Устройство для нанесения покрытия на кольцевой картер газотурбинного двигателя - RU2716803C2
Код документа: RU2716803C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству нанесения покрытия на поверхность кольцевого картера газотурбинного двигателя в виде истираемого слоя, получаемого при полимеризации смолы.
УРОВЕНЬ ТЕХНИКИ
Предшествующий уровень техники представлен, в частности, документами FR-A-2 339 741, US-A-3,346,175 и ЕР-А1-2 202 264.
На своем входном конце (относительно прохождения газов в газотурбинном двигателе) газотурбинный двигатель содержит вентилятор, содержащий лопаточное колесо, окруженное картером, который называют удерживающим картером с учетом его функции удержания лопаток в случае их разрыва.
Как известно, лопаточные колеса газотурбинного двигателя окружены статором, имеющим кольцевое покрытие из истираемого материала. Покрытие расположено вокруг и на небольшом радиальном расстоянии от лопаток, которые во время работы могут входить в контакт с материалом, что приводит к его износу от трения. Это позволяет оптимизировать радиальные зазоры между лопатками и окружающим их статором и, следовательно, ограничивать утечки газов на вершинах или радиально наружных концах лопаток.
В случае удерживающего картера лопатки вентилятора окружены истираемым слоем, который покрывает внутреннюю кольцевую поверхность картера. В настоящее время этот истираемый слой получают путем нанесения полимеризующейся смолы на поверхность. Эту смолу вручную уплотняют, чтобы максимально удалить пузырьки воздуха и прижать смолу к картеру. Чистовую обработку осуществляют посредством каландрирования при помощи фасонного шаблона без возможности контроля прикладываемого усилия. Кроме того, при этом каландрировании смола подвергается действию усилия отслаивания. Таким образом, ручная операция подвергает риску дозировку компонентов и, к тому же, является очень трудоемкой для операторов. Кроме того, эта операция требует наличия опыта, приобретение которого занимает длительное время.
Настоящим изобретением предложено простое, эффективное и экономичное решение для преодоления по меньшей мере части вышеупомянутых недостатков известных технических решений.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Изобретением предложено устройство нанесения покрытия на поверхность кольцевого картера газотурбинного двигателя в виде истираемого слоя, получаемого при полимеризации смолы, отличающееся тем, что содержит:
- первые опорные средства, в частности, для поддержания упомянутого картера,
- средства распределения смолы, предварительно нанесенной на упомянутую поверхность картера, которые установлены, например, на упомянутых первых средствах и выполнены с возможностью распределения смолы на упомянутой поверхности картера, и
- средства разматывания пластиковой пленки, предназначенной для введения между упомянутыми средствами распределения и смолой, при этом упомянутые средства разматывания установлены, например, на упомянутых первых средствах.
Заявленное устройство позволяет заменить по меньшей мере некоторые из ручных операций из известных решений автоматизированными и, следовательно, легко воспроизводимыми операциями. Пластиковая пленка позволяет избегать прилипания смолы к средствам распределения и обеспечивает хорошее поверхностное состояние (например, гладкое и блестящее состояние) истираемого слоя.
Заявленное устройство может иметь один или несколько следующих отличительных признаков, рассматриваемых отдельно друг от друга или в комбинации:
- устройство содержит вторые автоматизированные средства, подвижные относительно первых опорных средств и содержащие средства нанесения упомянутой смолы, которые выполнены с возможностью нанесения смолы на упомянутую поверхность картера,
- упомянутые средства разматывания установлены на упомянутых вторых средствах,
- упомянутые средства распределения установлены на упомянутых вторых средствах,
- упомянутые средства нанесения содержат средства подготовки упомянутой смолы посредством смешивания по меньшей мере двух компонентов,
- упомянутые средства подготовки содержат картриджи хранения компонентов и средства смешивания компонентов,
- средства нанесения содержат по меньшей мере одну трубку для нагнетания смолы,
- средства распределения содержат ряд параллельных валиков, установленных с возможностью свободного вращения,
- средства разматывания содержат по меньшей мере один рулон пластиковой пленки,
- средства разматывания содержат первый валик, выполненный с возможностью первым входить в контакт со смолой после ее нанесения и с возможностью распределять и сжимать эту смолу, по меньшей мере один второй валик, выполненный с возможностью распределять смолу и вытеснять излишек смолы в сторону продольных концов второго валика, и третий валик, выполненный с возможностью калибровать внутренний диаметр покрытия из смолы,
- первый и вторые валики имеют цилиндрическую наружную поверхность и выполнены, например, из алюминия, и второй валик имеет цилиндрическую наружную поверхность, выпуклую по существу в середине валика, и выполнен, например, из пластикового материала,
- вторые средства выполнены с возможностью перемещения по меньшей мере вдоль двух осей и предпочтительно вдоль трех осей,
- устройство содержит средства соскабливания и удаления упомянутой смолы после ее нанесения на упомянутую поверхность, при этом упомянутые средства соскабливания установлены, например, с возможностью перемещения относительно упомянутых первых опорных средств, предпочтительно независимо от упомянутых вторых средств,
- устройство содержит средства разрезания смолы, при этом упомянутые средства разрезания установлены, например, с возможностью перемещения относительно упомянутых первых опорных средств независимо от упомянутых вторых средств.
Объектом настоящего изобретения является также установка, содержащая описанное выше устройство и тележку для транспортировки и приведения во вращение кольцевого картера газотурбинного двигателя, при этом упомянутая тележка содержит средства приведения во вращение картера вокруг по существу горизонтальной оси вращения картера.
Заявленная установка может иметь один или несколько следующих отличительных признаков, рассматриваемых отдельно друг от друга или в комбинации:
- упомянутые средства приведения во вращение содержат колесо для приведения во вращение картера, по меньшей мере оду шестерню, соединенную с колесом и выполненную с возможностью взаимодействовать с зубчатым венцом, установленным на картере, и ролики для поддержания и направления во вращении картера,
- тележка содержит колесо для перемещения тележки, например, по рельсам,
- устройство содержит средства крепления, выполненные с возможностью взаимодействия с соответствующими средствами тележки для их блокировки относительно друг друга,
- устройство содержит ограничительные средства, например, с роликами, выполненные с возможностью взаимодействия с картером или с элементом, выполненным на картере, чтобы ограничивать и даже препятствовать перемещениям картера относительно устройства вдоль упомянутой оси,
- устройство содержит средства центровки, предназначенные для взаимодействия с тележкой,
- устройство содержит по меньшей мере один датчик присутствия, выполненный с возможностью взаимодействия с тележкой,
- вторые средства выполнены с возможностью по меньшей мере частичного захождения в упомянутый картер, и
- вторые средства содержат автомат, связанный с пультом управления.
Объектом настоящего изобретения является также способ нанесения покрытия на поверхность кольцевого картера газотурбинного двигателя при помощи описанной выше установки, отличающийся тем, что содержит следующие автоматизированные этапы:
- приводят во вращение картер,
- наносят смолу на упомянутую поверхность,
- распределяют смолу с ее накрыванием пластиковой пленкой,
причем эти этапы предпочтительно прекращают осуществлять до полного оборота картера. Это позволяет оператору вручную заполнить смолой зону между двумя смежными окружными краями слоя, чтобы обеспечить надлежащее соединение этих слоев.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение, его другие детали, отличительные признаки и преимущества будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера со ссылками на прилагаемые чертежи, на которых:
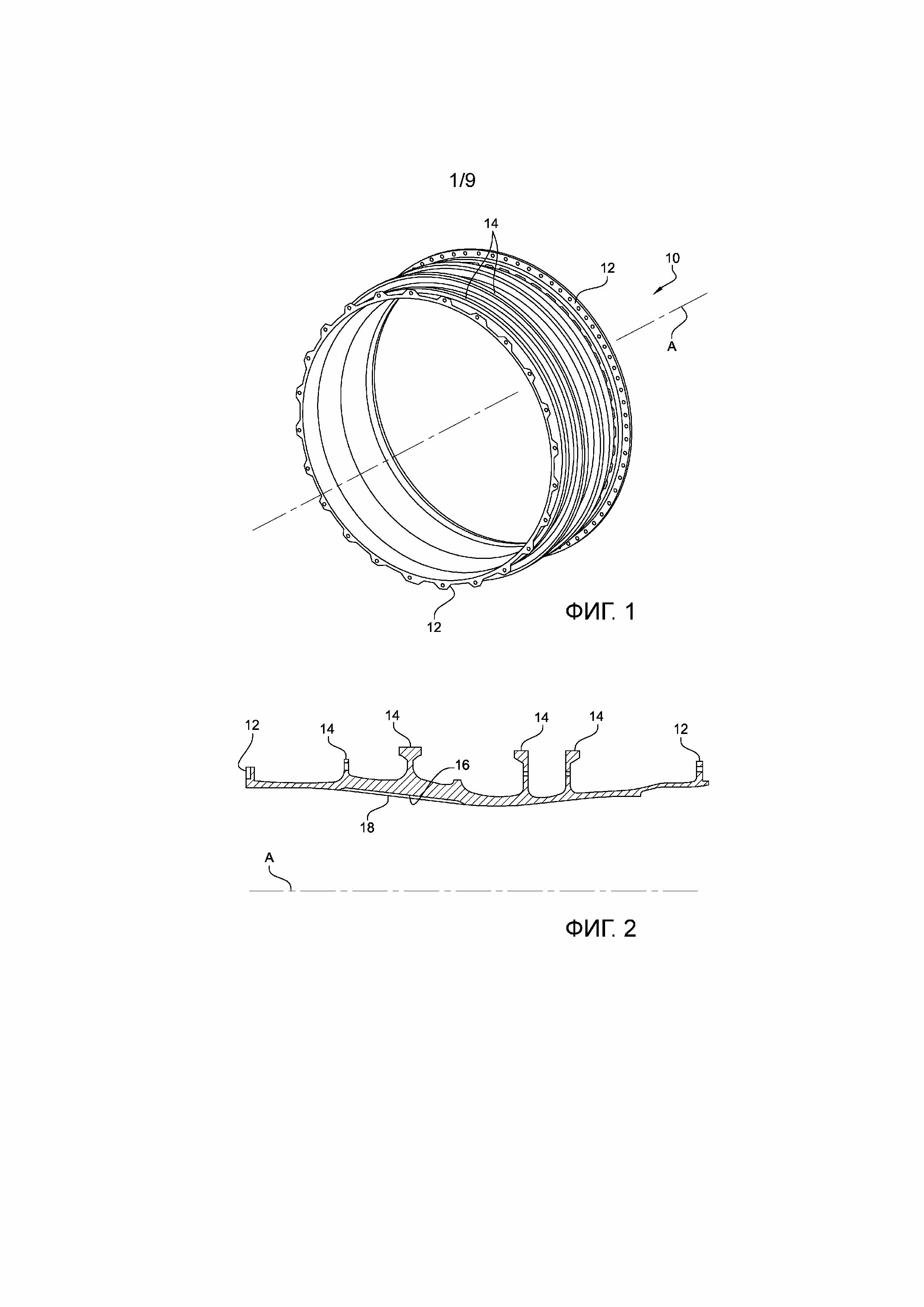
Фиг. 1 - схематичный вид в перспективе кольцевого удерживающего картера газотурбинного двигателя, причем этот картер содержит истираемый слой.
Фиг. 2 - схематичный вид в осевом разрезе картера, показанного на фиг. 1.
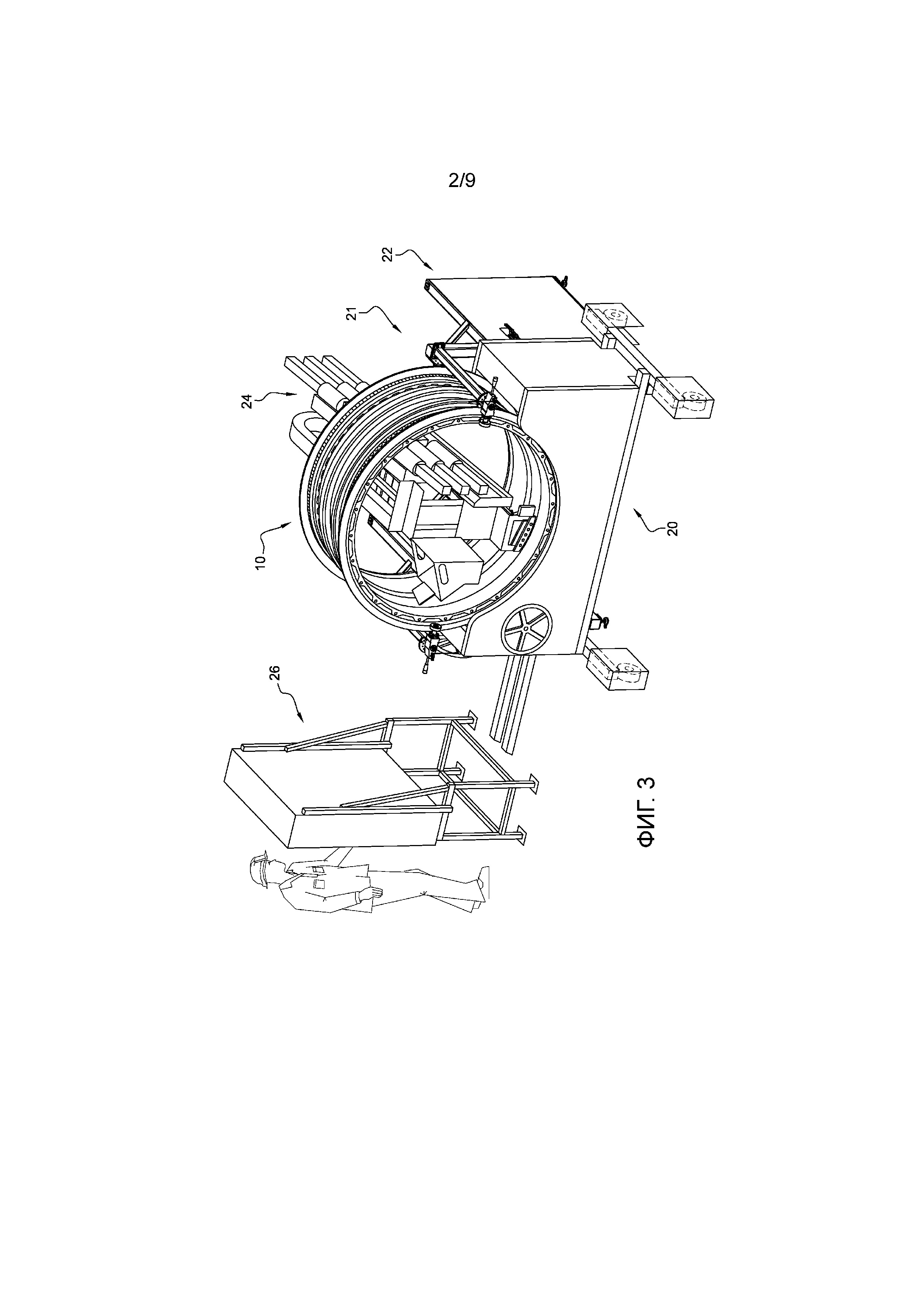
Фиг. 3 - схематичный вид в перспективе заявленной установки для нанесения покрытия на картер, показанный на фиг. 1.
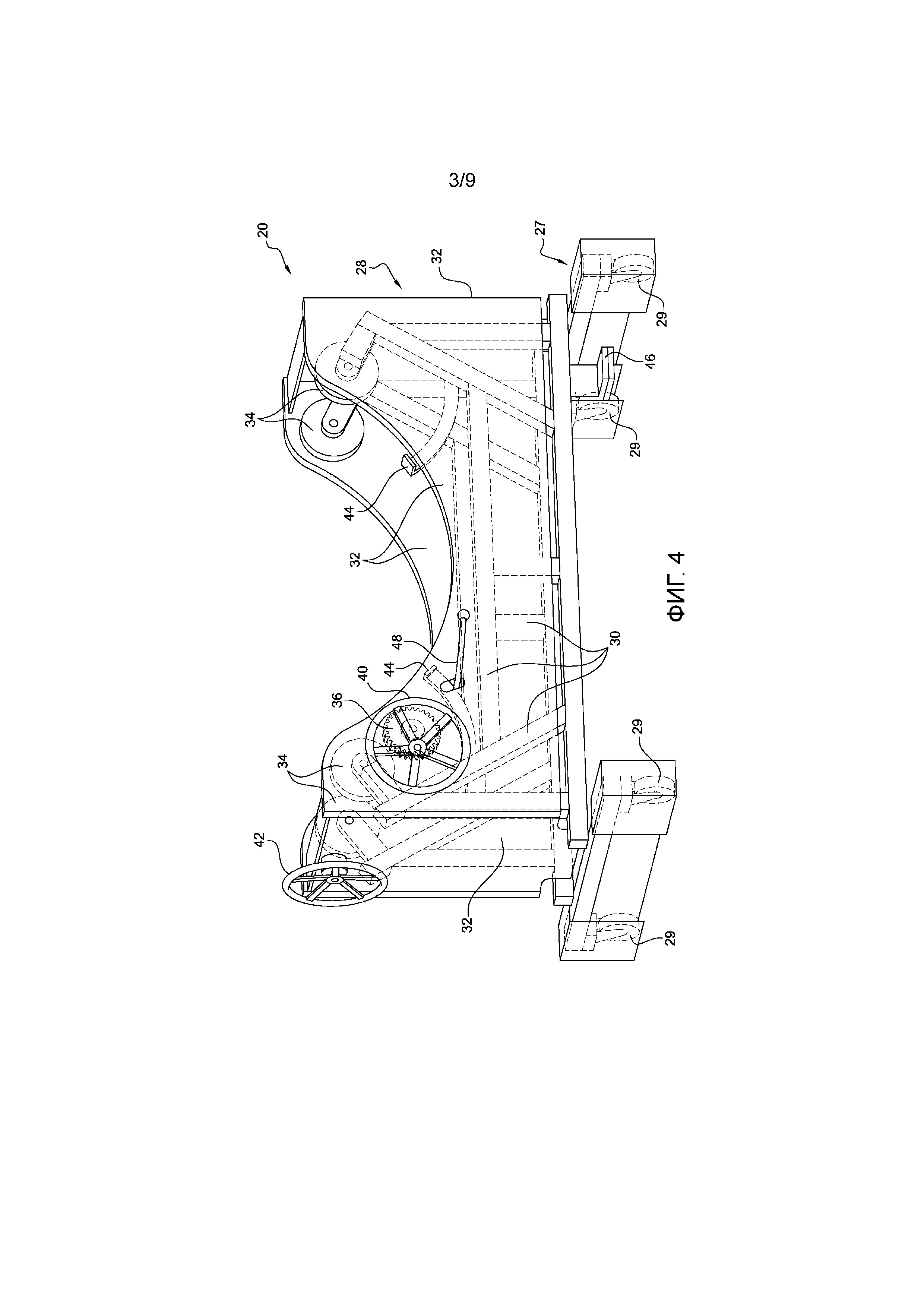
Фиг. 4 - схематичный вид в перспективе тележки установки, показанной на фиг. 3.
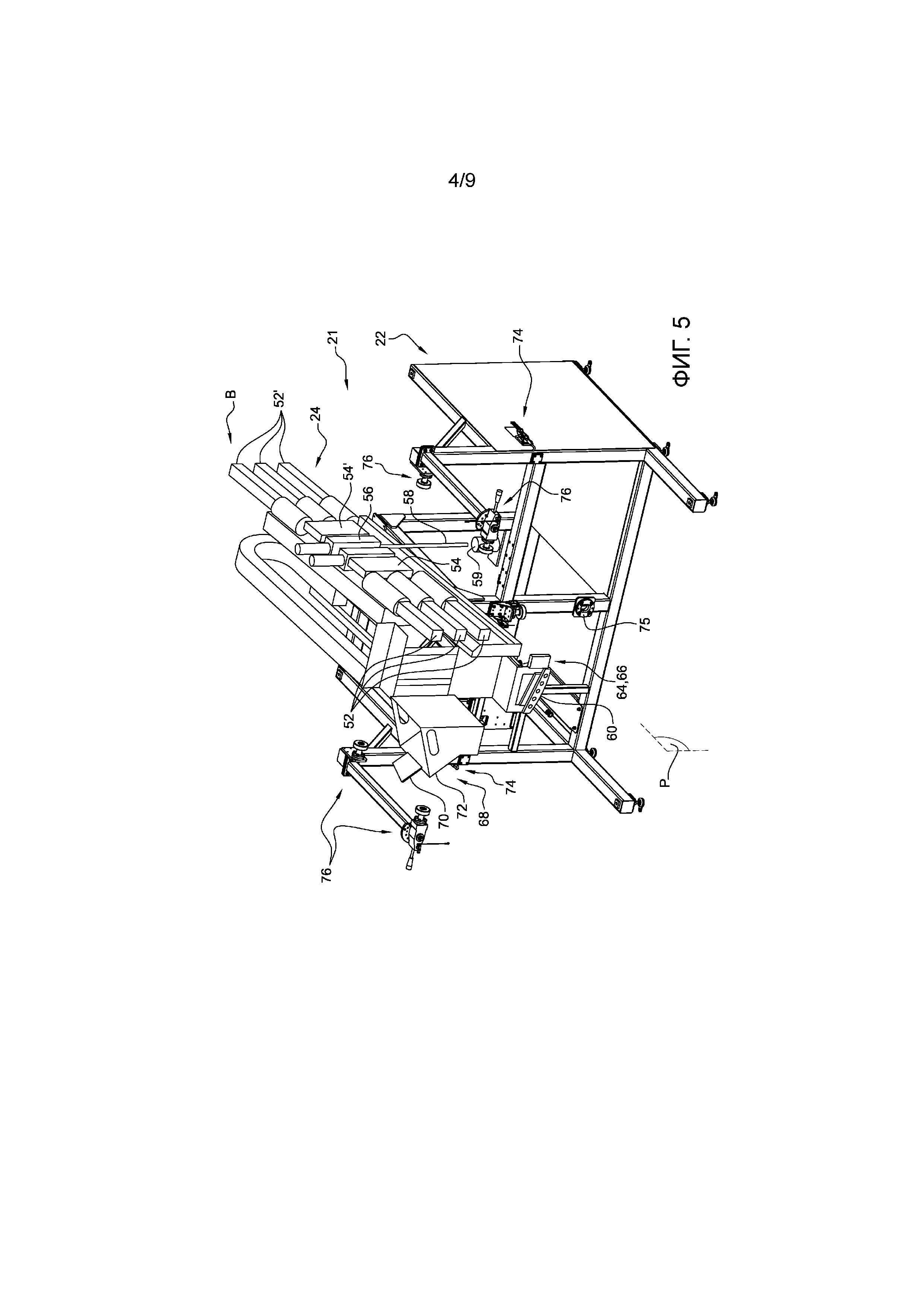
Фиг. 5 - схематичный вид в перспективе станины с установленным на ней автоматом для нанесения покрытия на картер, показанный на фиг. 1.
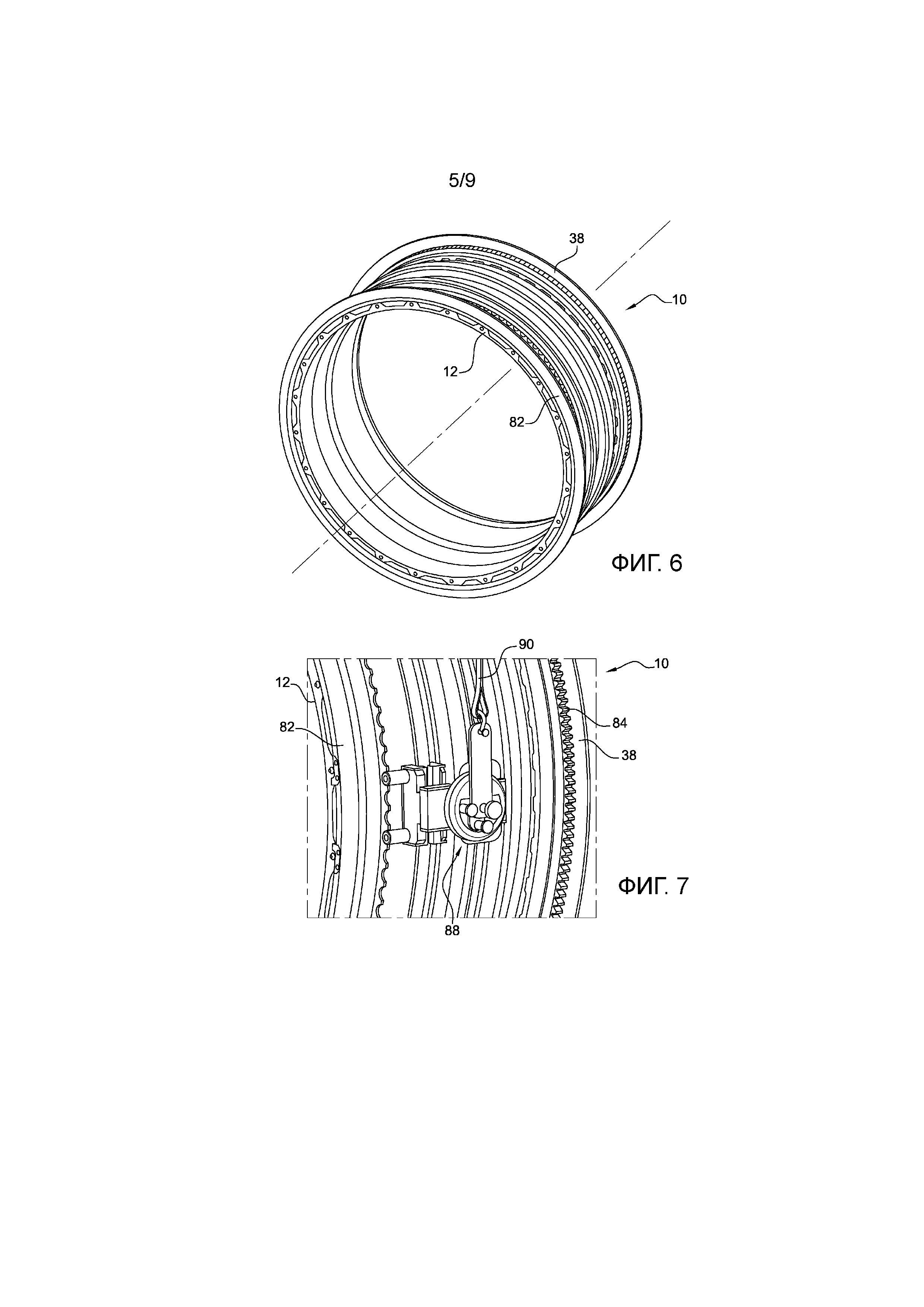
Фиг. 6 - схематичный вид в перспективе картера, показанного на фиг. 1, где показаны венцы, разделенные на сектора, на этапе заявленного способа нанесения покрытия.
Фиг. 7 - схематичный увеличенный вид в перспективе детали картера, показанного на фиг. 1, где показаны также средства, закрепленные на картере и связанные с подъемным стропом.
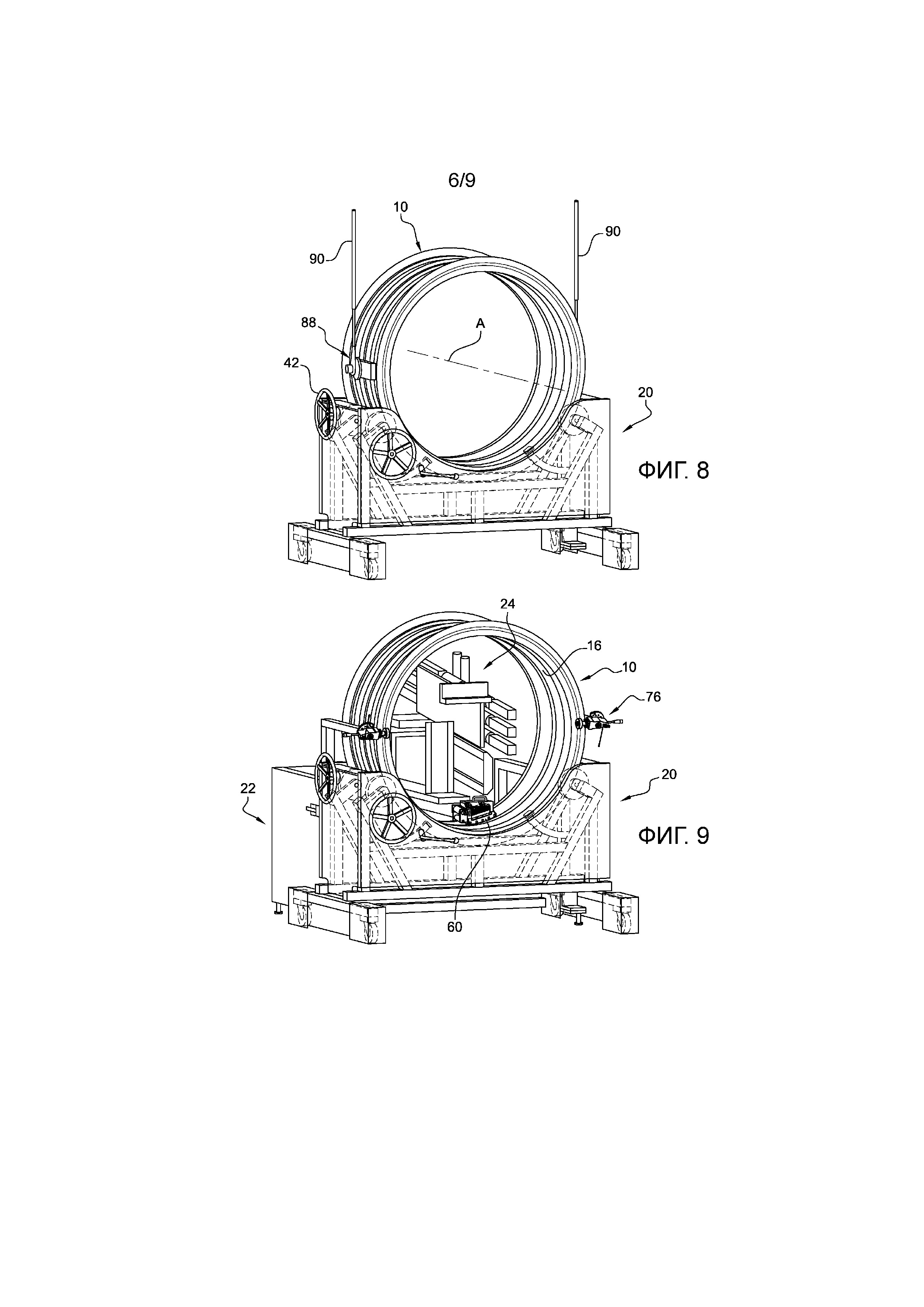
Фиг. 8 и 9 - схематичные виды в перспективе установки, показанной на фиг. 3, иллюстрирующие этапы заявленного способа нанесения покрытия.
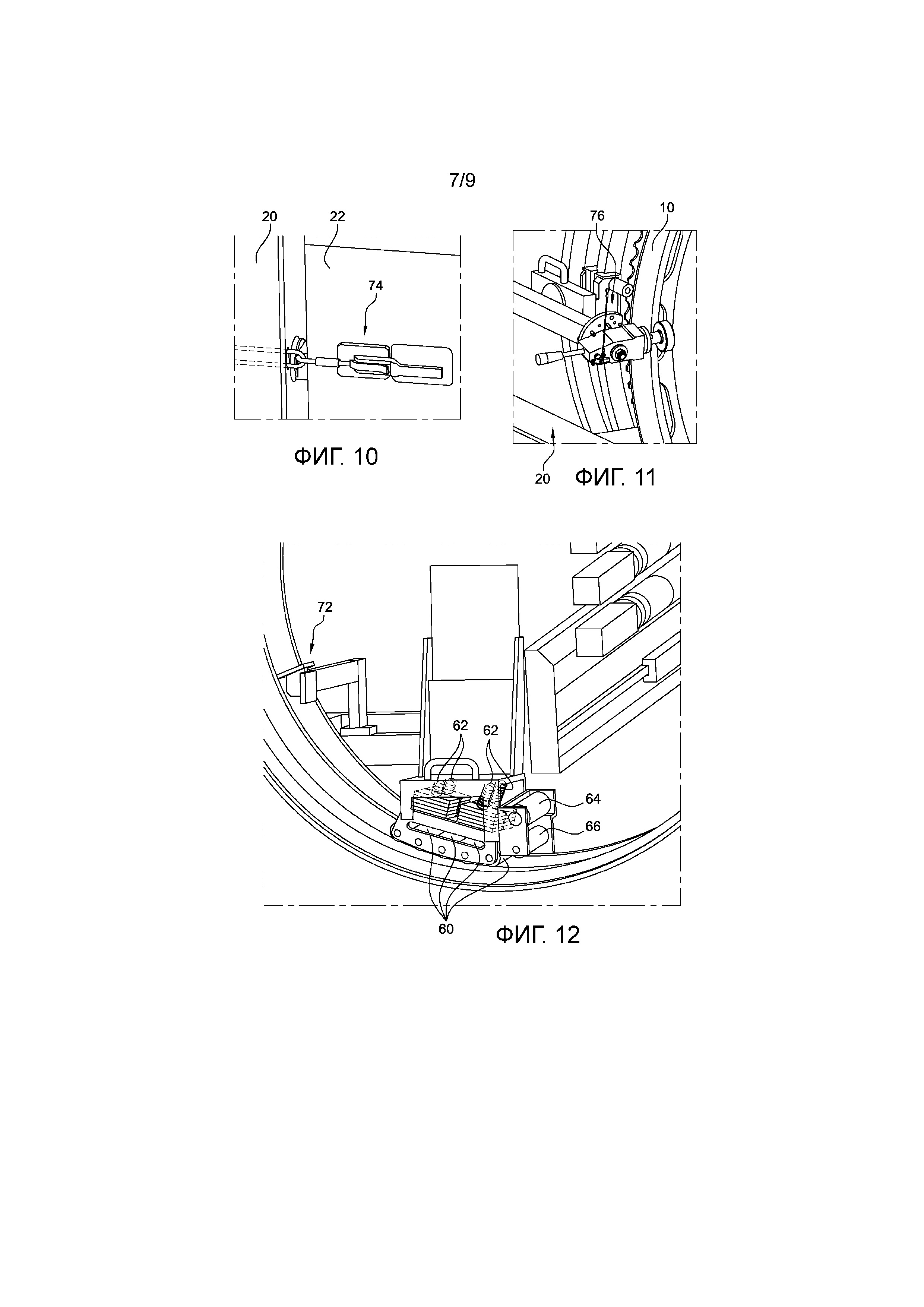
Фиг. 10 - схематичный вид в перспективе средств соединения тележки, показанной на фиг. 4, со станиной, показанной на фиг.5.
Фиг. 11 - схематичный вид в перспективе средств удержания удерживающего картера относительно станины, показанной на фиг.5.
Фиг. 12 - схематичный вид в перспективе установки, показанной на фиг. 3, иллюстрирующий другой этап заявленного способа нанесения покрытия.
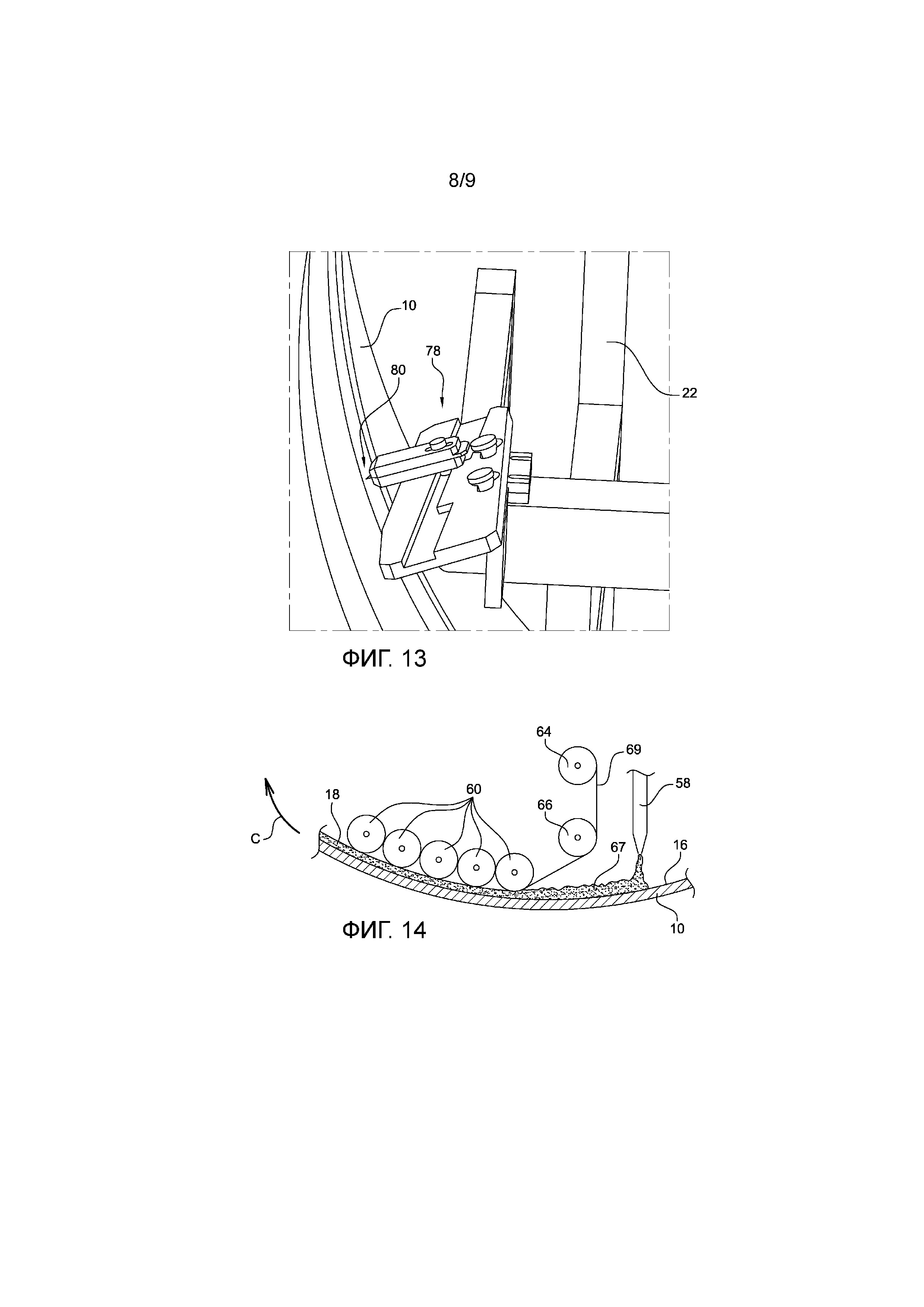
Фиг. 13 - схематичный вид в перспективе режущего инструмента установки, показанной на фиг. 3, иллюстрирующий другой этап заявленного способа нанесения покрытия.
Фиг. 14 - схематичный вид, иллюстрирующий этап нанесения смолы в рамках заявленного способа.
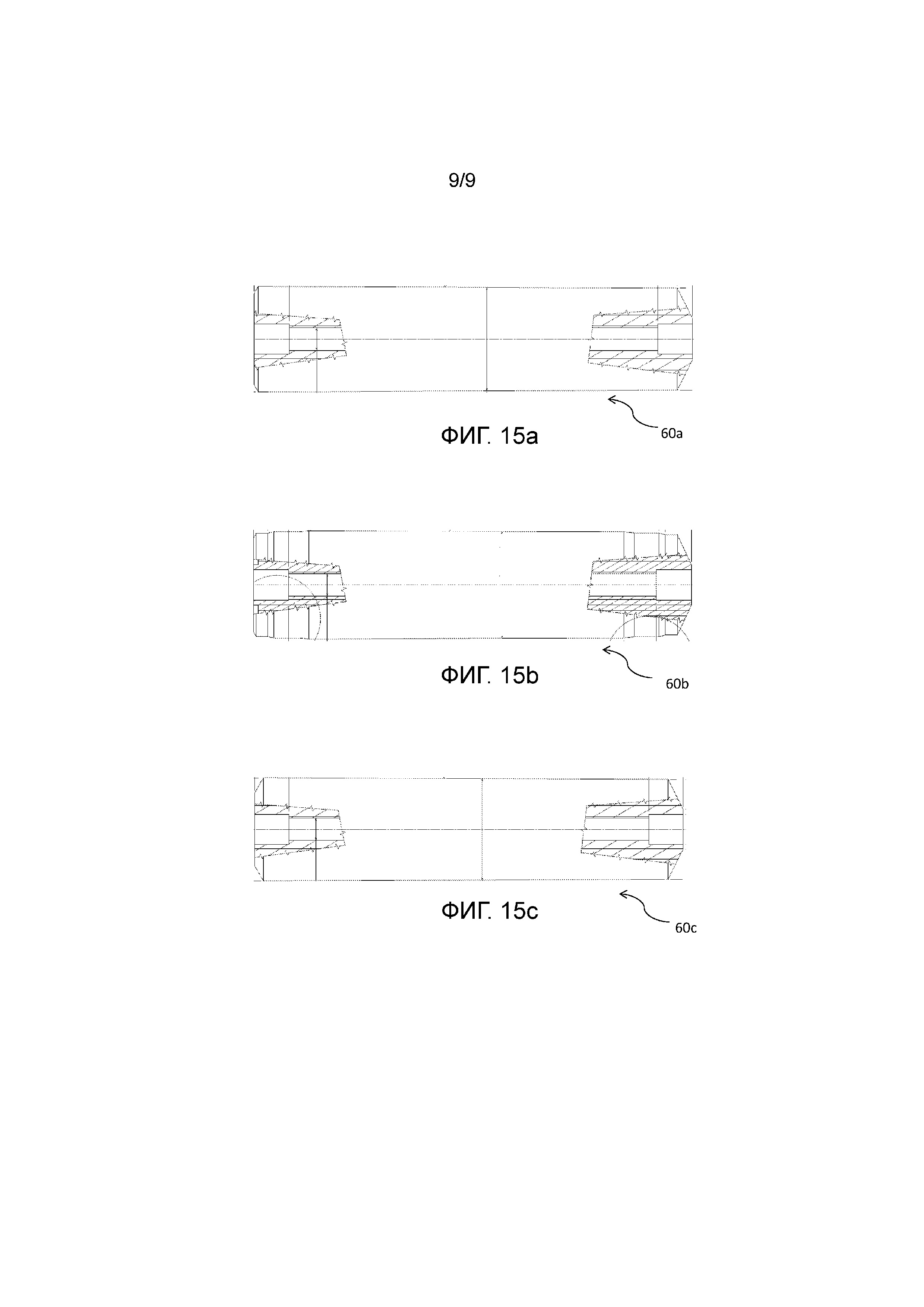
Фиг. 15а-15с - схематичные виды в осевом разрезе валиков распределения смолы, входящих в состав установки.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1 и 2 показан кольцевой картер 10 авиационного газотурбинного двигателя. Как известно, от входа к выходу в направлении прохождения газов газотурбинный двигатель содержит вентилятор, по меньшей мере один компрессор, кольцевую камеру сгорания, по меньшей мере одну турбину и выпускное сопло для отработавших газов. Воздушный поток, проходящий через вентилятор, делится на первый воздушный поток, называемый первичным потоком или горячим потоком, который поступает в компрессор для сжатия, затем сгорает в камере, после чего проходит в турбине и выбрасывается в сопло, и на второй поток, называемый вторичным потоком или холодным потоком, который проходит между двигателем (содержащим компрессор, камеру сгорания и турбину) и гондолой газотурбинного двигателя. Вентилятор содержит колесо, которое вращается внутри кольцевого картера, показанного на фиг. 1, который принято называть удерживающим картерам по вышеупомянутым причинам.
Кольцевой картер 10 имеет общую по существу цилиндрическую форму с осью вращения А. Он содержит крепежный кольцевой фланец 12 на каждом из своих осевых концов. Эти фланцы 12 служат для крепления картера 10 на кольцевых стенках гондолы газотурбинного двигателя. Кроме того, картер 10 может также содержать кольцевые элементы 14 жесткости.
Картер 10 содержит радиально внутреннюю кольцевую поверхность 16, покрытую истираемым слоем 18. Этот слой 18 является сплошным на 360° и имеет длину или осевой размер вдоль оси А, который составляет 20-40% длины картера в представленном примере. Этот слой 18 в данном случае находится вблизи входного конца картера 10 и должен находиться напротив вершины лопаток колеса вентилятора. Слой 18 получают за счет полимеризации смолы, которую готовят по меньшей мере из двух компонентов А и В.
Настоящим изобретением предложено устройство нанесения покрытия, в частности, на поверхность 16 картера 10, показанного на фиг. 1 и 2, таким образом, чтобы надежно, быстро и воспроизводимым образом наносить истираемый слой 18.
На фиг. 3 представлен пример выполнения установки для нанесения покрытия на кольцевой картер, показанный на фиг. 1.
В частности, установка содержит тележку 20 для поддержания и транспортировки картера 10, устройство 12 нанесения покрытия, содержащее станину 22, поддерживающую автомат 24 нанесения покрытия, и пульт 26 управления этим автоматом 24.
Тележка 20, более наглядно показанная на фиг. 4, содержит нижнюю раму 27 и верхний корпус 28, имеющий общую форму параллелепипеда.
На раме 27 установлены колеса 29, в данном случае в количестве четырех, которые обеспечивают перемещения тележки, а также картера 10, предназначенного для установки на тележке. Эти колеса 29 могут взаимодействовать с рельсами (не показаны) для направления тележки во время этих перемещений и, в частности, чтобы отводить или приближать станину 22 с установленным на ней автоматом 24.
Корпус 28 тележки 20 содержит жесткий каркас, состоящий из металлических балок 30, скрепленных между собой, например, посредством сварки, при этом каркас окружен капотами 32. Каркас имеет общую U-образную или V-образную форму, содержащую по существу горизонтальную нижнюю среднюю часть и две по существу вертикальные боковые части. Картер 10 предназначен для установки на тележке 20 таким образом, чтобы боковые части U или V располагались с каждой стороны от картера. Передний и задний капоты 32 корпуса 28 тележки содержат, каждый, верхний периферический край 34 С-образной формы, проем которого направлен вверх. Радиусы этих периферических краев 34 подобны радиусам картера 10, как показано на фиг. 3.
Предпочтительно передний и задний капоты 32 отделены друг от друга расстоянием, превышающим ширину картера 10, чтобы его можно было уложить между капотами.
Каркас корпуса 28 содержит установленные на нем ролики 34 для поддержания и направления во вращении картера 10. Ролики 34 установлены с возможностью свободного вращения вокруг осей, параллельных оси А, и выполнены в количестве четырех в представленном примере. В данном случае они объединены в пары, при этом первая пара роликов 34 находится на верхнем конце одной боковой части каркаса, а вторая пара роликов находится на верхнем конце другой боковой части каркаса.
На каркасе установлена по меньшей мере одна шестерня 36 с наружными зубьями, которая предназначена для взаимодействия с зубчатым венцом 38 (фиг. 7), установленным на картере 10, для приведения картера во вращение вокруг оси А, когда он установлен на тележке 20 и поддерживается роликами 34. Шестерня 36 имеет ось вращения, параллельную оси А, и соединена с колесом 40 ручного привода. Это колесо 40 в данном случае находится на уровне переднего капота 32. Тележка содержит другое приводное колесо 42 на уровне бокового капота 32, которое соединено со средствами перемещения тележки по вышеупомянутым рельсам. Это колесо 42 имеет ось вращения, перпендикулярную к оси А.
На каркасе установлена также система торможения, содержащая по меньшей мере два механических тормоза 44. Тормоза 44 содержат колодки, выполненные с возможностью перемещения между первым положением, в котором они удалены от картера 10, и вторым положением торможения, в котором они опираются на картер, тормозя или блокируя его вращение. Тормоза 44 перемещаются из первого во второе положение при приведении в действие педали 46, установленной на раме или на каркасе. Тормоза 44 высвобождаются и перемещаются из второго в первое положение при приведении в действие ручки 48 корпуса тележки, проходящей через вытянутое отверстие переднего капота 32.
Устройство, содержащее станину 22 и автомат 24, более наглядно показано на фиг. 5. Станина 22 содержит ножки для опоры на землю и опорные средства для автомата 24.
Предпочтительно автомат 24 установлен на станине 22 с возможностью перемещения вдоль трех осей и содержит робот-манипулятор, которым управляют при помощи пульта 26 и на котором установлены различные механизмы и приспособления.
Прежде всего автомат 24 может содержать средства нанесения смолы, которые включат в себя средства подготовки смолы и средства нагнетания этой смолы.
Средства подготовки смолы включают в себя съемные картриджи 52, 52' для хранения компонентов смолы и средства 56 смешивания этих компонентов. В представленном примере, где смолу получают путем смешивания двух компонентов, в автомате 24 находятся несколько картриджей 52, 52' каждого компонента. В данном случае он содержит три картриджа 52 с одним компонентом А, таким как основу (содержащую мономер, например, эпоксидный мономер), и три картриджа 52' с компонентом В, таким как сшивающий агент или отвердитель. В данном случае картриджи 52, 52' имеют общую удлиненную цилиндрическую форму и расположены параллельно друг другу в одной вертикальной плоскости В. Три картриджа 52 расположены спереди картриджей 52', и их задние концы соединены с общей камерой 54 для компонента А картриджей 52. Три картриджа 52' совмещены с картриджами 52, и их концы соединены с другой общей камерой 54' для компонента В картриджей 52.
Средства 56 смешивания компонентов А и В расположены между камерами 54, 54'. Эти средства смешивания содержат, например, шнековый смеситель 56, в который под давлением подают компоненты А и В. Действительно, компоненты А и В могут вытесняться из картриджей и поступать в камеры 54, 54' под действием давления, например, гидравлического давления.
Средства подготовки смолы могут включать в себя средства нагрева картриджей 52, 52' или камер 54, 54', чтобы оптимизировать вязкость компонентов А и В и ограничить риск появления воздушных пузырьков в смоле.
Компоненты А и В являются, например, компонентами, выпускаемыми компанией 3МТМ под названием Scotch-WeldTM 3524 B/A.
Средства нанесения содержат по меньшей мере одну трубку 58 для нагнетания смолы после смешивания. В представленном примере трубка 58 имеет прямолинейную удлиненную форму и проходит вертикально вниз от смесителя 56. Смола выталкивается через нижний конец трубки 58.
Как показано на фиг. 5, картриджи 52, 52', камеры 54, 54', смеситель 56 и трубка 58 расположены в одной вертикальной плоскости Р. Автомат выполнен с возможностью обеспечения перемещений всех этих элементов 52, 52', 54, 54', 56 и 58 именно в плоскости Р. Здесь же показано, что станина 22 может иметь средство 59 сбора смолы, выходящей из трубки 59, когда автомат находится в убранном нерабочем положении.
Станина 22 содержит также средства распределения смолы после ее нанесения на покрываемую поверхность 16 картера 10. Эти средства распределения содержат в данном случая ряд валиков 60, установленных с возможностью свободного вращения вокруг осей, параллельных плоскости Р, а также вышеупомянутой оси А. Эти валики 60 более наглядно показаны на фиг. 12. В данном случае они установлены в количестве пяти и расположены рядом друг с другом. Они могут быть установлены на станине 22 или закреплены на автомате 24. Предпочтительно на них действует усилие в направлении покрываемой поверхности картера 10 со стороны упругих средств, например, таких как пружины 62.
Таким образом, смолу, нагнетаемую через трубку 58, распределяют в виде слоя при помощи валиков 60. Тем не менее, между смолой и валиками 60 вводят пластиковую пленку для облегчения этой операции распределения и устранения риска прилипания смолы к валикам 60. Наложение пластиковой пленки приводит к распределению смолы. Для этого станина 22 содержит по меньшей мере один разматыватель 64 для пластиковой пленки (фиг.5 и 12). Разматыватель 64 содержит рулон пластиковой пленки, который может свободно вращаться вокруг оси, параллельной осям валиков 60. Пластиковая пленка разматывается и увлекается валиками 60 за счет простого сцепления пленки с валиками и смолой. Разматыватель 64 можно объединить с валиком 66 направления пластиковой пленки, как показано на фиг. 12.
На фиг. 14 показано, что во время работы автомата разматыватель 64 и направляющий валик 66 в основном находятся между рядом валиков 60 и трубкой 58. Как будет более подробно описано ниже, во время нанесения покрытия на картер 10 он вращается по часовой стрелке в представленном примере (стрелка С), смола 67 наносится через трубку 58 на покрываемую поверхность 16 и входит в контакт с пленкой 69, после чего распределяется валиками 60.
Предпочтительно пленка 69 является полиэфирной пленкой, такой как пленка полиэтилентерефталата. Она может иметь толщину порядка 0,125 мм.
Как показано на фиг. 5, на станине 22 установлены также средства 68 соскабливания, выполненные с возможностью очистки покрытой поверхности 16 картера в случае дефекта этого покрытия или проблемы, возникшей во время нанесения покрытия. Действительно, выполненное покрытие может оказаться не удовлетворительным. В этом случае при помощи заявленной установки можно удалить ранее нанесенную смолу, предпочтительно до ее полной полимеризации, чтобы облегчить это удаление.
Средства 68 соскабливания содержат в данном случае скребок 70, предназначенный для очистки покрытой поверхности 16 картера 10 и соскабливания смолы, которую затем удаляют в емкость 72 хранения. Эти средства соскабливания могут быть установлены на автомате 24 или могут быть соединены со станиной 22 таким образом, чтобы перемещаться по меньшей мере между двумя положениями: первым убранным нерабочим положением и вторым рабочим положением.
Станина 22 содержит также средства 74 крепления на тележке 20, чтобы блокировать тележку относительно станины или наоборот. Эти средства 74 крепления представляют собой, например, защелки с крючком, более наглядно показанные на фиг. 10.
Станина 22 содержит также средства 75 центровки, предназначенные для взаимодействия с тележкой 20. Она может также содержать по меньшей мере один датчик присутствия тележки.
Станина 22 содержит также средства 76 удержания картера 10 относительно станины 20, чтобы препятствовать перемещениям картера относительно станины в направлениях, параллельных оси А. Эти средства 76 удержания содержат, например, ролики, некоторые из которых (задние) являются неподвижными, а другие (передние) являются подвижными между положением блокировки и удержания картера, показанном на фиг. 5 и 11, и положением разблокировки и освобождения картера для обеспечения его перемещения.
Кроме того, станина 22 дополнительно содержит средства 78 разрезания смолы и пластиковой пленки, показанные на фиг. 13. Эти средства 78 разрезания содержат резак 80, который поступательно перемещается вдоль оси А, разрезая смолу и точно отмечая окружной край слоя 18. Резак 80 имеет высоту, определяемую таким образом, чтобы разрезать слой по всей его глубине, но не входить в контакт с картером.
Далее обратимся к фиг. 6 и следующим фигурам, иллюстрирующим пример осуществления заявленного способа нанесения покрытия на картер 10, показанный на фиг. 1.
На первом этапе способа на осевых концах картера 10 устанавливают соответственно два венца 38, 82. Эти венцы предназначены для защиты картера 10, а также для обеспечения его вращения при помощи колеса 40 и шестерни 36. Венцы разъемно закрепляют на фланцах 12 картера, и предпочтительно они разделены на сектора для облегчения их монтажа и демонтажа. Венец 38 содержит наружный кольцевой ряд зубьев 84, выполненных с возможностью взаимодействия с шестерней 36 тележки. Каждый венец 38, 82 может взаимодействовать с шестерней 36 тележки.
На другом этапе способа на картере 10 устанавливают подъемные средства 86. Эти подъемные средства содержат средства 88 крепления на картере и, например, на элементах 14 жесткости картера 10, и подъемные стропы 90.
Как показано на фиг. 8, картер 10 оснащен двумя диаметрально противоположными средствами 88 крепления, соединенными соответственно с двумя стропами 90. Картер 10 перемещают в положение, в котором его ось вращения А является по существу горизонтальной. Его располагают над тележкой 20 и опускают, пока он не придет в положение опоры на ролики 34 тележки 20. Во время этого этапа предпочтительно тележка остается неподвижной, и предпочтительно ее тормоза 44 приведены в действие.
Стропы 90 отсоединяют, и тележку 2 можно перемещать при помощи колеса 42 по рельсам (не показаны) до положения, в котором тележку можно заблокировать относительно станины 22 при помощи защелок 74, показанных на фиг. 10. В этом положении картер 10 опирается на неподвижные ролики 76 станины, и некоторые механизмы и приспособления станины 22 и автомата 24 оказываются по меньшей мере частично внутри картера, как показано на фиг. 9. Подвижные ролики 76 поворачивают, чтобы заблокировать картер 10 относительно станины 22.
Оператор вытягивает часть пластиковой пленки из рулона 64, вводя ее между валиками 60 и покрываемой поверхностью 16 картера 10. После этого тормоза 46 тележки можно отпустить при помощи ручки 48 для обеспечения вращения картера 10 вокруг его оси А.
На автомат 24 подают команду для начала этапов подготовки смолы и нанесения смолы на покрываемую поверхность 16 картера 10 (фиг. 14). Для этого трубку 58 можно перемещать в несколько приемов вдоль оси А спереди назад и сзади вперед для нанесения струй смолы на поверхность 16. Сначала смола входит в контакт с пластиковой пленкой, затем образует слой под давлением ряда валиков 60. На выходе валиков 60 слой 18 имеет однородную толщину и предпочтительно не содержит воздушных пузырьков (фиг.14).
Как показано на фиг. 12, средства 78 разрезания, показанные на фиг. 13, находятся на расстоянии от валиков 60, чтобы не мешать операции распределения смолы. Например, средства разрезания находятся на 70° от трубки 58 по часовой стрелке. Таким образом, когда на картер 10 наносят слой 18 на 70° его угловой протяженности, свободный окружной конец слоя 18, соответствующий началу нанесения, можно обрезать, чтобы получить идеально прямолинейный концевой край.
Когда на картер 10 нанесли слой примерно на 360° его угловой протяженности, свободный конец слоя, соответствующий концу нанесения, можно обрезать для получения другого идеально прямолинейного концевого края. Предпочтительно оба концевых края слоя, соответствующие началу и концу нанесения смолы, находятся на угловом расстоянии друг от друга, например, в несколько сантиметров. Этот интервал можно заполнить вручную смолой, чтобы обеспечить идеальную чистовую обработку и идеальный стык между этими концевыми краями. Предпочтительно этот стык находится на картере в положении на 12 часов по аналогии с циферблатом часов. При этом понятно, что этапы приведения картера во вращение, нанесения смолы на поверхность картера и распределения смолы при помощи пластиковой пленки прекращают осуществлять до полного оборота картера. После этого картер 10 можно разместить в месте, подходящем для полной полимеризации смолы.
На фиг. 15а-15с представлен предпочтительный пример выполнения валиков средств распределения заявленного устройства или заявленной установки. В данном случае представлены три разных типа, при этом каждый тип соответствует по меньшей мере одному валику.
На фиг. 15а представлен первый тип валика. Первый валик 60а, то есть валик, предназначенный для вхождения в контакт в первую очередь со смолой после ее нанесения на картер, выполнен с возможностью распределения и сжатия смолы. Таким образом, валик 60а действует давлением на смолу, прижимая ее к картеру. Это становится возможным за счет того, что толщина смолы, нанесенной на входе валика, превышает промежуток между валиком и картером. Валик 60а имеет длину и диаметр, определяемые таким образом, чтобы его продольные концы могли опираться и катиться по картеру предпочтительно по периферическим дорожкам, предусмотренным с двух сторон от кольцевого паза, в который наносят смолу. Предпочтительно первый валик имеет цилиндрическую наружную поверхность и выполнен, например, из алюминия.
На фиг. 15b показан второй тип валика. Второй валик 60b и предпочтительно каждый из валиков 60b, расположенных между первым валиком и последним валиком, выполнен с возможностью удаления излишка смолы, нанесенной в кольцевой паз. Это становится возможным за счет того, что валик 60b имеет цилиндрическую форму с выпуклостью в середине. Иначе говоря, наружная поверхность валика 60b имеет осевое сечение изогнутой вогнутой формы, выпуклость которой обращена радиально наружу. Максимальный диаметр валика на половине расстояния от его продольных концов определяют, например, таким образом, чтобы часть валика заходила в кольцевой паз, и минимальный диаметр валика на уровне его концов определяют таким образом, чтобы оставлять зазор между валиком и вышеупомянутыми дорожками для удаления вышеупомянутого излишка смолы к концам валика. Второй валик выполнен, например, из пластикового материала, такого как ПТФЭ.
На фиг. 15с показан последний или третий тип валика. Последний валик 60с, то есть валик, который входит в последнюю очередь в контакт со смолой (третий валик, если средства распределения содержат только три валика), выполнен таким образом, чтобы калибровать внутренний диаметр покрытия из смолы. Валик 60с подобен валику 60а. Валик 60с имеет длину и диаметр, определяемые таким образом, чтобы его продольные концы опирались и катились на картере по вышеупомянутым дорожкам. Предпочтительно он имеет цилиндрическую наружную поверхность. Например, он выполнен из алюминия.
Реферат
Группа изобретений относится к устройству нанесения покрытия на поверхность кольцевого картера газотурбинного двигателя в виде истираемого слоя, получаемого при полимеризации смолы. Устройство для нанесения покрытия на поверхность кольцевого кожуха газотурбинного двигателя в виде истираемого слоя, получаемого при полимеризации смолы, содержит первые опорные средства и средства распределения смолы, предварительно нанесенной на поверхность кожуха, которые установлены на первых средствах и выполнены с возможностью распределения смолы на упомянутой поверхности кожуха, и средства разматывания пластиковой пленки, предназначенной для размещения между средствами распределения и смолой. Средства разматывания установлены на первых средствах. Установка содержит устройство для нанесения и тележку для транспортировки и приведения во вращение кольцевого кожуха газотурбинного двигателя. Тележка содержит средства приведения во вращение кожуха вокруг по существу горизонтальной оси вращения кожуха. Способ нанесения покрытия на поверхность кольцевого кожуха газотурбинного двигателя при помощи установки содержит следующие автоматизированные этапы: приводят во вращение кожух, наносят смолу на упомянутую поверхность, распределяют смолу с ее накрыванием пластиковой пленкой. Эти этапы предпочтительно прекращают осуществлять до полного оборота кожуха. Техническим результатом группы изобретений является упрощение конструкции, повышение ее экономичности и обеспечение хорошего поверхностного состояния надежно и быстро нанесенного истираемого слоя. 3 н. и 16 з.п. ф-лы, 17 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для нанесения покрытия на поверхность профиля и способ его нанесения
Комментарии