Способ переработки отработанного ядерного топлива - RU2182379C2
Код документа: RU2182379C2
Чертежи




Описание
Изобретение относится к повторной переработке ядерного топлива, а более точно - касается регулирования содержания нептуния при переработке отработанного ядерного топлива.
Ниже будет показано использование настоящего изобретения в способе извлечения плутония из облученного урана в наиболее современных перерабатывающих установках (СПУ). Однако настоящее изобретение может найти применение и в других технологиях по переработке отработанного ядерного топлива.
В способе извлечения плутония из облученного урана значительную проблему может представлять управление валентностью нептуния. Нептуний в технологии извлечения плутония из облученного урана находится в виде смеси трех состояний, имеющих различные валентности, Np (IV), (V) и (VI). Np (IV) и (VI) способны экстрагироваться в фазу растворителя (разбавленный трибутил-фосфат (ТБФ) в инертном углеводороде, таком как керосин, не имеющий запаха (КБЗ)), а Np (V) не способен экстрагироваться в фазу растворителя. Для того, чтобы направить Np в потоки очищенного раствора (потоки рафината), Np должен быть стабилизирован в состоянии со степенью окисления (V). Это сложная задача, поскольку состояние с этой степенью окисления не только является промежуточным из трех состояний, но также потому, что Np (V) подвержен превращениям в конкурирующих реакциях, таких как самоокисление-самовосстановление в Np (IV и (VI), а также он окисляется до Np (VI) при взаимодействии с азотной кислотой. Поэтому трудно регулировать содержание нептуния, и главная цель современных программ по переработке (отработанного ядерного топлива) состоит в эффективном регулировании содержания нептуния.
Наиболее вероятно, что после растворения топлива Np находится в виде смеси трех окислов со всеми тремя степенями окисления. Np (V) будет отделяться с водной фазой на более ранней стадии, Np (IV) и (VI) будут следовать за растворителем (содержащим уран и плутоний) в так называемом "сплите" U/Pu (смесь с разделяемыми ураном и плутонием). В разделяемой смеси U/Pu Np восстанавливается при взаимодействии с U (IV) до Np(IV), который следует за потоком урана в продукт-растворитель. Затем Np отделяется от урана во время цикла очистки урана. Np (IV) превращается в Np (V) и Np (VI) путем нагрева в водной фазе в кондиционере при высокой температуре. Кондиционированная жидкость подается в смеситель-отстойник, предназначенный для экстракции и газоотделения, где Np (IV) отбрасывается в водный рафинат. Np (VI), находящийся в водной исходной реакционной смеси, восстанавливается до Np (V) при взаимодействии с гидроксиламином, который подается в секцию реактора, в которой происходит газоочистка. При обычной технологии требуется два или три смесителя-отстойника для того, чтобы очистить урановый продукт от Np.
Переработка облученного ядерного топлива с использованием метода экстракции растворителем известна из патента США N 4229421, где раствор, содержащий плутоний, нептуний и уран в органическом растворителе, приводят в контакт с водными растворами, содержащими соли гидроксиламина и/или гидразина, для осуществления селективного восстановления и, соответственно, разделения металлов.
Случайно было обнаружено, что для регулирования содержания нептуния при переработке отработанного ядерного топлива может использоваться формогидроксамовая кислота (ФГК). В соответствии с настоящим изобретением предлагается способ переработки отработанного ядерного топлива, который включает, по меньшей мере, образование водного раствора и выполнение, по меньшей мере, одного этапа экстракции растворителем, который отличается тем, что используют формогидроксамовую кислоту для восстановления Np (VI) в Np (V) и/или образования комплексного соединения с Np (IV), благодаря чему по существу весь имеющийся нептуний будет сохраняться в водной фазе при экстракции растворителем.
Особенно полезное свойство ФГК в контексте настоящего изобретения состоит в том, что она легко разлагается либо путем кислотного гидролиза до муравьиной кислоты и гидроксиламина, либо с помощью азотной кислоты до газообразных компонент. Поэтому Np может быть восстановлен из раствора ФГК, а разрушение ФГК будет приводить к уменьшению объема жидких радиоактивных отходов.
Кинетика гидролиза ФГК была установлена. Скорость реакции в HNO3:

где k=2.54•10-4 дм3 моль-1 с-1,
а энергия активации ЕACT=77.3±1.6 кДж/моль.
Гидролиз ФГК представляет собой возможную проблему в реакторах для экстракции растворителем, которые характеризуются длительным временем пребывания исходной реакционной смеси, таких как смесители-отстойники или колонны с пульсирующим потоком. Однако, современная перерабатывающая установка, спроектированная для использования ФГК, будет использовать центробежные реакторы, которые сами по себе дают значительное преимущество по сравнению с колоннами с пульсирующим потоком, смесителями-отстойниками и другими реакторами для экстракции растворителем. Эти центробежные реакторы имеют очень малое время пребывания исходной смеси. Кинетика гидролиза ФГК доказывает, что гидролиз не будет представлять собой проблему в установках, использующих центробежные реакторы, а кроме того, такое легкое разложение ФГК обеспечивает другие значительные преимущества.
Для того, чтобы максимально увеличить концентрацию ФГК, вводимой в реактор, и таким образом обеспечить применение компьютерных расчетов химико-технологических процессов, кристаллическая ФГК сначала должна быть растворена в воде, если ФГК действительно стабильна в воде. Обедненный раствор, содержащий ФГК, должен наряду с ФГК содержать азотную кислоту, тогда нейтральный раствор ФГК и раствор кислоты должны быть смешаны непосредственно перед введением в реактор, чтобы до минимума уменьшить кислотный гидролиз ФГК.
В одном из вариантов настоящего изобретения Np направляется с плутониевым продуктом в разделяемую U/Pu смесь. В этом варианте Np(V) остается в водной фазе. Имеющийся Np(VI) восстанавливается до Np(V) за счет ФГК и также направляется в плутониевый продукт. Используя ФГК, имеющийся Np(IV) может стать неэкстрагируемым за счет образования комплекса Nр(IV)-ФГК, так что он остается в водной фазе и направляется в поток плутониевого продукта. Рu в виде Pu(IV) также образует комплекс за счет ФГК и, таким образом, ФГК может использоваться в качестве единственного реагента, который позволит полностью отделить Рu и Np от урана.
Во втором варианте, выполненном согласно настоящему изобретению, Np выводится из потока растворителя с урановым продуктом в реакторе "Блеск нептуния" с использованием ФГК в качестве комплексообразующего соединения для Np(IV) и в качестве восстановителя для Np(VI). Это позволяет получить поток относительно чистого Np-237, который при желании может быть удален независимым образом. Оставшийся Pu(IV) также может быть удален в этом реакторе путем комплексообразования с ФГК.
В дальнейшем изобретение поясняется описанием предпочтительного варианта его воплощения со ссылками на
сопровождающие чертежи, на
которых:
фиг. 1 изображает последовательность операций способа переработки ядерного топлива, согласно изобретению;
фиг. 2 изображает схематично реактор
"Блеск Np", где n - число
ступеней центробежного реактора, согласно изобретению;
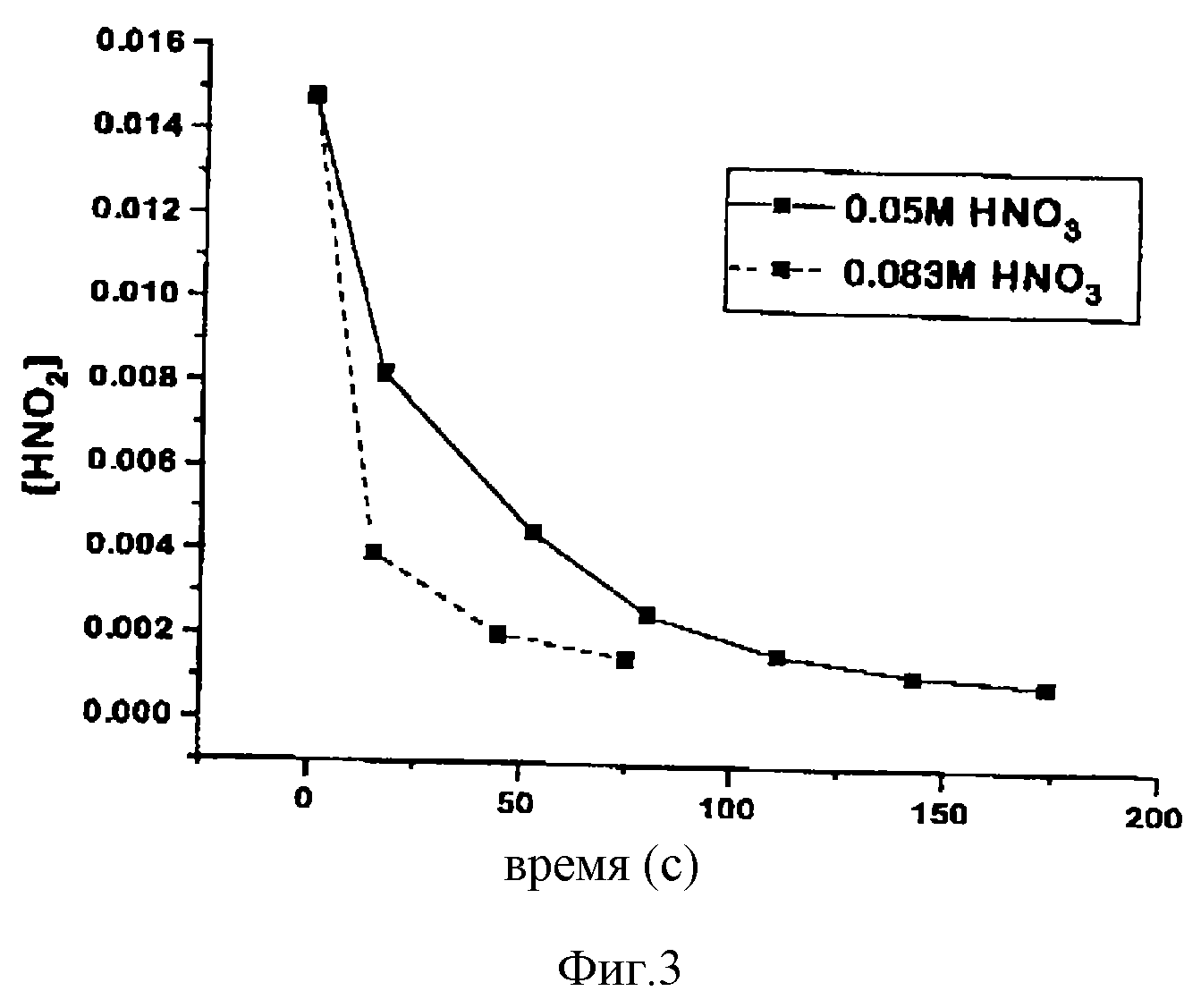
фиг. 3 изображает диаграмму протекания реакции ФГК с HNO2, согласно изобретению;
фиг. 4
изображает диаграмму
спектров поглощения до и после добавления раствора ФГК в азотной кислоте, согласно изобретению;
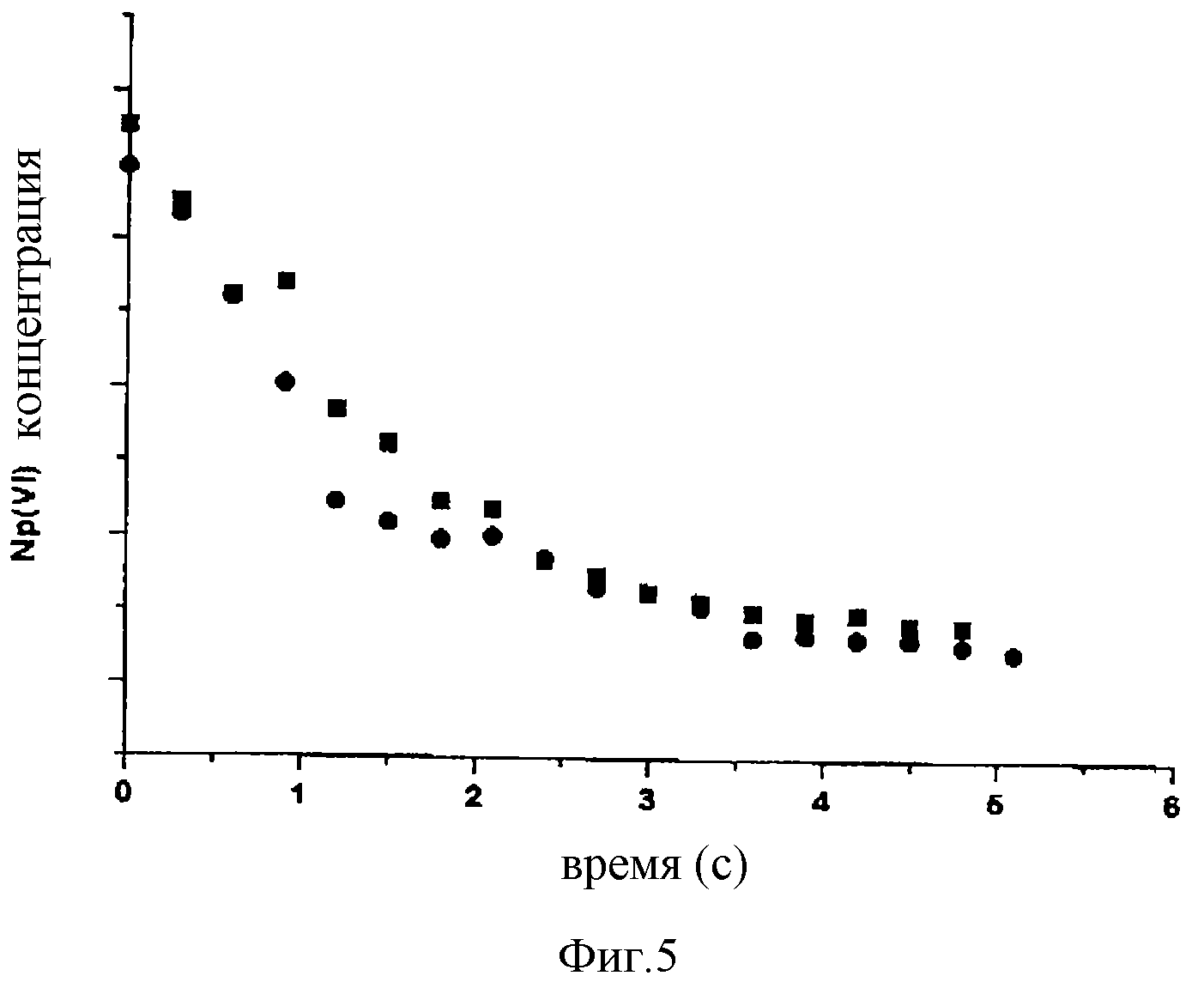
фиг. 5 изображает диаграмму уменьшения концентрации Np(VI) после
добавления ФГК в избытке,
согласно изобретению;
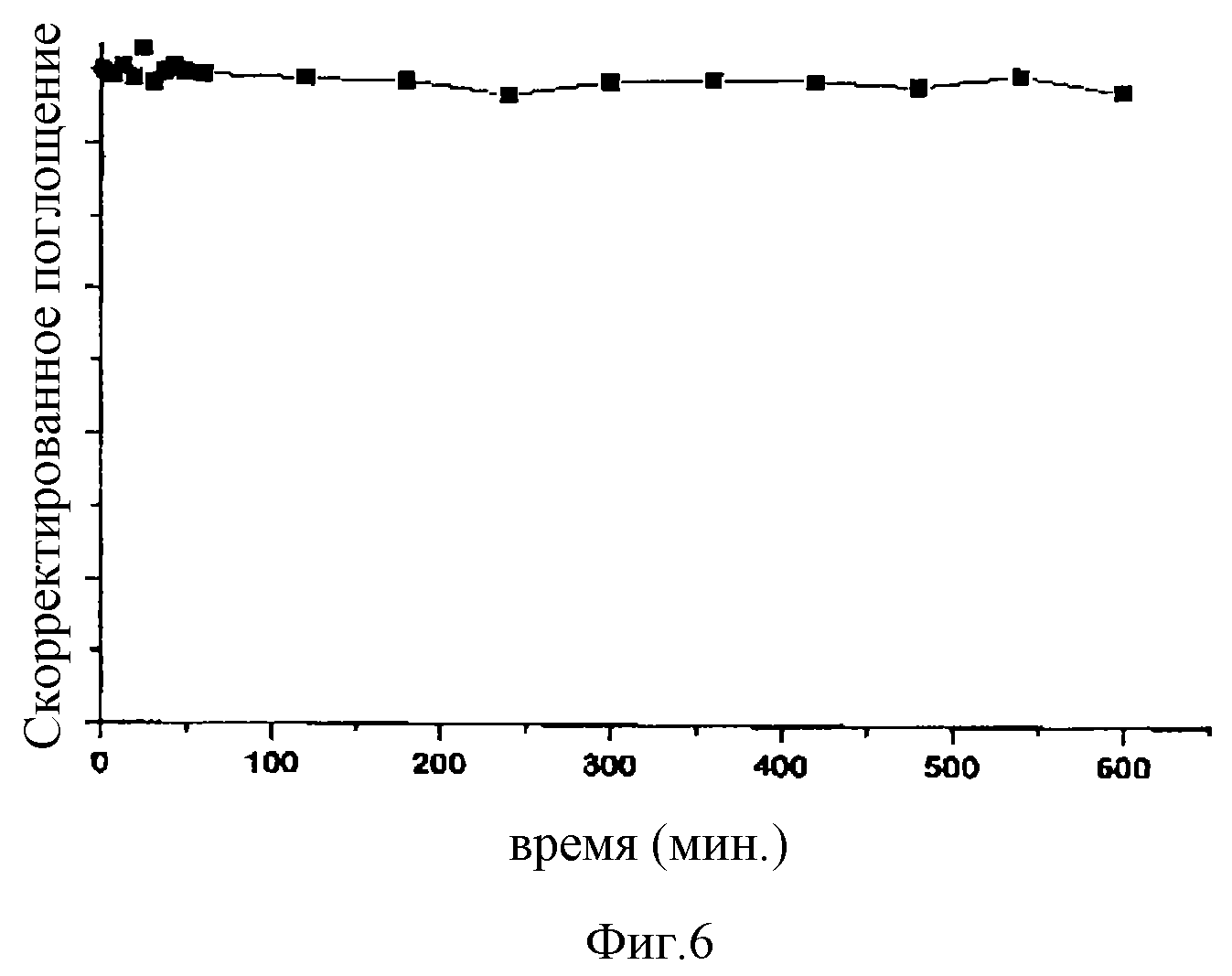
фиг. 6 изображает диаграмму протекания реакции между Np(V) и ФГК при комнатной температуре, согласно изобретению;
фиг. 7 изображает
диаграмму спектров
комплексных соединений Np(IV) ФГК и Np(IV) вблизи инфракрасной области, согласно изобретению;
фиг. 8 изображает диаграмму изменения содержания Np(IV) при увеличении
концентрации ФГК, согласно
изобретению.
Концентрации реагентов и потоков растворителя не определены. Обычно реактор работает при комнатной температуре для уменьшения до минимума гидролиза ФГК, но это несущественное требование.
В других вариантах водный поток, содержащий Np и ФГК, может быть легко уменьшен по объему путем разложения ФГК и комплексов Np-ФГК или путем "кипения" (бурное газообразование) в сильной азотной кислоте, или путем добавления азотистой кислоты.
Таким образом, полное регулирование содержания нептуния может быть достигнуто с помощью способа, согласно изобретению, при использовании только одного реагента. Конкретные достоинства этой технологии следующие.
1) Для получения отдельных продуктов U, Np и Рu достаточно применить один цикл экстракции растворителем. Это основное преимущество по отношению к имеющимся в настоящее время перерабатывающим установкам, в которых, как правило, применяется три цикла экстракции растворителем.
2) Не требуется ни одного цикла (или кондиционеров) экстракции растворителем для очистки урана, требуется только один ленточный реактор ("Блеск нептуния").
3) Использование реактора "Блеск нептуния" позволяет получить отдельные продукты с высокой степенью чистоты, при этом осуществляется только один технологический цикл.
4) Нептуний может быть направлен в отдельный поток, благодаря чему облегчается удаление отходов.
5) ФГК может использоваться с центробежными реакторами, несмотря на протекание гидролиза ФГК, поскольку время пребывания реагентов в центробежных реакторах мало.
6) Нет необходимости в отделении нептуния (или плутония) от ФГК, поскольку ФГК может быть легко превращена в газообразные компоненты.
7) В отношении Np(IV) и Np(VI) используется только один реагент, при этом используются свойства ФГК к комплексообразованию и ее свойства как реагента-восстановителя.
8) ФГК быстро реагирует с HNO2 и, поэтому может использоваться для удаления НNО2 в технологическом процессе. Это важно, поскольку HNO2 является катализатором в реакциях окисления актиноидов с НNО2, и в осуществляемых в настоящее время технологических процессах часто требуются специальные антинитриты, такие как гидразин.
Эта реакция протекает быстро (фиг. 3) даже при очень малом содержании актиноидов. Для типичных актиноидов, используемых в этом процессе (например, 1М НNО3), масштаб времени протекания этой реакции сопоставим с временем пребывания реагентов в центробежных реакторах.
Для проверки реакций восстановления Np(VI) и комплексообразования Np(IV) с помощью ФГК были проведены эксперименты с использованием спектроскопических и радиометрических методов исследования.
На фиг. 4 показаны спектры поглощения в диапазоне между 920 и 1280 нм до и после добавления раствора ФГК в азотной кислоте с концентрацией 1.7 М. Видно, что происходит полное восстановление приблизительно 0.004 М Np(VI) (установлен по пику поглощения на 1223 нм) в Np(V) (пик на 980 нм). Полное восстановление происходит быстро, и оценка времени дает величину такого же порядка, что и времена смешения в ступени центробежного реактора при комнатной температуре и в азотной кислоте с концентрацией 1-2 М, то есть меньше, чем примерно десять секунд.
На фиг. 5 показано уменьшение концентрации Np(VI) во времени после добавления ФГК в избытке. Представлены результаты двух идентичных реакций при концентрации НNО3 1.78 М. Полное восстановление Np (VI) достигается примерно за 4 секунды. Аналогичные результаты получены при других показателях кислотности между 0.5 и ЭМ НNО3. Таким образом, ФГК является очень быстрым, селективно восстанавливающим реагентом для Np(VI), не образующим новой соли, и этот реагент подходит для использования в интенсифицированных центробежных реакторах, благодаря чему достигаются значительные преимущества по сравнению с традиционными технологиями.
Дополнительные эксперименты подтвердили, что не происходит эффективного восстановления Np(V) в Np(IV), поскольку скорость разрушения ФГК из-за гидролиза выше, чем скорость восстановления Np(V).
На фиг. 6 проиллюстрирована реакция между Np(V) и ФГК при комнатной температуре в растворе, содержащем 1.7 М HNO3 и 0.333 М ФГК. График показывает зависимость скорректированного поглощения на 980 нм (оно прямо пропорционально [Np(V)] ) от времени. При комнатной температуре за временной интервал в 10 ч никакого изменения концентрации Np(V) не происходит.
Продукт гидролиза ФГК - это гидроксиламин, который является очень слабым восстановителем для Np(V). Константа t(K) скорости этой реакции К=4.54•10-2 м-2.65 мин-1 при 92oС (B.C. Колтнов и М.Ф. Тихонов, Радиохимия 19(5), 620-625, 1977). Таким образом, Np(V) действительно стабилен в центробежных реакторах в течение короткого времени его пребывания в них.
Следующие эксперименты показали, что аналогичная реакция происходит в присутствии U, но без восстановления U(VI). В рамках экспериментов в 1.9 М азотной кислоте в присутствии 100-краткого избытка U было показано, что, как и ранее, Np(VI) восстанавливался до Np(V). При осуществлении экстракции растворителем с 30% ТВФ/КБЗ (при соотношении 1:1 в течение 15 мин) анализ полных концентраций Np и U в каждой фазе показал, что для U(VI) и Np(V) величины их содержания составляют - 3.26 для U и 0.035 для Np, следовательно, подтверждаются спектроскопические результаты.
Также было показано, что, если раствор Np(VI) и U(VI) в фазе растворителя взаимодействует с восстановителем, взятым в избытке, в 1.9 М азотной кислоте, тогда Np восстанавливается в неэкстрагируемый Np(V) и отгоняется в водную фазу. U остается в фазе растворителя. Концентрации Np и U в обеих фазах определялись радиометрически, и вычисленные значения по их содержанию составили 0.042 для Np и 4.26 для U. Величины содержания аналогичны тем, которые были получены, когда имелась только водная фаза, и эти значения согласуются с литературными данными для Np(V) и U(VI), следовательно, это указывает на то, что восстановитель в водной фазе отгоняет Np(VI) из фазы растворителя в водный рафинат в виде Np(V), в то же время оставляя U(VI) в продукте-растворителе.
Комплексообразование Np(IV) с помощью ФГК исследовалось с помощью спектроскопии вблизи инфракрасной области спектра. ФГК образует комплексные соединения с нептунием в разбавленной азотной кислоте и дает характерный спектр с основными пиками на 714 нм и 732 нм (фиг. 7), которые представляют спектры комплексного соединения Np(IV)ФГK и Np(IV) в 0.1 М азотной кислоте вблизи инфракрасной области. Эти характерные спектры использовались для контроля влияния азотной кислоты на комплекс ФГК-Np(IV). Как и ожидалось, образование комплексного соединения подавляется при увеличении концентрации азотной кислоты, но процесс комплексообразования может быть направлен в обратную сторону при добавлении концентрированной азотной кислоты. Спектроскопия вблизи инфракрасной области также использовалась для контроля отгонки Np(IV) из 30% ТВФ/КБЗ в раствор ФГК в азотной кислоте.
Для оценки способности формогидроксамовой кислоты к отгонке использовались экспериментальные данные и прогнозирующее компьютерное моделирование. Результаты показывают, что Np(IV)-формогидроксамовый комплекс является неэкстрагируемым в 30% ТВФ/КБЗ, и величины содержания (распределения) значительно уменьшаются при понижении кислотности и повышении концентрации лиганда. На фиг. 8 показано влияние увеличения концентрации ФГК на величину содержания (распределения) Np(IV) в 1 М HNO3, при этом полная концентрация Np составляет примерно 0.005 М.
Реферат
Изобретение относится к переработке отработанного ядерного топлива. Способ включает образование водного раствора урана, плутония и нептуния и проведение экстракции растворителем. Для восстановления Np(V1) в Np(V) и/или для образования комплексного соединения с Np(1V) используют формогидроксамовую кислоту. Формогидроксамовую кислоту вводят в водный раствор. В результате весь имеющийся нептуний остается в водной фазе при экстракции растворителем. Результат способа: легкость и селективность восстановления нептуния. 5 з.п.ф-лы, 8 ил.

Комментарии