют в течение от 2 до 10 секунд при скорости от 200 до 2000 об/мин.
10. Способ согласно любому из вышеупомянутых 1-9, в котором паяльную пасту распределяют в несимметричной форме, в форме подобной боеголовке или в форме полного распределения.
11. Способ согласно любому из вышеупомянутых 1-10, дополнительно включающий этап предварительной очистки металлической сотовидной матрицы перед этапом а).
12. Способ согласно любому из вышеупомянутых 1-11, дополнительно содержащий, между этапами а) и в), следующий этап:
б) металлическая сотовидная матрица остается стоять, чтобы дать возможность нанесенной паяльной пасте двигаться от торца, на который паяльную пасту сначала нанесли к другому торцу под действием силы притяжения.
13. Способ согласно вышеупомянутому 12, в котором металлическую сотовидную матрицу оставляют стоять в течение от 1 до 30 минут на этапе б).
14. Способ согласно вышеупомянутому 12 или 13, в котором металлическую сотовидную матрицу размещают вертикально или наискось на этапе б).
15. Способ согласно любому из вышеупомянутых 1-14, в котором указанная паяльная паста включает порошок для пайки и связывающее вещество, и имеет содержание твердых частиц от 15 до 60 мас.%.
16. Способ согласно любому из вышеупомянутых 1-15, в которых указанная паяльная паста является BNi-2 или BNi-5 или BNi-7 или другими мягкими материалами для пайки.
17. Способ изготовления металлической сотовидной матрицы с двумя открытыми торцами, которая включает металлический корпус и сотовидную сердцевину, конструированную укладкой и скручиванием гладких и гофрированных металлических листов, включающий этапы:
(1) нанесения материала для пайки на металлическую сотовидную матрицу согласно любому способу из вышеупомянутых 1-16;
(2) и пайки металлической сотовидной матрицы, включающей материал для пайки.
18. Способ согласно вышеупомянутому 17, в котором этап (2) осуществляют пайкой в вакууме.
19. Способ согласно вышеупомянутому 18, в котором указанная пайка в вакууме включает, при условиях от 1*10-3-2*10-2 Па, повышение температуры от 950 до 1200°C и удерживание при указанной температуре от 10 до 30 минут.
20. Металлическая сотовидная матрица, полученная способом согласно любому из вышеупомянутых 16-18.
Краткое описание Фигур
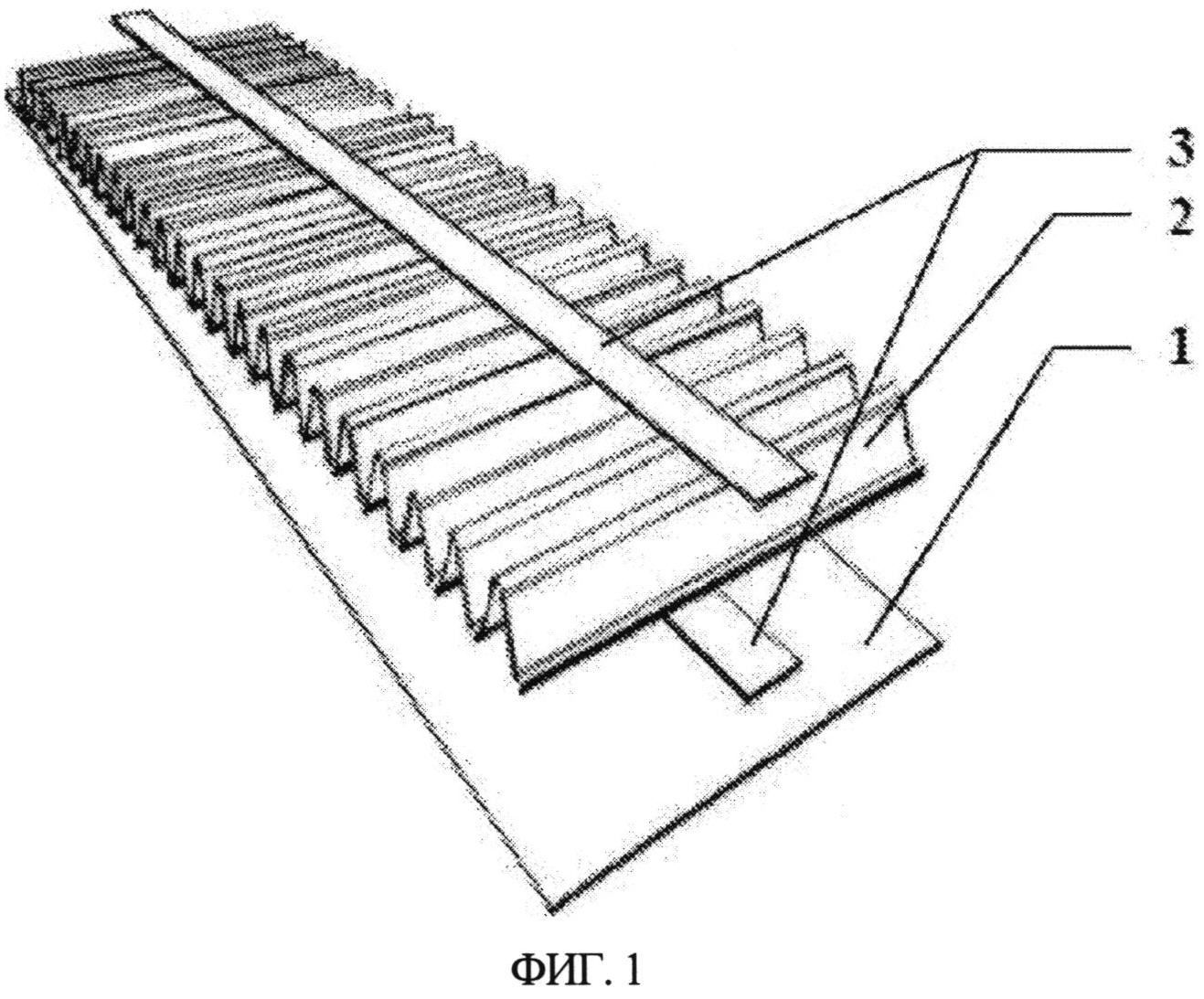
Фиг. 1 показывает способ в предыдущем уровне техники для изготовления металлической сотовидной матрицы применением паяльных полосок.
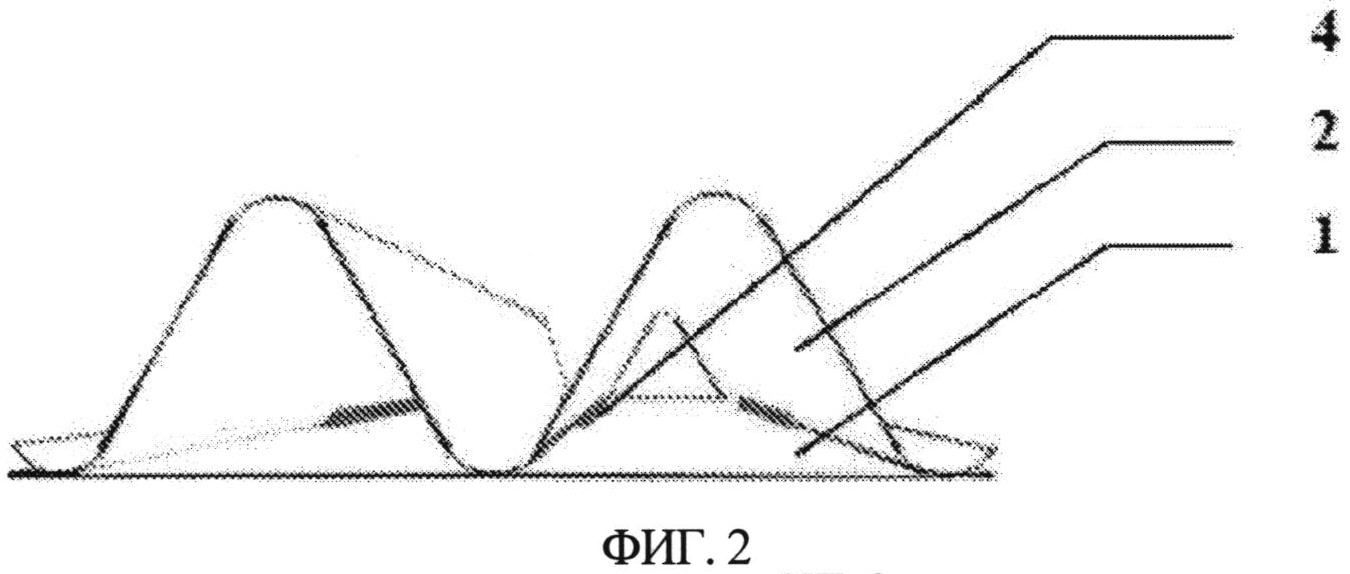
Фиг. 2 показывает распределение легкоплавкого припоя на металлической сотовидной матрице, главным образом, на сварочных швах, в настоящем изобретении.
Фиг. 3 показывает вариант осуществления нанесения паяльной пасты в способе настоящего изобретения.
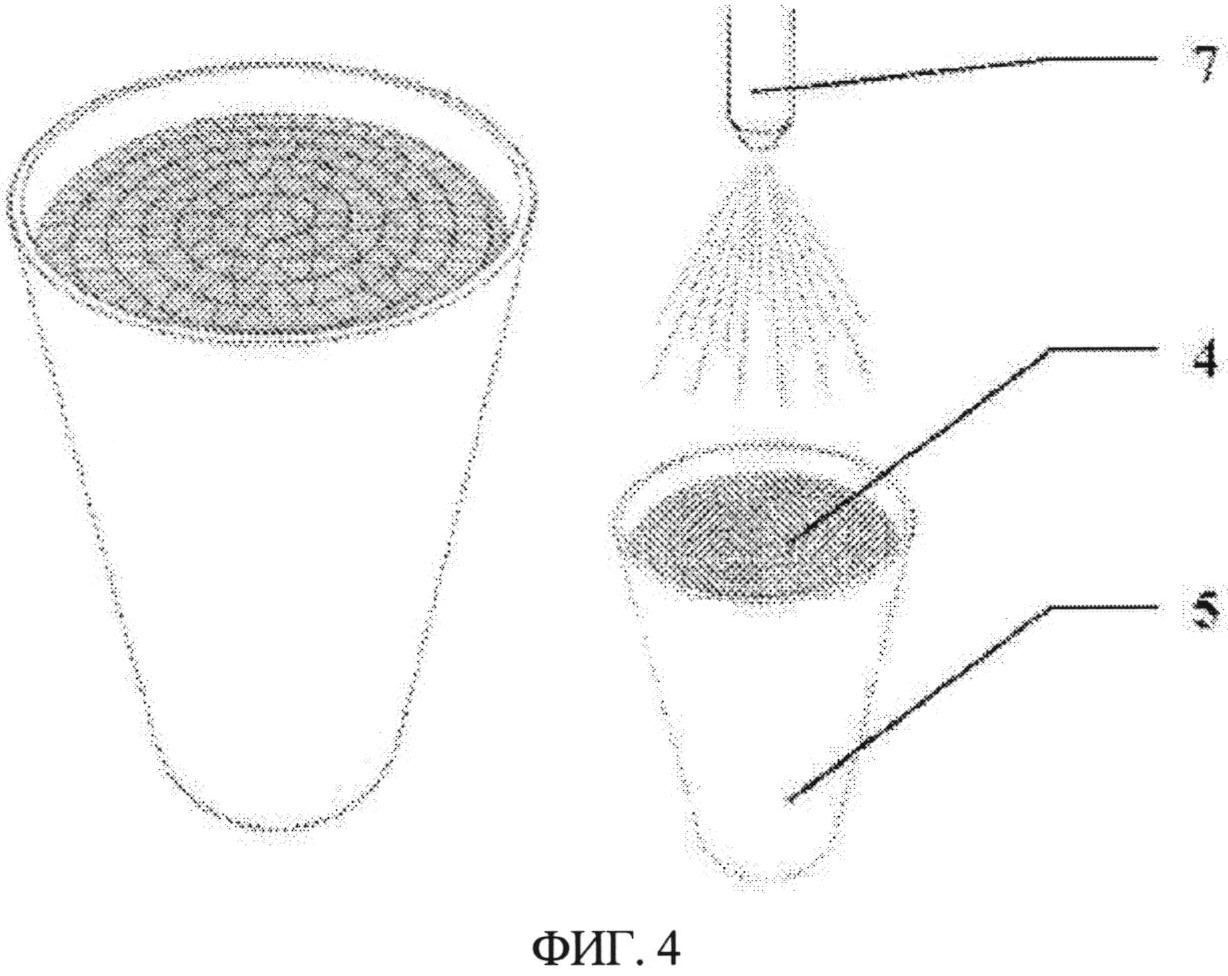
Фиг. 4 показывает вариант осуществления продувки струей воздуха, применяемой в способах настоящего изобретения.
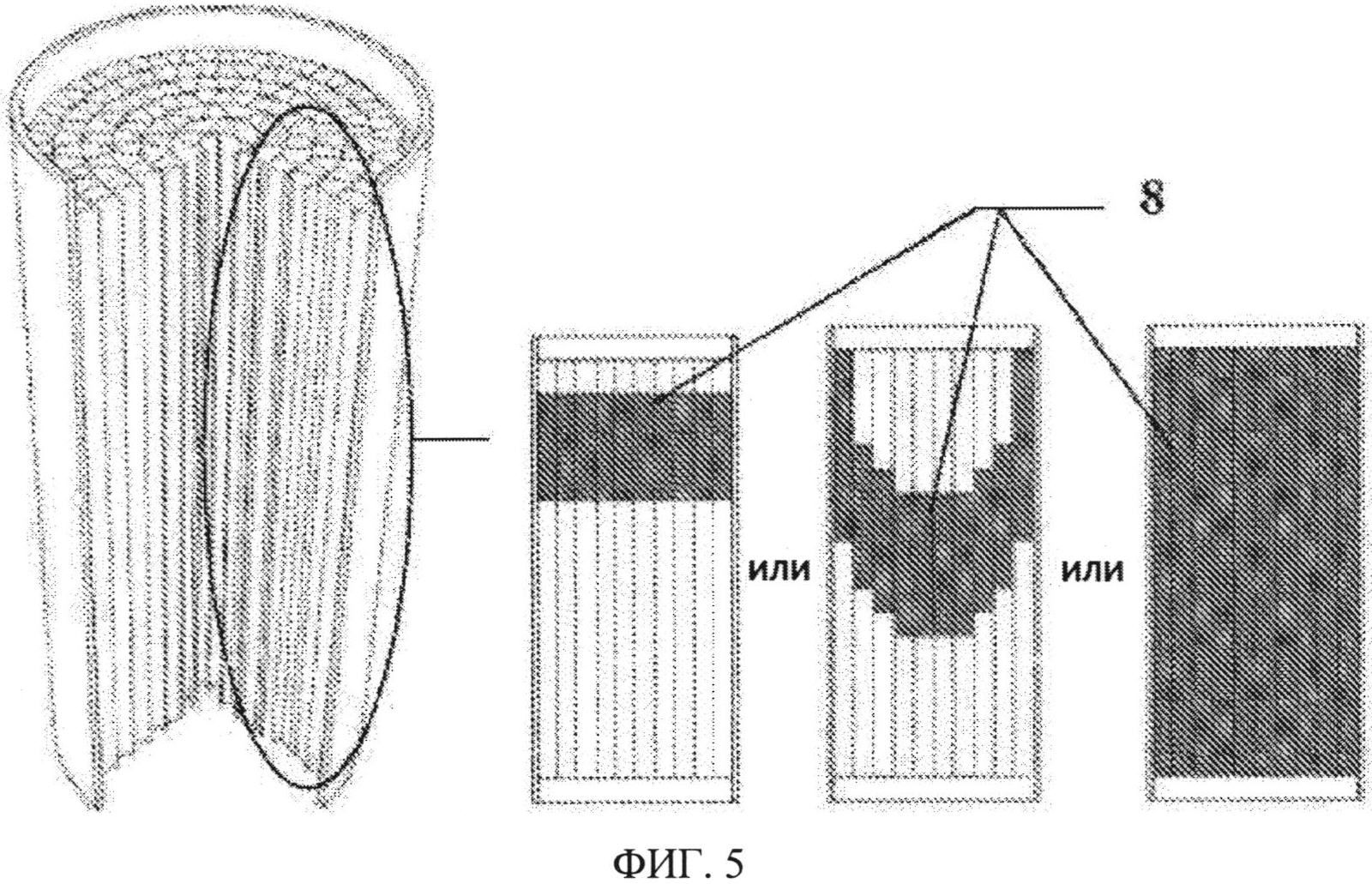
Фиг. 5 иллюстрируют распределение паяльной пасты в осевом сечении металлической сотовидной матрицы настоящего изобретения.
Фиг. 6, Фиг. 7 и Фиг. 8 дают три типа распределения паяльной пасты в настоящем изобретении, в которых Фиг. 6 иллюстрирует распределение в несимметричной форме. Фиг. 7 иллюстрирует распределение в форме, подобной боеголовке и Фиг. 8 иллюстрирует полное распределение.
Фиг. 9 показывает способ изготовления металлической сотовидной матрицы в Сравнительном Примере.
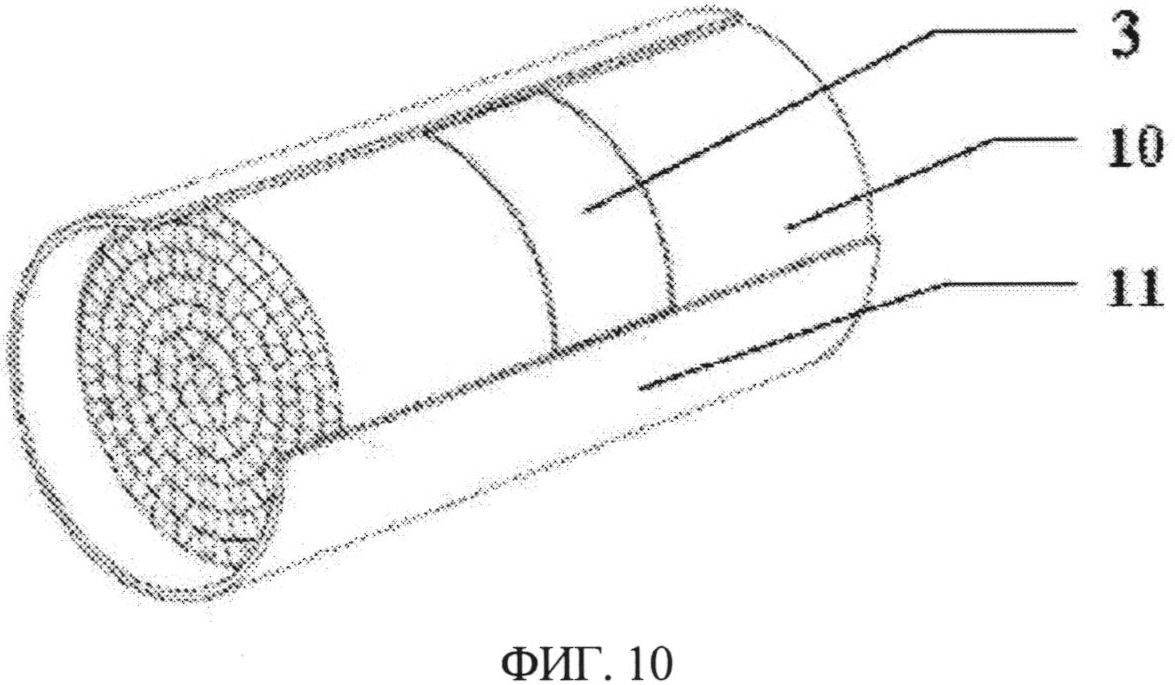
Фиг. 10 показывает структуру металлической сотовидной матрицы в Сравнительном Примере.
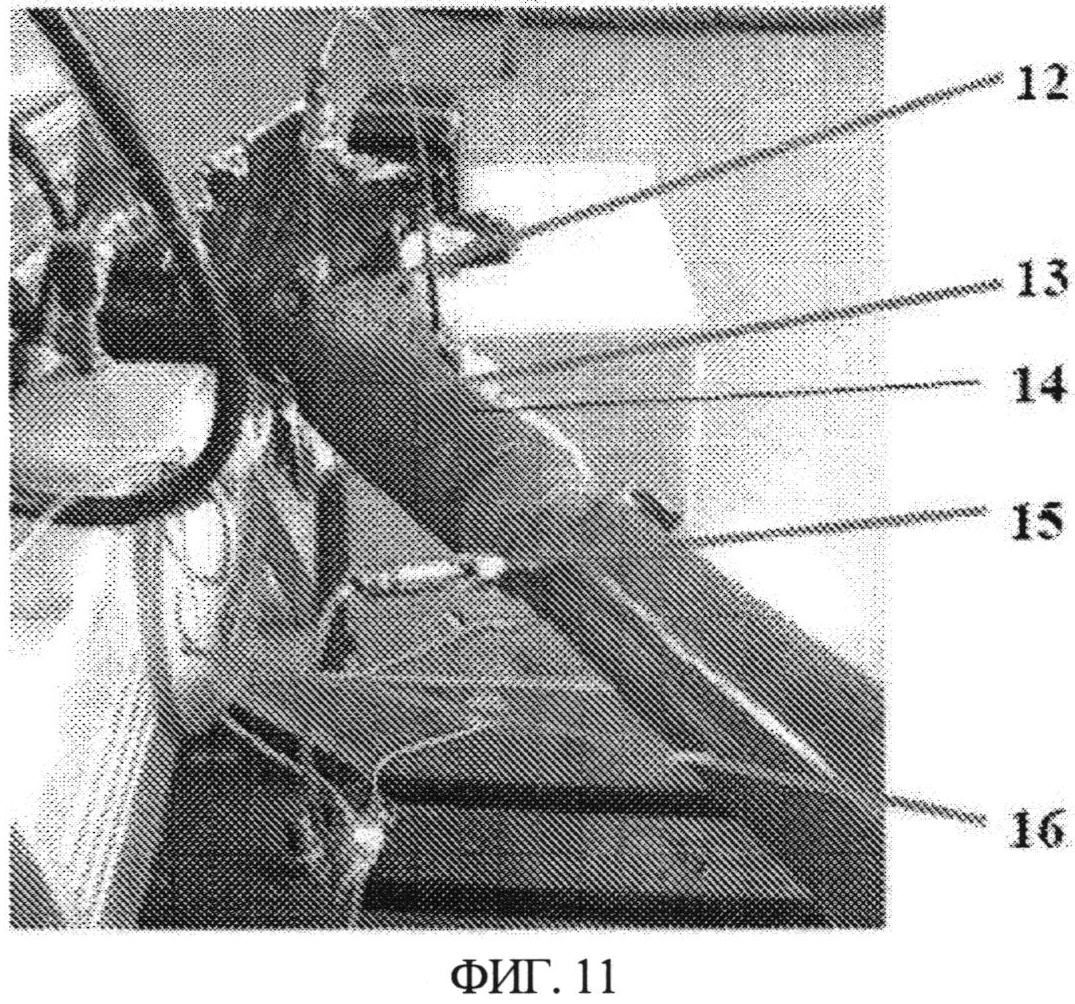
Фиг. 11 показывает реакцию, применяемую в Тесте Производительности, и Сравнительный Пример 1.
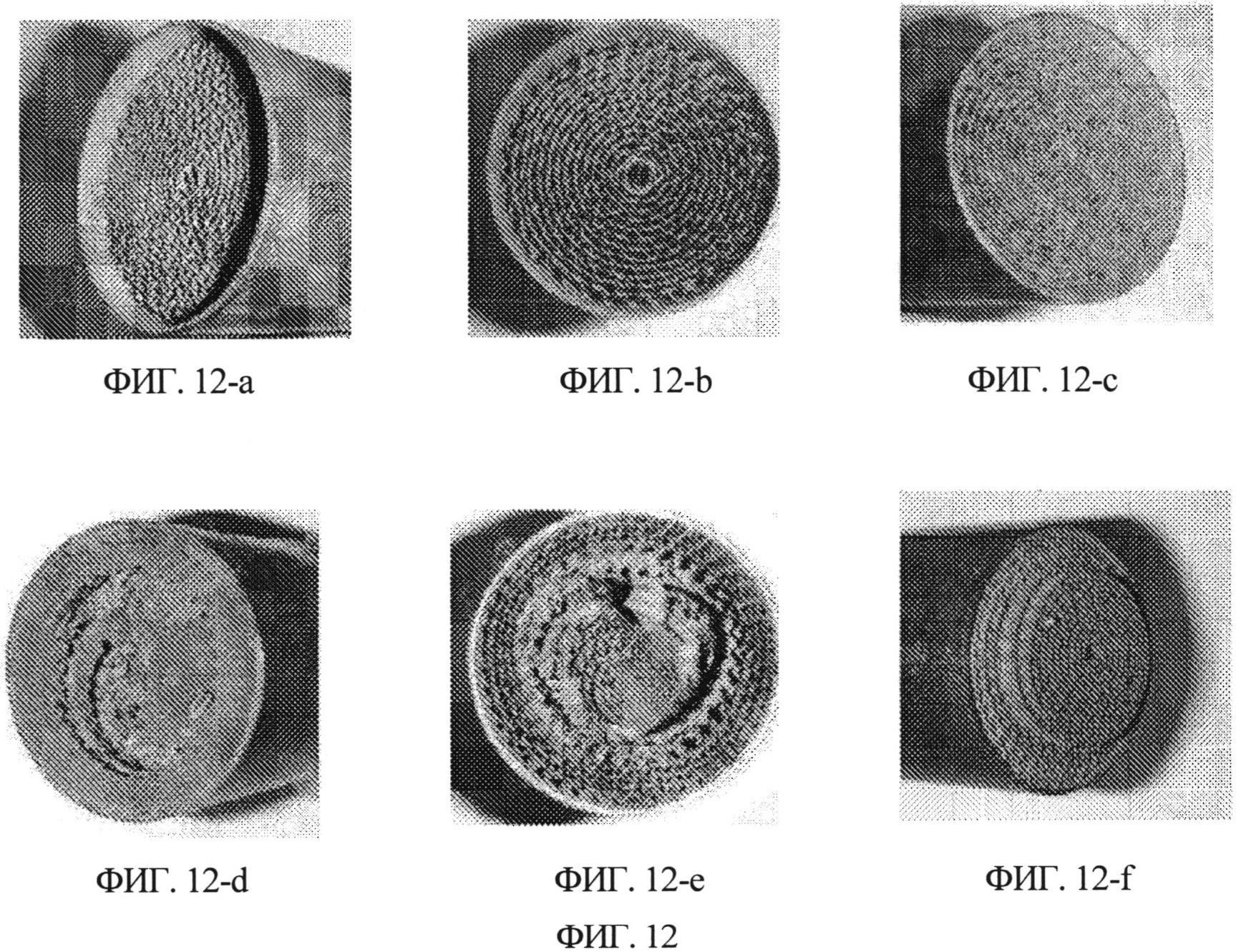
Фиг. 12 показывает изображение катализаторов после тестирования в Тесте Производительности и Сравнительный Пример 1, в которых Фиг. 12-а - Фиг. 12-с показывают изображения катализаторов, с применяемыми матрицами Примера 1 после 22.5-часового цикла выносливости, и Фиг. 12-d - Фиг. 12-f показывают изображения катализаторов, с применяемыми матрицами Сравнительного Примера после 4.5-часового цикла выносливости.
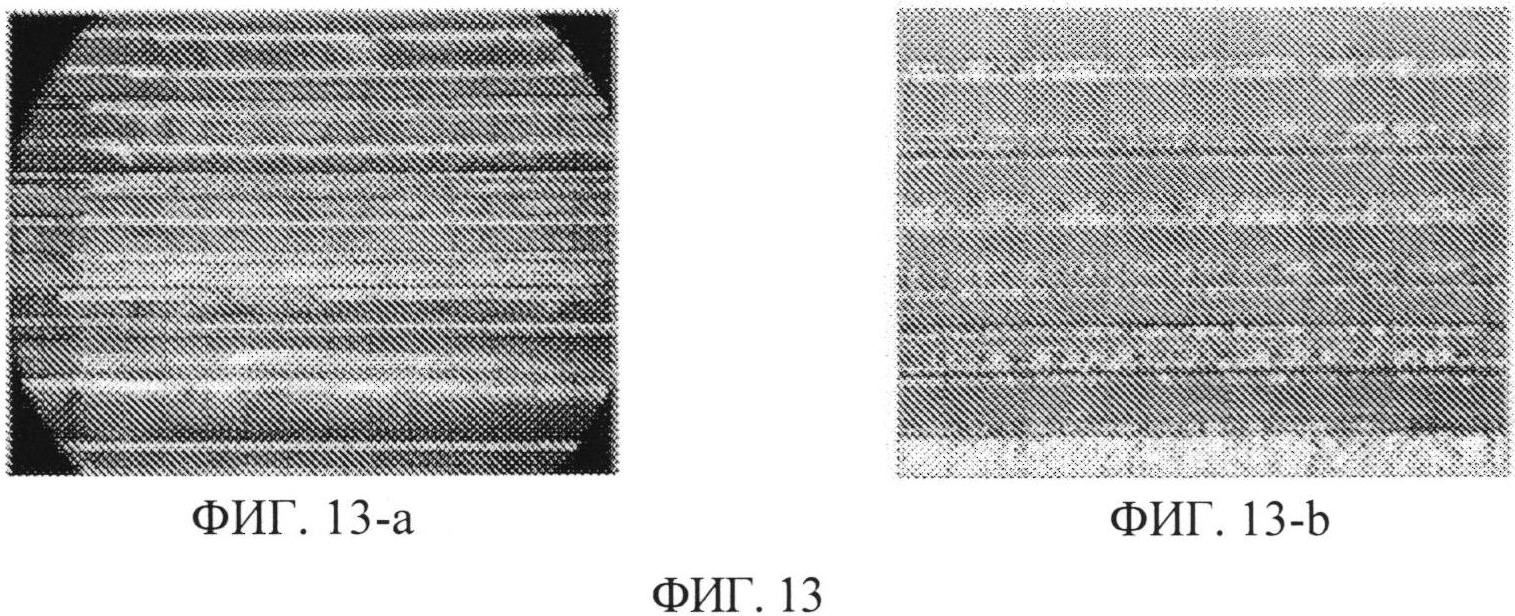
Фиг. 13 показывает осевое сечение матриц Примера 2 и Сравнительного Примера, в которых Фиг. 13-а является матрицей Сравнительного Примера и Фиг. 13-b является матрицей Примера 2.
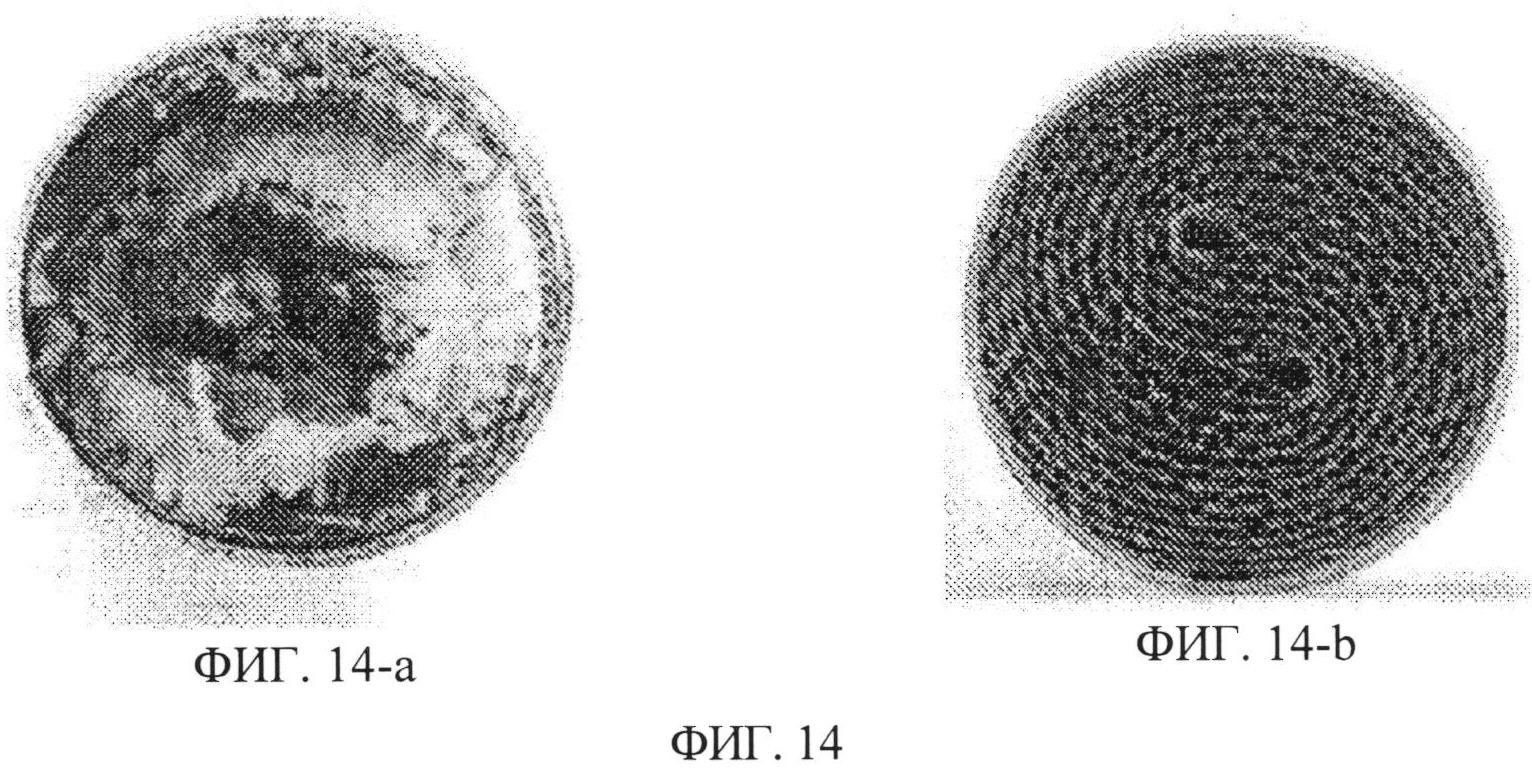
Фиг. 14 показывает изображения матриц после теста на выносливость в Тесте Производительности и Сравнительном Примере 2, в которых Фиг. 14-а для катализатора в Сравнительном Примере после 125-часового теста и Фиг. 14-b для катализатора в Примере 2 после 250-часового теста.
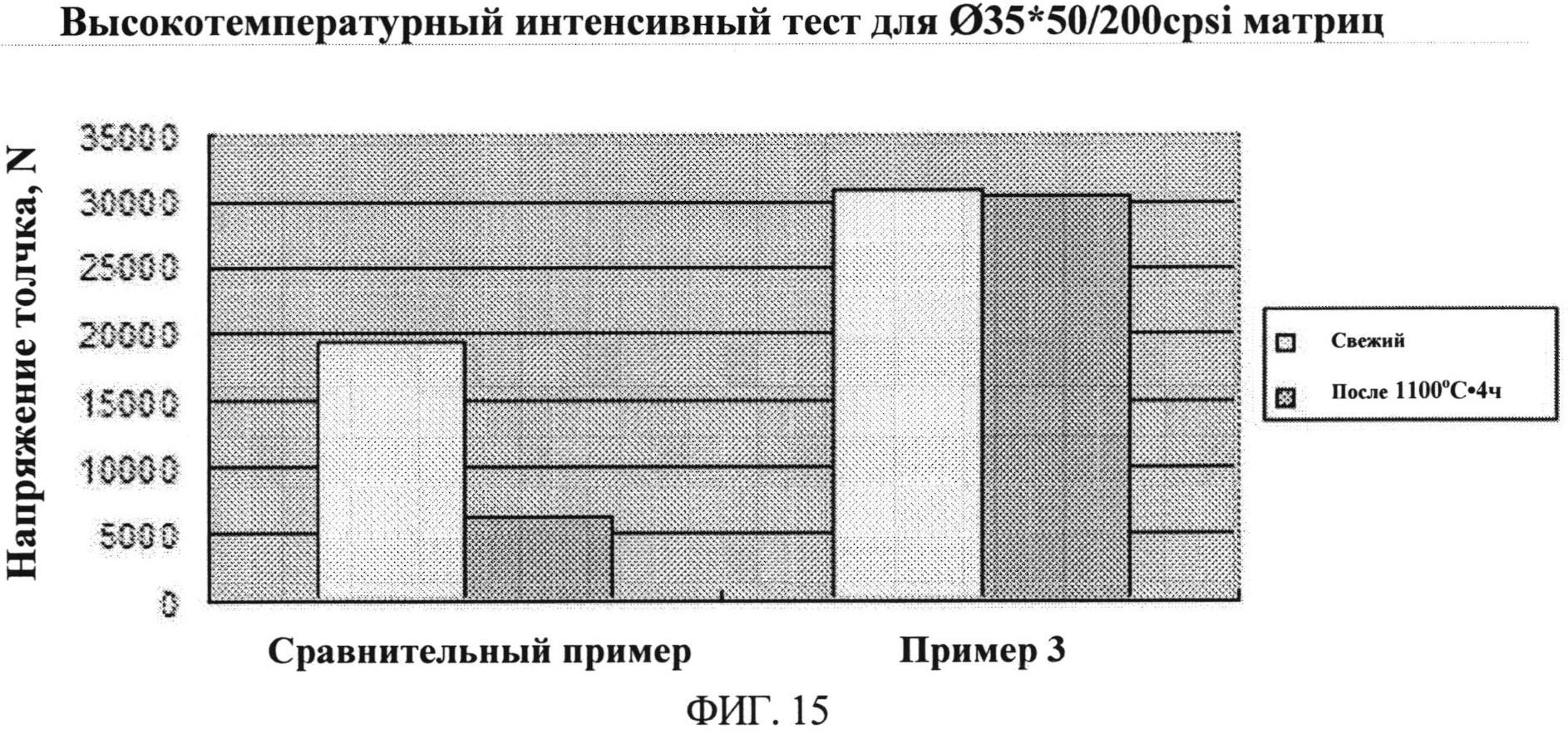
Фиг. 15 дает данные тестов на механическую прочность матриц в Примере 3 и Сравнительном Примере в Тесте Производительности и Сравнительном Примере 3 до и после обработки высокой температурой (1100°C/4 ч).
Описание ссылочных позиций
1 - гладкие листы,
2 - гофрированные листы,
3 - паяльные полоски,
4 - паяльная паста,
5 - законченная металлическая сота,
6 - паяльная паста аппарата для заливания,
7 - сопло сжатого воздуха,
8 - площадь распределения припоя,
10 - металлическая сотовидная сердцевина,
11 - металлический корпус,
12, 13, 15 - три точки измерения температуры до, внутри и после катализатора,
14 - реактор с катализатором в нем,
16 - мотор.
Варианты осуществления
Металлические сотовидные матрицы, которые обычно применяют как подложки катализаторов систем очистки выхлопных газов транспорта, содержат металлический корпус без закрытых торцов, поперечное сечение которых часто имеет сферическую, прямоугольную или эллиптическую форму, и металлическую сотовидную сердцевину, сконструированную укладкой и скручиванием гладких и гофрированных металлических листов. Законченную сотовидную сердцевину потом вставляют в корпус. Гладкие и гофрированные металлические листы или фольгу, также как и сотовидную сердцевину, и корпус, обычно соединяют вместе с материалом для пайки. Металлические сотовидные матрицы, полученные таким способом, имеют два открытых торца, и между гладкими и гофрированными металлическими листами или фольгой, так же, как и между сотовидной сердцевиной и корпусом формируют пустые ячейки, через которые может проходить газ. Впоследствии активный компонент катализатора закрепляют на матрице чтобы, в конечном счете, сформировать катализатор. Указанный катализатор устанавливают в выхлопную трубу транспорта, и как только выхлопной газ проходит, он будет контактировать с активным компонентом и каталитически очищаться.
Первый объект настоящего изобретения относится к способу для нанесения материала для пайки на металлическую сотовидную матрицу, как указано выше.
Металлическая сотовидная матрица здесь означает матрицу, содержащую металлический корпус и металлическую сотовидную сердцевину, и гладкие металлические листы, гофрированные металлические листы и корпус, как еще не сваренные вместе, так и без нанесенного какого-либо материала для пайки. Указанный способ включает следующие этапы:
а) нанесение материала для пайки в форме пасты, то есть, паяльной пасты, на один торец металлической сотовидной матрицы;
в) распределение паяльной пасты в металлической сотовидной матрице.
Металлическая сотовидная матрица, в которой наносится материал для пайки согласно способу изобретения, может быть изготовлена укладкой и скручиванием гладких и гофрированных металлических листов, чтобы сформировать сотовидную сердцевину и потом загрузить сотовидную сердцевину в корпус, поперечное сечение которого может быть сферической, прямоугольной или эллиптической формы. Закручивание соты может быть выполнено способом, известным в уровне техники, и законченная сердцевина может быть в односпиральной форме или S-форме.
На этапе а) способа настоящего изобретения, материал для пайки наносят в форме пасты. В одном варианте осуществления, указанная паяльная паста содержит порошок для пайки и связывающее вещество. В принципе, любые коммерчески доступные порошки для пайки или связывающие вещества могут быть применены в настоящем изобретении. Содержание твердых частиц паяльной пасты может быть от 15 до 60 мас.%, такое как 20 мас.%, 25 мас.%, 30 мас.%, 40 мас.% или 50 мас.%.
Согласно настоящему изобретению, могут быть применены коммерчески доступные BNi-2, BNi-5 или BNi-7 легкоплавкие припойные пасты. Эти паяльные пасты могут иметь содержание твердых частиц в пределах, как упоминалось выше.
На этапе а) способа настоящего изобретения, паяльная паста может быть нанесена в заранее определенном количестве согласно особенности применения указанной металлической сотовидной матрицы. Особое количество может быть определено экспериментально заранее, чтобы дать возможность матрице иметь достаточную прочность сварочного шва, без уменьшения площади сечения ячеек или полученного в результате загрязнения материала для пайки из-за излишнего количества паяльной пасты.
На этапе а) паяльная паста может быть нанесена способами покрытия, такими как, покрытие, наносимое кистью, покрытие, наносимое ножевым устройством, покрытие обмазыванием или покрытие, наносимое распылением или применением впрыскивателя или шприц-машины, как показано на Фиг. 3. В настоящем изобретении, нанесение паяльной пасты может быть закончено в одно время, так, чтобы технологические этапы способа настоящего изобретения были более просты и удобны.
В одном варианте осуществления, паяльная паста распределяется при контактных соединениях гофрированных листов и гладких листов и/или корпуса на этапе в). Одно из преимуществ способа заключается в том, что паяльная паста может быть, главным образом, распределена при контактных соединениях, которые буду свариваться, и в то же время отсутствовать в областях, которые не нуждаются в сварке, таким образом, можно избежать уменьшения площади сечения ячеек и загрязнения материалов для пайки, как показано на Фиг. 2.
Другое преимущество настоящего изобретения заключается в том, что применение паяльной пасты как материала для пайки делает возможным то, что не нужно добавлять какой-либо материал для пайки во время процесса закручивания сотовидной сердцевины. После того, как сотовидная сердцевина готова, определенное количество паяльной пасты наливают в сердцевину (автоматическими устройствами или вручную), чтобы заполнить верх каналов ячеек паяльной пастой. Впоследствии, легкоплавкий припой движется с ускорением, сформированным в осевом направлении вдоль каналов ячеек с помощью продувки струей воздуха (которое может быть под высоким давлением при высокой скорости) или центрифугирования (которое может быть высокоскоростным центрифугированием), и, главным образом, распределяется вокруг соединений гофрированных листов и гладких листов так же, как и эти гофрированные листы, и корпус, применяя преимущество непроникающих свойств пасты на металлических поверхностях и гидродинамического баланса пасты около контактных соединений, делая возможным высокоэффективное распределение материалов для пайки.
Поэтому, согласно предпочтительному варианту осуществления настоящего изобретения, этап в) осуществляют с помощью продувки струей воздуха или центрифугирования.
Для того чтобы дать возможность паяльным пастам распределиться в металлической сотовидной матрице, продувка струей воздуха может быть выполнена продувкой потока воздуха из торца матрицы, на который наносят паяльную пасту в направлении другого торца, как показано на Фиг.4. Предпочтительно, что продувку потоком воздуха выполняют в течение от 2 до 10 секунд, или от 3 до 9 секунд, или от 4 до 7 секунд, под давлением газа от 0.2 до 0.6 МПа, или от 0.3 до 0.5 МПа, или от 0.3 до 0.4 МПа, все выражено в избыточном давлении. В одном варианте осуществления, указанный поток воздуха может быть сжатым воздухом.
В одном варианте осуществления выбранного способа центрифугирования, указанное центрифугирование выполняют в течение от 2 до 10 секунд, или от 3 до 9 секунд, или от 4 до 7 секунд, при скорости от 200 до 2000 об/мин, или от 500 до 1500 об/мин, или от 800 до 1000 об/мин.
В настоящем изобретении, согласно особым применениям, паяльная паста может присутствовать в заранее определенной области металлической сотовидной матрицы. То есть паяльная паста может присутствовать по всей длине металлической сотовидной матрицы или на части ее длины. Длина распределения паяльной пасты при каждом сварочном шве и дистанция между паяльной пастой и торцами могут быть по сути одинаковыми или взаимно разными. В случае, когда и длина паяльной пасты, и дистанция между паяльной пастой и торцами одинакова, паяльная паста на осевом сечении металлической сотовидной матрицы, по сути, распределена в прямоугольной форме.
Как показано на Фиг. 5, в настоящем изобретении, паяльная паста может быть распределена в несимметричной форме, в форме боеголовки или в форме полного распределения. Несимметричная форма распределения означает, что дистанция между участками распределения паяльной пасты и одного торца металлической сотовидной матрицы не больше чем 50% длины металлической сотовидной матрицы, напр., не больше чем 45%, 40%, 35%, 30%, 25%, 20%, 15% или 10% длины матрицы. Распределение в форме боеголовки означает, что паяльную пасту распределили в осевом сечении металлической сотовидной матрица в форме боеголовки или конической форме. Форма полного распределения означает, что паяльную пасту, по сути, распределили по всей длине металлической сотовидной матрицы, то есть, 90%-100% длины матрицы.
Как обнаружил изобретатель настоящего изобретения, что тепловые режимы металлических сотовидных матриц отличаются, если применять в разных случаях, и таким образом их профили распределения тепловой нагрузки также отличаются. Способ настоящего изобретения может дать возможность паяльной пасте быть распределенной в областях, заранее подготовленных в соответствии с разными случаями нанесения, чтобы уменьшить возможность растрескивания легкоплавкого припоя соединений, потому что тепловая нагрузка увеличивает термическое сопротивление металлических сотовидных матриц и удлиняет их срок службы.
Распределение паяльной пасты в заранее определенных областях может быть легко достигнуто способом настоящего изобретения. Например, когда применяют способ продувки струей воздуха или центрифугирования, паяльная паста может быть распределена в желаемых областях, управляя содержанием твердых частиц в ней, давлением и продолжительностью продувки струей воздуха и/или скоростью центрифуги и временем центрифугирования, и подобное. В этом объекте предпочтительным является то, что содержание твердых частиц паяльной пасты находится в пределах от 15 до 60 мас.%, таких как 20 мас.%, 25 мас.%, 30 мас.%, 40 мас.% или 50 мас.%; продувку струей воздуха выполняют предпочтительно в течение от 2 до 10 секунд, или от 3 до 9 секунд, или от 4 до 7 секунд под давлением газа от 0.2 до 0.6 МПа, или от 0.3 до 0.5 МПа, или от 0.3 до 0.4 МПа избыточного давления; центрифугирование выполняли в течение от 2 до 10 секунд, или от 3 до 9 секунд, или от 4 до 7 секунд при скорости от 200 до 2000 об/мин, или от 500 до 1500 об/мин, или от 800 до 1000 об/мин.
Способ настоящего изобретения может дополнительно содержать этап предварительной очистки металлической сотовидной матрицы перед этапом а). Такой этап предварительной очистки может быть выполнен широко известными способами в области техники, такими как ультразвуковая очистка, промывание щелочной жидкостью с последующим промыванием водой, и подобное.
Способ настоящего изобретения может дополнительно содержать, между этапами а) и в), следующий этап б) металлическая сотовидная матрица остается стоять, чтобы дать возможность нанесенной паяльной пасте двигаться от торца, на который паяльную пасту сначала нанесли к другому торцу под действием силы притяжения. В одном варианте осуществления, металлическую сотовидную матрицу оставляют стоять в течение от 1 до 30 минут, напр., от 3 до 22 минут, или от 5 до 18 минут, или от 8 до 15 минут. На протяжении этого процесса, металлическая сотовидная матрица может быть вертикально или наискось размещена.
Второй объект настоящего изобретения относится к способу изготовления металлической сотовидной матрицы с двумя открытыми торцами, которая содержит металлический корпус и металлическую сотовидную сердцевину, сконструированную укладкой и скручиванием гладких и гофрированных металлических листов, включая этапы:
(1) нанесение материала для пайки на металлическую сотовидную матрицу согласно вышеуказанному способу нанесения материала для пайки и
(2) пайка металлической сотовидной матрицы.
Все технические содержания, как упомянуто в первом объекте настоящего изобретения, также применяют для второго объекта настоящего изобретения и таким образом не будут повторяться здесь.
Предпочтительно, этап (2), как упомянуто выше, выполняют пайкой в вакууме. Более предпочтительно, указанная пайка в вакууме включает под вакуумом условия от 1*10-3 до 2*10-2 Па или от 2*10-3 до 1*10-2 Па, повышение температуры от 950 до 1200°C, например, от 970 до 1100°C, или от 990 до 1050°C, и удерживание при указанной температуре в течение от 10 до 30 минут, например, от 15 до 27 минут, от 18 до 25 минут, или 20 минут.
Третий объект настоящего изобретения относится к металлической сотовидной матрице полученной способом для изготовления такой же. Металлическая сотовидная матрица настоящего изобретения обладает преимуществами меньшего обратного давления, лучшим термическим сопротивлением и более длительным сроком службы по сравнению с такой же, сделанной по текущим технологиям. Примеры
Пример 1
Металлическую сотовидную матрицу, которую заливали паяльной пастой, сконструировали обычным способом, описанным в предыдущем уровне техники. Если точнее, немного металлической фольги сначала сжимали в гофрированные листы, и потом один кусок гладкого листа и один кусок гофрированного листа уложили и поместили в зажимное приспособление и закрутили в сердцевину матрицы в односпиральную форму, которую потом засунули в корпус, чтобы получить заготовку, которую зальют паяльной пастой. Полученная таким образом заготовка имеет диаметр ⌀42 мм, длину 100 мм и плотность ячейки 300 фунт/кв. дюйм (psi) и помечена, как ⌀42*100/300 cpsi металлическая сота. Указанную заготовку очищали ультразвуковой волной и высушивали и потом торец размещенной вертикально соты заливали паяльной пастой способом впрыскивания, применяя трехмерный автоматический впрыскиватель SH-2 типа, производимый Guangdong Sihai Co. Ltd. (смотри Фиг. 3). Примененная паяльная паста является BNi-2, продукт, производимый Heesung Material LTD с содержанием твердых частиц 50%. Наносили 5 граммов паяльной пасты.
После того, как оставили стоять в течение 2 минут после заливки, матрицу очистили снизу вверх сжатым воздухом с конца, на который нанесли паяльную пасту (смотри Фиг. 4). Параметры очистки следующие:

После окончания очистки матрицу поместили в вакуумную паяльную печь. Температуру повышали до 1050°C под вакуумом ~10-3 Па и удерживали в течение 20 минут.
Пример 2
Следующая такая же процедура, чтобы получить будущую залитую легкоплавкой паяльной пастой металлическую сотовидную матрицу, как упомянуто в Примере 1, но сейчас с разницей размера и формы. Металлическая сотовидная матрица имеет диаметр ⌀62 мм, длину 50 мм, плотность ячейки 400 фунт/кв. дюйм (psi) с внутренней сердцевиной S формы, и помечена, как ⌀62*50/400 cpsi металлическая сота. Ее очищали ультразвуковой волной и высушивали, и потом паяльную пасту наливали на торец размещенной вертикально соты, способом нагнетания, применяя одноголовочную пастонабивную машину DG типа, производимую Guilin Starlight Packing Machinery Co., Ltd. Примененная паяльная паста является BNi-5, продукт, производимый Heesung Material LTD с содержанием твердых частиц 25%. Наносили 5 граммов паяльной пасты.
После того, как оставили стоять в течение 5 минут после заливки, матрицу поместили в центрифугу для центрифугирования, с торцом с паяльной пастой, размещенной внутри. Параметры центрифугирования следующие:

После окончания центрифугирования матрицу переместили в вакуумную паяльную печь. Температуру повышали до 1200°C под вакуумом ~10-3 Па и удерживали в течение 20 минут.
Пример 3
Металлическую сотовидную матрицу, которую заливали пастой, сконструировали таким же способом, как описан в Примере 1, но снова с разницей размеров. Сотовидная металлическая матрица имеет диаметр 035 мм, длину 50 мм и плотность ячейки 200 фунт/кв. дюйм (psi) и помечена как 035*50/200 cpsi металлическая сота. Ее очищали ультразвуковой волной и высушивали, и потом паяльную пасту наливали на торец размещенной вертикально соты, способом нагнетания, применяя одноголовочную пастонабивную машину DG типа, производимую Guilin Starlight Packing Machinery Co., Ltd (смотри Фиг. 3). Примененная паяльная паста является BNi-7, продукт, производимый Heesung Material LTD с содержанием твердых частиц 50%. Наносили 5 граммов паяльной пасты.
После того как оставили стоять в течение 2 минут после заливки, матрицу очистили снизу вверх сжатым воздухом с торца с паяльной пастой (смотри Фиг. 4). Параметры очистки следующие:
После окончания очистки матрицу поместили в вакуумную паяльную печь. Температуру повышали до 980°C под вакуумом ~10-3 Па и удерживали в течение 20 минут.
Сравнительный Пример
На основе "Вариантов осуществления" на странице 2 описания CN 2861504 Y, ряд металлических сотовидных матриц собрали, применяя BNi-5 паяльные полоски от Shanghai Shilu Special Metal Materials Co., LTD, и указанные матрицы имели структурные конфигурации, как показано на Фиг. 10, и размеры такие же, как в Примерах 1, 2 и 3. Собранные матрицы поместили в вакуумную паяльную печь, и температуру повышали до 1200°C под вакуумом ~10-3 Па, и удерживали в течение 20 минут, чтобы закончить пайку.
Тест производительности и Сравнительный 1
Металлические соты в Примере 1 и Сравнительном Примере покрыли обмазыванием катализатором обычным способом нанесения покрытия погружением, и покрытые катализаторы высушили и прокалили. Соотношение благородных металлов Pt и Rh в катализаторах составляет 5/1, с общим содержанием благородных металлов 50 г/фут3.
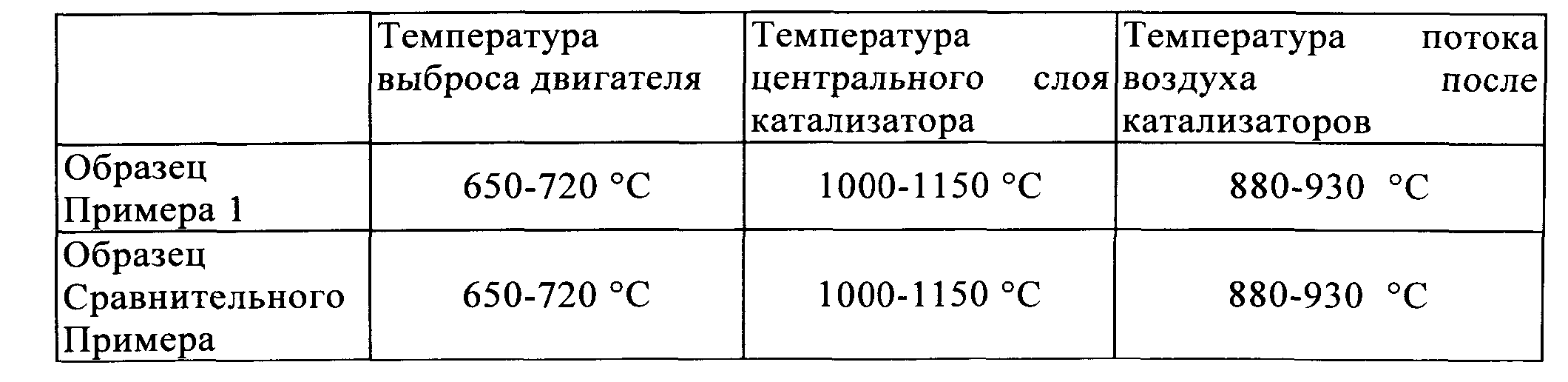
Катализаторы помещали в специальный реактор, как показано на Фиг. 11. Поскольку применяли YAMAHA NY125 двухтактный 124 сс мотор в тесте, повышенная температура слоя катализатора и крутое изменение температуры может быть достигнуто через каталитические реакции. В тесте температура выброса двигателя перед катализаторами, температура центрального слоя катализатора и температура потока воздуха после катализаторов контролировалась. Фиксировали следующие температурные диапазоны, при которых проходил тест:
Мотор останавливали после каждых 4.5 часа пробега, чтобы контролировать состояние образца. Образец Примера 1 настоящего изобретения все еще имел неповрежденную структуру после 5 раз 4.5-часового (то есть, 22.5 часа) цикла выносливости, в то время как образец Сравнительного Примера подтвердил, что будет несколько структурно поврежденным после первого цикла 4.5-часового теста на выносливость (смотреть Фиг. 12).
Это доказательство, что при тех же серьезных эксплуатационных условиях для катализаторов сота настоящего изобретения имеет более длительный срок службы.
Тест производительности и Сравнительный 2
Металлические соты Примера 2 и соответствующего Сравнительного Примера разрезали вдоль осевого направления (смотреть Фиг. 13).
Можно увидеть, что легкоплавкий припой однородно распределился при сварочных швах для металлических сот в Примере 2, в то время как легкоплавкий припой для таковых в Сравнительном Примере распределился по целой поверхности.
Металлические соты Примера 2 и Сравнительного Примера покрыли обмазыванием катализатором обычным способом нанесения покрытия погружением, и покрытые катализаторы высушили и прокалили. Соотношение благородных металлов Pt, Pd и Rh в катализаторах составляет 1/18/1, с общим содержанием благородных металлов 50 г/фут.
Катализатор внедрили в 1Р90/420 сс универсальный машинный глушитель и подвергли тесту на выносливость под условиями номинальной скорости и предельной нагрузки. Результаты следующие: после 125-часового теста Сравнительный Пример был поврежден, в то время как структура Примера 2 оставалась в хорошем состоянии после 250-часового теста. Смотреть Фиг. 14.
Тест производительности и Сравнительный 3
Металлические соты в Примере 3 и соответствующем Сравнительном Примере разместили в муфельную печь, извлекли после 4 часов при 1100°C, охладили до комнатной температуры и подвергли тесту давления толчка. Этот тест, главным образом, для исследования изменений механической прочности матрицы после действия высоких температур. Результат показан на Фиг. 15. Он доказывает, что Пример 3 очевидно имеет преимущества в сопротивлении высоким температурам.
Реферат
Группа изобретений относится к способу для нанесения материала для пайки на металлическую сотовидную матрицу, а также к металлической сотовидной матрице и способу для ее изготовления. Способ нанесения материала для пайки на металлическую сотовидную матрицу с двумя открытыми торцами, которая содержит металлический корпус и металлическую сотовидную сердцевину, сконструированную укладкой и скручиванием гладких и гофрированных металлических листов. Включает этапы: нанесения материала для пайки в форме пасты, то есть паяльной пасты, на один открытый торец металлической сотовидной матрицы; распределение паяльной пасты на металлической сотовидной матрице. Группа изобретений позволяет уменьшить количество этапов изготовления, уменьшить загрязнение материалов для пайки и приводит к уменьшению ячеистой области внутри матрицы. 3 н. и 17 з.п. ф-лы, 15 ил.
Формула
а) нанесения материала для пайки в форме пасты, то есть, паяльной пасты, на один открытый торец металлической сотовидной матрицы;
в) распределение паяльной пасты на металлической сотовидной матрице.
б) металлическая сотовидная матрица остается стоять, чтобы дать возможность нанесенной паяльной пасте двигаться от торца, на который паяльную пасту сначала нанесли, к другому торцу под действием силы притяжения.
(1) нанесения материала для пайки на металлическую сотовидную матрицу согласно способу по любому из пп. 1-16; и
(2) пайку металлической сотовидной матрицы, включающую материал для пайки.
Документы, цитированные в отчёте о поиске
Способ пайки металлических структур
Комментарии