Элемент скольжения и способ производства для него - RU2682361C1
Код документа: RU2682361C1
Чертежи









Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к элементу скольжения и способу производства для него. Более конкретно, настоящее изобретение относится к элементу скольжения с высоким сопротивлением абразивному износу при высокой температуре и способу производства для него. Элемент скольжения, например, подходящим образом применяется на участках скольжения двигателей внутреннего сгорания, которые используются в высокотемпературной среде. В частности, элемент скольжения подходящим образом применяется на посадочных участках седел клапанов для клапанов двигателя и головок цилиндров, рабочих поверхностей клапанов для клапанов двигателя, участках скольжения относительно направляющих клапанов для клапанов двигателя и подшипниковых металлов для подшипниковых механизмов.
Уровень техники
[0002] Патентный документ 1 раскрывает способ формирования твердого покрытия, позволяющий формировать твердое покрытие на поверхности основания посредством деформационно-индуцированной трансформации в холодном состоянии. Способ формирования твердого покрытия предназначен для распыления твердого металлического порошка на поверхность основания с помощью сжатого газа в качестве среды таким образом, чтобы сформировать твердое металлическое покрытие. В способе формирования металлический порошок изготавливается из металлического материала, который может инициировать вызванную за счет обработки трансформацию, который сильно ударяется об основание с такой высокой скоростью, что вызывает индуцированную посредством обработки трансформацию, так что он пластичным образом деформируется в плоскую форму и оседает слоями на поверхности основания, в то же время он также инициирует вызванную за счет обработки трансформацию ранее осевшего металлического порошка. Таким образом, способ формирования характеризуется тем, что металлическое покрытие, которое должно быть сформировано на поверхности основания, тверже металлического порошка, который еще резко не ударил об основание.
Список цитируемых источников
Патентные документы
[0003] Патентный документ 1: JP 5202024B
Раскрытие изобретения
Техническая задача
[0004] Однако проблема твердого покрытия в патентном документе 1 состоит в недостаточной устойчивости к абразивному износу при высокой температуре.
[0005] Настоящее изобретение было выполнено в виду вышеописанной проблемы уровня техники. Задача настоящего изобретения состоит в создании элемента скольжения с высоким сопротивлением абразивному износу при высокой температуре, способу производства элемента скольжения и элементу скольжения двигателя внутреннего сгорания со элементами скольжения.
Решение задачи
[0006] Авторы настоящего изобретения провели интенсивное исследование для решения вышеописанной задачи. В результате, настоящие изобретатели обнаружили, что вышеописанная цель может быть достигнута посредством формирования на основании слоя покрытия из агрегата частиц, содержащего первые частицы дисперсионно-твердеющего медного сплава. Таким образом было выполнено настоящее изобретение.
[0007] Т.е. элемент скольжения согласно настоящему изобретению включает в себя основание и слой покрытия, сформированный на основании, при этом слой покрытия включает в себя агрегат частиц, содержащий первые частицы дисперсионно-твердеющего медного сплава. Элемент скольжения дополнительно включает в себя промежуточный слой, который формируется по меньшей мере в части поверхности контакта между основанием и слоем покрытия и содержит по меньшей мере один из диффузионного слоя и слоя интерметаллического соединения; или дисперсионно-твердеющий медный сплав содержит никель и кремний в качестве добавочных элементов, и агрегат частиц включает в себя по меньшей мере одну фазу осаждения силиката никеля внутри и/или в поверхности по меньшей мере части первых частиц.
[0008] Элемент скольжения двигателя внутреннего сгорания включает в себя элемент скольжения согласно настоящему изобретению на участке скольжения двигателя внутреннего сгорания.
[0009] Способ производства элемента скольжения согласно настоящему изобретению предназначен для производства элемента скольжения, который включает в себя основание, слой покрытия, сформированный на основании, и промежуточный слой, который формируется по меньшей мере в части поверхности контакта между основанием и слоем покрытия и содержит по меньшей мере один из диффузионного слоя и слоя интерметаллического соединения, при этом слой покрытия включает в себя агрегат частиц, содержащий первые частицы дисперсионно-твердеющего медного сплава, или агрегат частиц, содержащий первые частицы и вторые частицы, более твердые, чем первые частицы. Способ производства элемента скольжения включает в себя этап, на котором распыляют первый порошок дисперсионно-твердеющего медного сплава или смешанный порошок, содержащий первый порошок и второй порошок, более твердый, чем первый порошок, на основание в нерасплавленном состоянии таким образом, чтобы формировать слой покрытия на основании. Кроме того, при распылении первого порошка или смешанного порошка на основание в способе производства элемента скольжения первый порошок или смешанный порошок распыляется на основание с такой скоростью, которая побуждает первый порошок распыляться на основание, формируя пластично деформируемый участок по меньшей мере в одном из основания и слоя покрытия.
Преимущества изобретения
[0010] С помощью настоящего изобретения представляется возможным создание элемента скольжения с высокой стойкостью к абразивному износу при высокой температуре, способа производства элемента скольжения, и элемента скольжения для двигателя внутреннего сгорания с элементами скольжения.
Краткое описание чертежей
[0011] Фиг. 1 - это схематичный вид в поперечном разрезе элемента скольжения согласно первому варианту осуществления настоящего изобретения.
Фиг. 2 - это схематичный вид в поперечном разрезе элемента скольжения согласно второму варианту осуществления настоящего изобретения.
Фиг. 3 - это увеличение части, окруженной линией III, элемента скольжения на фиг. 2.
Фиг. 4 - это увеличение части, окруженной линией IV, элемента скольжения на фиг. 2.
Фиг. 5 - это схематичный вид в поперечном разрезе элемента скольжения согласно третьему варианту осуществления настоящего изобретения.
Фиг. 6 - это схематичный вид в поперечном разрезе элемента скольжения согласно четвертому варианту осуществления настоящего изобретения.
Фиг. 7 - это увеличение части, окруженной линией VII, элемента скольжения на фиг. 6.
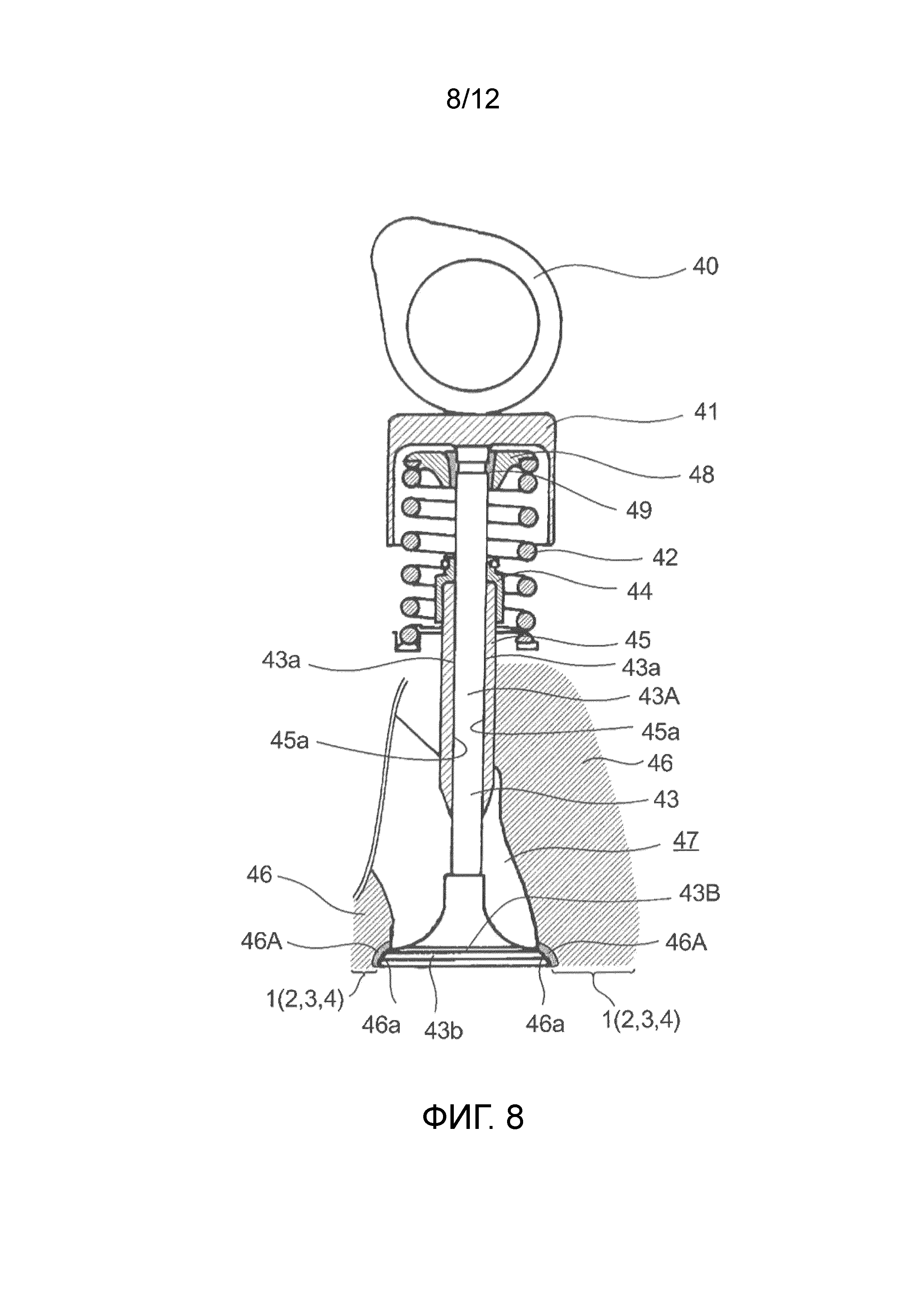
Фиг. 8 - это схематичный вид в поперечном разрезе элемента скольжения двигателя внутреннего сгорания, который включает в себя элемент скольжения на участке скольжения.
Фиг. 9 - это схематичный вид в поперечном разрезе подшипникового механизма двигателя внутреннего сгорания, который включает в себя элемент скольжения в подшипниковом металле подшипникового механизма.
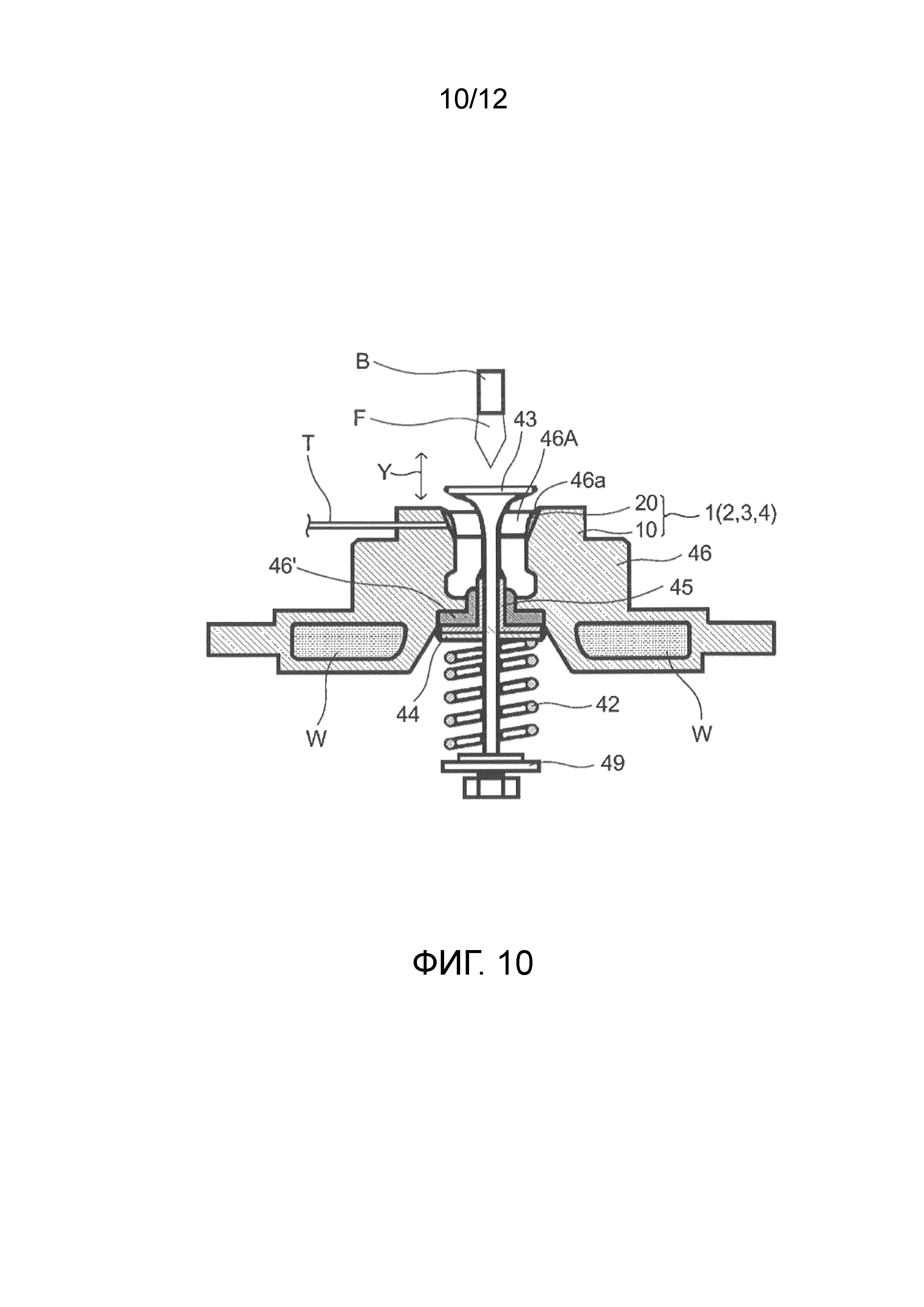
Фиг. 10 - это вид в поперечном разрезе, иллюстрирующий общий вид устройства для испытания на абразивный износ.
Фиг. 11 - это изображение поперечного сечения элемента скольжения из примера 4, полученное сканирующим электронным микроскопом (SEM) .
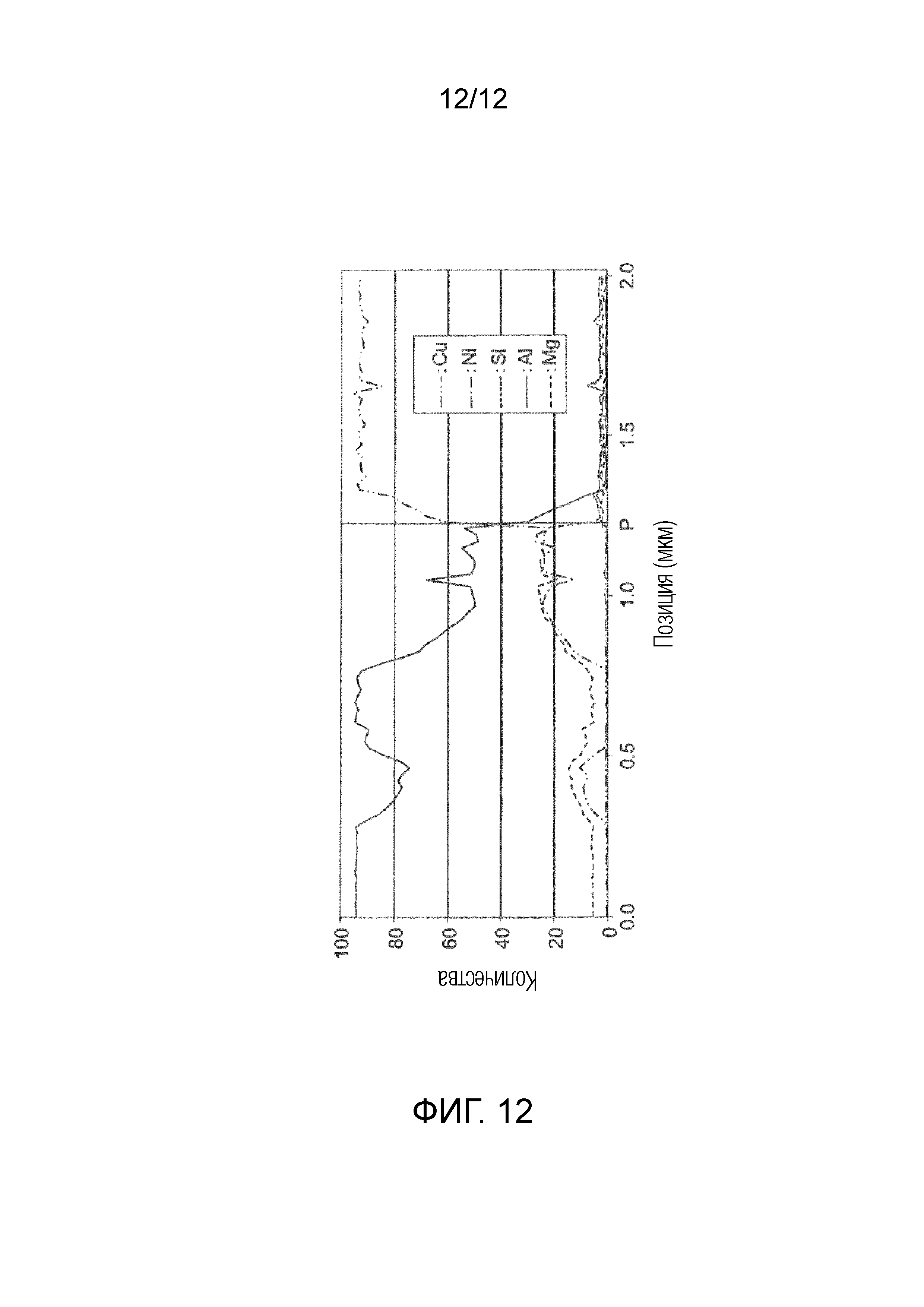
Фиг. 12 - это график, иллюстрирующий результат энергодисперсионного рентгеновского (EDX) анализа элемента скольжения на фиг. 4.
Осуществление изобретения
[0012] Далее в данном документе будут подробно описаны элемент скольжения, элемент скольжения двигателя внутреннего сгорания, головка цилиндра, седло клапана, клапан двигателя, подшипниковый механизм двигателя внутреннего сгорания, способ производства элемента скольжения согласно вариантам осуществления настоящего изобретения.
[0013] Первый вариант осуществления
Сначала будет подробно описан со ссылкой на чертежи элемент скольжения согласно первому варианту осуществления настоящего изобретения . Размер чертежей, на которые делается ссылка в последующих вариантах осуществления, является преувеличенным для целей описания и может отличаться от фактического размера.
[0014] Фиг. 1 - это схематичный вид в поперечном разрезе элемента скольжения согласно первому варианту осуществления настоящего изобретения. Как иллюстрировано на фиг. 1, элемент скольжения 1 варианта осуществления включает в себя основание 10 и слой 20 покрытия, который формируется на основании 10. Слой 20 покрытия включает в себя агрегат 21 частиц, который содержит первые частицы 23 дисперсионно-твердеющего медного сплава. В варианте осуществления основание 10 включает в себя пластично деформируемый участок 10a, и слой 20 покрытия включает в себя пластично деформируемый участок 20a. При использовании в данном документе дисперсионно-твердеющий медный сплав означает не только медный сплав, который уже был дисперсионно отвержден, но также медный сплав, который еще не был дисперсионно отвержден. Что касается первых частиц дисперсионно-твердеющего медного сплава, предпочтительно, чтобы все первые частицы были изготовлены из медного сплава, который уже был дисперсионно отвержден. Однако, первые частицы не ограничиваются этим. Например, из первых частиц дисперсионно-твердеющего медного сплава, часть первых частиц может быть изготовлена из медного сплава, который уже дисперсионно отвержден, а остальная часть первых частиц изготовлена из медного сплава, который еще не был дисперсионно отвержден. В качестве другого примера, из первых частиц дисперсионно-твердеющего медного слоя, все первые частицы могут быть изготовлены из медного сплава, который еще не был дисперсионно отвержден. Дисперсионно-твердеющий медный сплав также называется дисперсионно-упрочненный медный сплав частиц.
[0015] Как описано выше, поскольку элемент скольжения варианта осуществления включает в себя основание и слой покрытия, сформированный на основании, в котором слой покрытия включает в себя агрегат частиц, содержащий первые частицы дисперсионно-твердеющего медного слоя, элемент скольжения имеет высокую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности. В настоящем изобретении не всегда необходимо, чтобы по меньшей мере одно из основания и слоя покрытия включало в себя пластично деформируемый участок. Однако, когда по меньшей мере одно из основания и слоя покрытия включает в себя пластично деформируемый участок, элемент скольжения может иметь даже более высокую стойкость к абразивному износу при высокой температуре.
[0016] На данный момент предполагается, что вышеописанные полезные результаты получаются на базе по меньшей мере одного из следующих оснований.
[0017] Например, когда основание имеет оксидное покрытие на поверхности, которое препятствует адгезии между основанием и слоем покрытия, предполагается, что распыление первого порошка дисперсионно-твердеющего медного сплава на основание и получающееся в результате столкновение первого порошка с основанием устраняет оксидную пленку, чтобы раскрывать и формировать новую поверхность контакта основания, которая проявляет хорошую адгезию со слоем покрытия, как более подробно описано ниже.
[0018] В качестве другого примера, когда первый порошок сталкивается с основанием и первыми частицами, закрепившимся на основании, предполагается, что кинетическая энергия первого порошка частично преобразуется в тепловую энергию, что способствует расплавлению и атомной диффузии между основанием и первым порошком и между первым порошком и первыми частицами.
[0019] В качестве еще одного примера, когда первый порошок сталкивается с основанием, предполагается, что первый порошок впивается в основание. Это анкерный эффект, другими словами, пластично деформируемый участок основания, состоящий из плоских углублений, улучшает адгезию между основанием и слоем покрытия.
[0020] В качестве еще одного примера, когда первый порошок сталкивается с основанием и первыми частицами, закрепившимися на основании, предполагается, что первый порошок и первые частицы деформируются в плоскую форму. Эта деформация, другими словами, пластично деформируемый участок слоя покрытия, состоящий из осажденных плоских первых частиц, уменьшает зазоры между первыми частицами, для улучшения адгезии между первыми частицами в агрегате частиц.
[0021] В качестве еще одного примера, когда первый порошок сталкивается с основанием и первыми частицами, закрепившимися на основании, предполагается, что формируется тепло во время пластичной деформации, которая формирует плоские углубления в основании и которая формует первый порошок и первые частицы в плоскую форму, другими словами, во время формирования пластично деформируемых участков основания и слоя покрытия. Это тепло способствует плавлению и атомной диффузии между основанием и первым порошком и между первым порошком и первыми частицами.
[0022] Однако, даже когда вышеописанные полезные результаты получаются на базе других оснований, хорошо понятно, что настоящее изобретение охватывает такие элементы скольжения и т.п.
[0023] Далее в данном документе компоненты будут по отдельности описаны более подробно.
[0024] Основание 10 не ограничено конкретным видом, но предпочтительно выполняется из металла, который применим для способа производства элемента скольжения, т.е. способа формирования слоя покрытия, который будет описан подробно позже. Следует хорошо понимать, что основание 10 выполнено с обеспечением возможности использования в высокотемпературной среде, в которой используется элемент скольжения.
[0025] Примеры металлов, которые предпочтительно используются, включают в себя сплавы алюминия, железа, титана, меди и т.п., известных в данной области техники.
[0026] Примеры алюминиевых сплавов, которые предпочтительно используются, включают в себя AC2A, AC8A, ADC12 и т.п. согласно японскому промышленному стандарту, и т.п. Примеры железных сплавов, которые предпочтительно используются, включают в себя SUS304 согласно промышленному стандарту Японии, спеченные сплавы на основе железа и т.п. Примеры медных сплавов, которые предпочтительно используются, включают в себя бериллиевую медь, спеченные сплавы на основе меди и т.п.
[0027] Слой 20 покрытия не ограничивается конкретным видом и может быть любым слоем агрегата частиц, которая содержит первые частицы дисперсионно-твердеющего медного сплава.
[0028] Например, толщина слоя покрытия не ограничивается конкретным значением и может подходящим образом быть выбрана согласно температуре и среде скольжения участка, на который наносится слой покрытия. Например, толщина находится в диапазоне предпочтительно от 0,05 мм до 5,00 мм, более предпочтительно, от 0,1 мм до 2,0 мм. Когда толщина слоя покрытия меньше 0,05 мм, стойкость самого слоя покрытия является недостаточной. Это может приводить в результате к пластичной деформации, особенно когда прочность основания является низкой. Когда толщина слоя покрытия больше 10 мм, покрытие может отслаиваться в зависимости от соотношения между остаточным напряжением, создаваемым при формировании пленки, и прочностью межфазной адгезии.
[0029] Например, когда пористость слоя покрытия является высокой, прочность может быть недостаточной, и стойкость к абразивному износу при высокой температуре может соответственно быть уменьшена. В этом отношении, предпочтительно, чтобы пористость слоя покрытия была настолько низкой, насколько возможно. Кроме того, чтобы получать элемент скольжения, имеющий лучшее свойство теплопроводности, предпочтительно, чтобы пористость слоя покрытия в поперечном сечении была равна или меньше 3% площади, в частности, 0% площади. Поскольку в настоящее время представляется возможным уменьшать пористость до 0,1% площади, пористость находится в диапазоне предпочтительно от 0,1% площади до 3% площади в отношении стойкости к абразивному износу при высокой температуре, свойства теплопроводности и выхода продукции. Однако, следует хорошо понимать, что пористость совсем не ограничивается этими диапазонами и может находиться вне этих диапазонов, пока могут быть получены полезные результаты настоящего изобретения. Пористость слоя покрытия в поперечном сечении может быть вычислена посредством наблюдения сканирующего электронно-микроскопического (SEM) изображения или т.п. поперечного сечения слоя покрытия и обработки изображения сканирующего электронно-микроскопического (SEM) изображения, такой как бинаризация.
[0030] Дисперсионно-твердеющий медный слой не ограничивается конкретным видом, но примеры, которые предпочтительно используются, включают в себя дисперсионно-твердеющие медные сплавы, которые содержат никель и кремний, другими словами, так называемые сплавы Корсона. Однако, дисперсионно-твердеющий медный сплав не ограничивается этим. Другие примеры, которые могут также быть использованы, включают в себя хромсодержащие дисперсионно-твердеющие медные сплавы, другими словами, так называемую хромистую медь, и цирконийсодержащие дисперсионно-твердеющие медные сплав, другими словами, так называемую циркониевую медь. Кроме того, еще одни примеры, которые могут также быть использованы, включают в себя дисперсионно-твердеющие медные сплавы, которые содержат никель, кремний и хром, дисперсионно-твердеющие медные славы, которые содержат никель, кремний и цирконий, дисперсионно-твердеющие сплавы, которые содержат никель, кремний, хром и цирконий, дисперсионно-твердеющие медные сплавы, которые содержат хром и цирконий и т.п.
[0031] Например, в дисперсионно-твердеющем медном сплаве, который содержит никель и кремний, предпочтительно, чтобы содержание никеля находилось в диапазоне от 1% массы до 21% массы, а содержание кремния находилось в диапазоне 0,2% массы до 8% массы, поскольку даже более оптимальное свойство теплопроводности может быть достигнуто. В хромсодержащем дисперсионно-твердеющем медном сплаве предпочтительно, чтобы содержание хрома находилось в диапазоне от 0,02% массы до 1% массы, поскольку даже более оптимальное свойство теплопроводности может быть достигнуто. В дисперсионно-твердеющем медном сплаве, который содержит никель и кремний, предпочтительно, чтобы отношение масс содержания никеля и содержания кремния (Ni:Si) находилось в диапазоне от 3,5:1 до 4,5:1 в отношении осаждения силиката никеля (Ni2Si). Однако, следует хорошо понимать, что состав не ограничивается этими диапазонами и может находиться вне этих диапазонов, пока могут быть получены полезные результаты настоящего изобретения. Кроме того, следует хорошо понимать, что другие элементы могут быть добавлены в вышеописанные дисперсионно-твердеющие медные сплавы.
[0032] Второй вариант осуществления
Далее, элемент скольжения согласно второму варианту осуществления настоящего изобретения будет описан подробно со ссылкой на чертежи. Те же условные обозначения обозначают те же компоненты, что и в вышеописанном варианте осуществления, и их описание не приводится.
[0033] Фиг. 2 - это схематичный вид в поперечном разрезе элемента скольжения согласно второму варианту осуществления настоящего изобретения. Фиг. 3 - это увеличение части, окруженной линией III, элемента скольжения на фиг. 2. Фиг. 4 - это увеличение части, окруженной линией IV, элемента скольжения на фиг. 2. Как иллюстрировано на фиг. 2-4, элемент скольжения 2 этого варианта осуществления отличается от элемента скольжения первого варианта осуществления в том, что агрегат 21 частиц включает в себя по меньшей мере одну фазу 25 осаждения внутри или в поверхности 24a по меньшей мере части первых частиц 24. Фиг. 2-4 иллюстрируют пример, в котором фаза 25 осаждения включается внутрь и/или в поверхность 24a первых частиц. Дисперсионно-твердеющий медный сплав первых частиц 24 содержит никель и кремний в качестве добавочных элементов. В этом случае фаза осаждения типично создается из силиката никеля (Ni2Si). Хотя не показано на чертежах, следует хорошо понимать, что настоящее изобретение охватывает конфигурацию, в которой фаза осаждения включена внутрь и/или в поверхность части первых частиц.
[0034] Как описано выше, элемент скольжения варианта осуществления включает в себя основание и слой покрытия, сформированный на основании, в котором слой покрытия включает в себя агрегат частиц, содержащую первые частицы дисперсионно-твердеющего медного сплава, и агрегат частиц включает в себя по меньшей мере одну фазу осаждения внутри и/или в поверхности по меньшей мере части первых частиц. При такой конфигурации элемент скольжения демонстрирует даже более высокую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности. В настоящем изобретении не всегда необходимо, чтобы по меньшей мере одно из основания и слоя покрытия включало в себя пластично деформируемый участок. Однако, даже более высокая стойкость к абразивному износу при высокой температуре может быть достигнута, когда по меньшей мере одно из основания и слоя покрытия элемента скольжения включает в себя пластично деформируемый участок.
[0035] На данный момент предполагается, что вышеописанные полезные результаты получаются на основании следующего.
[0036] Например, когда первый порошок дисперсионно-твердеющего медного сплава распыляется на основание, сталкиваясь с основанием и первыми частицами, соединенными с основанием, кинетическая энергия первого порошка частично преобразуется в тепловую энергию. Предполагается, что это способствует дисперсионному твердению дисперсионно-твердеющего медного сплава по меньшей мере из одного из первого порошка и первых частиц, что более подробно описано ниже.
[0037] Однако, даже когда вышеописанные полезные результаты получаются на базе других оснований, хорошо понятно, что настоящее изобретение охватывает такие элементы скольжения и т.п.
[0038] Третий вариант осуществления
Далее, элемент скольжения согласно третьему варианту осуществления настоящего изобретения будет описан со ссылкой на чертежи. Те же условные обозначения обозначают те же компоненты, что и в вышеописанных вариантах осуществления, и их описание не приводится.
[0039] Фиг. 5 - это схематичный вид в поперечном разрезе элемента скольжения согласно третьему варианту осуществления настоящего изобретения. Как иллюстрировано на фиг. 5, элемент скольжения 3 варианта осуществления отличается от элемента скольжения второго варианта осуществления в том, что он дополнительно включает в себя предварительно определенный промежуточный слой 30 по всей поверхности между основанием 10 и слоем 20 покрытия. Предварительно определенный промежуточный слой 30 включает в себя диффузионный слой или слой интерметаллического соединения или включает в себя диффузионный слой и слой интерметаллического соединения. Когда промежуточный слой включает в себя диффузионный слой, промежуточный слой может состоять из диффузионного слоя. Когда промежуточный слой включает в себя слой интерметаллического соединения, промежуточный слой может состоять из слоя интерметаллического соединения.
[0040] Как описано выше, элемент скольжения варианта осуществления включает в себя основание, слой покрытия, сформированный на основании, и промежуточный слой, который формируется по меньшей мере в части поверхности контакта между основанием и слоем покрытия и включает в себя по меньшей мере один из диффузионного слоя и слоя интерметаллического соединения, в котором слой покрытия включает в себя агрегат частиц, содержащий первые частицы дисперсионно-твердеющего медного сплава. При такой конфигурации элемент скольжения демонстрирует даже более высокую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности. В настоящем изобретении не всегда необходимо, чтобы по меньшей мере одно из основания и слоя покрытия включало в себя пластично деформируемый участок. Однако, даже более высокая стойкость к абразивному износу при высокой температуре может быть достигнута, когда по меньшей мере одно из основания и слоя покрытия элемента скольжения включает в себя пластично деформируемый участок. Кроме того, даже более высокое сопротивление абразивному износу может быть достигнуто, когда промежуточный слой, включающий в себя по меньшей мере один из диффузионного слоя и слоя интерметаллического соединения, формируется по всей поверхности контакта между основанием и слоем покрытия элемента скольжения.
[0041] На данный момент предполагается, что вышеописанные полезные результаты получаются на базе следующих оснований.
[0042] Например, когда первый порошок дисперсионно-твердеющего медного сплава распыляется на основание, чтобы сталкиваться с основанием, кинетическая энергия первого порошка частично преобразуется в тепловую энергию. Предполагается, что это вызывает взаимную диффузию элементарных компонентов между основанием и по меньшей мере одним из первого порошка и первых частиц, таким образом, чтобы сформировать промежуточный слой, включающий в себя по меньшей мере один из диффузионного слоя и слоя интерметаллического соединения между основанием и слоем покрытия, что подробно описано ниже.
[0043] Однако, даже когда вышеописанные полезные результаты получаются на базе других оснований, хорошо понятно, что настоящее изобретение охватывает такие элементы скольжения и т.п.
[0044] Промежуточный слой 30 будет описан более подробно. Промежуточный слой включает в себя диффузионный слой или слой интерметаллического соединения или включает в себя диффузионный слой и слой интерметаллического соединения. Подходящие примеры диффузионного слоя включают в себя слои, которые имеют градиентную структуру состава. Однако, диффузионный слой не ограничивается слоями с градиентной структурой состава. Подходящие примеры промежуточного слоя со слоем интерметаллического соединения включают в себя слои, которые имеют структуру слоя интерметаллического соединения, выступающего посредником между диффузионными слоями с градиентной структурой состава. Однако, промежуточный слой не ограничивается этим. Например, промежуточный слой составляется из элементарного компонента основания и элементарного компонента первых частиц. В частности, когда основание выполнено из алюминиевого сплава, промежуточный слой, который должен быть сформирован, выполняется из сплава, который содержит алюминий и медь. Однако, промежуточный слой не ограничивается этим. Например, когда основание выполнено из нержавеющей стали (SUS), промежуточный слой, который должен быть сформирован, выполняется из сплава, который содержит элементарный компонент нержавеющей стали (SUS) и медь.
[0045] Четвертый вариант осуществления
Далее, элемент скольжения согласно четвертому варианту осуществления настоящего изобретения будет описан подробно со ссылкой на чертежи. Те же условные обозначения обозначают те же компоненты, что и компоненты вышеописанных вариантов осуществления, и их описание не приводится.
[0046] Фиг. 6 - это схематичный вид в поперечном разрезе элемента скольжения согласно четвертому варианту осуществления настоящего изобретения. Фиг. 7 - это увеличение части, окруженной линией VII, элемента скольжения на фиг. 6. Как иллюстрировано на фиг. 6 и фиг. 7, элемент скольжения 4 варианта осуществления отличается от элемента скольжения третьего варианта осуществления в том, что агрегат 21 частиц включает в себя вторые частицы 27, которые состоят из частиц сплава, таких как частицы сплава на основе железа, частицы сплава на основе кобальта, частицы сплава на основе хрома, частицы сплава на основе никеля или частицы сплава на основе молибдена или керамические частицы. Следует хорошо понимать, что фаза 25 осаждения не включается внутрь вторых частиц 27.
[0047] Как описано выше, элемент скольжения варианта осуществления включает в себя основание и слой покрытия, сформированный на основании, в котором слой покрытия включает в себя агрегат частиц, содержащую первые частицы дисперсионно-твердеющего медного сплава, и агрегат частиц дополнительно содержит вторые частицы, которые состоят из частиц сплава, таких как частицы сплава на основе железа, частицы сплава на основе кобальта, частицы сплава на основе хрома, частицы сплава на основе никеля или частицы сплава на основе молибдена, или керамических частиц. При такой конфигурации элемент скольжения варианта осуществления демонстрирует даже более высокое сопротивление к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности. В настоящем изобретении не всегда необходимо, чтобы по меньшей мере одно из основания и слоя покрытия включало в себя пластично деформируемый участок. Однако, даже более высокая стойкость к абразивному износу при высокой температуре может быть достигнута, когда по меньшей мере одно из основания и слоя покрытия элемента скольжения включает в себя пластично деформируемый участок. Кроме того, когда агрегат частиц элемента скольжения включает в себя по меньшей мере предварительно определенную фазу осаждения на поверхности первых частиц, может быть достигнута даже более высокая стойкость к абразивному износу при высокой температуре. Кроме того, когда промежуточный слой формируется по меньшей мере в части границы между основанием и слоем покрытия элемента скольжения, даже более высокая стойкость абразивному износу при высокой температуре может быть достигнута.
[0048] На данный момент предполагается, что вышеописанные полезные результаты получаются на базе следующих оснований.
[0049] Например, когда основание имеет оксидное покрытие на поверхности, которое препятствует адгезии между основанием и слоем покрытия, предполагается, что распыление первого порошка дисперсионно-твердеющего медного сплава и второго порошка на основание и получающееся в результате столкновение второго порошка с основанием устраняет оксидное покрытие, чтобы раскрывать и формировать новую поверхность контакта основания, которая проявляет хорошую адгезию со слоем покрытия, как подробно описано ниже. Это явление наиболее вероятно должно происходить, когда частицы второго порошка тверже частиц первого порошка.
[0050] В качестве другого примера, когда второй порошок сталкивается с основанием, второй порошок впивается в основание. Предполагается, что этот анкерный эффект, другими словами, пластично деформируемый участок основания, состоящий из плоских углублений, улучшает адгезию между основанием и слоем покрытия. Это явление наиболее вероятно должно происходить, когда частицы второго порошка тверже частиц первого порошка.
[0051] Когда частицы второго порошка тверже частиц первого порошка, фаза 25 осаждения вероятно должна быть осаждена в окрестностях поверхности 24a первых частиц 24 на границе между первыми частицами и вторыми частицами (см. фиг. 7, окрестности поверхности первых частиц ссылаются, например, на область от поверхности 24a на глубину приблизительно 1 мкм, как иллюстрировано стрелкой X). Однако, фаза 25 осаждения не ограничивается этим.
Это является возможным, поскольку, когда первый порошок сталкивается со вторыми частицами, кинетическая энергия первого порошка частично преобразуется в тепловую энергию, и первый порошок частично формируется в пластично деформируемый участок. Тепло, формируемое в этом процессе, стимулирует дисперсионное твердение дисперсионно-твердеющего медного сплава части первых частиц.
[0052] Однако, даже когда вышеописанные полезные результаты получаются на базе других оснований, хорошо понятно, что настоящее изобретение охватывает такие элементы скольжения и т.п.
[0053] Вторые частицы 27 будут описаны более подробно. Вторые частицы не ограничиваются конкретным видом. Однако, предпочтительно, чтобы вторые частицы были тверже основания. Кроме того, предпочтительно, чтобы вторые частицы были тверже дисперсионно-твердеющего медного сплава. Примеры частиц, которые предпочтительно используются в качестве вторых частиц, включают в себя частицы сплава, такие как частицы сплава на основе железа, частицы сплава на основе кобальта, частицы сплава на основе хрома, частицы сплава на основе никеля и частицы сплава на основе молибдена и керамические частицы. Эти частицы могут быть использованы отдельно или в сочетании двух или более типов.
[0054] Примеры таких сплавов на основе железа включают в себя SUS 44°C согласно японскому промышленному стандарту и т.п. Примеры таких сплавов на основе кобальта включают в себя TRIBALOY (зарегистрированный товарный знак) T-400, T-800 и т.п. Примеры таких сплавов на основе хрома включают в себя феррохром и т.п. Примеры таких никелевых сплавов включают в себя TRIBALOY (зарегистрированный товарный знак) T-700 и т.п. Примеры таких сплавов на основе молибдена включают в себя ферромолибден и т.п. Примеры таких керамических материалов включают в себя WC/Co, Al2O3 и т.п. Среди них предпочтительно использовать сплав на основе кобальта, поскольку он имеет высокую стойкость к абразивному износу при высокой температуре. В частности, предпочтительно использовать TRIBALOY (зарегистрированный товарный знак) T-400, T-800 или т.п.
[0055] Процент вторых частиц в поперечном сечении слоя покрытия не ограничивается конкретным значением, но находится в диапазоне предпочтительно от 1% площади до 50% площади, более предпочтительно от 1% площади до 25% площади, но более предпочтительно от 1% площади до 18% площади, наиболее предпочтительно от 5% площади до 18% площади в части улучшения стойкости к абразивному износу при высокой температуре и свойства теплопроводности. Однако, следует хорошо понимать, что процентная доля не ограничивается этими диапазонами вовсе и может находиться вне этих диапазонов, пока могут быть получены полезные результаты настоящего изобретения. Кроме того, следует хорошо понимать, что % площади, вычисленный посредством наблюдения поперечного сечения, может рассматриваться как объёмный %, и объёмный % может быть преобразован в весовой % с помощью плотности соответствующих частиц.
[0056] Как описано выше, процентная доля вторы частиц в поперечном сечении слоя покрытия находится в диапазоне предпочтительно от 1% площади до 50% площади в части улучшения стойкости абразивному износу при высокой температуре и свойства теплопроводности. Однако, для прикладной задачи, которая практически не требует свойства высокой теплопроводности, а требует только высокой стойкости к абразивному износу, процентная доля вторых частиц в поперечном сечении слоя покрытия может находиться в диапазоне от 50% площади до 99% площади. Кроме того, слой покрытия может включать в себя третьи частицы в дополнение к первым частицам и вторым частицам.
[0057] Пятый вариант осуществления
Далее, элемент скольжения двигателя внутреннего сгорания согласно пятому варианту осуществления настоящего изобретения будет описан со ссылкой на чертежи. Те же условные обозначения обозначают те же компоненты, что и компоненты вышеописанных вариантов осуществления, и их описание не приводится.
[0058] Фиг. 8 - это схематичный вид в поперечном разрезе элемента скольжения двигателя внутреннего сгорания, который включает в себя элемент скольжения на своем участке скольжения. Более конкретно, фиг. 8 является схематичным видом в поперечном разрезе механизма привода клапанов, включающего в себя клапан двигателя. Как иллюстрировано на фиг. 8, когда рабочий выступ 40 кулачка вращается, он толкает вниз толкатель 41 клапана, в то же время сжимая клапанную пружину 42. Одновременно, он нажимает клапан 43 двигателя, в то время как направляющая 45 клапана, имеющая уплотнение 44 штока направляет клапан 43 двигателя. В результате, клапан 43 двигателя становится отделенным от участка 46A седла клапана 43 двигателя головки 46 цилиндра, так что выпускное отверстие 47 становится сообщающимся с камерой сгорания (не показана) (клапан двигателя открывается). После этого, когда рабочий выступ 40 кулачка дополнительно поворачивается, отталкивающая сила клапанной пружины 42 поднимает клапан 43 двигателя вместе с толкателем 41 клапана, фиксатором 48 и шплинтом 49. В результате, клапан 43 двигателя приходит в соприкосновение с участком 46A седла, так что выпускное отверстие 47 перекрывается от камеры сгорания (не показана) (клапан двигателя закрывается). Таким образом, клапан 43 двигателя открывается и закрывается синхронно с вращением рабочего выступа 40 кулачка. Шток 43A клапана для клапана 43 двигателя вставляется через направляющую 45 клапана, которая впрессована в головку 46 цилиндра, в которой шток 43A клапана смазывается с помощью масла. Рабочая поверхность 43B клапана для клапана 43 двигателя, который служит в качестве двухпозиционного клапана камеры сгорания (не показана), находится в или вне соприкосновения с участком 46A седла для клапана 43 двигателя головки 46 цилиндра во время работы. В то время как фиг. 8 иллюстрирует выпускное отверстие 47, элемент скольжения настоящего изобретения также применим к впускному отверстию (не показано).
[0059] Вышеописанный элемент скольжения со слоем покрытия, например, вышеописанные элементы скольжения (1, 2, 3, 4) согласно первому-четвертому вариантам осуществления, применяется к поверхности 46a скольжения участка 46A седла для клапана двигателя головки цилиндра, который является участком скольжения между головкой цилиндра и клапаном двигателя. Это обеспечивает высокую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности. Кроме того, применение элемента скольжения по настоящему изобретению в головке цилиндра в качестве основания обеспечивает возможность гибкого проектирования формы выпускных отверстий и впускных отверстий и расширения диаметра клапанов двигателя, что может улучшать расход топлива, вывод мощности, крутящий момент и т.п. двигателей.
[0060] Хотя не показано на чертежах, вышеописанный элемент скольжения со слоем покрытия, например, элементы скольжения согласно первому-четвертому варианту осуществления, также применим, например, к одной или обеим поверхностям скольжения штока клапана и сопряженной направляющей клапана, и/или по меньшей мере одному участку, выбранному из группы, состоящей из поверхности скольжения торца штока клапана, поверхности скольжения рабочей поверхности клапана и поверхности скольжения впрессованного седла клапана. Это может обеспечивать высокую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности.
[0061] Т.е. предпочтительно, чтобы головка цилиндра варианта осуществления включала в себя элемент скольжения вышеописанных вариантов осуществления на участке седла клапана двигателя. Кроме того, другой пример головки цилиндра варианта осуществления включает в себя седло клапана со элементом скольжения вышеописанных вариантов осуществления, и предпочтительно, чтобы элемент скольжения был включен в посадочный участок для клапана двигателя седла клапана. Кроме того, предпочтительно, чтобы седло клапана варианта осуществления включало в себя элемент скольжения вышеописанных вариантов осуществления на участке седла клапана двигателя. Кроме того, предпочтительно, чтобы клапан двигателя варианта осуществления включал в себя элемент скольжения вышеописанных вариантов осуществления в рабочей поверхности клапана. Кроме того, предпочтительно, чтобы другой клапан двигателя варианта осуществления включал в себя элемент скольжения вышеописанных вариантов осуществления на участке скольжения относительно направляющей клапана.
[0062] Шестой вариант осуществления
Далее, элемент скольжения согласно шестому варианту осуществления настоящего изобретения будет описан подробно со ссылкой на чертежи. Те же условные обозначения обозначают те же компоненты, что и в вышеописанных вариантах осуществления, и их описание не приводится.
[0063] Фиг. 9 - это схематичный вид в поперечном разрезе подшипникового механизма двигателя внутреннего сгорания, который включает в себя элемент скольжения в подшипниковом металле его подшипникового механизма. Более конкретно, фиг. 9 является схематичным видом в поперечном разрезе подшипникового металла, который служит в качестве элемента скольжения соединительной тяги. Как иллюстрировано на фиг. 9, большая головка 60A шатуна соединительной тяги 60, которая располагается на коленчатом валу (не показан), делится на верхнюю и нижнюю две части. Соответственно, два разделенных подшипниковых металла 62 для поддержки шатунной шейки 61 располагаются в большой головке 60A шатуна.
[0064] Вышеописанный элемент скольжения со слоем покрытия, например, элементы скольжения (1, 2, 3, 4) согласно вышеописанному первому-четвертому вариантам осуществления, применяется к поверхностям 62a скольжения подшипниковых металлов 62. Это обеспечивает высокую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности.
[0065] Хотя не показано на чертежах, вышеописанный элемент скольжения со слоем покрытия, например, элементы скольжения согласно вышеописанному первому-четвертому вариантам осуществления, также применим к поверхности скольжения двух разделенных подшипниковых металлов для поддержания пальца поршня соединительной тяги, который располагается на верхней головке шатуна на стороне поршня (не показана). Это обеспечивает хорошую стойкость к абразивному износу при высокой температуре. Кроме того, также полезно, чтобы первые частицы дисперсионно-твердеющего медного сплава могли обеспечивать свойство высокой теплопроводности.
[0066] Т.е. предпочтительно, чтобы подшипниковый механизм двигателя внутреннего сгорания варианта осуществления включал в себя элемент скольжения вышеописанных вариантов осуществления в подшипниковом металле подшипникового механизма двигателя внутреннего сгорания.
[0067] Седьмой вариант осуществления
Далее будет описан способ производства элемента скольжения согласно седьмому варианту осуществления настоящего изобретения. Способ производства элемента скольжения варианта осуществления предназначен для производства элемента скольжения настоящего изобретения, например, элементов скольжения согласно вышеописанным первому-четвертому вариантам осуществления. Способ производства элемента скольжения включает в себя этап распыления первого порошка дисперсионно-твердеющего медного сплава или смешанного порошка, содержащего первый порошок и второй порошок, более твердый, чем первый порошок, на основание в нерасплавленном состоянии, таким образом, чтобы сформировать слой покрытия на основании, при этом слой покрытия включает в себя агрегат частиц, который содержит первые частицы дисперсионно-твердеющего медного сплава или агрегат частиц, который содержит первые частицы и вторые частицы, более твердые, чем первые частицы.
[0068] Как описано выше, слой покрытия, который включает в себя агрегат частиц, содержащий первые частицы дисперсионно-твердеющего медного сплава, и агрегат частиц, содержащий первые частицы и вторые частицы, формируется на основании посредством распыления первого порошка дисперсионно-твердеющего медного сплава или смешанного порошка, содержащего первый порошок и второй порошок, более твердый, чем первый порошок, предпочтительно первый порошок или первый порошок и второй порошок, на основание в нерасплавленном состоянии без вызова осаждения добавочных элементов с такой скоростью, которая формирует пластично деформируемый участок по меньшей мере в одном из основания и слоя покрытия. Другими словами, слой покрытия формируется посредством способа, известного как кинетическое распыление, холодное распыление или теплое распыление. Это может эффективно формировать слой покрытия с хорошей стойкостью к абразивному износу при высокой температуре. Однако, элемент скольжения настоящего изобретения не ограничивается элементами, созданными посредством этого способа.
[0069] Более конкретный способ производства будет описан более подробно.
[0070] Из вышеописанных материалов, первый порошок не ограничивается конкретным видом и может быть любым порошком, который находится в расплавленном состоянии и изготовлен из дисперсионно-твердеющего медного сплава. Например, первый порошок предпочтительно находится в состоянии перенасыщенного твердого раствора. Поскольку первый порошок проявляет высокую податливость, другими словами, высокую деформируемость, в состоянии перенасыщенного твердого раствора, представляется возможным эффективно формировать слой покрытия и улучшать формуемость пленки. Порошок в состоянии перенасыщенного твердого раствора не ограничивается конкретным видом. Например, предпочтительно использовать порошок, полученный посредством быстрого отверждения, такого как атомизация. Когда первый порошок сталкивается с основанием и т.п., первая твердая фаза (фаза осаждения) формируется посредством давления, вызванного столкновением, и теплоты трения, создаваемой различием скорости деформации между первым порошком и основанием и т.п. при сплющивании первых частиц. В результате, прочность слоя покрытия увеличивается.
[0071] Что касается материалов, второй порошок, который содержит порошок сплава, такой как порошок сплава на основе железа, порошок сплава на основе кобальта, порошок сплава на основе хрома, порошок сплава на основе никеля или порошок сплава на основе молибдена или керамический порошок может дополнительно быть добавлен в первый порошок. Один второй порошок или подходящая смесь двух или более вторых порошков могут быть использованы.
[0072] Средний размер частицы первого порошка и второго порошка материалов не ограничивается конкретным значением, но, например, находится в диапазоне предпочтительно от 5 мкм до 40 мкм, более предпочтительно от 20 мкм до 40 мкм. Когда средний размер частицы меньше 5 мкм, низкая текучесть может вызывать недостаточную подачу порошка. Когда средний размер частицы больше 50 мкм, недостаточная скорость частицы при формировании пленки может приводить в результате к дефектному формированию пленки. Например, «средний размер частицы» может означать среднечисловой размер частицы (d50), который измеряется и вычисляется с помощью инструмента анализа изображения для измерения распределения размера частиц. Кроме того, «размер частицы» для измерения и вычисления среднего размера частицы может быть, например, максимальным расстоянием между произвольными двумя точками на контуре наблюдаемого порошка (в плоскости наблюдения). Однако, «размер частицы» не ограничивается этим и может быть, например, диаметром эквивалентного круга наблюдаемого порошка (в плоскости наблюдения). В качестве альтернативы, «средний размер частицы» может означать среднечисловой размер частицы (d50), который измеряется и вычисляется с помощью инструмента измерения распределения размера частиц с помощью лазерного дифракционного рассеяния. Однако, следует хорошо понимать, что размер частицы совсем не ограничивается этими диапазонами и может находиться вне этих диапазонов, пока могут быть получены полезные результаты настоящего изобретения.
[0073] Порошок распыляется предпочтительно с такой высокой скоростью, которая побуждает первый порошок распыляться на основание, формируя пластично деформируемый участок по меньшей мере в одном из основания и слоя покрытия. Однако скорость не ограничивается конкретным значением. Например, скорость порошка предпочтительно находится в диапазоне от 300 м/с до 1200 м/с, более предпочтительно от 500 м/с до 1000 м/с, еще более предпочтительно от 600 м/с до 800 м/с. Давление рабочего газа, подаваемого для распыления порошка, предпочтительно находится в диапазоне от 2 МПа до 5 МПа, более предпочтительно от 3,5 МПа до 5 МПа. Когда давление рабочего газа меньше 2 МПа, достаточная скорость порошка не достигается, что может приводить в результате к большой пористости. Однако, следует хорошо понимать, что скорость и давление не ограничиваются этими диапазонами и могут находиться вне этих диапазонов, пока могут быть получены полезные результаты настоящего изобретения.
[0074] Температура рабочего газа не ограничивается конкретным значением, но, например, находится в диапазоне предпочтительно от 400°C до 800°C, более предпочтительно от 600°C до 800°C. Когда температура рабочего газа меньше 400°C, стойкость к абразивному износу может быть уменьшена вследствие большой пористости. Когда температура рабочего газа больше 800°C, сопло может быть забито. Однако, следует хорошо понимать, что температура не ограничивается этими диапазонами и может находиться вне этих диапазонов, пока могут быть получены полезные результаты настоящего изобретения.
[0075] Тип рабочего газа не ограничивается конкретным типом. Однако, примеры рабочего газа включают в себя азот, гелий и т.п. Они могут быть использованы отдельно или в сочетании из двух или более газов. Кроме того, также может быть использована смесь топливного газа и азота.
[0076] После того как слой покрытия сформирован, элемент скольжения может выдерживаться или закаляться при 250-500°C в течение 0,5-4 часов. Это может улучшать стойкость к абразивному износу при высокой температуре и свойство теплопроводности. Это выдерживание или закаливание может также быть выполнено, например, с помощью тепла от камеры сгорания в тестовом прогоне при приемочном контроле, который проводится, после того как двигатель собран.
Примеры
[0077] Далее в данном документе настоящее изобретение будет описано более подробно с помощью примеров. Однако, настоящее изобретение не ограничивается этими примерами.
[0078] Пример 1
Только порошок медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок) был подготовлен в качестве материала.
[0079] Предварительно обработанное алюминиевое основание подготовлено посредством предварительной обработки алюминиевого основания (японский промышленный стандарт H 4040 A5056) согласно условию, что целевая толщина слоя покрытия равна 0,2 мм на посадочном участке для клапана двигателя головки цилиндра в конечном состоянии.
[0080] Затем, алюминиевое основание было установлено на поворотный стол, и порошок сплава был распылен на алюминиевое основание с помощью холодного распылителя высокого давления (PCS-1000, Plasma Giken Co, Ltd., рабочий газ: азот, температура 600°C, скорость частиц 680-720 м/с, давление 4 МПа) во время вращения поворотного стола, таким образом, чтобы сформировать слой покрытия с толщиной 0,4-0,5 мм на основании.
[0081] После этого, слой покрытия был окончательно обработан посредством машинной обработки в фактическую форму посадочного участка для клапана двигателя головки цилиндра. Таким образом, был получен элемент скольжения примера. Толщина слоя покрытия была 0,2 мм.
[0082] Пример 2
Та же процедура, что и процедура в примере 1, была повторена за исключением того, что был использован порошок из медно-никелево-кремниево-ванадиево-хромистого сплава (состав: Cu-14Ni-3Si-2V-2,2Cr-1,4Fe-1,2Al, распыленный порошок) вместо порошка из медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок), так что был получен элемент скольжения примера.
[0083] Пример 3
Та же процедура, что и процедура в примере 1, была повторена за исключением того, что был использован смешанный порошок, содержащий порошок из медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок) и порошок из сплава на основе кобальта (TRIBALOY (зарегистрированный товарный знак) T-400, Kennametal Stellite Inc.) в соотношении (отношении масс) Cu-2,9Ni-0,7Si:TRIBALOY=95:5 вместо порошка из медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок), так что был получен элемент скольжения примера.
[0084] Пример 4
Та же процедура, что и процедура в примере 1, была повторена за исключением того, что был использован смешанный порошок, содержащий порошок из медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок) и порошок из сплава на основе кобальта (TRIBALOY (зарегистрированный товарный знак) T-400, Kennametal Stellite Inc.) в соотношении (отношении масс) Cu-2,9Ni-0,7Si:TRIBALOY=85:15 вместо порошка из медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок), так что был получен элемент скольжения примера.
[0085] Сравнительный пример 1
Та же процедура, что и процедура в примере 1, была повторена за исключением того, был использован порошок нержавеющей стали (японский промышленный стандарт SUS 316L) вместо порошка медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок), так что был получен элемент скольжения сравнительного примера.
[0086] Сравнительный пример 2
Та же процедура, что и процедура в примере 1, была повторена за исключением того, что был использован порошок медно-железно-марганцевого сплава (состав: Cu-4Fe-4Mn) вместо порошка медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок), так что был получен элемент скольжения сравнительного примера.
[0087] Сравнительный пример 3
Та же процедура, что и процедура в примере 1, была повторена за исключением того, что был использован порошок медно-никелевого сплава (состав: Cu-30Ni) вместо порошка медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок), так что был получен элемент скольжения сравнительного примера.
[0088] Сравнительный пример 4
Та же процедура, что и процедура в примере 1, была повторена за исключением того, что был использован порошок медно-оловянного сплава (состав: Cu-30Sn) вместо порошка медно-никелево-кремниевого сплава (состав: Cu-2,9Ni-0,7Si, распыленный порошок). Однако, было трудно сформировать слой покрытия. Спецификация образцов была частично показана в таблице 1. Соотношение первых частиц и вторых частиц и пористость в поперечном сечении слоя покрытия образцов были вычислены посредством многократного наблюдения сканирующего электронно-микроскопического (SEM) изображения поперечного сечения слоя покрытия и обработки изображения в сканирующее электронно-микроскопическое (SEM) изображение поперечного сечения, такой как бинаризация. Фаза осаждения первых частиц образцов была указана посредством наблюдения трансмиссионного электронно-микроскопического (TEM) изображения поперечного сечения слоя покрытия и энергодисперсионного рентгеновского (EDX) анализа. Присутствие или отсутствие промежуточного слоя и присутствие или отсутствие пластично деформируемого участка в поперечном сечении элементов скольжения образцов были определены посредством наблюдения сканирующего электронно-микроскопического (SEM) изображения поперечного сечения слоя покрытия и энергодисперсионного рентгеновского (EDX) анализа. Во всех из примеров 1-4 и сравнительных примеров 1-3 пластично деформируемые участки наблюдались в основании и слое покрытия.
[0089]
[0090] Оценка рабочих характеристик
Следующие рабочие характеристики были оценены для вышеописанных элементов скольжения образцов.
[0091] Стойкость к абразивному износу при высокой температуре
Фиг. 10 - это вид в поперечном разрезе, иллюстрирующий общий вид устройства для испытания на абразивный износ. Как иллюстрировано на фиг. 10, устройство для испытания на абразивный износ, похожее на механизм привода клапанов двигателя, изготавливается из фактических частей двигателя, таких как клапанная пружина 42, клапан 43 двигателя, уплотнение 44 штока, направляющая 45 клапана, головка 46, 46' цилиндра и шплинт 49. Элементы скольжения (1, 2, 3, 4) образцов были применены в качестве посадочного участка 46A для клапана 43 двигателя головки 46 цилиндра. Элементы скольжения (1, 2, 3, 4) включают в себя соответствующие предварительно определенные слои 20 покрытия на основаниях 10. Клапан 43 двигателя открыт на чертеже. Клапан 43 двигателя выполняет возвратно-поступательное движение в вертикальном направлении, как иллюстрировано стрелкой Y на чертеже, посредством эксцентрикового кулачка (не показан), так что клапан 43 двигателя циклически открывается и закрывается. Поверхность 46a скольжения посадочного участка 46A для клапана 43 двигателя головки 46 цилиндра находится в высокотемпературной среде за счет пламени F газовой горелки B. Температура посадочного участка 46A измеряется с помощью термометра T. Охлаждающая жидкость W циркулирует в головке 46 цилиндра.
[0092] Величина абразивного износа была измерена и вычислена с помощью вышеописанного устройства для испытания на абразивный износ в следующих условиях испытания. В частности, форма посадочного участка для клапана двигателя головки цилиндра была определена с помощью инструмента для измерения формы до и после испытания. Величина абразивного износа была измерена в четыре момента времени, и их среднее значение было вычислено. Результаты показаны в таблице 2.
[0093] Условия испытания
- Температура: 300°C (Был смоделирован посадочный участок для клапана двигателя головки цилиндра в выпускном отверстии ).
- Число вводов: 540000 раз
[0094] Свойство теплопроводности
Свойство теплопроводности вышеописанных элементов скольжения образцов было оценено посредством измерения и вычисления теплопроводности элементов скольжения образцов способом лазерной вспышки. Результаты показаны в таблице 2. (Однако, сравнительный пример 2 и сравнительный пример 3 не были измерены).
[0095] Формуемость пленки
Порошок образцов был распылен на алюминиевую основу в форме плоской пластины в течение периода времени в одинаковых условиях формования в качестве слоев покрытия образцов. Количество поданного порошка и количество незакрепившегося порошка были измерены, и из них был вычислен коэффициент адгезии. Формуемость пленки была, таким образом, оценена. Результаты показаны в таблице 2.
[0096]
[0097] Как видно из таблицы 1 и таблицы 2, находящиеся на уровне изобретения примеры 1-4 показали на 20%-70% меньшую величину абразивного износа, чем не находящиеся на уровне изобретения сравнительные примеры 1-3, и имеют такую хорошую стойкость к абразивному износу при высокой температуре.
[0098] Это стало возможным, поскольку слой покрытия из агрегата частиц, содержащего частицы дисперсионно-твердеющего медного слоя были сформированы на основании посредством распыления первого порошка дисперсионно-твердеющего медного сплава в состоянии тонкоизмельченного порошка перенасыщенного твердого раствора в нерасплавленном состоянии на основание с высокой скоростью. Кроме того, это также стало возможным, поскольку дисперсионно-твердеющий медный сплав содержит никель и кремний в качестве добавочных элементов. Кроме того, это также стало возможным, поскольку агрегат частиц включает в себя фазу осаждения силиката никеля (Ni2Si) в поверхности первых частиц. Кроме того, это также стало возможным, поскольку и основание, и слой покрытия, включают в себя пластично деформируемый участок. Кроме того, это также стало возможным, поскольку пористость слоя покрытия равна или меньше 3% площади. Кроме того, это также стало возможным, поскольку элемент скольжения включает в себя промежуточный слой по меньшей мере в части поверхности контакта между основанием и слоем покрытия.
[0099] Когда элемент скольжения имеет удельную теплопроводность 30 Вт/м*К, он считается имеющим свойство высокой теплопроводности. Соответственно, как видно из таблицы 1 и таблицы 2, находящиеся на уровне изобретения пример 1, пример 3 и пример 4 имеют высокую удельную теплопроводность и могут обеспечивать свойство высокой теплопроводности. Это стало возможным, поскольку первый порошок изготовлен из дисперсионно-твердеющего медного сплава. Кроме того, это также стало возможным, поскольку пористость слоя покрытия равна или меньше 3% площади. Пример 2 не имеет конкретной высокой удельной теплопроводности. Однако, можно сказать, что свойство теплопередачи является высоким, поскольку пример 2 может быть сформирован в тонкую пленку по сравнению со элементами скольжения с прессовой посадкой.
[0100] Как видно из таблицы 1 и таблицы 2, находящийся на уровне изобретения пример 1 и пример 2, в которые второй порошок не добавлен, демонстрируют, что элементы скольжения с высоким сопротивлением абразивному износу при высокой температуре могут быть эффективно изготовлены с аналогичным или более высоким коэффициентом адгезии по сравнению с не находящимися на уровне изобретения сравнительными примерами 1-3. Кроме того, не находящийся на уровне изобретения сравнительный пример 4 имеет трудность в формировании слоя покрытия в сравнении с находящимися на уровне изобретения примерами 1-4 и не находящимися на уровне изобретения сравнительными примерами 1-3.
[0101] Как видно из таблицы 1 и таблицы 2, пример 3 и пример 4, в которые добавлен второй порошок из порошка из алюминия на основе кобальта, показывают на 40%-70% меньшую величину абразивного износа, чем не находящиеся на уровне изобретения сравнительные примеры 1-3, и дополнительно меньшую величину абразивного износа, чем пример 1, в который второй порошок не добавлен. Пример 3 и пример 4 имеют такую даже более высокую стойкость абразивному износу при высокой температуре.
[0102] Это стало возможным, поскольку слой покрытия из агрегата частиц, содержащего первые частицы из дисперсионно-твердеющего медного сплава, и вторые частицы порошка из сплава на основе кобальта, был сформирован на основании посредством распыления первого порошка из дисперсионно-твердеющего медного сплава в состоянии тонкоизмельченного порошка перенасыщенного твердого раствора в нерасплавленном состоянии и второго порошка из частиц сплава на основе кобальта в нерасплавленном состоянии на основание с высокой скоростью.
[0103] Как видно из таблицы 1 и таблицы 2, пример 4, в который добавлено увеличенное количество второго порошка из порошка сплава на основе кобальта, имеет высокую стойкость к абразивному износу при высокой температуре по сравнению с примером 3. Кроме того, пример 4 может обеспечивать свойство высокой теплопроводности, хотя удельная теплопроводность немного ниже, чем в примере 3. На данный момент пример 3 считается наиболее предпочтительным с точки зрения высокой стойкости к абразивному износу при высокой температуре, свойства высокой теплопроводности и выхода продукции с низкими затратами вследствие высокого коэффициента адгезии. С точки зрения стойкости абразивному износу при высокой температуре пример 4 считается наиболее предпочтительным.
[0104] Фиг. 11 является сканирующим электронно-микроскопическим (SEM) изображением поперечного сечения около поверхности контакта между основанием 10 и слоем 20 покрытия элемента скольжения примера 4. Фиг. 12 - это график, иллюстрирующий результат энергодисперсионного рентгеновского (EDX) анализа (линейного анализа) элемента скольжения из примера 4 по линии Z на фиг. 11. Точка P на фиг. 11 и точка P на фиг. 12 указывают одно и то же местоположение. На фиг. 12 позиция 0,0 мкм соответствует концу линии Z в основании 10 на фиг. 11, а позиция 2,0 мкм соответствует концу линии Z в слое 20 покрытия.
[0105] Как видно из фиг. 11 и фиг. 12, элемент скольжения включает в себя основание 10 из алюминиевого сплава и слой 20 покрытия из медного сплава, сформированный на основании 10, и промежуточный слой формируется между основанием 10 и слоем 20 покрытия. Промежуточный слой формируется в позиции приблизительно от 0,75 мкм до 1,31 мкм. Кроме того, диффузионные слои формируются в позиции приблизительно от 0,75 мкм до 0,96 мкм и позиции приблизительно от 1,23 мкм до 1,31 мкм. Диффузионные слои имеют градиентную структуру состава. В позиции приблизительно от 0,96 мкм до 1,23 мкм отношение (атомное отношение) алюминия, магния и меди приблизительно равно Al:Mg:Cu=2:1:1, показывая, что слой интерметаллического соединения сформирован в этой позиции.
[0106] Как описано выше, элемент скольжения имеет высокую стойкость к абразивному износу при высокой температуре, и свойство высокой теплопроводности также возможно, поскольку он включает в себя промежуточный слой, который находится между основанием и слоем покрытия и включает в себя по меньшей мере один из диффузионного слоя и слоя интерметаллического соединения. Кроме того, элемент скольжения имеет высокую стойкость к абразивному износу при высокой температуре и свойство высокой теплопроводности также, возможно потому, что он включает в себя промежуточный слой, который включает в себя диффузионный слой с градиентной структурой состава. Кроме того, элемент скольжения имеет высокую стойкость к абразивному износу при высокой температуре и свойство высокой теплопроводности также возможно потому, что он включает в себя слой интерметаллического соединения, находящийся между диффузионными слоями с градиентной структурой состава.
[0107] В то время как настоящее изобретение описано при помощи некоторых вариантов осуществления и примеров, настоящее изобретение не ограничивается этим, и в рамках настоящего изобретения может быть выполнено множество изменений .
[0108] Например, компоненты, описанные в вышеописанных вариантах осуществления и примерах, не ограничиваются отдельными вариантами осуществления и примерами. Например, могут быть изменены тип, соотношение и условия формирования пленки из первого порошка и второго порошка. Кроме того, компоненты варианта осуществления или примера могут быть компонентами, отличными от сочетаний вышеописанных вариантов осуществления и примеров.
Список условных обозначений
[0109] 1, 2, 3, 4 Элемент скольжения
10 Основание
10a Пластично деформируемый участок
20 Слой покрытия
20a Пластично деформируемый участок
21 Агрегат частиц
23, 24 первые частицы
24a Поверхность
25 Фаза осаждения
27 вторые частицы
30 Промежуточный слой
40 Рабочий выступ кулачка
41 Толкатель клапана
42 Клапанная пружина
43 Клапан двигателя
43A Шток клапана
43a Поверхность скольжения
43B Рабочая поверхность клапана
43b Поверхность скольжения
44 Уплотнение штока
45 Направляющая клапана
45a Поверхность скольжения
46, 46' Головка цилиндра
46A Посадочный участок
46a Поверхность скольжения
47 Выпускное отверстие
48 Фиксатор
49 Шплинт
60 Соединительная тяга
60A Большая головка шатуна
61 Шатунная шейка коленчатого вала
62 Подшипниковый металл
62a Поверхность скольжения
B Газовая горелка
F Пламя
T Термометр
W Охлаждающая жидкость
Реферат
Изобретение относится к элементу скольжения и способу его производства, элемент скольжения может быть использован на участках скольжения двигателей внутреннего сгорания, которые работают в высокотемпературной среде. Элемент скольжения содержит металлическое основание и слой покрытия, сформированный на нём, который выполнен из агрегата частиц, содержащего первые частицы дисперсионно-твердеющего медного сплава, или из агрегата частиц, содержащего упомянутые первые частицы и вторые частицы, более твёрдые, чем первые частицы, и промежуточный слой, состоящий из элементарного компонента основания и элементарного компонента первых частиц, который сформирован по меньшей мере в части поверхности контакта между упомянутым основанием и упомянутым слоем покрытия и является по меньшей мере одним из диффузионного слоя и слоя интерметаллического соединения. Способ производства упомянутого элемента скольжения содержит этап, на котором распыляют первый порошок дисперсионно-твердеющего медного сплава или смешанный порошок, содержащий первый порошок и второй порошок, более твердый, чем первый порошок, на упомянутое основание в нерасплавленном состоянии для формирования слоя покрытия на основании. При распылении первого порошка или смешанного порошка на основание первый порошок или смешанный порошок распыляют на основание со скоростью, обеспечивающей формирование пластично деформируемого участка по меньшей мере в одном из упомянутого основания и слоя покрытия. Обеспечивается элемент скольжения с высоким сопротивлением абразивному износу при высокой температуре. 4 н. и 6 з.п. ф-лы, 12 ил., 2табл.
Формула
Документы, цитированные в отчёте о поиске
Вкладыш подшипника скольжения и способ его изготовления
Деталь машины для пары скольжения, а также способ ее изготовления
Комментарии