Поддающийся плиссированию нетканый материал, способ и устройство для его получения - RU2418615C2
Код документа: RU2418615C2
Чертежи






Описание
Изобретение касается поддающегося плиссированию нетканого материала, содержащего несущие, стабилизирующие форму более толстые волокна и более тонкие волокна, определяющие фильтрующее воздействие, а также способа и устройства для его (материала) изготовления.
Подобный нетканый материал известен из DE 10310435 В3. У этого известного фильтрующего элемента предусмотрен воздухопроницаемый каркасный материал, на который с обеих сторон напылен слой из нано- или микроволокон, причем плотность напыления для образования прогрессивного фильтрующего элемента нарастает по направлению от стороны набегания фильтруемого потока к стороне сбегания. Благодаря такому исполнению было достигнуто значительное улучшение производительности фильтра относительно других известных тогда фильтрующих материалов.
У таких фильтрующих материалов, которые обычно плиссируются и в этой форме применяются в качестве воздушных фильтров в автомобилях, имеет значение по возможности малое падение давления воздуха при его поступлении, т.к. низкая величина падения равнозначна небольшому размеру двигателя вентилятора и, следовательно, соответственно небольшому расходу энергии и низкому уровню шума.
Это требование к системам фильтров с низким перепадом давления конкурирует с требуемой эффективностью сепарирования в воздушном фильтре и необходимым сроком его службы.
Обоим этим требованиям в принципе может удовлетворить применение волокон разной толщины - обычных волокон размером приблизительно 20 мкм, с одной стороны, и размером приблизительно 4 мкм, с другой стороны.
Прогрессивное исполнение толщины волокон достигается тем, что при таком способе изготовления, который, например, описан в DE 4123122 А1, та сторона нетканого материала, на которую материал выкладывается при изготовлении, при встраивании в фильтр применяется в качестве стороны сбегания фильтруемого потока.
Для дальнейшего улучшения свойств фильтра проводится работа по применению все меньших диаметров волокон для изготовления фильтров.
Наиболее распространенной технологией изготовления очень тонких волокон в настоящее время является так называемый способ Мелт-Блоуна (Melt-Blown). При этом способе изготовления до сих пор приходилось по конструктивным условиям ограничиваться толщиной волокон свыше 2 мкм. При этом применяется низковязкая среда, которая рвется при попытке получения меньших толщин волокон.
Чтобы повысить эффективность сепарирования в фильтре и минимизировать связанное с ней увеличение потери давления, важно получить очень тонкие волокна, т.к. тем самым увеличивается внутренняя поверхность, и можно осаждать все более мелкие частички, а параллельно удлиняется срок службы.
Начиная с величины волокна менее примерно 500 нм наступает так называемый эффект Slip-Flow (двухфазный поток со скольжением фаз), который не притормаживает до нуля скорость течения на наружной поверхности очень тонких волокон (нановолокон) в отличие от более толстых волокон и обеспечивает то, что содержащиеся в воздушном потоке мелкие частички лучше диффундируют, улавливаются и задерживаются.
При имеющемся уровне техники такие нановолокна изготавливают так называемым способом электроспиннинга из раствора, как это, например, описано в DE 10310435 В3. При этом полимер с помощью растворителя вносят в раствор и благодаря подключению высокого напряжения изготавливают волокна с минимальным диаметром до 50 нм.
Значительным недостатком этого способа электроспиннинга является применение больших количеств растворителя. Ввиду наличия образующихся при этом процессе паров и одновременно подключенного высокого напряжения существует немалая проблема взрывоопасности. К этому добавляются вредность паров для окружающей среды и связанная с этим опасность для здоровья обслуживающего персонала. Другой недостаток заключается в напылении материала фильтра отдельной операцией, и поэтому нановолокна практически располагаются исключительно на наружной поверхности покрытия. Из-за этой многослойности сильно затрудняется плиссирование нетканого материала. В соответствии с этим обычно можно получить складчатость среды только путем точечного соединения.
Известны также среды из стекловолокон, имеющие толщину волокон менее 1 мкм. Т.к. этот хрупкий материал ломается под воздействием механической нагрузки и таким образом высвобождаются его частички, его следует отнести к канцерогенным материалам. В остальном среды из стекловолокон в плане увеличения эффективности сепарирования показывают весьма высокие значения перепадов давления.
Благодаря DE 102004036440 А1 известен материал фильтра, у которого нановолокна распределены в опорный каркас. В качестве возможного способа изготовления упоминается электроспиннинг.
Подобный материал фильтра описан также в WO 2006/049664 А1.
JP 02-264057 А раскрывает нетканый материал, изготовленный способом Мелт-Блоуна (Melt-Blown), причем из различных фильер экструдируют различные материалы. Диаметр одной группы фильер равняется приблизительно 8 мкм, диаметр второй группы ≤ 8 мкм.
В DE 69322572 Т2 описано исполнение, при котором фильеры расположены под углом друг к другу.
В ЕР 0674035 А2 показан короб с расплавопроводом, распределяющим расплав, с боковым подводом воздуха.
Исходя из этого в основу изобретения ложится задача создать поддающийся плиссированию материал, который, с одной стороны, отличается особо высокими фильтрующими способностями, а именно малому перепаду давления при высокой способности к сепарированию, а с другой стороны, является безвредным для окружающей среды и обладающим высокой пропускной способностью и тем самым экономичным в изготовлении.
Эта задача согласно изобретению решается таким образом, что более тонкие волокна в продольном относительно наружной поверхности нетканого материала направлении в значительной мере гомогенно включены в более толстые волокна, а в направлении, перпендикулярном к наружной поверхности нетканого материала, имеется такого рода градиент плотности распределения более тонких волокон, что их наиболее высокая концентрация находится в области середины или на одной из двух внешних сторон, причем более толстые и более тонкие волокна начиная от расплавленного состояния благодаря отвердеванию склеиваются между собой и состоят из одного и того же материала.
При этом преимущественно предусматривается, что более толстые волокна имеют диаметр >2 мкм, а более тонкие волокна <1000 нм. В частности, более толстые волокна должны иметь диаметр между 2 и 200 мкм, а более тонкие волокна - диаметр между 50 нм и 1000 нм. Благодаря таким очень тонким нановолокнам можно получить особенно высокую фильтрующую способность.
Эти волокна могут состоять преимущественно из полиамида, полипропилена, полиэфира или их смеси.
Изобретение направлено также на способ изготовления поддающегося плиссированию волокнистого нетканого материала, при котором полимер в расплавленном виде продавливают через фильеры короба с расплавопроводом, при этом образованные таким образом полимерные нити выкладывают на конвейерную ленту с образованием слоя нетканого материала, причем согласно изобретению предусмотрено, что применяют фильеры различного диаметра и тем самым производят и выкладывают полимерные нити большей и меньшей толщины за одну-единственную технологическую операцию, причем применяют фильеры различного диаметра и одновременно производят и выкладывают полимерные нити большей и меньшей толщины за одну-единственную технологическую операцию, и при этом величина диаметра фильер <0,2 мм, преимущественно 0,15 мм, а для волокон большей толщины >0,2 мм, преимущественно 0,3-0,4 мм, и применяют высоковязкие расплавы полимера с индексом Мелт-Флоу "mfi" явно ниже 500.
Таким образом, достигается желаемое гомогенное распределение более тонких волокон в образуемом более толстыми волокнами опорном каркасе.
В качестве оптимального варианта предусматриваются, как минимум, два повернутых друг к другу короба, причем выходящие из фильер каждого короба полимерные нити перед столкновением, или самое позднее, при столкновении на подложке перемешиваются и завихриваются друг относительно друга.
В частности, могут применяться два короба с расплавопроводом, причем первый короб имеет сопла фильер большего диаметра, а второй короб - сопла фильер меньшего диаметра.
Весьма важным для получения длинных волокон очень маленького диаметра является применение высоковязких полимерных расплавов, индекс Мелт-Флоу "mfi" которых имеет величину значительно ниже 500.
Следующий важный аспект заключается в том, что подводимый к коробам воздух имеет сравнительно малую величину избыточного давления порядка 500 мбар.
Изобретение направлено далее на устройство для осуществления описанного выше способа, включающее короб с расплавопроводом и множеством расположенных рядом друг с другом фильер и конвейерную ленту для выкладки выходящих из фильер полимерных нитей, отличающееся тем, что оно содержит по меньшей мере два короба с расплавопроводом, которые расположены относительно друг друга таким образом, что выходящие полимерные нити перед выкладкой или, самое позднее, после столкновения на конвейерной ленте перемешиваются друг с другом, причем первый короб имеет фильеры большего диаметра, а второй - фильеры меньшего диаметра, величина диаметра фильер меньшего размера составляет <0,2 мм, преимущественно, приблизительно 0,15 мм, а диаметра фильер большего размера >0,2 мм, преимущественно 0,3-0,4 мм.
При этом, в частности, предусмотрено, что короба расположены под углом друг к другу таким образом, что выходящие более тонкие и более толстые нити перемешиваются и завихриваются, т.е. закручиваются друг относительно друга.
В частности, первый короб может иметь фильеры большего диаметра, а второй короб - фильеры меньшего диаметра.
Наконец, могут быть предусмотрены вентиляторы для производства воздушного потока с давлением порядка 500 мбар в области выхода из фильер.
Большое преимущество имеет способ изготовления фильер с помощью лазера; при этом их диаметр составляет <0,20 мм. Тем самым можно добиться высокой плотности размещения фильер малого диаметра экономичным способом.
Далее изобретение более подробно раскрывается с помощью снимков, сделанных на растровом электронном микроскопе, и чертежей, на которых изображено:
- на фиг.1 - схематическое изображение короба с расплавопроводом, в разрезе;
- на фиг.2 - схематическое изображение двух коробов, установленных под углом;
- на фиг.3-10 представлены фотографии, выполненные на растровом электронном микроскопе.
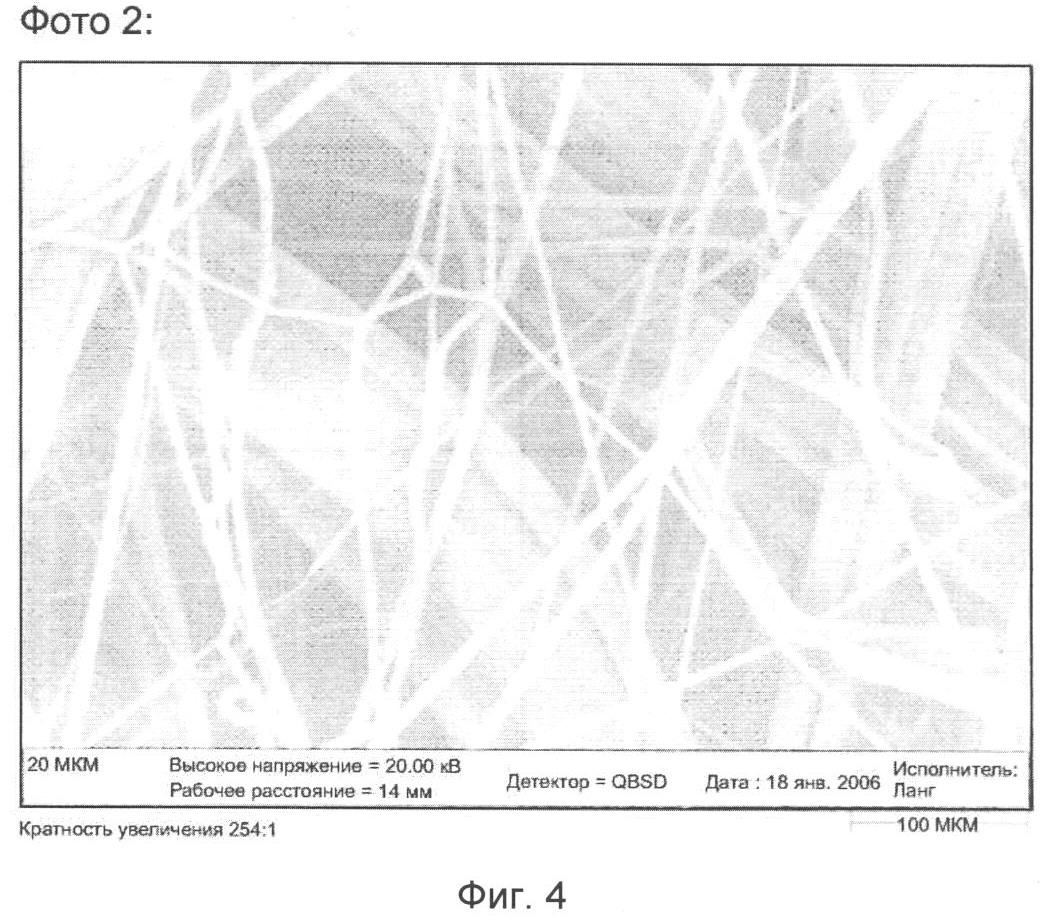
Нижеследующие фото 1 и 2 показывают распределение различных величин волокон (см. фиг.3 и фиг.4).
Грубые волокна (диаметром приблизительно 15 мкм) представляют собой по большей части склеенные волокна. Одиночные грубые волокна соединены при этом в склеенные группы, причем слои волокон (до 200 мкм) не только уложены не скрепленными один на другой, но, по большей части, их наружные поверхности сплавлены между собой.
Средний диаметр волокна (приблизительно 1-2 мкм) по большей части имеют одиночные волокна, реже - соединения максимум 3 волокон.
На снимках общего плана четко видно, что структура волокон большого и среднего диаметров пронизана сетью значительно более тонких волокон (нановолокон <1 мкм).
Наиболее тонкими волокнами при этом являются исключительно одиночные волокна (см. фото 3).
Диаметры тонких волокон составляют 733 нм или 857 нм. Волокна, имеющие диаметр значительно ниже 1 мкм, можно однозначно назвать нановолокнами (см. фото 4).
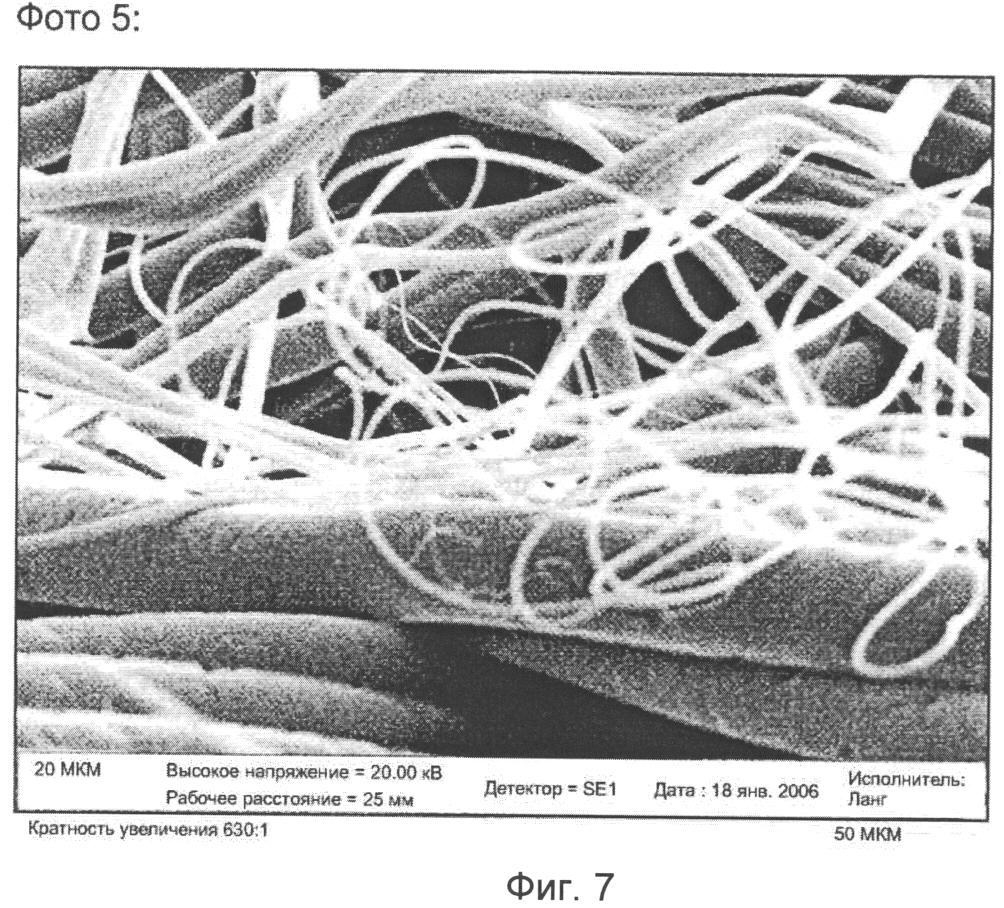
При больших увеличениях становится отчетливо видным экстремальное различие между "нормальными" волокнами диаметром приблизительно 11 мкм и расположенными рядом нановолокнами диаметром приблизительно 750 нм (см. фото 5).
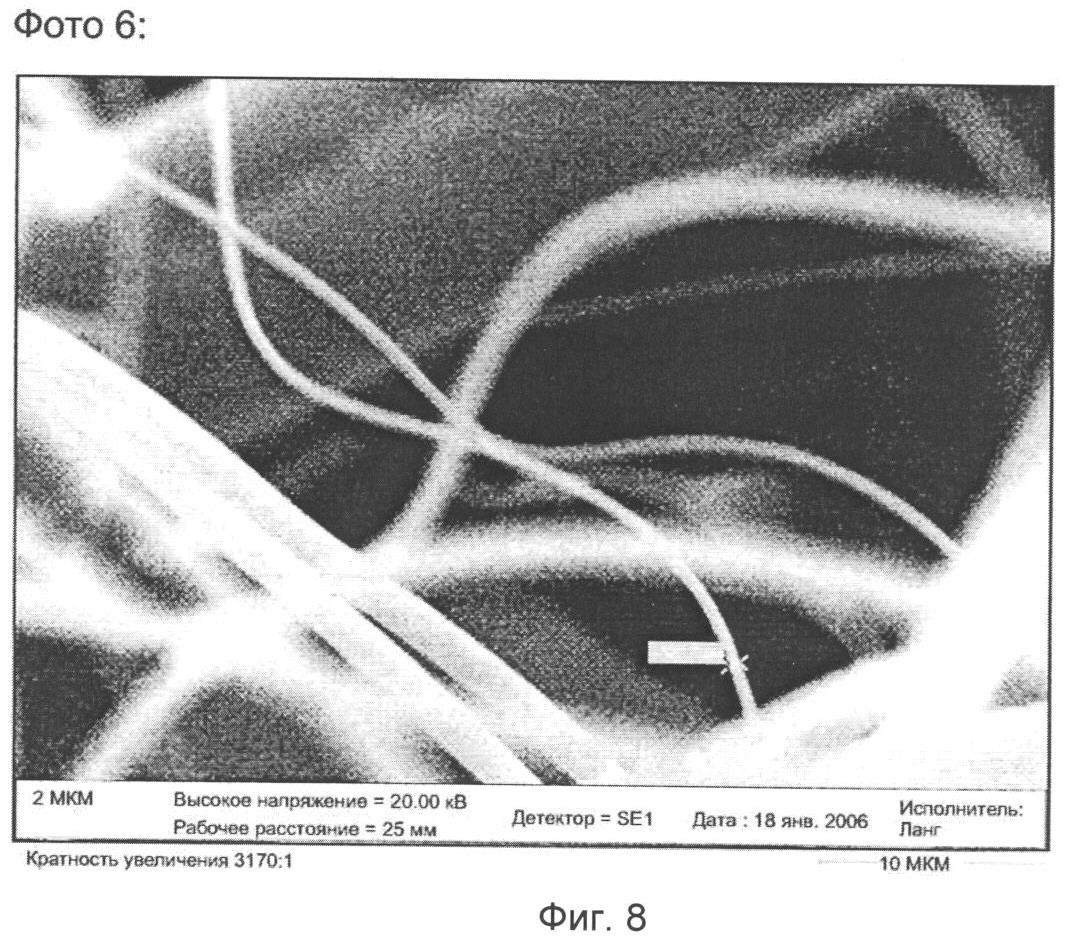
Для показа структур волокон в поперечном разрезе нетканого материала сделан снимок под углом 70° относительно горизонтальной оси.
В нижней области снимка можно распознать основной каркас из толстых, сплавленных нитей. На средней высоте снимка видна область из весьма тонких и нановолокон.
Покрывающий слой образован волокнами среднего диаметра (см. фото 6).
Нановолокна (замеряемая величина - 522 нм) среди волокон диаметром приблизительно 1-2 мкм (см. фото 7).
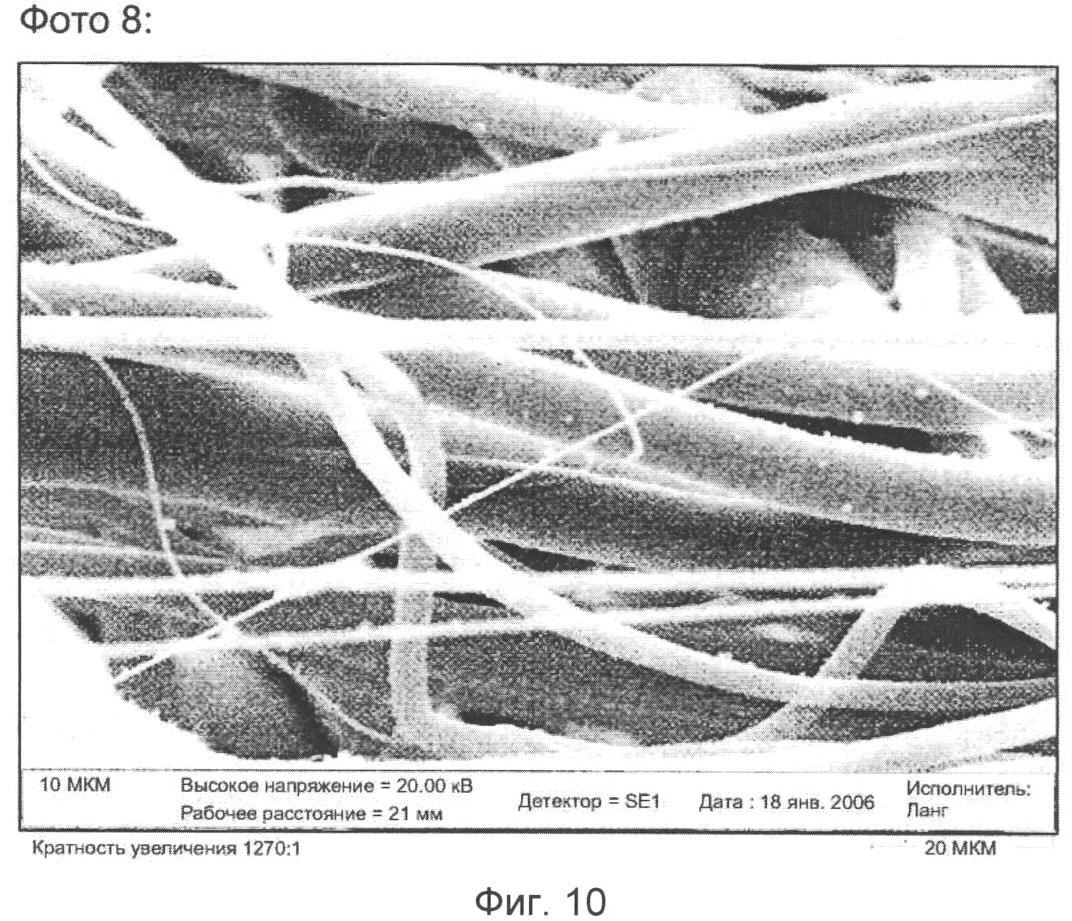
После подачи в фильтрующую среду частиц NaCl (приблизительно 15 минут в круглом испытательном стенде): на заднем фоне находится грубое волокно (диаметром приблизительно 10-15 мкм). На наружной поверхности толстых волокон осаждаются частично очень маленькие частицы NaCl (явно менее 0,5 мкм).
На очень тонком нановолокне на переднем плане (замеряемая величина - диаметр 426 нм) количество осажденных частиц аналогично количеству частиц на толстом волокне, хотя диаметр очень мелкого волокна составляет примерно 1/25 диаметра грубого.
Вышеуказанное фото 8 показывает общий план грубых, средних и нановолокон после подачи частиц NaCl (см. фото 8).
С помощью фиг.1 и 2 далее разъясняется работа предлагаемого согласно изобретению устройства: на фиг.1 показан схематический разрез через короб с расплавопроводом 1, имеющий множество расположенных рядом друг с другом фильер 2, через которые под давлением, показанным стрелкой 3, выходит конус 4 жидкого полимера. Через воздушные каналы 5 в направлении стрелки 6 подается нагнетаемый вентиляторами поток воздуха под давлением примерно 500 мбар.
На фиг.2 схематически показаны два короба 1, образующих друг относительно друга острый угол β, а относительно вертикали - угол α; оба короба укреплены на находящейся под коробом 1 конвейерной ленте 7.
Показанный на фиг.2 левый короб 1 имеет фильеры 2 большего диаметра, а показанный на фиг.2 правый короб 1 имеет фильеры 2 меньшего диаметра, и, таким образом, полимерные нити 8 большего диаметра и полимерные нити 9 меньшего диаметра смешиваются и завихриваются друг в друга, т.е. перекручиваются в области 10, а затем выкладываются на конвейерную ленту 7, образуя фильтрующий нетканый материал 11. Таким образом, более тонкие полимерные нити 9 в значительной мере гомогенно распределяются между более толстыми волокнами 8.
Реферат
Изобретение предназначено для фильтрования. Поддающийся плиссированию нетканый материал содержит несущие, стабилизирующие форму более толстые волокна и более тонкие волокна, определяющие фильтрующее действие. Более тонкие волокна в продольном относительно наружной поверхности нетканого материала направлении в значительной мере гомогенно включены в более толстые волокна, а в направлении, перпендикулярном наружной поверхности нетканого материала, выполнен такого рода градиент плотности распределения более тонких волокон, что их наиболее высокая концентрация существует в области середины или на одной из двух внешних сторон. Более толстые и более тонкие волокна начиная от расплавленного состояния благодаря отвердеванию склеены между собой и выполнены из одного и того же материала. Более толстые волокна выполнены в виде полимерных нитей большего диаметра, а более тонкие нити - в виде полимерных нитей меньшего диаметра, при этом они перемешаны между собой и завихрены друг относительно друга. Технический результат: высокие фильтрующие способности. 3 н. и 10 з.п. ф-лы, 10 ил.
Комментарии