Абразивные частицы, имеющие сложные формы, и способы их формования - RU2602581C2
Код документа: RU2602581C2
Чертежи






















Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в общем относится к способам и системам для формования структурированных абразивных изделий. В частности, настоящее изобретение относится к профилированным абразивным зернам.
УРОВЕНЬ ТЕХНИКИ
[0002] Абразивные изделия, такие как абразивные покрытия и абразивные материалы со связующим, используют в различных отраслях промышленности для обработки заготовок, такой как притирание, шлифование или полирование. Механическая обработка, в которой используют абразивные изделия, охватывает широкий спектр отраслей промышленности от оптики и восстановления красочного покрытия автомобилей до машиностроения и металлообработки. В каждом из указанных примеров производственные предприятия используют абразивы для удаления лишнего материала или воздействия на поверхностные характеристики продуктов.
[0003] К поверхностным характеристикам относятся блеск, текстура и однородность. Например, изготовители металлических компонентов используют абразивные изделия для очистки и полировки поверхностей и часто нуждаются в абразивных изделиях с равномерной гладкой поверхностью. Схожим образом, изготовители оптики нуждаются в абразивных изделиях, которые позволяют изготавливать свободные от дефектов поверхности для предотвращения малейшей дифракции и рассеяния.
[0004] Изготовители для некоторых случаев применения также нуждаются в абразивных изделиях, которые имеют высокую интенсивность съема материала. Однако, часто приходится принимать компромиссные решения между удельным съемом материала и качеством обработанной поверхности. Мелкозернистые абразивные изделия обычно позволяют изготавливать более гладкие поверхности, но имеют пониженную интенсивность съема материала. Пониженная интенсивность съема материала имеет следствием более медленное изготовление и увеличенную стоимость.
[0005] В частности, в контексте изделий с абразивным покрытием, изготовители абразивных изделий внедряют использование поверхностных структур для улучшения интенсивности съема материала с одновременным поддерживанием высокого качества обработанной поверхности. Изделия с абразивным покрытием, имеющие поверхностные структуры или шаблоны приподнятых абразивных слоев, часто называемые специализированными или структурированными абразивами, обычно имеют увеличенный срок использования.
[0006] Однако, типичные способы формования структурированных абразивных изделий являются ненадежными и страдают недостаточно хорошими характеристиками. Типичный процесс формования структурированного абразивного изделия включает покрытие подложки вязким связующим веществом, покрытие вязкого связующего вещества функциональным порошком и штампование или прокатывание шаблонов структуры в вязком связующем веществе. Функциональный порошок препятствует прилипанию связующего вещества к инструментам для шаблонирования. Затем связующее вещество отверждают.
[0007] Несовершенное покрытие вязкого связующего вещества функциональным порошком приводит к тому, что связующее вещество прилипает к инструментам для шаблонирования. Прилипание связующего вещества становится причиной возникновения неполных структур, что приводит к недостаточно хорошим характеристикам продукта и повышенному количеству отходов.
[0008] Выбор связующих веществ, соответствующих типичным способам формования структурированных абразивов, технологически ограничен. Типичные связующие вещества имеют высокое содержание традиционных заполнителей, которые увеличивают вязкость связующего вещества. Такие традиционные заполнители воздействуют на механические свойства связующего вещества. Например, высокое содержание традиционных заполнителей может ухудшать прочность при растяжении, модуль упругости при растяжении и характеристики относительного удлинения при разрыве связующего вещества. Недостаточно хорошие механические свойства связующего вещества приводят к потере абразивных зерен, что приводит к царапанию и помутнению обрабатываемых поверхностей и снижению срока службы абразивного изделия.
[0009] Потеря зерен также ухудшает характеристики абразивных изделий, что ведет к их частой замене. Частая замена абразивных изделий увеличивает расходы изготовителей. Таким образом, имеется потребность в усовершенствованных абразивных изделиях и способах изготовления абразивных изделий.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0010] Согласно настоящему изобретению предложено абразивное зерно, содержащее тело. Тело зерна может иметь длину (l), высоту (h) и ширину (w). Согласно конкретному аспекту настоящего изобретения, длина тела больше, чем ее высота, или равна ее высоте, а высота тела больше, чем ее ширина, или равна ее ширине. Кроме того, согласно конкретному аспекту, тело может иметь первостепенное соотношение размеров, заданное отношением длины к высоте, составляющим по меньшей мере 1:1. Тело зерна также может иметь вероятность вертикальной ориентации, составляющую по меньшей мере 50%.
[0011] Согласно другому аспекту, предложенное абразивное зерно содержит тело, которое имеет длину (l), ширину (w) и высоту (h). Длина, ширина и высота могут соответствовать продольной оси, поперечной оси и вертикальной оси, соответственно, причем продольная ось, поперечная ось и вертикальная ось задают три перпендикулярные плоскости. Согласно данному аспекту, тело может иметь асимметричную конфигурацию относительно любой из трех перпендикулярных плоскостей.
[0012] Согласно другому аспекту, абразивное зерно содержит тело, имеющую сложную трехмерную конфигурацию, включая 3-скпадчатую симметрию в трех перпендикулярных плоскостях, заданных продольной осью, поперечной осью и вертикальной осью. Кроме того, тело может иметь отверстие, которое проходит через всю внутреннюю часть тела вдоль одной из продольной оси, поперечной оси или вертикальной оси.
[0013] Согласно другому аспекту, абразивное зерно может содержать тело, имеющее сложную трехмерную конфигурацию, заданную длиной (l), шириной (w) и высотой (h). Тело также может иметь центр массы и геометрическую среднюю точку. Центр массы может быть смещен относительно геометрической средней точки на расстояние (Dh), составляющее по меньшей мере 0,05(h) вдоль вертикальной оси тела, задающей высоту.
[0014] Согласно другому аспекту, абразивное зерно может содержать тело, которое имеет длину (l), ширину (w) и высоту (h). Тело может иметь опорную поверхность и верхнюю поверхность. Кроме того, опорная поверхность имеет форму сечения, отличающуюся от формы сечения верхней поверхности.
[0015] Согласно другому аспекту, абразивное зерно может содержать тело, которое имеет в целом плоское дно и куполообразную верхнюю часть, проходящую от плоского дна.
[0016] Согласно другому аспекту, абразивное зерно может содержать тело имеющее длину (l), ширину (w) и высоту (h). Длина, ширина и высота могут соответствовать продольной оси, поперечной оси и вертикальной оси, соответственно. Кроме того, тело может иметь скручивание вдоль продольной оси, задающей длину тела таким образом, что опорная поверхность повернута относительно верхней поверхности для задания угла скручивания.
[0017] Согласно другому аспекту, абразивное зерно может содержать тело, имеющее первую торцевую поверхность и вторую торцевую поверхность, а также по меньшей мере три смежные боковые поверхности, проходящие между первой торцевой поверхностью и второй торцевой поверхностью, и краевую конструкцию, сформированную между каждой парой смежных боковых поверхностей.
[0018] Согласно другому аспекту, абразивное зерно может содержать тело, имеющее центральную часть и по меньшей мере три радиальных плеча, проходящие в наружном направлении от центральной части вдоль всей длины центральной части.
[0019] Согласно другому аспекту, абразивное зерно содержит тело, имеющее длину (l), ширину (w) и высоту (h), причем указанное тело содержит опорную торцевую поверхность и верхнюю поверхность, а указанная опорная поверхность имеет форму сечения, отличающуюся от формы сечения верхней поверхности.
[0020] Согласно другому аспекту, абразивное зерно содержит тело, имеющее центральную часть и по меньшей мере три радиальных плеча, проходящие в наружном направлении от центральной части вдоль всей ее длины, причем каждое радиальное плечо содержит стреловидный дальний конец.
[0021] Согласно другому аспекту, профилированная абразивная частица содержит тело, имеющее длину (l), ширину (w) и высоту (h), причем тело имеет опорную торцевую поверхность, верхнюю поверхность и боковую поверхность, проходящую между опорной поверхностью и верхней поверхностью, а указанная опорная поверхность имеет форму сечения, отличающуюся от формы сечения верхней поверхности.
[0022] Согласно одному аспекту, профилированная абразивная частица содержит тело, имеющее длину (l), ширину (w) и высоту (h), причем тело содержит трехконечную звезду, имеющую первое плечо, образующее первое плечо, второе плечо, образующее второе плечо, и третье плечо, образующее третье плечо, первое плечо, второе плечо и третье плечо образуют общий угол, который меньше чем 180°, а тело имеет коэффициент загибания, составляющий не более 10.
[0023] Согласно другому аспекту, профилированная абразивная частица содержит тело, имеющее длину (l), ширину (w) и высоту (h), причем тело содержит четырехконечную звезду, имеющую первое плечо, второе плечо, третье плечо и четвертое плечо, которые проходят от центральной части, и имеет коэффициент загибания, составляющий не более 10.
[0024] Согласно еще одному аспекту, профилированная абразивная частица содержит тело, имеющее длину (l), ширину (w) и высоту (h), причем тело содержит опорную торцевую поверхность, верхнюю поверхность и боковую поверхность, проходящую между указанной опорной поверхностью и верхней поверхностью, указанная опорная поверхность имеет крестообразную двухмерную форму, а верхняя поверхность имеет скругленную четырехстороннюю двухмерную форму.
[0025] Согласно другому аспекту, профилированная абразивная частица содержит тело, содержащее первый слой, имеющий первую длину, и второй слой, который перекрывает первый слой и имеет длину, которая находится в пределах диапазона между 50% и 90% от длины первого слоя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026] Настоящее изобретение может быть более понятным, а его многочисленные особенности и преимущества будут более очевидными для специалистов после ознакомления с сопроводительными чертежами, на которых:
На фиг. 1 схематически показан пример процесса;
На фиг. 2 показан перспективный вид структурированного абразивного изделия;
На фиг. 3 показан перспективный вид профилированного абразивного зерна согласно первому варианту реализации;
На фиг. 4 показан вид сверху второго конца профилированного абразивного зерна согласно первому варианту реализации;
На фиг. 5 показан перспективный вид профилированного абразивного зерна согласно второму варианту реализации;
На фиг. 6 показан вид сверху второй торцевой поверхности профилированного абразивного зерна согласно второму варианту реализации;
На фиг. 7 показан перспективный вид профилированного абразивного зерна согласно третьему варианту реализации;
На фиг. 8 показан вид сверху второй торцевой поверхности профилированного абразивного зерна согласно первому варианту реализации;
На фиг. 9 показан перспективный вид профилированного абразивного зерна согласно четвертому варианту реализации;
На фиг. 10 показан вид сверху второй торцевой поверхности профилированного абразивного зерна согласно четвертому варианту реализации;
На фиг. 11 показан перспективный вид профилированного абразивного зерна согласно пятому варианту реализации;
На фиг. 12 показан вид сверху нижней поверхности профилированного абразивного зерна согласно пятому варианту реализации;
На фиг. 13 показан перспективный вид профилированного абразивного зерна согласно шестому варианту реализации;
На фиг. 14 показан вид сверху второй торцевой поверхности профилированного абразивного зерна согласно четвертому варианту реализации;
На фиг. 15 показан вид сбоку профилированного абразивного зерна согласно седьмому варианту реализации;
На фиг. 16 показан вид сверху профилированного абразивного зерна согласно седьмому варианту реализации;
На фиг. 17 показан вид сбоку профилированного абразивного зерна согласно восьмому варианту реализации;
На фиг. 18 показан вид сверху профилированного абразивного зерна согласно восьмому варианту реализации;
На фиг. 19 показан перспективный вид профилированного абразивного зерна согласно девятому варианту реализации;
На фиг. 20 показан вид второй торцевой поверхности профилированного абразивного зерна согласно девятому варианту реализации;
На фиг. 21 показан перспективный вид профилированного абразивного зерна согласно десятому варианту реализации;
На фиг. 22 показан вид первой торцевой поверхности профилированного абразивного зерна согласно десятому варианту реализации;
На фиг. 23 показан вид сверху второй торцевой поверхности профилированного абразивного зерна согласно десятому варианту реализации;
На фиг. 24 показан перспективный вид профилированного абразивного зерна согласно одиннадцатому варианту реализации;
На фиг. 25 показан вид второй торцевой поверхности профилированного абразивного зерна согласно одиннадцатому варианту реализации;
На фиг. 26 показан перспективный вид профилированного абразивного зерна согласно двенадцатому варианту реализации;
На фиг. 27 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двенадцатому варианту реализации;
На фиг. 28 показан перспективный вид профилированного абразивного зерна согласно тринадцатому варианту реализации;
На фиг. 29 показан вид второй торцевой поверхности профилированного абразивного зерна согласно тринадцатому варианту реализации;
На фиг. 30 показан перспективный вид профилированного абразивного зерна согласно четырнадцатому варианту реализации;
На фиг. 31 показан вид второй торцевой поверхности профилированного абразивного зерна согласно четырнадцатому варианту реализации;
На фиг. 32 показан перспективный вид профилированного абразивного зерна согласно пятнадцатому варианту реализации;
На фиг. 33 показан вид второй торцевой поверхности профилированного абразивного зерна согласно пятнадцатому варианту реализации;
На фиг. 34 показан перспективный вид профилированного абразивного зерна согласно шестнадцатому варианту реализации;
На фиг. 35 показан вид второй торцевой поверхности профилированного абразивного зерна согласно шестнадцатому варианту реализации;
На фиг. 36 показан перспективный вид профилированного абразивного зерна согласно семнадцатому варианту реализации;
На фиг. 37 показан вид второй торцевой поверхности профилированного абразивного зерна согласно семнадцатому варианту реализации;
На фиг. 38 показан перспективный вид профилированного абразивного зерна согласно восемнадцатому варианту реализации;
На фиг. 39 показан вид второй торцевой поверхности профилированного абразивного зерна согласно восемнадцатому варианту реализации;
На фиг. 40 показан перспективный вид профилированного абразивного зерна согласно девятнадцатому варианту реализации;
На фиг. 41 показан вид второй торцевой поверхности профилированного абразивного зерна согласно девятнадцатому варианту реализации;
На фиг. 42 показан перспективный вид профилированного абразивного зерна согласно двадцатому варианту реализации;
На фиг. 43 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцатому варианту реализации;
На фиг. 44 показан перспективный вид профилированного абразивного зерна согласно двадцать первому варианту реализации;
На фиг. 45 показан вид первой торцевой поверхности профилированного абразивного зерна согласно двадцать первому варианту реализации;
На фиг. 46 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцать первому варианту реализации;
На фиг. 47 показан перспективный вид профилированного абразивного зерна согласно двадцать второму варианту реализации;
На фиг. 48 показан вид первой торцевой поверхности профилированного абразивного зерна согласно двадцать второму варианту реализации;
На фиг. 49 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцать второму варианту реализации;
На фиг. 50 показан перспективный вид профилированного абразивного зерна согласно двадцать третьему варианту реализации;
На фиг. 51 показан вид первой торцевой поверхности профилированного абразивного зерна согласно двадцать третьему варианту реализации;
На фиг. 52 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцать третьему варианту реализации;
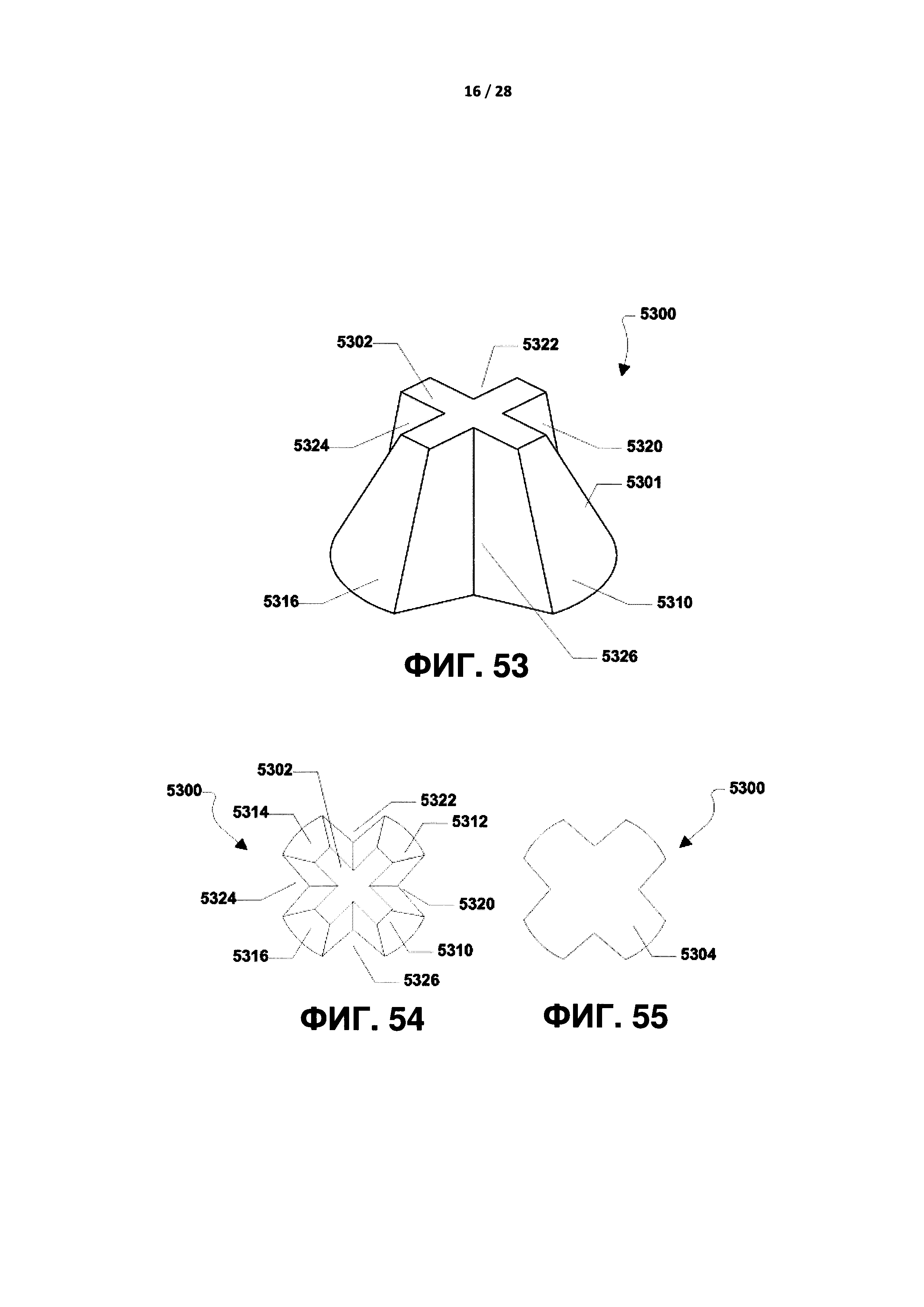
На фиг. 53 показан перспективный вид профилированного абразивного зерна согласно двадцать четвертому варианту реализации;
На фиг. 54 показан вид первой торцевой поверхности профилированного абразивного зерна согласно двадцать четвертому варианту реализации;
На фиг. 55 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцать четвертому варианту реализации;
На фиг. 56 показан перспективный вид профилированного абразивного зерна согласно двадцать пятому варианту реализации;
На фиг. 57 показан вид первой торцевой поверхности профилированного абразивного зерна согласно двадцать пятому варианту реализации;
На фиг. 58 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцать пятому варианту реализации;
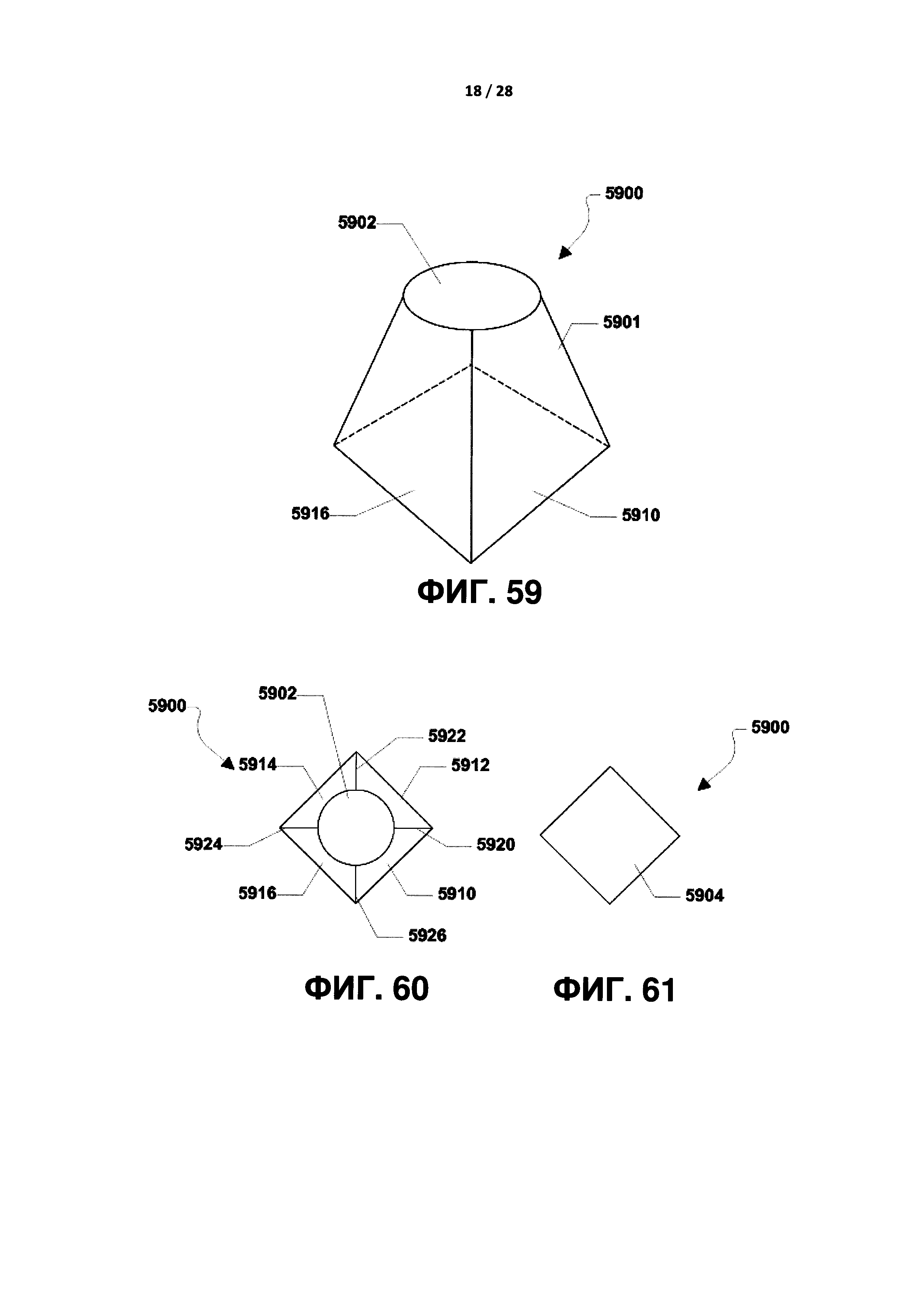
На фиг. 59 показан перспективный вид профилированного абразивного зерна согласно двадцать шестому варианту реализации;
На фиг. 60 показан вид первой торцевой поверхности профилированного абразивного зерна согласно двадцать шестому варианту реализации; и
На фиг. 61 показан вид второй торцевой поверхности профилированного абразивного зерна согласно двадцать шестому варианту реализации.
На фиг. 62А и 62В показана система для формования профилированных абразивных частиц согласно одному варианту реализации.
На фиг. 63 показана система для формования профилированных абразивных частиц согласно одному варианту реализации.
На фиг. 64 показана часть системы для формования профилированных абразивных частиц согласно одному варианту реализации.
На фиг. 65А показана профилированная абразивная частица согласно одному варианту реализации.
На фиг. 65В показан вид сбоку профилированной абразивной частицы, показанной на фиг. 65А.
На фиг. 65С показана профилированная абразивная частица согласно одному варианту реализации.
На фиг. 66А показана профилированная абразивная частица согласно одному варианту реализации.
На фиг. 66В показан вид сбоку профилированной абразивной частицы, показанной на фиг. 66А.
На фиг. 67 показан вид сверху профилированной абразивной частицы согласно одному варианту реализации.
На фиг. 68 показан вид сверху профилированной абразивной частицы согласно одному варианту реализации.
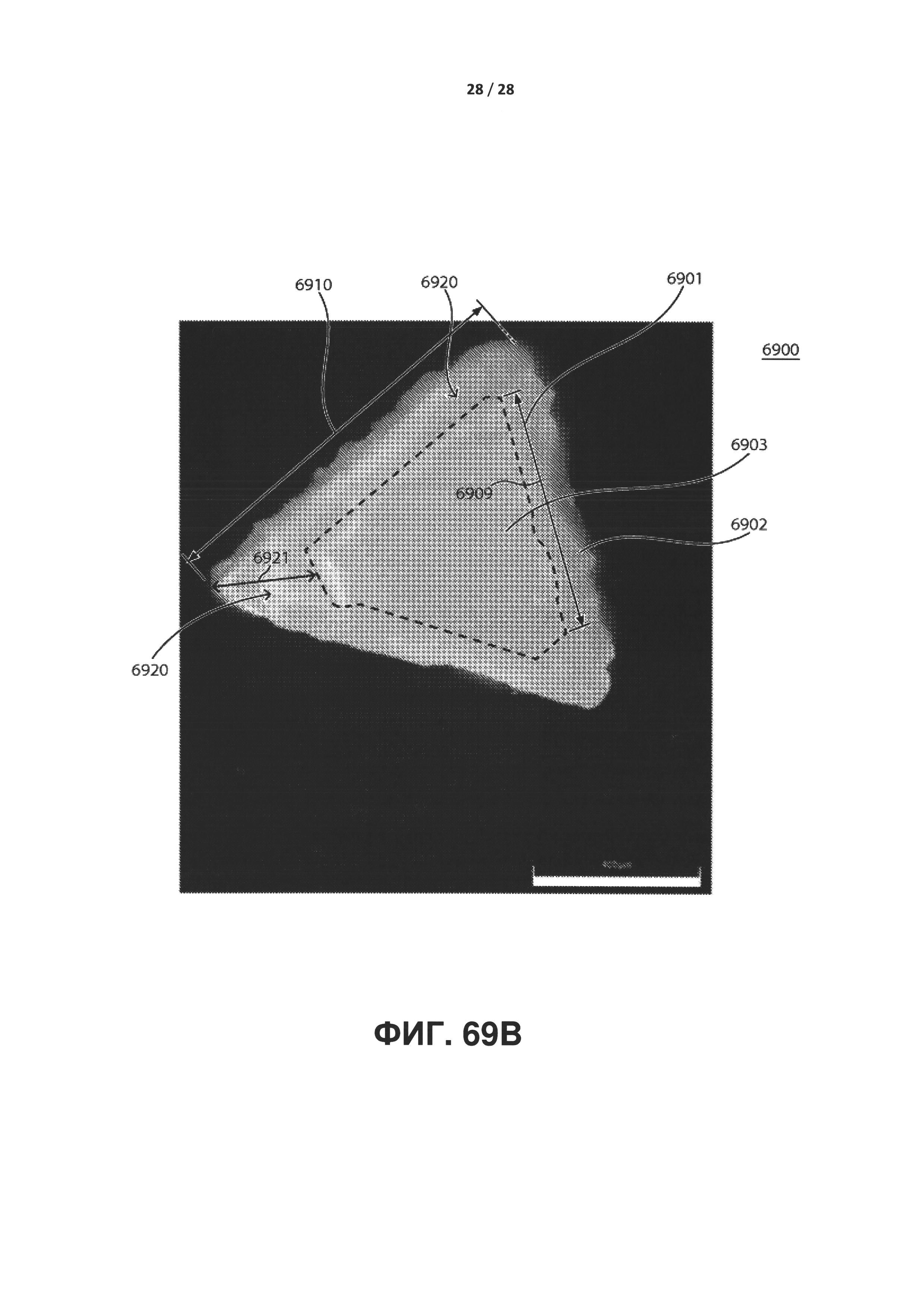
На фиг. 69А показан вид сбоку профилированной абразивной частицы согласно одному варианту реализации.
На фиг. 69В показан вид сверху профилированной абразивной частицы, показанной на фиг. 69А.
Одинаковыми позиционными номерами, использованными в различных чертежах, обозначены подобные или идентичные элементы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0027] Представленное ниже описание также относится к способам формирования профилированных абразивных частиц и особенностям таких профилированных абразивных частиц. Профилированные абразивные частицы могут быть использованы в различных абразивных изделиях, включая, например, изделия из абразивного материала со связующим, изделия с абразивным покрытием, и т.п. Альтернативно профилированные абразивные частицы согласно вариантов реализации, описанных в настоящей заявке, могут быть использованы в универсальных способах абразивной обработки, включая, например, шлифующие и/или полирующие шламы.
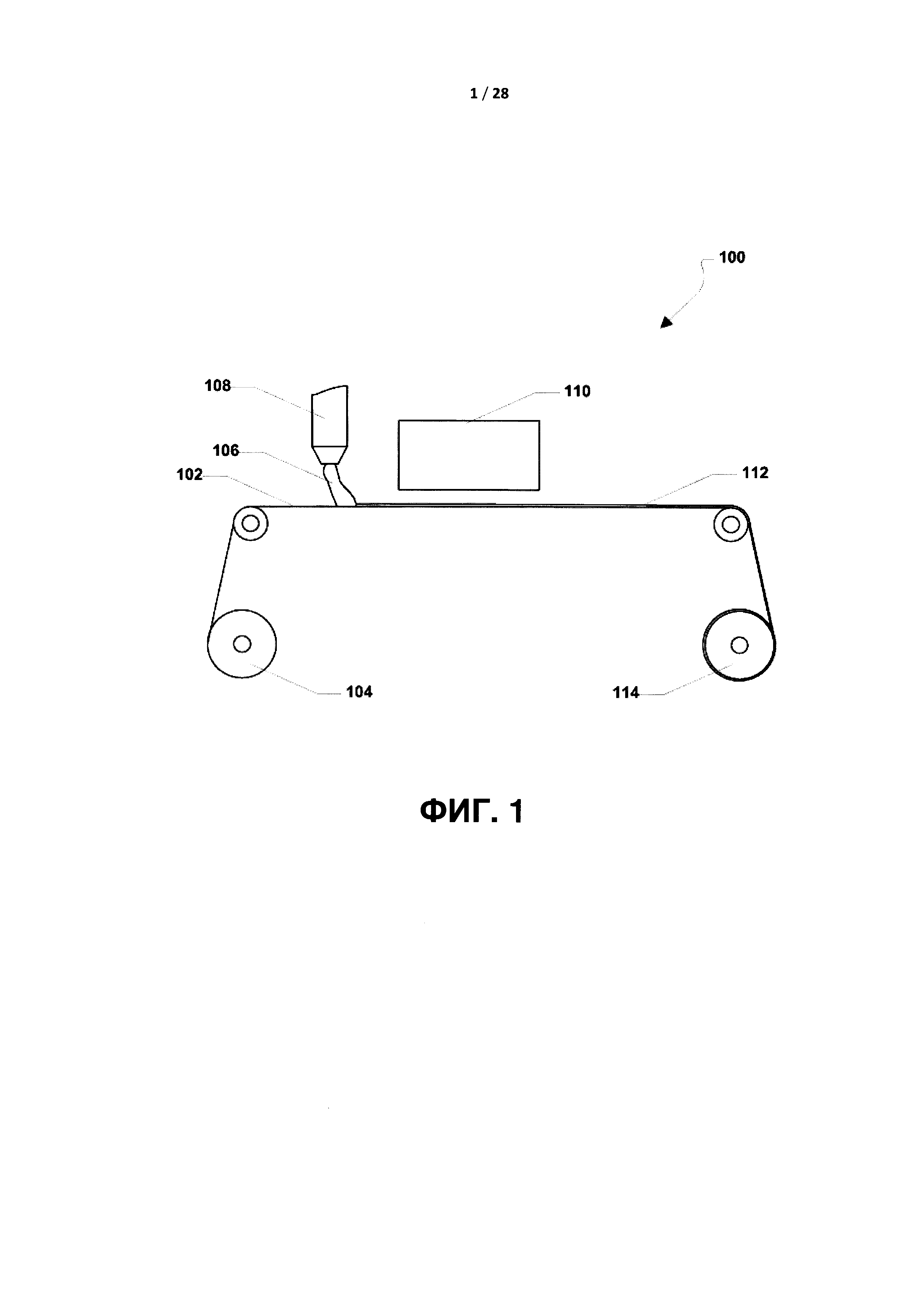
[0028] На фиг. 1 показан пример процесса, в общем обозначенного позиционным номером 100. Как показано на чертеже, подложка 102 может подаваться из рулона 104. Подложка 102 может быть покрыта связующим веществом 106, которое подают с использованием устройства 108 для нанесения покрытий. Пример устройства для нанесения покрытий включает вырубную обкладочную машину, ножевое устройство для нанесения покрытий, лаконаливочную машину, вакуумную вырубную обкладочную машину или вырубную обкладочную машину. Способы нанесения покрытия могут включать контактные или бесконтактные способы. Согласно таким способам используют два ролика, три реверсных ролика, нож над роликом, щелевую экструзионную головку, а также оборудование для рифления, экструзии или напыления покрытия.
[0029] Согласно одному варианту реализации связующее вещество 106 может быть доставлено в форме шлама, содержащего состав и абразивные зерна. Согласно другому варианту реализации связующее вещество 106 может быть доставлено отдельно от абразивных зерен. Абразивные зерна могут быть поданы после покрытия подложки 102 связующим веществом 106, после частичного отверждения связующего вещества 106, после шаблонирования связующего вещества 106, если таковое предполагается, или после полного отверждения связующего вещества 106. Например, абразивные зерна могут быть применены способом, таким как электростатическое нанесение, гравитационное нанесение или механическое вбрасывание. Согласно конкретному аспекту абразивные зерна могут быть любой комбинацией одного или большего количества профилированных описанных в настоящей заявке абразивных зерен.
[0030] Связующее вещество 106 может быть отверждено после прохождения под источником 110 энергии. Выбор источника 110 энергии частично может зависеть от химического состава связующего вещества 106. Например, источник 110 энергии может быть источником тепловой энергии или энергии актиничного излучения, такого как электронный луч, ультрафиолетовое излучение или видимый свет. Количество используемой энергии может зависеть от химической природы реактивных групп в полимерных компонентах предшественниках, а также от толщины и плотности связующего вещества 106. Для достижения необходимой тепловой энергии температуры нагревания от 75°С до 150°С при длительности нагревания от 5 минут до 60 минут в целом могут быть достаточными. Также могут быть использованы излучение электронного луча или ионизирующая радиация с энергетическим уровнем от 0,1 мрад (1 мкГр) до 100 мрад (1000 мкГр), в частности с энергетическим уровнем от 1 мрад (10 мкГр) до 10 мрад (100 мкГр). Ультрафиолетовое излучение включает излучение, имеющее длину волны в пределах диапазона от 200 нм до 400 нм, в частности в пределах диапазона от 250 нм до 400 нм. Видимое излучение включает излучение, имеющее длину волны в пределах диапазона от 400 нм до 800 нм, в частности в диапазоне от 400 нм до 550 нм. Параметры отверждения, такие как время облучения, в целом зависят от состава и могут быть отрегулированы путем выбора тока питания лампы и скоростью движения транспортерной ленты.
[0031] Согласно одному варианту реализации источник 110 энергии может облучать актиничным излучением покрытую подложку и таким образом частично отверждать связующее вещество 106. Согласно другому варианту реализации связующее вещество 106 отверждается нагревом и источник 110 энергии излучает тепло, необходимое для термообработки. Согласно другому варианту реализации связующее вещество 106 может включать компоненты, отверждаемые актиничным и тепловым излучением. Также, связующее вещество может быть частично отверждено с использованием одного из теплового и актиничного излучения, отверждающего и окончательно отверждено с использованием второго из теплового и актиничного отверждающих излучений. Например, эпоксидный компонент связующего вещества может быть частично отвержден с использованием ультрафиолетового электромагнитного излучения, а акриловый компонент связующего вещества может быть дополнительно отвержден тепловым излучением.
[0032] После отверждения связующего вещества 106 сформировано структурированное абразивное изделие 112. Согласно другому варианту реализации верхний слой абразивных зерен может быть нанесен поверх шаблонированных абразивных структур. Согласно конкретному варианту реализации структурированное абразивное изделие 112 может быть свернуто в рулон 114. Согласно другим вариантам реализации полное отверждение может быть достигнуто после сворачивания в рулон частично отвержденного абразивного изделия 112.
[0033] Согласно одному или большему количеству альтернативных вариантов реализации верхний слой абразивных зерен может быть нанесен поверх связующего вещества 106 и абразивных зерен. Например, верхний слой абразивных зерен может быть нанесен перед частичным отверждением связующего вещества 106, после частичного отверждения связующего вещества 106 или после дополнительного отверждения связующего вещества 106. Верхний слой абразивных зерен может быть нанесен, например, валиковым крашением или напылением. В зависимости от состава верхнего слоя абразивных зерен и этапа процесса, на котором он должен быть нанесен, верхний слой абразивных зерен может быть отвержден вместе со связующим веществом 106 или отдельно. Самый верхний слой абразивных зерен, содержащий диспергирующее средство, может быть нанесен поверх верхнего слоя абразивных зерен и отвержден вместе со связующим веществом 106, вместе с верхним слоем абразивных зерен или отвержден отдельно.
[0034] На фиг. 2 показано структурированное абразивное изделие, в целом обозначенное позиционным номером 200. Как показано на чертеже, структурированное абразивное изделие 200 может содержать подложку 202 и множество нанесенных на нее профилированных абразивных зерен 204. Согласно данному варианту реализации структурированное абразивное изделие 200 может быть изготовлено с использованием процесса, описанного выше со ссылкой на фиг. 1.
[0035] Согласно конкретному варианту реализации профилированные абразивные зерна 204 могут иметь одно или большее количество описанных в настоящей заявке профилированных абразивных зерен. Кроме того, профилированные абразивные зерна могут содержать одно или большее количество, или любую комбинацию описанных в настоящей заявке профилированных абразивных зерен. Кроме того, одно или большее количество описанных в настоящей заявке профилированных абразивных зерен могут иметь некоторую вероятность вертикальной ориентации. Вертикальной ориентацией может считаться ориентация, которая соответствует благоприятному абразивному/режущему положению каждого профилированного абразивного зерна, причем указанной вероятностью является простая математическая вероятность того, что зерно имеет вертикальную ориентацию.
[0036] Согласно конкретному аспекту настоящего изобретения вертикальная ориентация составляет по меньшей мере пятьдесят процентов (50%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере пятьдесят пять процентов (55%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере шестьдесят процентов (60%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере шестьдесят пять процентов (65%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере семьдесят процентов (70%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере семьдесят пять процентов (75%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере восемьдесят процентов (80%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере восемьдесят пять процентов (85%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере девяносто процентов (90%). Согласно другому аспекту вертикальная ориентация составляет по меньшей мере девяносто пять процентов (95%). Согласно другому аспекту вертикальная ориентация составляет сто процентов (100%).
[0037] Тело каждого из описанных в настоящей заявке профилированных абразивных зерен может содержать поликристаллическое вещество. Поликристаллическое вещество может содержать абразивные зерна. Абразивные зерна могут включать нитриды, оксиды, карбиды, бориды, оксинитриды, алмаз или комбинации вышеперечисленного. Кроме того, абразивные зерна могут включать оксид, выбранный из группы оксидов, состоящих из алюмооксида, окиси циркония, окиси титана, окиси иттрия, окиси хрома, оксида стронция, кремниевого оксида и комбинаций вышеперечисленного.
[0038] Согласно другому аспекту абразивные зерна могут включать оксид алюминия. Согласно другому аспекту абразивные зерна по существу состоят из оксида алюминия. Кроме того, абразивные зерна могут иметь средний размер зерна не больше чем 500 мкм. Согласно другому варианту реализации средний размер зерна составляет не больше чем 250 мкм. Согласно другому аспекту средний размер зерна составляет не больше чем 100 мкм. Согласно другому аспекту средний размер зерна составляет не больше чем 50 мкм. Согласно другому аспекту средний размер зерна составляет не больше чем 30 мкм. Согласно другому аспекту средний размер зерна составляет не больше чем 20 мкм. Согласно другому аспекту средний размер зерна составляет не больше чем 10 мкм. Согласно другому аспекту средний размер зерна составляет не больше чем 1 мкм.
[0039] Согласно другому аспекту средний размер зерна составляет по меньшей мере 0,01 мкм. Согласно другому аспекту средний размер зерна составляет по меньшей мере 0,05 мкм. Согласно другому аспекту средний размер зерна составляет по меньшей мере 0,08 мкм. Согласно другому аспекту средний размер зерна составляет по меньшей мере 0,1 мкм.
[0040] Согласно другому аспекту тело каждого из описанных в настоящей заявке профилированных абразивных зерен может представлять собой соединение, которое включает абразивные зерна по меньшей мере двух различных типов.
[0041] На фиг. 3 и 4 показан первый вариант реализации профилированного абразивного зерна 300. Как показано на фиг. 3, профилированное абразивное зерно 300 может включать тело 301, в целом призматическую, которая имеет первую торцевую поверхность 302 и вторую торцевую поверхность 304. Кроме того, профилированное абразивное зерно 300 может иметь первую боковую поверхность 310, проходящую между первой торцевой поверхностью 302 и второй торцевой поверхностью 304. Вторая боковая поверхность 312 может проходить между первой торцевой поверхностью 302 и второй торцевой поверхностью 304 рядом с первой боковой поверхностью 310. Как показано на чертеже, профилированное абразивное зерно 300 также может иметь третью боковую поверхность 314, проходящую между первой торцевой поверхностью 302 и второй торцевой поверхностью 304 рядом с второй боковой поверхностью 312 и первой боковой поверхностью 310.
[0042] Как показано на фиг. 3 и 4, профилированное абразивное зерно 300 также может иметь первый край 320 между первой боковой поверхностью 310 и второй боковой поверхностью 312. Профилированное абразивное зерно 300 также может иметь второй край 322 между второй боковой поверхностью 312 и третьей боковой поверхностью 314. Кроме того, профилированное абразивное зерно 300 может иметь третий край 324 между третьей боковой поверхностью 314 и первой боковой поверхностью 312.
[0043] Как показано на чертеже, каждая торцевая поверхность 302, 304 профилированного абразивного зерна 300 в целом может иметь треугольную форму. Каждая боковая поверхность 310, 312, 314 в целом может иметь прямоугольную форму. Кроме того, сечение профилированного абразивного зерна 300 в плоскости, параллельной торцевым поверхностям 302, 304, в целом является треугольным. Следует понимать, что профилированное абразивное зерно 300 может иметь больше, чем указанные три боковые поверхности 310, 312, 314 и три края 320, 322, 324. Кроме того, следует понимать, что в зависимости от количества боковых поверхностей 310, 312, 314, торцевые поверхности 302, 304 и сечение профилированного абразивного зерна 300 в плоскости, параллельной торцевым поверхностям 302, 304, могут иметь форму любого многоугольника, например, четырехугольника, пятиугольника, шестиугольника, семиугольника, восьмиугольника, девятиугольника, десятиугольника, и т.п. Кроме того, многоугольник может быть выпуклым, невыпуклым, вогнутым или невогнутым.
[0044] На фиг. 5 и 6 показан второй вариант реализации профилированного абразивного зерна 500. Как показано на фиг. 5, профилированное абразивное зерно 500 может иметь в целом призматическое тело 501, которая имеет первую торцевую поверхность 502 и вторую торцевую поверхность 504. Кроме того, профилированное абразивное зерно 500 может иметь первую боковую поверхность 510, проходящую между первой торцевой поверхностью 502 и второй торцевой поверхностью 504. Вторая боковая поверхность 512 может проходить между первой торцевой поверхностью 502 и второй торцевой поверхностью 504 рядом с первой боковой поверхностью 510. Как показано на чертеже, профилированное абразивное зерно 500 также может иметь третью боковую поверхность 514, проходящую между первой торцевой поверхностью 502 и второй торцевой поверхностью 504 рядом с второй боковой поверхностью 512 и первой боковой поверхностью 510.
[0045] Как показано на фиг. 5 и 6, профилированное абразивное зерно 500 также может иметь первую краевую поверхность 520, расположенную между первой боковой поверхностью 510 и второй боковой поверхностью 512. Профилированное абразивное зерно 500 также может иметь вторую краевую поверхность 522, расположенную между второй боковой поверхностью 512 и третьей боковой поверхностью 514. Кроме того, профилированное абразивное зерно 500 может иметь третью краевую поверхность 524, расположенную между третьей боковой поверхностью 514 и первой боковой поверхностью 512.
[0046] Как показано на чертеже, каждая торцевая поверхность 502, 504 профилированного абразивного зерна 500 в целом может иметь треугольную форму. Каждая боковая поверхность 510, 512, 514 в целом может иметь прямоугольную форму. Кроме того, сечение профилированного абразивного зерна 500 в плоскости, параллельной торцевым поверхностям 502, 504, в целом является треугольным.
[0047] На фиг. 7 и 8 показан третий вариант реализации профилированного абразивного зерна 700. Как показано на фиг. 7, профилированное абразивное зерно 700 может иметь в целом призматическое тело 701, которое имеет первую торцевую поверхность 702 и вторую торцевую поверхность 704. Кроме того, профилированное абразивное зерно 700 может иметь первую боковую поверхность 710, проходящую между первой торцевой поверхностью 702 и второй торцевой поверхностью 704. Вторая боковая поверхность 712 может проходить между первой торцевой поверхностью 702 и второй торцевой поверхностью 704 рядом с первой боковой поверхностью 710. Как показано на чертеже, профилированное абразивное зерно 700 также может иметь третью боковую поверхность 714, проходящую между первой торцевой поверхностью 702 и второй торцевой поверхностью 704 рядом с второй боковой поверхностью 712 и первой боковой поверхностью 710.
[0048] Как показано на фиг. 7 и 8, профилированное абразивное зерно 700 также может иметь первый вогнутый краевой канал 720, расположенный между первой боковой поверхностью 710 и второй боковой поверхностью 712. Профилированное абразивное зерно 700 также может иметь второй вогнутый краевой канал 722, расположенный между второй боковой поверхностью 712 и третьей боковой поверхностью 714. Кроме того, профилированное абразивное зерно 700 может иметь третий вогнутый краевой канал 724расположенный между третьей боковой поверхностью 714 и первой боковой поверхностью 712.
[0049] Как показано на чертеже, каждая торцевая поверхность 702, 704 профилированного абразивного зерна 700 в целом может иметь треугольную форму. Каждая боковая поверхность 710, 712, 714 в целом может иметь прямоугольную форму. Кроме того, сечение профилированного абразивного зерна 700 в плоскости, параллельной торцевым поверхностям 702, 704, в целом имеет треугольную форму.
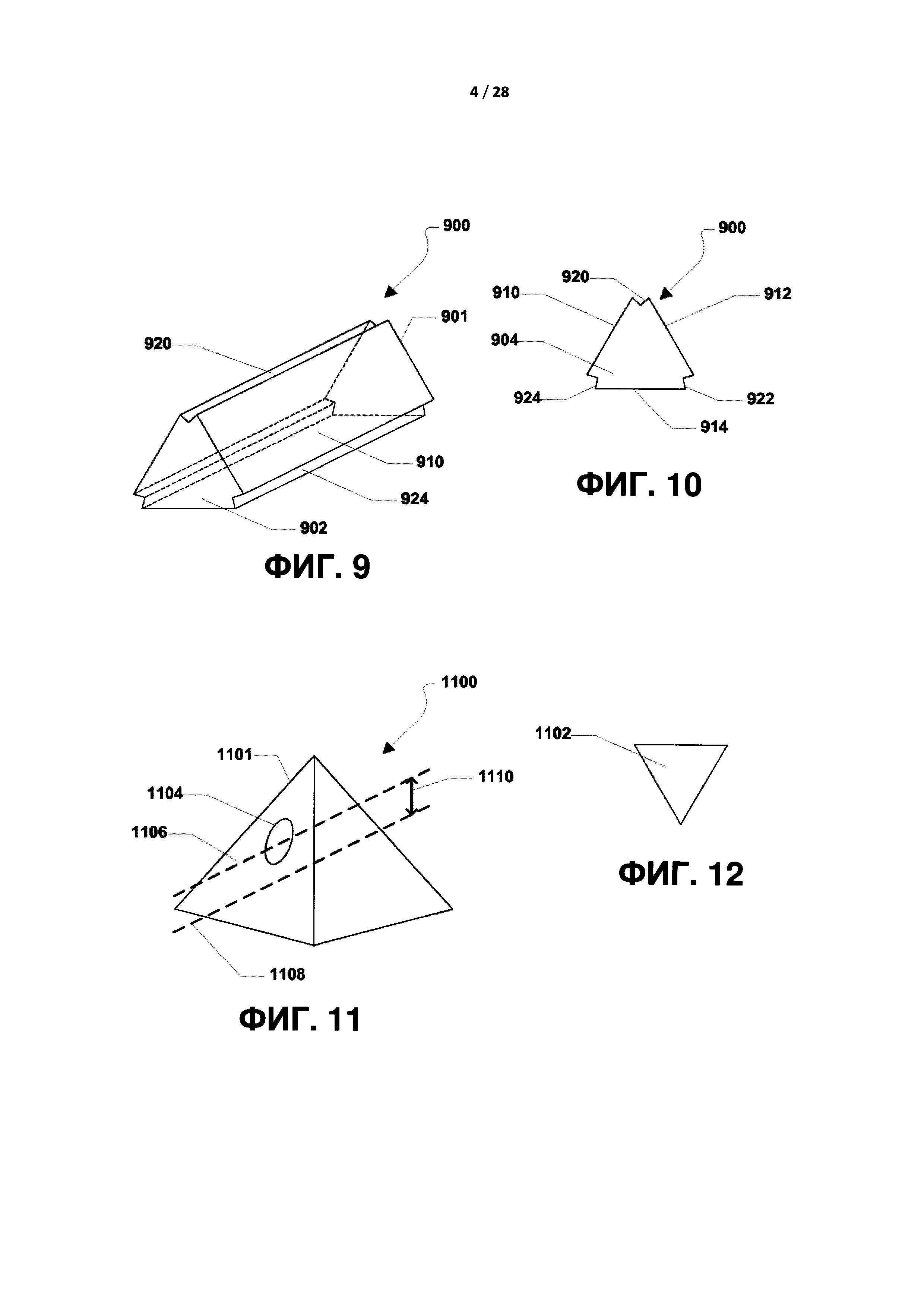
[0050] На фиг. 9 и 10 показан четвертый вариант реализации профилированного абразивного зерна 900. Как показано на фиг. 9, профилированное абразивное зерно 900 может иметь в целом призматическое тело 901, которая имеет первую торцевую поверхность 902 и вторую торцевую поверхность 904. Кроме того, профилированное абразивное зерно 900 может иметь первую боковую поверхность 910, проходящую между первой торцевой поверхностью 902 и второй торцевой поверхностью 904. Вторая боковая поверхность 912 может проходить между первой торцевой поверхностью 902 и второй торцевой поверхностью 904 рядом с первой боковой поверхностью 910. Как показано на чертеже, профилированное абразивное зерно 900 также может иметь третью боковую поверхность 914, проходящую между первой торцевой поверхностью 902 и второй торцевой поверхностью 904 рядом с второй боковой поверхностью 912 и первой боковой поверхностью 910.
[0051] Как показано на фиг. 9 и 10, профилированное абразивное зерно 900 также может иметь первую поверхность 920 V-образного краевого канала, расположенного между первой боковой поверхностью 910 и второй боковой поверхностью 912. Профилированное абразивное зерно 900 также может иметь вторую поверхность 922 V-образного краевого канала, расположенного между второй боковой поверхностью 912 и третьей боковой поверхностью 914. Кроме того, профилированное абразивное зерно 900 может иметь третью поверхность 924 V-образного краевого канала, расположенного между третьей боковой поверхностью 914 и первой боковой поверхностью 912.
[0052] Как показано на чертеже, каждая торцевая поверхность 902, 904 профилированного абразивного зерна 900 в целом может иметь треугольную форму. Каждая боковая поверхность 910, 912, 914 в целом может иметь прямоугольную форму. Кроме того, сечение профилированного абразивного зерна 900 в плоскости, параллельной торцевым поверхностям 902, 904, в целом имеет треугольную форму.
[0053] В других вариантах реализации, показанных на фиг. 3-10, края 320, 322, 324; краевые поверхности 520, 522, 524; вогнутые краевые каналы 720, 722, 724; и V-образные краевые каналы 920, 922, 924 могут считаться краевыми структурами. Кроме того, указанные краевые структуры выполнены таким образом, что если профилированные абразивные зерна 300, 500, 700, 900 нанесены на подложку или расположены иным способом на подложке, их боковая поверхность лежит на подложке, а краевая структура обращена в верхнем или наружном направлении от подложки. Кроме того, указанные краевые структуры имеют острые края, которые обеспечивают значительно увеличенные характеристики истирания.
[0054] Кроме того, следует иметь в виду, что в каждом из примерных вариантов реализации, показанных на фиг. 3-10, поверхность профилированного абразивного зерна 300, 500, 700, 900, т.е., основание, которое касается подложки, имеет площадь, которая существенно больше, чем площадь части профилированного абразивного зерна 300, 500, 700, 900, которая обращена в наружном направлении или в верхнем направлении, например, краевой структуры.
[0055] В частности основание может содержать по меньшей мере тридцать процентов (30%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать по меньшей мере сорок процентов (40%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать по меньшей мере пятьдесят процентов (50%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать по меньшей мере шестьдесят процентов (60%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать не больше чем девяносто девять процентов (99%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать не больше чем девяносто пять процентов (95%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать не больше чем девяносто процентов (90%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать не больше чем восемьдесят процентов (80%) полной площади поверхности частицы. Согласно другому аспекту основание может содержать не больше чем семьдесят пять процентов (75%) полной площади поверхности частицы.
[0056] На фиг. 11 и 12 показан пятый вариант реализации профилированного абразивного зерна, в целом обозначенного позиционным номером 1100. Как показано на чертеже, профилированное абразивное зерно, 1100 может иметь в целом пирамидальное тело 1101, имеющую в целом треугольную нижнюю поверхность 1102. Кроме того, профилированное абразивное зерно 1100 может иметь выполненное в нем отверстие 1104.
[0057] Согласно конкретному аспекту настоящего изобретения отверстие 1104 может иметь центральную ось 1106, которая проходит через центр отверстия 1104. Кроме того, профилированное абразивное зерно 1100 также может иметь центральную ось 1108, которая проходит через центр профилированного абразивного зерна 1100. Следует понимать, что отверстие 1104 может быть сформировано в профилированном абразивном зерне 1100 таким образом, что центральная ось 1106 отверстия 1104 расположена на расстоянии 1110 над центральной осью 1108 профилированного абразивного зерна 1100. Также, центр массы профилированного абразивного зерна 1100 может быть смещен ниже геометрической средней точки профилированного абразивного зерна 1100. Указанное профилированное абразивное зерно 1100 в результате смещения его центра массы ниже его геометрической средней точки всегда будет ложиться на одну и ту же поверхность, например, нижнюю поверхность 1102, при его опускании или осаждении иным способом на подложку таким образом, что указанное профилированное абразивное зерно всегда имеет вертикальную ориентацию.
[0058] Согласно конкретному варианту реализации центр массы смещен от геометрической средней точки на расстояние, которое равно 0,05 высоты (h) вдоль вертикальной оси тела 1102, задающей высоту. Согласно другому аспекту указанный центр массы может быть смещен на расстояние по меньшей мере 0,1(h). Согласно другому аспекту указанный центр массы может быть смещен на расстояние по меньшей мере 0,15(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,18(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,2(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,22(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,25(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,27(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,3(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,32(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,35(h). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,38(h).
[0059] Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,5(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,49(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,48(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,45(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,43(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,40(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,39(h). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,38(h).
[0060] Кроме того, центр массы может быть смещен таким образом, что находится ближе к основанию, например, нижней поверхности 1102, тела 1101, чем верхняя часть тела 1101, когда профилированное абразивное зерно 1100 находится в вертикальной ориентации, как показано на фиг. 11.
[0061] Согласно другому варианту реализации центр массы может быть смещен от геометрической средней точки на расстояние 1110, которое равно 0,05 ширины (w) вдоль горизонтальной оси тела 1102, задающей ширину. Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,1(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,15(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,18(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,2(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,22(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,25(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,27(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,3(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,32(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,35(w). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,38(w).
[0062] Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,5(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,49(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,48(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,45(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,43(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,40(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,39(w). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,38(w).
[0063] Согласно другому варианту реализации центр массы может быть смещен от геометрической средней точки на расстояние, которое равно 0,05 длины (l) вдоль продольной оси тела 1102, задающей длину. Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,1(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,15(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,18(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,2(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,22(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,25(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,27(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,3(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,32(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,35(l). Согласно другому аспекту центр массы может быть смещен на расстояние по меньшей мере 0,38(l).
[0064] Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,5(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,49(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,48(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,45(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,43(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,40(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,39(l). Согласно другому аспекту центр массы смещен на расстояние не больше чем 0,38(l).
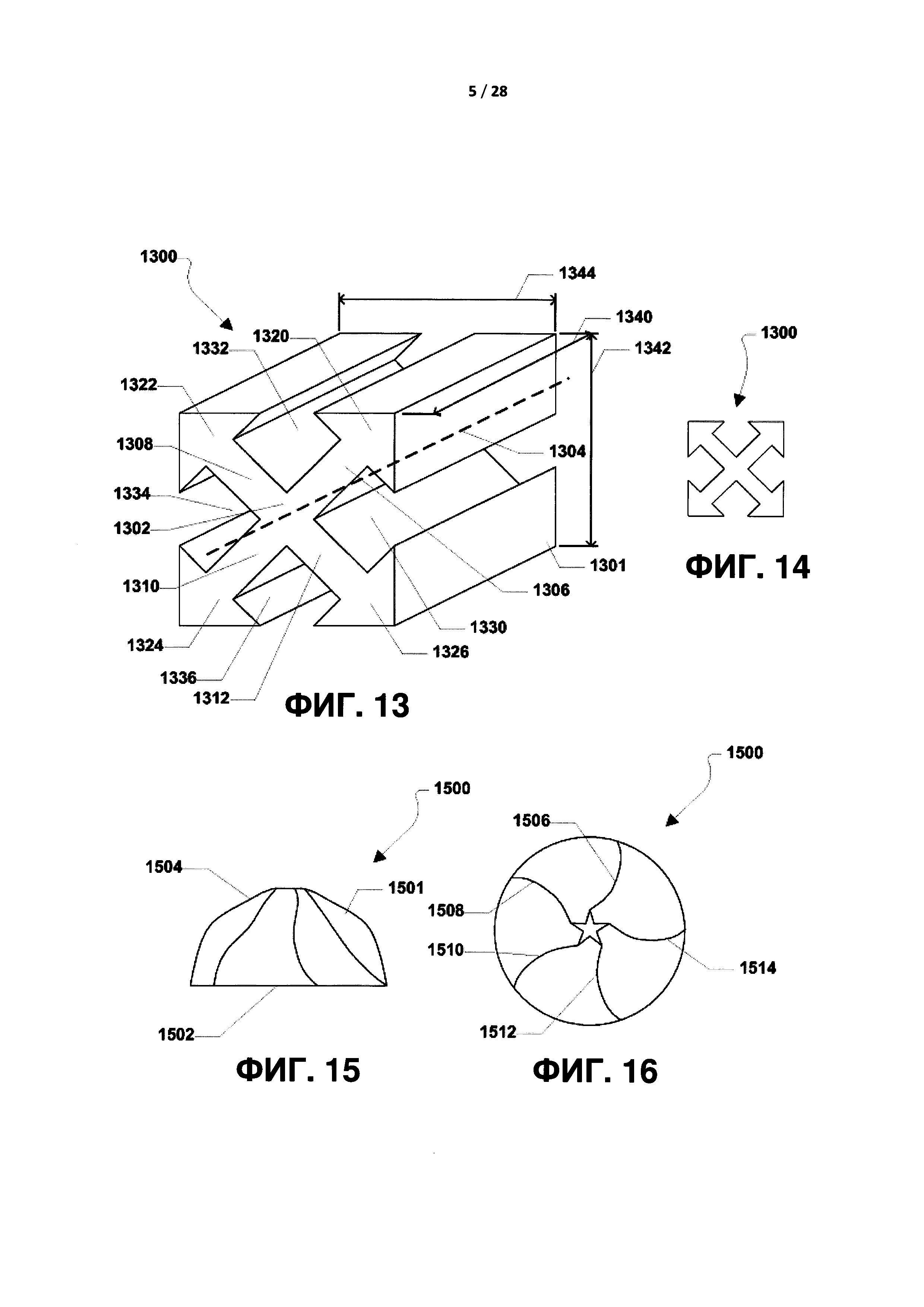
[0065] На фиг. 13 и 14 показан шестой вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 1300. Как показано на чертеже, профилированное абразивное зерно 1300 может иметь тело 1301, которое может иметь центральную часть 1302, проходящую вдоль продольной оси 1304. Первое радиальное плечо 1306 может проходить в наружном направлении от центральной части 1302 вдоль длины центральной части 1302. Второе радиальное плечо 1308 может проходить в наружном направлении от центральной части 1302 вдоль ее длины. Третье радиальное плечо 1310 может проходить в наружном направлении от центральной части 1302 вдоль ее длины. Кроме того, четвертое радиальное плечо 1312 может проходить в наружном направлении от центральной части 1302 вдоль ее длины. Радиальные плечи 1306, 1308, 1310, 1312 могут быть равномерно распределены вокруг центральной части 1302 профилированного абразивного зерна 1300.
[0066] Как показано на фиг. 13, первое радиальное плечо 1306 может иметь в целом стреловидный дальний конец 1320. Второе радиальное плечо 1308 может иметь в целом стреловидный дальний конец 1322. Третье радиальное плечо 1310 может иметь в целом стреловидный дальний конец 1324. Кроме того, четвертое радиальное плечо 1312 может иметь в целом стреловидный дальний конец 1326.
[0067] На фиг. 13 также показано, что профилированное абразивное зерно 1300 может быть сформировано с первой полостью 1330, расположенной между первым радиальным плечом 1306 и вторым радиальным плечом 1308. Вторая полость 1332 может быть сформирована между вторым радиальным плечом 1308 и третьим радиальным плечом 1310. Третья полость 1334 также может быть сформирована между третьим радиальным плечом 1310 и четвертым радиальным плечом 1312. Кроме того, четвертая полость 1336 может быть сформирована между четвертым радиальным плечом 1312 и первым радиальным плечом 1306.
[0068] Как показано на фиг. 13, профилированное абразивное зерно 1300 может иметь длину 1340, высоту 1342 и ширину 1344. Согласно конкретному аспекту настоящего изобретения длина 1340 больше, чем высота 1342, и высота 1342 больше, чем ширина 1344. Согласно конкретному аспекту настоящего изобретения 1300 профилированное абразивное зерно может задавать первостепенное соотношение размеров, который является отношением длины 1340 к высоте 1342 (длина : высота). Кроме того, профилированное абразивное зерно 1300 может задавать второстепенное соотношение размеров, который является отношением высоты 1342 к ширине 1344 (высота : ширина). Наконец, профилированное абразивное зерно 1300 может задавать третьестепенное соотношение размеров, который является отношением длины 1340 к ширине 1342 (длина : ширина).
[0069] Согласно конкретному аспекту настоящего изобретения первостепенное соотношение размеров составляет по меньшей мере 1:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 2:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 2,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 3:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 3,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 4:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 4,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 5,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 6:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 6,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 7:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 7,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 8:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 8,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 9:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 9,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 10:1.
[0070] Согласно конкретному аспекту настоящего изобретения второстепенное соотношение размеров составляет по меньшей мере 1:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 1,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет 2:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 2,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 3:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 3,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 4:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 4,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 5,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 6:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 6,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 7:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 7,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 8:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 8,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 9:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 9,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 10:1.
[0071] Согласно конкретному аспекту настоящего изобретения третьестепенное соотношение размеров составляет по меньшей мере 1:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 1,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 2:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 2,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 3:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 3,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 4:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 4,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 5,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 6:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 6,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 7:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 7,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 8:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 8,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 9:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 9,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 10:1.
[0072] Согласно конкретному аспекту настоящего изобретения форма профилированного абразивного зерна 1300 относительно первостепенного соотношения размеров в целом является прямоугольной, например, плоской или искривленной. Кроме того, форма профилированного абразивного зерна 1300 относительно второстепенного соотношения размеров может быть любой многоугольной формой, например, треугольником, квадратом, прямоугольником, пятиугольником, и т.п. Форма профилированного абразивного зерна 1300 относительно второстепенного соотношения размеров также может иметь форму любого буквенно-цифрового символа, например, 1, 2, 3, и т.п., А, В, С. и т.п. Кроме того, форма профилированного абразивного зерна 1300 относительно второстепенного соотношения размеров может быть символом, выбранным из греческого алфавита, современного латинского алфавита, древнего латинского алфавита, русского алфавита, любого другого алфавита, или любыми комбинациями вышеперечисленного. Кроме того, форма профилированного абразивного зерна 1300 относительно второстепенного соотношения размеров может быть японским иероглифом.
[0073] Согласно другому аспекту профилированного абразивного зерна 1300 ширина 1344 больше, чем высота 1342, и высота 1342 больше, чем длина 1340. Согласно данному аспекту профилированное абразивное зерно 1300 может задавать первостепенное соотношение размеров, который является отношением ширины 1344 к высоте 1342 (ширина : высота). Кроме того, профилированное абразивное зерно 1300 может задавать второстепенное соотношение размеров, который является отношением высоты 1342 к длине 1340 (высота : длина). Наконец, профилированное абразивное зерно 1300 может задавать третьестепенное соотношение размеров, который является отношением ширины 1342 к длине 1340 (ширина : длина).
[0074] Согласно конкретному аспекту настоящего изобретения первостепенное соотношение размеров составляет по меньшей мере 2:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 2,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 3:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 3,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 4:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 4,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 5,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 6:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 6,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 7:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 7,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 8:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 8,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 9:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 9,5:1. Согласно другому аспекту первостепенное соотношение размеров составляет по меньшей мере 10:1.
[0075] Согласно конкретному аспекту настоящего изобретения второстепенное соотношение размеров составляет по меньшей мере 1,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 2:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 2,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 3:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 3,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 4:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 4,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 5,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 6:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 6,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 7:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 7,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 8:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 8,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 9:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 9,5:1. Согласно другому аспекту второстепенное соотношение размеров составляет по меньшей мере 10:1.
[0076] Согласно конкретному аспекту настоящего изобретения третьестепенное соотношение размеров составляет по меньшей мере 1,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 2:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 2,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 3:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 3,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 4:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 4,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 5,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 6:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 6,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 7:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 7,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 8:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 8,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 9:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 9,5:1. Согласно другому аспекту третьестепенное соотношение размеров составляет по меньшей мере 10:1.
[0077] Согласно конкретному аспекту настоящего изобретения форма профилированного абразивного зерна 1300 относительно второстепенного соотношения размеров является в целом прямоугольной, например, плоской или искривленной. Кроме того, форма профилированного абразивного зерна 1300 относительно первостепенного соотношения размеров может быть любой многоугольной формой, например, треугольной, квадратной, прямоугольной, пятиугольной, и т.п. Форма профилированного абразивного зерна 1300 относительно первостепенного соотношения размеров также может иметь форму любого буквенно-цифрового символа, например, 1, 2, 3 и т.п., А, В, С и т.п. Кроме того, форма профилированного абразивного зерна 1300 относительно первостепенного соотношения размеров может быть символом, выбранным из греческого алфавита, современного латинского алфавита, древнего латинского алфавита, русского алфавита, любого другого алфавита, или любыми комбинациями вышеперечисленного. Кроме того, форма профилированного абразивного зерна 1300 относительно первостепенного соотношения размеров может быть японским иероглифом.
[0078] На фиг. 15 и 16 показан седьмой вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 1500. Как показано на чертеже, профилированное абразивное зерно 1500 может иметь тело 1501, которое имеет плоское дно 1502 и в целом куполообразную верхнюю часть 1504. Куполообразная верхняя часть 1504 может быть сформирована с первым краем 1506, вторым краем 1508, третьим краем 1510, четвертым краем 1512 и пятым краем 1514. Следует понимать, что профилированное абразивное зерно 1500 может иметь больше или меньше чем пять краев 1506, 1508, 1510, 1512, 1514. Кроме того, края 1506, 1508, 1510, 1512, 1514 могут быть равномерно распределены радиально вокруг центра куполообразной верхней части 1504.
[0079] Согласно конкретному аспекту настоящего изобретения края 1506, 1508, 1510, 1512, 1514 в куполообразной верхней части 1504 могут быть сформированы напылением материала, содержащего профилированное абразивное зерно 1500, сквозь имеющую в целом форму звезды форсунку. Следует понимать, что форма профилированного абразивного зерна 1500 может облегчить его ориентацию при его укладывании или нанесении иным способом на подложку. В частности, куполообразная верхняя часть 1504 обеспечивает возможность перекатывания профилированного абразивного зерна 1500 на плоское дно 1502, в результате чего края обращены в наружном или верхнем направлении от подложки.
[0080] На фиг. 17 и 18 показан восьмой вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 1700. Как показано на чертеже, профилированное абразивное зерно 1700 может иметь тело 1701, которое имеет плоское дно 1702 и в целом куполообразную верхнюю часть 1704. Куполообразная верхняя часть 1704 может быть сформирована с пиком 1706. Согласно конкретному аспекту настоящего изобретения пик 1706 в куполообразной верхней части 1704 может быть сформирован напылением материала, содержащего профилированное абразивное зерно 1700, сквозь в целом круглую, в целом небольшую форсунку. Следует понимать, что форма профилированного абразивного зерна 1700 может облегчать ориентацию профилированного абразивного зерна 1700 при его укладывании или нанесении иным способом на подложку. В частности, куполообразная верхняя часть 1704 и пик 1706 обеспечивают возможность перекатывания профилированного абразивного зерна 1700 на плоское дно 1702, в результате чего пик 1706 и куполообразная верхняя часть 1704 обращены в наружном или верхнем направлении от подложки.
[0081] На фиг. 19 и 20 показан девятый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 1900. Как показано на чертеже, профилированное абразивное зерно 1900 может иметь тело 1901, которое в целом имеет коробчатую форму с шестью наружными поверхностями 1902 и двенадцатью краями 1904. Кроме того, профилированное абразивное зерно 1900 может быть сформировано в целом с Х-образным отверстием 1906, т.е., отверстием, проходящим сквозь профилированное абразивное зерно 1900 параллельно продольной оси 1908, которая проходит через центр 1910 профилированного абразивного зерна. Кроме того, центр 1912 X-образного отверстия 1906 может быть расположен на расстоянии 1914 от продольной оси 1908. Также, центр массы 1916 профилированного абразивного зерна 1900 может быть смещен ниже геометрической средней точки 1910 профилированного абразивного зерна 1900. Благодаря смещению центра массы ниже геометрической средней точки профилированного абразивного зерна, указанное профилированное абразивное зерно 1900 ложиться на одну и ту же поверхность при укладывании или нанесении иным способом на подложку.
[0082] Следует понимать, что Х-образное отверстие 1906 может быть сформировано вдоль продольной оси 1908 через геометрическую среднюю точку 1910 профилированного абразивного зерна 1900. Кроме того, следует понимать, что X-образное отверстие 1906 может быть повернуто сорок пять градусов (45°), и в таком случае отверстие 1906 в целом будет иметь форму математического символа "+". Следует понимать, что отверстие 1906, сформированное в профилированном абразивном зерне 1900, может иметь любую форму: многоугольную или другую.
[0083] На фиг. 21-23 показан десятый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 2100. Как показано на чертеже, профилированное абразивное зерно 2100 может иметь тело 2101, которое может иметь первую торцевую поверхность 2102 и вторую торцевую поверхность 2104. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 2102 может быть опорной поверхностью, и вторая торцевая поверхность 2104 может быть верхней поверхностью. Кроме того, профилированное абразивное зерно 2100 может иметь первую боковую поверхность 2106, проходящую между первой торцевой поверхностью 2102 и второй торцевой поверхностью 2104. Вторая боковая поверхность 2108 может проходить между первой торцевой поверхностью 2102 и второй торцевой поверхностью 2104. Кроме того, третья боковая поверхность 2110 может проходить между первой торцевой поверхностью 2102 и второй торцевой поверхностью 2104. Четвертая боковая поверхность 2112 также может проходить между первой торцевой поверхностью 2102 и второй торцевой поверхностью 2104.
[0084] Как показано на чертеже, первая торцевая поверхность 2102 и вторая торцевая поверхность 2104 параллельны друг другу. Однако, согласно конкретному аспекту первая торцевая поверхность 2102 повернута относительно второй торцевой поверхности 2104 для образования угла 2114 скручивания. Согласно конкретному аспекту настоящего изобретения угол 2114 скручивания составляет по меньшей мере 1°. Согласно другому аспекту угол 2114 скручивания - по меньшей мере 2°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 5°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 8°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 10°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 12°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 15°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 18°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 20°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 25°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 30°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 40°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 50°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 60°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 70°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 80°. Согласно другому аспекту угол 2114 скручивания составляет по меньшей мере 90°.
[0085] Следует понимать, что угол 2114 скручивания профилированного абразивного зерна 2100 может быть горизонтальным углом скручивания, т.е., проходящим вдоль продольной оси тела 2101, задающей длину. Согласно другому аспекту угол 2114 скручивания профилированного абразивного зерна 2100 может быть вертикальным углом скручивания, т.е., проходящим вдоль вертикальной оси, задающей высоту тела 2101.
[0086] На фиг. 24 и 25 показан одиннадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 2400. Как показано на чертеже, профилированное абразивное зерно 2400 может иметь тело 2401, которое может иметь центральную часть 2402, проходящую вдоль продольной оси 2404. Первое радиальное плечо 2406 может проходить в наружном направлении от центральной части 2402 вдоль длины центральной части 2402. Второе радиальное плечо 2408 может проходить в наружном направлении от центральной части 2402 вдоль длины центральной части 2402. Третье радиальное плечо 2410 может проходить в наружном направлении от центральной части 2402 вдоль длины центральной части 2402. Кроме того, четвертое радиальное плечо 2412 может проходить в наружном направлении от центральной части 2402 вдоль длины центральной части 2402. Радиальные плечи 2406, 2408, 2410, 2412 могут быть равномерно распределены вокруг центральной части 2402 профилированного абразивного зерна 2400.
[0087] Как показано на фиг. 24, первое радиальное плечо 2406 может иметь в целом коробчатый дальний конец 2420. Второе радиальное плечо 2408 может иметь в целом коробчатый дальний конец 2422. Третье радиальное плечо 2410 может иметь в целом коробчатый дальний конец 2424. Кроме того, четвертое радиальное плечо 2412 может иметь в целом коробчатый дальний конец 2426.
[0088] На фиг. 24 и 25 дополнительно показано, что профилированное абразивное зерно 2400 может быть сформировано с отверстием 2428, проходящее сквозь профилированное абразивное зерно 2400 вдоль продольной оси 2404. Как показано на чертеже, отверстие 2428 может иметь в целом треугольную форму. Следует понимать, что согласно другим аспектам отверстие 2428, выполненное в профилированном абразивном зерне 2400, может иметь любую форму: многоугольную или другую.
[0089] На фиг. 26 и 27 показан двенадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 2600. Как показано на чертеже, профилированное абразивное зерно 2600 может иметь тело 2601, которое может иметь центральную часть 2602, проходящую вдоль продольной оси 2604. Первое радиальное плечо 2606 может проходить в наружном направлении от центральной части 2602 вдоль длины центральной части 2602. Второе радиальное плечо 2608 может проходить в наружном направлении от центральной части 2602 вдоль длины центральной части 2602. Третье радиальное плечо 2610 может проходить в наружном направлении от центральной части 2602 вдоль длины центральной части 2602. Кроме того, четвертое радиальное плечо 2612 может проходить в наружном направлении от центральной части 2602 вдоль длины центральной части 2602. Радиальные плечи 2606, 2608, 2610, 2612 могут быть равномерно распределены вокруг центральной части 2602 профилированного абразивного зерна 2600.
[0090] Как показано на фиг. 26 и 27, первое радиальное плечо 2606 может иметь в целом коробчатый дальний конец 2620, сформированный с V-образным каналом 2622. Второе радиальное плечо 2608 может иметь в целом коробчатый дальний конец 2624, сформированный с V-образным каналом 2626. Третье радиальное плечо 2610 также может иметь в целом коробчатый дальний конец 2628, сформированный с V-образным каналом 2630. Кроме того, четвертое радиальное плечо 2612 может иметь в целом коробчатый дальний конец 2632, который также сформирован с V-образным каналом 2634.
[0091] На фиг. 28 и 29 показан тринадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 2800. Как показано на чертеже, профилированное абразивное зерно 2800 может иметь тело 2801, которое может иметь центральную часть 2802, проходящую вдоль продольной оси 2804. Первое радиальное плечо 2806 может проходить в наружном направлении от центральной части 2802 вдоль длины центральной части 2802. Второе радиальное плечо 2808 может проходить в наружном направлении от центральной части 2802 вдоль длины центральной части 2802. Третье радиальное плечо 2810 может проходить в наружном направлении от центральной части 2802 вдоль длины центральной части 2802. Кроме того, четвертое радиальное плечо 2812 может проходить в наружном направлении от центральной части 2802 вдоль длины центральной части 2802. Радиальные плечи 2806, 2808, 2810, 2812 могут быть равномерно распределены вокруг центральной части 2802 профилированного абразивного зерна 2800.
[0092] Как показано на фиг. 28 и 29, первое радиальное плечо 2806 может иметь в целом коробчатый дальний конец 2820, сформированный с вогнутым каналом 2822. Второе радиальное плечо 2808 может иметь в целом коробчатый дальний конец 2824, сформированный с вогнутым каналом 2826. Третье радиальное плечо 2810 также может иметь в целом коробчатый дальний конец 2828, сформированный с вогнутым каналом 2830. Кроме того, четвертое радиальное плечо 2812 может иметь в целом коробчатый дальний конец 2832, который также сформирован с вогнутым каналом 2834.
[0093] На фиг. 30 и на фиг. 31 показан четырнадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 3000. Как показано на чертеже, профилированное абразивное зерно 3000 может иметь тело 3001, имеющее центральную часть 3002, которая проходит вдоль продольной оси 3004. Первое радиальное плечо 3006 может проходить в наружном направлении от центральной части 3002 вдоль длины центральной части 3002. Второе радиальное плечо 3008 может проходить в наружном направлении от центральной части 3002 вдоль длины центральной части 3002. Третье радиальное плечо 3010 может проходить в наружном направлении от центральной части 3002 вдоль длины центральной части 3002. Кроме того, четвертое радиальное плечо 3012 может проходить в наружном направлении от центральной части 3002 вдоль длины центральной части 3002. Радиальные плечи 3006, 3008, 3010, 3012 могут быть равномерно распределены вокруг центральной части 3002 профилированного абразивного зерна 3000.
[0094] Как показано на фиг. 30, первое радиальное плечо 3006 может иметь в целом Т-образный дальний конец 3020. Второе радиальное плечо 3008 может иметь в целом Т-образный дальний конец 3022. Третье радиальное плечо 3010 может иметь в целом Т-образный дальний конец 3024. Кроме того, четвертое радиальное плечо 3012 может иметь в целом Т-образный дальний конец 3026.
[0095] На фиг. 30 также показано, что профилированное абразивное зерно 3000 может быть сформировано с первой полостью 3030, расположенной между первым радиальным плечом 3006 и вторым радиальным плечом 3008. Вторая полость 3032 может быть сформирована между вторым радиальным плечом 3008 и третьим радиальным плечом 3010. Третья полость 3034 также может быть сформирована между третьим радиальным плечом 3010 и четвертым радиальным плечом 3012. Кроме того, четвертая полость 3036 может быть сформирована между четвертым радиальным плечом 3012 и первым радиальным плечом 3006.
[0096] На фиг. 32 и 33 показан пятнадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 3200. Как показано на чертеже, профилированное абразивное зерно 3200 может иметь тело 3201, которое может иметь центральную часть 3202, проходящую вдоль продольной оси 3204. Первое радиальное плечо 3206 может проходить в наружном направлении от центральной части 3202 вдоль длины центральной части 3202. Второе радиальное плечо 3208 может проходить в наружном направлении от центральной части 3202 вдоль длины центральной части 3202. Третье радиальное плечо 3210 может проходить в наружном направлении от центральной части 3202 вдоль длины центральной части 3202. Кроме того, четвертое радиальное плечо 3212 может проходить в наружном направлении от центральной части 3202 вдоль длины центральной части 3202. Радиальные плечи 3206, 3208, 3210, 3212 могут быть равномерно распределены вокруг центральной части 3202 профилированного абразивного зерна 3200.
[0097] Как показано на фиг. 32, первое радиальное плечо 3206 может иметь в целом скругленный Т-образный дальний конец 3220. Второе радиальное плечо 3208 может иметь в целом скругленный Т-образный дальний конец 3222. Третье радиальное плечо 3210 может иметь в целом скругленный Т-образный дальний конец 3224. Кроме того, четвертое радиальное плечо 3212 может иметь в целом скругленный Т-образный дальний конец 3226.
[0098] На фиг. 32 также показано, что профилированное абразивное зерно 3200 может быть сформировано с первой полостью 3230, расположенной между первым радиальным плечом 3206 и вторым радиальным плечом 3208. Вторая полость 3232 может быть сформирована между вторым радиальным плечом 3208 и третьим радиальным плечом 3210. Третья полость 3234 также может быть сформирована между третьим радиальным плечом 3210 и четвертым радиальным плечом 3212. Кроме того, четвертая полость 3236 может быть сформирована между четвертым радиальным плечом 3212 и первым радиальным плечом 3206.
[0099] На фиг. 34 и 35 показан шестнадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 3400. Как показано на чертеже, профилированное абразивное зерно 3400 может иметь тело 3401, имеющее центральную часть 3402, которая проходит вдоль продольной оси 3404. Центральная часть 3402 может быть сформирована с отверстием 3406, проходящим вдоль продольной оси 3404 вдоль всей длины центральной части 3402 профилированного абразивного зерна 3400.
[00100] В целом треугольное первое радиальное плечо 3410 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. В целом треугольное второе радиальное плечо 3412 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. В целом треугольное третье радиальное плечо 3414 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. В целом треугольное четвертое радиальное плечо 3416 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. Кроме того, в целом треугольное пятое радиальное плечо 3418 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402.
[00101] Кроме того, как показано на фиг. 34 и 35, в целом треугольное шестое радиальное плечо 3420 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. В целом треугольное седьмое радиальное плечо 3422 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. В целом треугольное восьмое радиальное плечо 3424 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. В целом треугольное девятое радиальное плечо 3426 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402. Кроме того, в целом треугольное десятое радиальное плечо 3428 может проходить в наружном направлении от центральной части 3402 профилированного абразивного зерна 3400 вдоль длины центральной части 3402.
[00102] Согласно конкретному аспекту настоящего изобретения радиальные плечи 3410, 3412, 3414, 3416, 3418, 3420, 3422, 3424, 3426, 3428 могут быть равномерно распределены вокруг центральной части 3402 профилированного абразивного зерна для формирования в целом звездообразной первой торцевой поверхности 3430, в целом звездообразной второй торцевой поверхности 3432 и в целом звездообразного сечения, взятого в плоскости, параллельной торцевым поверхностям 3430, 3432.
[00103] На фиг. 36 и 37 показан семнадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 3600. Как показано на чертеже, профилированное абразивное зерно 3600 может иметь тело 3601, имеющее первую торцевую поверхность 3602 и вторую торцевую поверхность 3604. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 3602 может быть опорной поверхностью, и вторая торцевая поверхность 3604 может быть верхней поверхностью. Кроме того, профилированное абразивное зерно 3600 может быть сформировано с отверстием 3606, проходящим вдоль продольной оси 3608. Как показано на чертеже, отверстие 3606 может быть в целом коробчатым.
[00104] На фиг. 36 и 37 показано, что профилированное абразивное зерно 3600 может иметь в целом К-образную первую боковую поверхность 3610, проходящую между первой торцевой поверхностью 3602 и второй торцевой поверхностью 3604. Профилированное абразивное зерно 3600 также может иметь в целом К-образную вторую боковую поверхность 3612, проходящую между первой торцевой поверхностью 3602 и второй торцевой поверхностью 3604, противоположную в целом К-образной первой боковой поверхности 3610.
[00105] Как показано на чертеже, профилированное абразивное зерно 3600 может иметь в целом плоскую третью боковую поверхность 3614, проходящую между первой К-образной боковой поверхностью 3610 и второй К-образной боковой поверхностью 3612 и между первой торцевой поверхностью 3602 и второй торцевой поверхностью 3604. Профилированное абразивное зерно 3600 также может иметь в целом плоскую четвертую боковую поверхность 3616, проходящую между первой К-образной боковой поверхностью 3610 и второй К-образной боковой поверхностью 3612, противоположную в целом плоской третьей боковой поверхности 3614.
[00106] На фиг. 38 и 39 показан восемнадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 3800. Как показано на чертеже, профилированное абразивное зерно 3800 может иметь тело 3801, имеющее первую торцевую поверхность 3802 и вторую торцевую поверхность 3804. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 3802 может быть опорной поверхностью, и вторая торцевая поверхность 3804 может быть верхней поверхностью. Профилированное абразивное зерно 3800 может иметь в целом К-образную первую боковую поверхность 3806, проходящую между первой торцевой поверхностью 3802 и второй торцевой поверхностью 3804. Кроме того, профилированное абразивное зерно 3800 может иметь в целом плоскую вторую боковую поверхность 3808, противоположную в целом К-образной первой боковой поверхности 3806 и проходящую между первой торцевой поверхностью 3802 и второй торцевой поверхностью 3804.
[00107] Как показано на чертеже, профилированное абразивное зерно 3800 также может иметь третью боковую поверхность 3810, проходящую между первой торцевой поверхностью 3802 и второй торцевой поверхностью 3804 и между первой боковой поверхностью 3806 и второй боковой поверхностью 3808. Кроме того, профилированное абразивное зерно 3800 может иметь четвертую боковую поверхность 3812, проходящую между первой торцевой поверхностью 3802 и второй торцевой поверхностью 3804, противоположную третьей боковой поверхности 3810.
[00108] На фиг. 40 и 41 показан девятнадцатый вариант реализации профилированного абразивного зерна 4000. Как показано на фиг. 40 и 41, профилированное абразивное зерно 4000 может иметь тело 4001, которое в целом является призматическим с первой торцевой поверхностью 4002 и второй торцевой поверхностью 4004. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 4002 может быть опорной поверхностью, и вторая торцевая поверхность 4004 может быть верхней поверхностью. Кроме того, профилированное абразивное зерно 4000 может иметь первую боковую поверхность 4010, проходящую между первой торцевой поверхностью 4002 и второй торцевой поверхностью 4004. Вторая боковая поверхность 4012 может проходить между первой торцевой поверхностью 4002 и второй торцевой поверхностью 4004 рядом с первой боковой поверхностью 4010. Как показано на чертеже, профилированное абразивное зерно 4000 также может иметь третью боковую поверхность 4014, проходящую между первой торцевой поверхностью 4002 и второй торцевой поверхностью 4004 рядом с второй боковой поверхностью 4012. Кроме того, профилированное абразивное зерно 4000 может иметь четвертую боковую поверхность 4016, проходящую между первой торцевой поверхностью 4002 и второй торцевой поверхностью 4004, рядом с третьей боковой поверхностью 4014 и первой боковой поверхностью 4010.
[00109] Как показано на фиг. 40 и 41, профилированное абразивное зерно 4000 также может иметь первый край 4020, расположенный между первой боковой поверхностью 4010 и второй боковой поверхностью 4012. Профилированное абразивное зерно 4000 также может иметь второй край 4022 между второй боковой поверхностью 4012 и третьей боковой поверхностью 4014. Профилированное абразивное зерно 4000 может иметь третий край 4024 между третьей боковой поверхностью 4014 и четвертой боковой поверхностью 4016. Кроме того, профилированное абразивное зерно 4000 может иметь четвертый край 4026 между четвертой боковой поверхностью 4016 и первой боковой поверхностью 4010.
[00110] Как показано на чертеже, каждая торцевая поверхность 4002, 4004 профилированного абразивного зерна 4000 в целом может иметь ромбическую форму. Каждая боковая поверхность 4010, 4012, 4014, 4016 может быть в целом прямоугольной в форме. Кроме того, сечение профилированного абразивного зерна 4000 в плоскости, параллельной торцевым поверхностям 4002, 4004, является в целом ромбическим. Как показано на чертеже, профилированное абразивное зерно 4000 также может иметь отверстие 4030, сформированное вдоль центральной продольной оси 4032. Отверстие 4030 может проходить через центр профилированного абразивного зерна 4000. Согласно другому варианту реализации отверстие 4030 может быть смещено от центра профилированного абразивного зерна 4000 в любом направлении.
[00111] На фиг. 42 и 43 показан двадцатый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 4200. Как показано на чертеже, профилированное абразивное зерно 4200 может иметь тело 4201, которое имеет в целом круглую первую торцевую поверхность 4202 и в целом круглую вторую торцевую поверхность 4204. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 4202 может быть опорной поверхностью, и вторая торцевая поверхность 4204 может быть верхней поверхностью. Согласно конкретному аспекту настоящего изобретения диаметр второй торцевой поверхности 4204 может быть больше, чем диаметр первой торцевой поверхности 4202.
[00112] Как показано на чертеже, профилированное абразивное зерно 4200 может иметь непрерывную боковую поверхность 4206, проходящую между первой торцевой поверхностью 4202 и второй торцевой поверхностью 4204. Соответственно, профилированное абразивное зерно 4200 в целом имеет форму усеченного конуса. На фиг. 42 и 43 дополнительно показано, что профилированное абразивное зерно 4200 может иметь в целом цилиндрическое отверстие 4208, сформированное вдоль центральной продольной оси 4210.
[00113] На фиг. 44-46 показан двадцать первый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 4400. Профилированное абразивное зерно 4400 может иметь тело 4401, которое может иметь в целом треугольную первую торцевую поверхность 4402 и в целом круглую вторую торцевую поверхность 4404. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 4402 может быть верхней поверхностью, и вторая торцевая поверхность 4404 может быть опорной поверхностью.
[00114] Кроме того, профилированное абразивное зерно 4400 может иметь первую боковую поверхность 4410, проходящую между первой торцевой поверхностью 4402 и второй торцевой поверхностью 4404. Вторая боковая поверхность 4412 может проходить между первой торцевой поверхностью 4402 и второй торцевой поверхностью 4404 рядом с первой боковой поверхностью 4410. Как показано на чертеже, профилированное абразивное зерно 4400 также может иметь третью боковую поверхность 4414, проходящую между первой торцевой поверхностью 4402 и второй торцевой поверхностью 4404 рядом со второй боковой поверхностью 4412 и первой боковой поверхностью 4410.
[00115] Как показано на фиг. 44 45, профилированное абразивное зерно 4400 также может иметь первый край 4420 между первой боковой поверхностью 4410 и второй боковой поверхностью 4412. Профилированное абразивное зерно 4400 также может иметь второй край 4422 между второй боковой поверхностью 4412 и третьей боковой поверхностью 4414. Кроме того, профилированное абразивное зерно 4400 может иметь третий край 4424 между третьей боковой поверхностью 4414 и первой боковой поверхностью 4412.
[00116] На фиг. 47-49 показан двадцать второй вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 4700. Профилированное абразивное зерно 4700 может иметь тело 4701, имеющее в целом квадратную первую торцевую поверхность 4702 и в целом круглую вторую торцевую поверхность 4704. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 4702 может быть верхней поверхностью, и вторая торцевая поверхность 4704 может быть опорной поверхностью.
[00117] Кроме того, профилированное абразивное зерно 4700 может иметь первую боковую поверхность 4710, проходящую между первой торцевой поверхностью 4702 и второй торцевой поверхностью 4704. Вторая боковая поверхность 4712 может проходить между первой торцевой поверхностью 4702 и второй торцевой поверхностью 4704 рядом с первой боковой поверхностью 4710. Как показано на чертеже, профилированное абразивное зерно 4700 также может иметь третью боковую поверхность 4714, проходящую между первой торцевой поверхностью 4702 и второй торцевой поверхностью 4704 рядом со второй боковой поверхностью 4712. Профилированное абразивное зерно 4700 также может иметь четвертую боковую поверхность 4716 рядом с третьей боковой поверхностью 4714 и первой боковой поверхностью 4710.
[00118] Как показано на фиг. 47 и 48, профилированное абразивное зерно 4700 также может иметь первый край 4720 между первой боковой поверхностью 4710 и второй боковой поверхностью 4712. Профилированное абразивное зерно 4700 также может иметь второй край 4722 между второй боковой поверхностью 4712 и третьей боковой поверхностью 4714. Кроме того, профилированное абразивное зерно 4700 может иметь третий край 4724 между третьей боковой поверхностью 4714 и четвертой боковой поверхностью 4716. Кроме того, профилированное абразивное зерно 4700 может иметь четвертый край 4726 между четвертой боковой поверхностью 4716 и первой боковой поверхностью 4710.
[00119] На фиг. 50-52 показан двадцать третий вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 5000. Профилированное абразивное зерно 5000 может иметь тело 5001, имеющее первую торцевую поверхность 5002, в целом имеющую форму математического символа сложения (+), и в целом круглую вторую торцевую поверхность 5004. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 5002 может быть верхней поверхностью, и вторая торцевая поверхность 5004 может быть опорной поверхностью.
[00120] Кроме того, профилированное абразивное зерно 5000 может иметь первую боковую поверхность 5010, проходящую между первой торцевой поверхностью 5002 и второй торцевой поверхностью 5004. Вторая боковая поверхность 5012 может проходить между первой торцевой поверхностью 5002 и второй торцевой поверхностью 5004 рядом с первой боковой поверхностью 5010. Как показано на чертеже, профилированное абразивное зерно 5000 также может иметь третью боковую поверхность 5014, проходящую между первой торцевой поверхностью 5002 и второй торцевой поверхностью 5004 рядом со второй боковой поверхностью 5012. Профилированное абразивное зерно 5000 также может иметь четвертую боковую поверхность 5016 рядом с третьей боковой поверхностью 5014 и первой боковой поверхностью 5010.
[00121] Как показано на фиг. 50 и 51, профилированное абразивное зерно 5000 также может иметь первую полость 5020 между первой боковой поверхностью 5010 и второй боковой поверхностью 5012. Профилированное абразивное зерно 5000 также может иметь вторую полость 5022 между второй боковой поверхностью 5012 и третьей боковой поверхностью 5014. Кроме того, профилированное абразивное зерно 5000 может иметь третью полость 5024 между третьей боковой поверхностью 5014 и четвертой боковой поверхностью 5016. Кроме того, профилированное абразивное зерно 5000 может иметь четвертую полость 5026 между четвертой боковой поверхностью 5016 и первой боковой поверхностью 5010.
[00122] На фиг. 53-55 показан двадцать четвертый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 5300. Профилированное абразивное зерно 5300 может иметь тело 5301, имеющее первую торцевую поверхность 5302, в целом имеющую форму математического символа сложения (+), и вторую торцевую поверхность 5304, в целом имеющую форму скругленного математического символа сложения (+). Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 5302 может быть верхней поверхностью, и вторая торцевая поверхность 5304 может быть опорной поверхностью.
[00123] Как показано на чертеже, профилированное абразивное зерно 5300 может иметь первую боковую поверхность 5310, проходящую между первой торцевой поверхностью 5302 и второй торцевой поверхностью 5304. Вторая боковая поверхность 5312 может проходить между первой торцевой поверхностью 5302 и второй торцевой поверхностью 5304 рядом с первой боковой поверхностью 5310. Как показано на чертеже, профилированное абразивное зерно 5300 также может иметь третью боковую поверхность 5314, проходящую между первой торцевой поверхностью 5302 и второй торцевой поверхностью 5304 рядом со второй боковой поверхностью 5312. Профилированное абразивное зерно 5300 также может иметь четвертую боковую поверхность 5316 рядом с третьей боковой поверхностью 5314 и первой боковой поверхностью 5310.
[00124] Как показано на фиг. 53-55, профилированное абразивное зерно 5300 также может иметь первую полость 5320 между первой боковой поверхностью 5310 и второй боковой поверхностью 5312. Профилированное абразивное зерно 5300 также может иметь вторую полость 5322 между второй боковой поверхностью 5312 и третьей боковой поверхностью 5314. Кроме того, профилированное абразивное зерно 5300 может иметь третью полость 5324 между третьей боковой поверхностью 5314 и четвертой боковой поверхностью 5316. Кроме того, профилированное абразивное зерно 5300 может иметь четвертую полость 5326 между четвертой боковой поверхностью 5316 и первой боковой поверхностью 5310.
[00125] На фиг. 56-58 показан двадцать пятый вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 5600. Профилированное абразивное зерно 5600 может иметь тело 5601, имеющее в целом круглую первую торцевую поверхность 5602 и в целом треугольную вторую торцевую поверхность 5604. Вторая торцевая поверхность 5604 относительно больше, чем первая торцевая поверхность 5602. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 5602 может быть верхней поверхностью, и вторая торцевая поверхность 5604 может быть опорной поверхностью.
[00126] Как показано на чертеже, профилированное абразивное зерно 5600 может иметь первую боковую поверхность 5610, проходящую между первой торцевой поверхностью 5602 и второй торцевой поверхностью 5604. Вторая боковая поверхность 5612 может проходить между первой торцевой поверхностью 5602 и второй торцевой поверхностью 5604 рядом с первой боковой поверхностью 5610. Как показано на чертеже, профилированное абразивное зерно 5600 также может иметь третью боковую поверхность 5614, проходящую между первой торцевой поверхностью 5602 и второй торцевой поверхностью 5604 рядом со второй боковой поверхностью 5612 и первой боковой поверхностью 5610.
[00127] Как показано на фиг. 56-58, профилированное абразивное зерно 5600 также может иметь первый край 5620 между первой боковой поверхностью 5610 и второй боковой поверхностью 5612. Профилированное абразивное зерно 5600 также может иметь второй край 5622 между второй боковой поверхностью 5612 и третьей боковой поверхностью 5614. Кроме того, профилированное абразивное зерно 5600 может иметь третий край 5624 между третьей боковой поверхностью 5614 и первой боковой поверхностью 5612.
[00128] На фиг. 59-61 показан двадцать шестой вариант реализации профилированного абразивного зерна, которое в целом обозначено позиционным номером 5900. Профилированное абразивное зерно 5900 может иметь тело 5901, имеющее в целом круглую первую торцевую поверхность 5902 и в целом квадратную вторую торцевую поверхность 5904. Согласно конкретному аспекту настоящего изобретения вторая торцевая поверхность 5904 относительно больше, чем первая торцевая поверхность 5902. Согласно конкретному аспекту настоящего изобретения в зависимости от ориентации первая торцевая поверхность 5902 может быть верхней поверхностью, и вторая торцевая поверхность 5904 может быть опорной поверхностью.
[00129] Кроме того, профилированное абразивное зерно 5900 может иметь первую боковую поверхность 5910, проходящую между первой торцевой поверхностью 5902 и второй торцевой поверхностью 5904. Вторая боковая поверхность 5912 может проходить между первой торцевой поверхностью 5902 и второй торцевой поверхностью 5904 рядом с первой боковой поверхностью 5910. Как показано на чертеже, профилированное абразивное зерно 5900 также может иметь третью боковую поверхность 5914, проходящую между первой торцевой поверхностью 5902 и второй торцевой поверхностью 5904 рядом со второй боковой поверхностью 5912. Профилированное абразивное зерно 5900 также может иметь четвертую боковую поверхность 5916 рядом с третьей боковой поверхностью 5914 и первой боковой поверхностью 5910.
[00130] Как показано на фиг. 59-61, профилированное абразивное зерно 5900 также может иметь первый край 5920 между первой боковой поверхностью 5910 и второй боковой поверхностью 5912. Профилированное абразивное зерно 5900 также может иметь второй край 5922 между второй боковой поверхностью 5912 и третьей боковой поверхностью 5914. Кроме того, профилированное абразивное зерно 5900 может иметь третий край 5924 между третьей боковой поверхностью 5914 и четвертой боковой поверхностью 5916. Кроме того, профилированное абразивное зерно 5900 может иметь четвертый край 5926 между четвертой боковой поверхностью 5916 и первой боковой поверхностью 5910.
[00131] Одно или большее количество описанных в настоящей заявке профилированных абразивных зерен выполнено с возможностью размещения в вертикальной ориентации при осаждении на подложку. Кроме того, один или большее количество описанных в настоящей заявке вариантов реализации может обеспечить относительно высокое соотношение размеров, в частности, связанный с отношением "длина : высота", отношением "высота : ширина", отношением "длина : ширина", отношением "ширина : высота", отношением "высота : длина", отношением "ширина : длина" или комбинациями вышеперечисленного. Высокое соотношение размеров обеспечивает изготовление структуры абразивного покрытия способом "открытой насыпки", т.е., расстояние между соседними профилированными абразивными зернами может быть увеличено. Кроме того, "открытая насыпка" обеспечивает увеличенное пространство для отвода стружки и способствует снижению энергопотребления за счет улучшенного резания или шлифования.
[00132] Кроме того, в случаях применения для абразивного материала со связующим и тонких дисков профилированные абразивные зерна, имеющие высокие соотношения размеров и острые края, обеспечивает возможность изготовления шлифовальных кругов с большой пористостью. Большая пористость обеспечивает увеличенное пространство для опилок и отвода стружки и может обеспечивать возможность омывания шлифовального круга увеличенным количеством охлаждающей жидкости для достижения повышенной эффективности.
[00133] На фиг. 62А и 62В показана система для формирования профилированных абразивных частиц согласно настоящему изобретению. Процесс формирования профилированных абразивных частиц начинается с формирования смеси 6201, содержащей керамический материал и жидкость. В частности, смесь 6201 может быть гелем, сформированным из керамического порошкового материала и жидкости, причем гель может быть охарактеризован как материал с устойчивой формой, имеющий способность сохранять данную форму даже в сыром (т.е., необожженном) состоянии. Согласно одному варианту реализации гель может содержать порошковый материал, который представляет собой интегрированную сеть дискретных частиц.
[00134] Смесь 6201 может быть сформирована для обеспечения конкретного содержания твердого материала, такого как керамический порошковый материал. Например, согласно одному варианту реализации смесь 6201 может иметь содержание твердых частиц по меньшей мере 25% по весу, такое как по меньшей мере 35% по весу, по меньшей мере 38% по весу, или даже по меньшей мере 42% по весу от общего веса смеси 6201. Однако, по меньшей мере в одном неограничивающем варианте реализации содержание твердых частиц в смеси 6201 может быть не больше чем 75% по весу, такое как не больше чем 70% по весу, не больше чем 65% по весу, или даже не больше чем 55% по весу. Следует понимать, что содержание частиц твердых материалов в смеси 6201 может находиться в диапазоне между любыми из минимальных и максимальных процентов, перечисленных выше.
[00135] Согласно одному варианту реализации керамический порошковый материал может содержать оксид, нитрид, карбид, борид, оксикарбид, оксинитрид и комбинации вышеперечисленного. В частности, согласно одному варианту реализации керамический материал может содержать оксид алюминия. В частности, керамический материал может содержать бемитовый материал, который может быть предшественником альфа-оксида алюминия. Термин "бемит" обычно используется в настоящей заявке для обозначения гидратов оксида алюминия, включая минеральный бемит, который обычно представляет собой Al2O3·H2O и имеет содержание воды порядка 15%, а также псевдобемит, имеющий содержание воды выше, чем 15%, такое как 20-38% по весу. Следует отметить, что бемит (включая псевдобемит) имеет конкретную и идентифицируемую кристаллическую структуру и, соответственно, уникальную рентгеновскую дифракционную модель, и также отличается от других глиноземных материалов, включая другие гидратированные окиси алюминия, такие как АТН (гидроокись алюминия) - общий предшествующий материал, используемый в настоящей заявке для изготовления бемитовых зернистых материалов.
[00136] Кроме того, смесь 6201 может быть сформирована для обеспечения конкретного содержания жидкого материала. Некоторые подходящие жидкости могут содержать органические материалы, такие как вода. Согласно одному варианту реализации смесь 6201 может быть сформирована с содержанием жидкости меньше, чем содержание твердых частиц смеси 6201. Согласно другим вариантам реализации смесь 6201 может иметь содержание жидкости по меньшей мере 25% по весу от общего веса смеси 6201. Согласно другим вариантам реализации количество жидкости в смеси 6201 может быть увеличенным, таким как по меньшей мере 35% по весу, по меньшей мере 45% по весу, по меньшей мере 50% по весу или даже по меньшей мере 58% по весу. Однако, по меньшей мере согласно одному неограничивающему варианту реализации содержание жидкости в смеси может быть не больше чем 75% по весу, такое как не больше чем 70% по весу, не больше чем 65% по весу, не больше чем 60% по весу, или даже не больше, чем 55% по весу. Следует понимать, что содержание жидкости в смеси 6201 может находиться в диапазоне между любыми из минимальных и максимальных процентов, перечисленных выше.
[00137] Кроме того, для облегчения обработки и формования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке, смесь 6201 может иметь конкретный динамический модуль упругости. Например, смесь 6201 может иметь динамический модуль упругости по меньшей мере 1×104 Па, такой как по меньшей мере 4×104 Па, или даже по меньшей мере 5×104 Па. Однако, по меньшей мере согласно одному неограничивающему варианту реализации смесь 6201 может иметь динамический модуль упругости не больше чем 1×107 Па, такой как не больше чем 1×106 Па. Следует понимать, что динамический модуль упругости смеси 6201 может находиться в диапазоне между любыми из минимальных и максимальных значений, перечисленных выше. Динамический модуль упругости может быть измерен посредством системы параллельных пластин с использованием ротационных реометров ARES или AR-G2 с системами для регулирования температуры пластин Пельтье. Для испытания смесь 6201 может быть выдавлена в зазор между двумя пластинами, которые расположены на расстоянии приблизительно в 8 мм друг от друга. После выдавливания смеси в зазор расстояние между указанными двумя пластинами, задающими зазор, сокращают до 2 мм до тех пор, пока смесь 6201 полностью не заполнит зазор между указанными пластинами. После удаления избыточной смеси зазор уменьшают на 0,1 мм и начинают испытание. Испытание представляет собой испытание качающимися колебательными деформациями, которое выполняют с уставками инструмента в диапазоне деформации между 0,1% и 100% с частотой 6,28 радиан/с (1 Гц) с использованием 25-миллиметровой параллельной пластины и с регистрацией 10 точек на декаду. В течение 1 часа после завершения испытания снова уменьшают зазор на 0,1 мм и повторяют испытание. Испытание может быть повторено по меньшей мере 6 раз. Первое испытание может отличаться от второго и третьего испытаний. Следует отмечать только результаты второго и третьего испытаний для каждого образца.
[00138] Кроме того, для облегчения обработки и формования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке, смесь 6201 может иметь конкретную вязкость. Например, смесь 6201 может иметь вязкость по меньшей мере 4×103 Па·с, по меньшей мере 5×103 Па·с, по меньшей мере 6×103 Па·с, по меньшей мере 8×103 Па·с, по меньшей мере 10×103Па·с, по меньшей мере 20×103 Па·с, по меньшей мере 30×103 Па·с, по меньшей мере 40×103 Па·с, по меньшей мере 50×103 Па·с, по меньшей мере 60×103 Па·с или даже по меньшей мере 65×103 Па·с. Согласно по меньшей мере одному неограничивающему варианту реализации смесь 6201 может иметь вязкость не больше чем 1×106 Па·с, не больше чем 5×105 Па·с, не больше чем 3×105 Па·с, или даже не больше чем 2×105 Па·с. Следует понимать, что вязкость смеси 6201 может находиться в диапазоне между любыми из минимальных и максимальных значений, перечисленных выше. Вязкость может быть вычислена путем деления значения динамического модуля упругости на 6,28 с-1.
[00139] Кроме того, смесь 6201 может быть сформирована с конкретным содержанием органических материалов, включая например, органические добавки, которые могут отличаться от жидкости, для облегчения обработки и формования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке. Некоторые подходящие органические добавки могут содержать стабилизаторы, связующие вещества, такие как фруктоза, сахароза, лактоза, глюкоза, отверждаемые ультрафиолетовым излучением смолы, и т.п.
[00140] Примечательно, что согласно вариантам реализации, описанным в настоящей заявке, может быть использована смесь 6201, который отличается от шламов, используемых в известных операциях пленочного литья. Например, содержание органических материалов в смеси 6201, в частности, любой из органических добавок, перечисленных выше, может представлять собой незначительное количество по сравнению с другими компонентами в смеси 6201. По меньшей мере согласно одному варианту реализации смесь 6201 может быть сформирована с содержанием органического материала не больше чем 30% по весу от общего веса смеси 6201. Согласно другим вариантам реализации количество органических материалов может быть меньше, такое как не более 15% по весу, не более 10% по весу или даже не более 5% по весу. Однако, согласно по меньшей мере одному неограничивающему варианту реализации количество органических материалов в смеси 6201 может составлять по меньшей мере 0,1% по весу, такое как по меньшей мере 0,5% по весу от общего веса смеси 6201. Следует понимать, что количество органических материалов в смеси 6201 может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00141] Кроме того, смесь 6201 может быть сформирована с конкретным содержанием кислоты или основания, отличающихся от жидкости, для облегчения обработки и формования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке. Некоторые подходящие кислоты или основания могут включать азотную кислоту, серную кислоту, лимонную кислоту, хлорноватую кислоту, винную кислоту, фосфорную кислоту, аммиачную селитру, цитрат аммония. Согласно одному конкретному варианту реализации смесь 6201 может иметь рН фактор меньше чем 5, и, в частности, в пределах диапазона между 2 и 4, с добавлением азотной кислоты.
[00142] Как показано на фиг. 62, система 6200 может содержать формующую головку 6203. Как показано на чертеже, смесь 6201 может быть размещена внутри формующей головки 6203 и составлена с возможностью выдавливания сквозь отверстие 6205 формующей головки, расположенное в одном конце формующей головки 6203. Как дополнительно показано на чертеже, формование может включать приложение силы 6280 (которая может быть преобразована в давление) к смеси 6201 для облегчения выхода смеси 6201 сквозь отверстие 6205 в формующей головке. Согласно одному варианту реализации во время выталкивания может быть использовано конкретное давление. Например, давление может быть по меньшей мере 10 кПа, такое как по меньшей мере 500 кПа. Однако, согласно по меньшей мере одному неограничивающему варианту реализации давление, используемое для выталкивания, может быть не больше чем 4 МПа. Следует понимать, что давление, используемое для выдавливания смеси 6201, может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00143] В некоторых системах формующая головка 6203 может содержать отверстие 6205 формующей головки, имеющее конкретную форму. Следует понимать, что отверстие 6205 формующей головки может быть выполнено для возможности придания конкретной формы смеси 6201 во время выталкивания. Согласно одному варианту реализации отверстие 6205 формующей головки может иметь прямоугольную форму. Кроме того, смесь 6201, выдавленная сквозь отверстие 6205 формующей головки, может иметь по существу ту же форму сечения, что и отверстие 6205 формующей головки. Как дополнительно показано на чертеже, смесь 6201 может быть выдавлена в форме листа 6211 на ленту 6209 под формующей головкой 6203. В частности, смесь 6201 может быть выдавлена в форме листа 6211 непосредственно на ленту 6209, что может облегчить непрерывную обработку.
[00144] Согласно одному конкретному варианту реализации лента может быть сформирована с пленкой, покрывающей подложку, причем указанная пленка может быть дискретным и отдельным слоем материала, выполненного с возможностью облегчения обработки и формования профилированных абразивных частиц. Процесс может включать этапы, согласно которым наносят смесь 6201 непосредственно на пленку ленты для формирования листа 6211. В некоторых случаях пленка может содержать полимерный материал, такой как полиэфир. По меньшей мере согласно одному конкретному варианту реализации пленка по существу может состоять полиэфира.
[00145] Согласно некоторым вариантам реализации лента 6209 может перемещаться во время выдавливания смеси 6201 сквозь отверстие 6205 формующей головки. Как показано на чертеже, в системе 6200 смесь 6201 может быть выдавлена в направлении 6291. Направление перемещения 6210 ленты 6209 может быть ориентировано под углом относительно направления выталкивания 6291 смеси. Несмотря на то, что угол между направлением перемещения 6210 и направлением выталкивания 6291 на чертеже показан как фактически прямой в системе 6200, также могут быть использованы другие углы, включая, например, острый угол или тупой угол. Лента 6209 для облегчения обработки может быть перемещена с конкретной скоростью. Например, лента 6209 может быть перемещена со скоростью по меньшей мере 3 см/с, такой как по меньшей мере 4 см/с, по меньшей мере 6 см/с, по меньшей мере 8 см/с или даже по меньшей мере 10 см/с. Однако, согласно по меньшей мере одному неограничивающему варианту реализации лента 6209 может быть перемещена в направлении 6210 со скоростью не больше чем 5 м/с, такой как не больше чем 1 м/с, или даже не больше чем 0,5 м/с. Следует понимать, что лента 6209 может быть перемещена со скоростью, которая находится в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00146] Для некоторых процессов согласно вариантам реализации, описанным в настоящей заявке, скоростью перемещения ленты 6209 можно управлять относительно скорости выталкивания смеси 6201 в направлении 6291 для облегчения надлежащей обработки. Например, скорость перемещения ленты 6209 может быть по существу той же самой, что и скорость выталкивания, для правильного формования листа 6211.
[00147] После выдавливания сквозь отверстие 6205 формующей головки смесь 6201 может быть перемещена вдоль ленты 6209 под острым краем 6207 на поверхности формующей головки 6203. Острый край 6207 может облегчить формирование листа 6211. В частности, зазор между поверхностью острого края 6207 и лентой 6209 может задавать конкретные размеры выдавленной смеси 6201. Согласно некоторым вариантам реализации смесь 6201 может быть выдавлена в форме листа 6211, имеющего в целом прямоугольную форму сечения при наблюдении в плоскости, образованной высотой и шириной листа 6211. Несмотря на то, что экструдат на чертеже показан в форме листа, могут быть выдавлены другие формы, включая, например, цилиндрические формы и т.п.
[00148] Процесс формования листа 6211 из смеси 6201 может включать этапы, согласно которым управляют конкретными особенностями и параметрами процесса для облегчения правильного формования профилированных абразивных частиц, имеющих одну или большее количество особенностей, как предусмотрено в вариантах реализации, описанных в настоящей заявке. Например, в некоторых случаях процесс формования листа 6211 из смеси 6201 может включать этап, согласно которому формуют лист 6211, имеющий конкретную высоту 6281, частично управляемую выбором расстояния между острым краем 6207 и поверхностью ленты 6209. Кроме того, формование смеси 6201 в лист 6211 может включать этап, согласно которому управляют размерами листа 6211 частично на основании вязкости смеси 6201. В частности, формование листа 6211 может включать этап, согласно которому регулируют высоту 6281 листа 6211 на основании вязкости смеси 6201.
[00149] Лист 6211 может иметь конкретные размеры, включая, например, длину (l), ширину (w) и высоту (h). Согласно одному варианту реализации лист 6211 может иметь длину, которая проходит в направлении перемещения ленты 6209 и которая может быть больше, чем ширина, причем ширина листа 6211 является размером, проходящим в направлении, перпендикулярном длине ленты 6209 и длине листа. Лист 6211 может иметь высоту 6281, причем указанные длина и ширина листа 6211 больше, чем высота 6281 листа 6211.
[00150] Следует отметить, что высота 6281 листа 6211 может быть размером, проходящим вертикально от поверхности ленты 6209. Согласно одному варианту реализации лист 6211 может быть отформован с конкретным значением высоты 6281, причем высота может быть средней высотой листа 6211, полученной в результате множества измерений. Например, высота 6281 листа 6211 может составлять по меньшей мере 0,1 мм, такой как по меньшей мере 0,5 мм. Согласно другим вариантам реализации высота 6281 листа 6211 может быть больше, такой как по меньшей мере 0,8 мм, по меньшей мере 1 мм, по меньшей мере 1,2 мм, по меньшей мере 1,6 мм или даже по меньшей мере 2 мм. Однако, согласно по меньшей мере одному неограничивающему варианту реализации высота 6281 листа 6211 может быть не больше чем 10 мм, не больше чем, 5 мм, или даже не больше чем 2 мм. Следует понимать, что лист 6211 может иметь среднюю высоту, которая может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00151] Согласно одному варианту реализации лист 6211 может иметь длину (l), ширину (w) и высоту (h), причем длина больше ширины, которая больше высоты. Кроме того, лист 6211 может иметь второстепенное соотношение размеров "длина : высота" по меньшей мере 10, такой как по меньшей мере 100, по меньшей мере 1000 или даже по меньшей мере 10000.
[00152] После выдавливания смеси 6201 из формующей головки 6203 лист 6211 может быть перемещен в направлении 6212 вдоль поверхности ленты 6209. Перемещение листа 6211 вдоль ленты 6209 может дополнительно облегчить обработку для формования предварительно отформованных абразивных частиц. Например, лист 6211 может быть подвергнут процессу формования в пределах формующей зоны 6213, причем в конкретных случаях процесс формирования может включать этап, согласно которому формуют поверхность листа 6211, включая, например, верхнюю основную поверхность 6217 листа 6211, что может быть осуществлено с использованием формующего инструмента 6215. Согласно другим вариантам реализации другие основные поверхности листа могут быть подвергнуты формованию, включая, например, нижнюю поверхность или боковые поверхности. Согласно некоторым вариантам реализации формование может включать изменение контура листа с использованием одного или большего количества процессов, таких как, тиснение, раскатывание, прорезание, гравирование, шаблонирование, растягивание, скручивание и комбинации вышеперечисленного.
[00153] Согласно одному варианту реализации процесс формования профилированной абразивной частицы дополнительно может содержать перемещение листа вдоль ленты 6209 через формующую зону 6221. Согласно одному варианту реализации процесс формования профилированной абразивной частицы может включать этап, согласно которому секционируют лист 6211 для формования предварительно сформированных абразивных частиц 6223. Например, согласно некоторым вариантам реализации формование может включать этап, согласно которому перфорируют часть листа 6211. Согласно другим вариантам реализации процесс формования может включать этап, согласно которому шаблонируют лист 6211 для формирования шаблонированного листа и извлечения форм из указанного шаблонированного листа.
[00154] Конкретные процессы формования могут включать этапы, согласно которым прорезают, прессуют, пробивают, размалывают, прокатывают, скручивают, изгибают, высушивают и выполняют комбинации вышеперечисленного. Согласно одному варианту реализации процесс формования может включать этап, согласно которому секционируют лист 6211. Секционирование листа 6211 может включать этап, согласно которому используют по меньшей мере один механический объект, которая может находиться в форме газа, жидкости или твердого материала. Процесс секционирования может включать по меньшей мере один или комбинацию этапов, согласно которым прорезают, прессуют, пробивают, размалывают, прокатывают, скручивают, изгибают и высушивают. Кроме того, следует понимать, что секционирование может включать этап, согласно которому перфорируют или создают несквозные отверстия в части листа 6211, которые могут не проходить сквозь всю высоту листа 6211. Согласно одному варианту реализации секционирование листа 6211 может включает этапы, согласно которым используют механический объект, включая одну или множество лопастей, проводов, дисков и комбинации вышеперечисленного.
[00155] В одиночном процессе секционирования могут быть созданы профилированные абразивные частицы различных типов. Профилированные абразивные частицы различных типов могут быть сформированы в результате одних и тех же процессов согласно вариантам реализации, описанным в настоящей заявке. Профилированные абразивные частицы различных типов включают профилированную абразивную частицу первого типа, имеющую первую двухмерную форму, и профилированную абразивную частицу второго типа, имеющую двухмерную форму, отличающуюся от двухмерной формы частицы первого типа. Кроме того, профилированные абразивные частицы различных типов могут отличаться друг от друга размером. Например, профилированные абразивные частицы различных типов могут иметь различные объемы по сравнению друг с другом. Одиночный процесс, выполненный с возможностью формования профилированных абразивных частиц различных типов, в частности, может быть подходящим для изготовления абразивных изделий некоторых типов.
[00156] Секционирование может включать этап, согласно которому перемещают механический объект сквозь часть листа 6211 и создают отверстие в листе 6211. В частности, лист может быть сформирован с отверстием, проходящим в объем листа и ограниченным некоторыми поверхностями. Отверстие может задавать прорезь, проходящую по меньшей мере сквозь часть всей высоты листа. Следует понимать, что отверстие не обязательно должно проходить сквозь полную высоту листа. В некоторых случаях способ секционирования может включать этап, согласно которому поддерживают отверстие в листе. Поддерживание отверстия после секционирования листа, секционированного механическим объектом, может облегчить правильное формирование профилированных абразивных частиц и особенности профилированных абразивных частиц, а также особенности партии профилированных абразивных частиц. Поддержание отверстия может включать этап, согласно которому по меньшей мере частично высушивают по меньшей мере одну поверхность листа, ограничивающую указанное отверстие. Процесс по меньшей мере частичного высушивания может включать этап, согласно которому направляют высушивающий материал в отверстие. Высушивающий материал может содержать жидкость, тело или даже газ. Согласно одному конкретному варианту реализации высушивающий материал может содержать воздух. Управляемая сушка может облегчить формование профилированных абразивных частиц согласно вариантам реализации в настоящей заявке.
[00157] В некоторых случаях процесс секционирования может быть осуществлен перед достаточным высушиванием листа. Например, секционирование может быть осуществлено перед испарением не больше чем 20% жидкости из листа, по сравнению с исходным содержанием жидкости в листе во время исходного формования листа. Согласно другим вариантам реализации количество испарения, допущенное перед секционированием или во время секционирования, может быть меньше, такое как не более 15%, не более 12%, не более 10%, не более 8% или даже не более 4% от исходного содержания жидкости в листе.
[00158] Как показано на фиг. 62А и 62В, после предшествующего формования профилированные абразивные частицы 6223 могут быть перемещены в зону 6225 окончательного формования. В зоне 6225 окончательного формования могут быть осуществлены различные процессы, включая, например, нагревание, отверждение, виброуплотнение, пропитывание, допирование и комбинации вышеперечисленного.
[00159] Согласно одному варианту реализации в зоне 6225 окончательного формования осуществляют процесс, включающий этап нагревания, согласно которому высушивают прошедшие предшествующее формирование профилированные абразивные частицы 6223. Высушивание может включать удаление конкретного содержания материала, включая летучие компоненты, такие как вода. Согласно одному варианту реализации процесс сушки может быть осуществлен при температуре сушки не больше чем 300°С, такой как не больше чем 280°С, или даже не больше чем 250°С. Однако, согласно одному неограничивающему варианту реализации процесс сушки может быть осуществлен при температуре сушки по меньшей мере 50°С. Следует понимать, что температура сушки может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00160] Кроме того, прошедшие предшествующее формирование профилированные абразивные частицы 6223 могут быть перемещены в зону окончательного формования с конкретной скоростью, такой как по меньшей мере 0,2 фут/мин (5,08 мм/мин) и не больше чем 8 фут/мин (203,2 мм/мин). Кроме того, процесс сушки может иметь конкретную длительность. Например, процесс сушки может быть не больше чем шесть часов.
[00161] После перемещения прошедших предшествующее формирование профилированных абразивных частиц 6223 через зону 6225 окончательного формования, указанные частицы могут быть удалены с ленты 6209. Прошедшие предшествующее формирование профилированные абразивные частицы 6223 могут быть собраны в резервуаре-накопителе 6227 для дополнительной обработки.
[00162] Согласно одному варианту реализации процесс формования профилированных абразивных частиц дополнительно может включать этап спекания. Этап спекания может быть выполнен после отбора прошедших предшествующее формирование профилированных абразивных частиц 6223 с ленты 6209. Спекание прошедших предшествующее формирование профилированных абразивных частиц 6223 может быть использовано для уплотнения частиц, которые в общем находятся в сыром состоянии. Согласно данному варианту реализации процесс спекания может облегчить формование высокотемпературной фазы керамического материала. Например, согласно одному варианту реализации прошедшие предшествующее формирование профилированные абразивные частицы 6223 могут быть спечены таким образом, что формируется высокотемпературная фаза оксида алюминия, такая как альфа-оксид алюминия. Согласно одному варианту реализации содержание альфа-оксидов алюминия в профилированной абразивной частице может составлять по меньшей мере 90% по весу от общего веса частицы. Согласно другим вариантам реализации содержание альфа-оксида алюминия может быть увеличенным, так что профилированная абразивная частица может фактически состоять из альфа-оксида алюминия.
[00163] На фиг. 63 показана система для формования профилированной абразивной частицы согласно одному варианту реализации. В частности, система 6300 в целом может осуществлять процесс трафаретной печати для формирования профилированных абразивных частиц. Однако, как описано в настоящей заявке, некоторые части системы могут быть модифицированы для осуществления процесса прессования. Как показано на чертеже, система 6300 может содержать трафарет 6351, выполненный с возможностью перемещения между роликами 6370 и 6371. Следует понимать, что трафарет 6351 может быть перемещен между увеличенным количеством роликов или в случае необходимости других устройств. Как показано на чертеже, система 6300 может содержать ленту 6309, выполненную с возможностью перемещения в направлении 6316 поверх роликов 6372 и 6373. Следует понимать, что лента 6309 может быть перемещена поверх увеличенного количества роликов или в случае необходимости других устройств.
[00164] Как показано на чертеже, система 6300 дополнительно может содержать формующую головку 6303, выполненную с возможностью выдавливания смеси 6301, содержащейся в резервуаре 6302 формующей головки 6303. Процесс формования профилированных абразивных частиц может быть начат с формирования смеси 6301, содержащей керамический материал и жидкость, как описано в настоящей заявке.
[00165] Смесь 6301 может быть размещена во внутренней части формующей головки 6303 и выполнена с возможностью выдавливания сквозь отверстие 6305, расположенное в одном конце формующей головки 6303. Как дополнительно показано на чертеже, выдавливание может включать этап, согласно которому прикладывают силу (или давление) к смеси 6301 для облегчения выдавливания смеси 6301 сквозь отверстие 6305 формующей головки. Согласно одному варианту реализации во время выталкивания может быть использовано конкретное давление. Например, давление может составлять по меньшей мере 10 кПа, такое как по меньшей мере 500 кПа. Однако, согласно по меньшей мере одному неограничивающему варианту реализации давление, используемое во время выталкивания, может быть не больше чем 4 МПа. Следует понимать, что давление, используемое для выдавливания смеси 6301, может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00166] Согласно конкретным вариантам реализации смесь 6301 может быть выдавлена сквозь отверстие 6305, расположенное в конце формующей головки 6303 рядом с трафаретом 6351. Трафарет 6351 может быть перемещен в направлении 6353 с конкретной скоростью для облегчения правильной обработки. Следует отметить, что трафарет 6351 может быть перемещен через прикладную зону 6383, а также мимо отверстия 6305 формующей головки для облегчения формования прошедших предшествующее формирование профилированных абразивных частиц. Трафарет 6351 может быть перемещен через прикладную зону со скоростью по меньшей мере 3 см/с, такой как по меньшей мере 4 см/с, по меньшей мере 6 см/с, по меньшей мере 8 см/с или даже по меньшей мере 10 см/с. Однако, согласно по меньшей мере одному неограничивающему варианту реализации трафарет 6351 может быть перемещен в направлении 6353 со скоростью не больше чем 5 м/с, такой как не больше чем 1 м/с, или даже не больше чем 0,5 м/с. Следует понимать, что трафарет 6351 может быть перемещен со скоростью, которая может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00167] Кроме того, лента 6309 может быть перемещена в направлении 6316 со конкретной скоростью для облегчения подходящей обработки. Например, лента 6309 может быть перемещена со скоростью по меньшей мере 3 см/с, такой как по меньшей мере 4 см/с, по меньшей мере 6 см/с, по меньшей мере 8 см/с или даже по меньшей мере 10 см/с. Однако, согласно по меньшей мере одному неограничивающему варианту реализации лента 6309 может быть перемещена в направлении 6316 со скоростью не больше чем 5 м/с, такой как не больше чем 1 м/с, или даже не больше чем 0,5 м/с. Следует понимать, что лента 6309 может быть перемещена со скоростью, находящейся в диапазоне между любым из минимальных и максимальных значений перечисленных выше.
[00168] Согласно конкретному варианту реализации трафарет 6351 может быть перемещен с конкретной скоростью по сравнению со скоростью перемещения ленты 6309. Например, в пределах прикладной зоны 6383 трафарет 6351 может быть перемещен по существу со скоростью, равной скорости перемещения ленты 6309. Таким образом, различие в скорости перемещения между трафаретом и лентой может составлять величину не больше чем 5%, такую как не больше чем 3%, или даже не больше чем 1% от скорости перемещения трафарета 6351.
[00169] Как показано на чертеже, система 6300 может содержать прикладную зону 6383, в которой расположено отверстие 6305 формующей головки. В прикладной зоне 6383, смесь 6301 может быть выдавлена из формующей головки 6303 непосредственно на трафарет 6351. В частности, часть смеси 6301 может быть выдавлена из отверстия 6305 формующей головки и дополнительно выдавлена сквозь одно или большее количество отверстий в трафарете 6351 на основную ленту 6309.
[00170] На фиг. 64 показана часть трафарета 6451. Как показано на чертеже, трафарет 6451 может содержать отверстие 6452, и в частности, множество отверстий 6452. Отверстия могут проходить сквозь объем трафарета 6451 для облегчения прохождения смеси 6301 сквозь отверстия на ленту 6309. Согласно одному варианту реализации отверстия 6452 могут иметь двухмерную форму, показанную в плоскости, заданной длиной (l) и шириной (w) трафарета. Несмотря на то, что отверстия 6452 показаны как имеющие трехконечную звездообразную двухмерную форму, также могут быть использованы другие формы. Например, отверстия 6452 могут иметь двухмерную форму, такую как многоугольники, эллипсоиды, цифры, символы греческого алфавита, символы латинского алфавита, символы русского алфавита, сложные формы, включая комбинацию многоугольных форм, а также комбинации вышеперечисленного. В конкретных случаях отверстия 6452 могут иметь двухмерные многоугольные формы, такие как треугольник, прямоугольник, четырехугольник, пятиугольник, шестиугольник, семиугольник, восьмиугольник, девятиугольник, десятиугольник и комбинации вышеперечисленного. Кроме того, трафарет 6451 может содержать комбинацию отверстий 6452 с множеством различных двухмерных форм.
[00171] Некоторые аспекты обработки, как выяснилось, способствуют формованию профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке. Следует отметить, что ориентация отверстий относительно режущей головки, как выяснилось, влияет на форму профилированных абразивных частиц. В частности, было замечено, что если отверстия выровнены, как показано на фиг. 64, причем точка 6455 отверстия первая заполняется смесью 6301, профилированные абразивные частицы соответственно формуются с описанными в настоящей заявке особенностями. При других ориентациях, при которых, например, сторона 6456 отверстия заполняется первой, в отличие от точки (например, точки 6455) отверстия 6452, было замечено, что результирующие профилированные абразивные частицы имели некоторые менее подходящие особенности.
[00172] Как показано на фиг. 63, после выталкивания смеси 6301 сквозь отверстие 6305 формующей головки и части смеси 6301 сквозь отверстия 6352 в трафарете 6351 прошедшие предшествующее формирование профилированные абразивные частицы 6353 могут быть отпечатаны на ленте 6309, расположенной под трафаретом 6351. Согласно конкретному варианту реализации прошедшие предшествующее формирование профилированные абразивные частицы 6353 могут иметь форму, по существу копирующую форму отверстий 6352.
[00173] После выдавливания смеси 6301 в отверстия 6352 трафарета 6351 лента 6309 и трафарет 6351 могут быть перемещены в зоне 6385 выпуска, причем лента 6309 и трафарет 6351 могут быть разделены для облегчения формования прошедших предшествующее формирование профилированных абразивных частиц. Согласно одному варианту реализации трафарет 6351 и лента 6309 могут быть отделены друг от друга в пределах зоны 6385 выпуска под конкретным углом 6355 выпуска. Согласно конкретному варианту реализации угол 6355 выпуска может быть мерой угла между нижней поверхностью 6354 трафарета 6351 и верхней поверхностью 6356 ленты 6309.
[00174] Следует отметить, что смесь 6301 может быть выдавлена сквозь трафарет 6351 быстрым способом, так что среднее время нахождения смеси 6301 в пределах отверстия 152 может быть меньше чем 2 мин, меньше чем 1 мин, меньше чем 40 сек или даже меньше чем 20 сек. Согласно конкретным неограничивающим вариантам реализации смесь 6301 может оставаться без существенных изменений во время печати при ее перемещении сквозь отверстия 6352 трафарета, и, таким образом, количество ее компонентов остается без изменений, а также почти не засыхает в отверстиях 6352 трафарета 6351.
[00175] Согласно другому варианту реализации процесс формования может включать этап прессования. Для процесса прессования могут быть использованы некоторые из компонентов системы 6300, однако, трафарет может быть заменен литьевой заготовкой, имеющей отверстия в материале подложки для формования смеси 6301. Следует отметить, что в отличие от трафарета литьевая заготовка может иметь отверстия, которые проходят частично в толщину заготовки таким образом, что указанные отверстия не являются сквозными отверстиями, проходящими от одной основной поверхности до противоположной основной поверхности заготовки. Вместо этого, отверстия литейной формы могут иметь нижнюю поверхность, ограничивающую внутренний объем, который предназначен для формования основной поверхности прошедшей предшествующее формирование профилированной абразивной частицы, которую формуют в указанной литейной форме. Кроме того, в системе для прессования не обязательно должна использоваться лента, лежащая в основании литьевой заготовки.
[00176] Процесс формования также может включать этап, согласно которому используют конкретный процесс сушки для облегчения формования профилированных абразивных частиц, имеющих особенности согласно вариантам реализации, описанным в настоящей заявке. В частности, процесс сушки может включать этап, согласно которому высушивают при условиях, таких как влажность, температура и атмосферное давление, а также состав, подходящий для ограничения искажений профилированных абразивных частиц.
[00177] Было выяснено, что в отличие от формования профилированных абразивных частиц, имеющих типичные многоугольные формы, процесс формования сложных форм, в частности, использующий процессы репликации, требует управления одним или большим количеством технологических параметров, включая режим сушки, количество и тип смазочного материала, давление, приложенное к смеси во время выталкивания, материал заготовки или ленты, и т.п. Было выяснено, что в конкретных случаях могут быть использованы лента или заготовка из нержавеющей стали или полимера поликарбоната. Кроме того, было выяснено, что использование натурального масла (например, канолового масла) в качестве смазочного материала в отверстиях заготовки или ленты может способствовать улучшенному формованию профилированных абразивных частиц.
[00178] Тело профилированных абразивных частиц может содержать добавки, такие как легирующие вещества, которые могут присутствовать в форме элементов или соединений (например, оксидов). Некоторые подходящие добавки могут содержать щелочные элементы, щелочно-земельные элементы, редкоземельные элементы, гафний (Hf), цирконий (Zr), ниобий (Nb), тантал (Та), молибден (Мо) и комбинации вышеперечисленного. В конкретных случаях добавка может содержать элемент, такой как литий (Li), натрий (Na), калий (K), магний (Mg), кальций (Са), стронций (Sr), барий (Ва), скандий (Sc), иттрий (Y), лантан (La), цезий (Се), празеодим (Pr), ниобий (Nb), гафний (Hf), цирконий (Zr), тантал (Та), молибден (Мо), ванадий (V), хром (Cr), кобальт (Со), железо (Fe), германий (Ge), марганец (Mn), никель (Ni), титан (Ti), цинк (Zn) и комбинации вышеперечисленного.
[00179] Тело профилированного абразивного изделия может иметь конкретное содержание добавки (например, легирующего вещества). Например, тело профилированной абразивной частицы может иметь содержание добавок не больше чем 12% по весу от общего веса тела. Согласно другим вариантам реализации содержание добавок может быть меньше, такое как не более 11% по весу, не более 10% по весу, не более 9% по весу, не более 8% по весу, не более 7% по весу, не более 6% по весу или даже не более 5% по весу. Однако, количество добавок согласно по меньшей мере одному неограничивающему варианту реализации может составлять величину по меньшей мере 0,5% по весу, такую как по меньшей мере 1% по весу, по меньшей мере 1,3% по весу, по меньшей мере 1,8% по весу, по меньшей мере 2% по весу, по меньшей мере 2,3% по весу, по меньшей мере 2,8% по весу или даже по меньшей мере 3% по весу. Следует понимать, что количество добавок в тела профилированной абразивной частицы может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00180] На фиг. 65А показан вид сверху профилированной абразивной частицы, сформированной согласно конкретному варианту реализации. Как показано на чертеже, профилированная абразивная частица 6500 может иметь звездообразную тело, показанное на чертеже в двухмерном виде. В частности, профилированная абразивная частица 6500 может содержать тело 6501, имеющее центральную часть 6502, а также первое плечо 6503, второе плечо 6504 и третье плечо 6505, проходящие от центральной части 6502. Тело 6501 может иметь длину (l), измеренную как самый большой размер вдоль боковой стороны частицы, и ширину (w), измеренную как самый большой размер частицы от средней точки 6553 боковой стороны, через среднюю точку 6590 тела 6501 и до первого кончика 6506 первого плеча 6503. Линия ширины может проходить в направлении, перпендикулярном линии длины. Тело 6501 может иметь высоту (h), линия которой проходит в направлении, перпендикулярном верхней поверхности 6510 тела 6501, задающей третью боковую поверхность 6556 между верхней поверхностью и опорной поверхностью 6511, как видно из фиг. 65В, на котором показан вид сбоку частицы, показанной на фиг. 65А.
[00181] Профилированная абразивная частица 6500 может иметь тело 6501, выполненное в форме трехконечной звезды, образованной первым плечом 6503, вторым плечом 6504 и третьим плечом 6505, проходящими от центральной части 6502. Согласно одному конкретному варианту реализации по меньшей мере одно из плеч, включая, например, первое плечо 6503, может иметь ширину 6513 в области средней точки плеча, которая меньше, чем ширина 6512 центральной части 6502. Центральная часть 6502 может быть определена как область между средними точками 6551, 6552 и 6553 первой боковой поверхности 6554, второй боковой поверхности 6555 и третьей боковой поверхности 6556 соответственно. Ширина 6512 центральной части в основании первого плеча 6503 может быть шириной, измеренной между средними точками 6551 и 6552. Ширина 6513 плеча в области средней точки может быть шириной, измеренной вдоль линии, проходящей через среднюю точку плеча, расположенную между линией ширины 6512 центральной части и кончиком 6506 первого плеча 6503 на первой оси 6560. В некоторых случаях ширина 6513 плеча в области средней точки может составлять величину не больше чем 90% ширины 6512 центральной части, такую как не больше чем 80%, не больше чем 70%, не больше чем 65%, или даже не больше чем 60%. Однако, ширина 6513 плеча в области средней точки плеча может составлять величину по меньшей мере 10%, такую как по меньшей мере 20%, по меньшей мере 30% или даже по меньшей мере 40% от ширины 6512 центральной части. Следует понимать, что ширина 6513 плеча в области средней точки плеча может иметь величину относительно ширины 6512 центральной части в пределах диапазона между любыми из минимальных и максимальных процентов.
[00182] Кроме того, тело 6501 может иметь по меньшей мере одно плечо, такое как первое плечо 6503, имеющее кончик 6506 с шириной 6514, которая меньше, чем ширина 6513 плеча в области средней точки. В случаях, в которых кончик 6506 имеет острую форму, ширина 6514 кончика может считаться равной нулю. В случаях, в которых кончик 6506 имеет некоторый радиус кривизны, шириной 6514 кончика можно считать диаметр круга, заданного радиусом кривизны. Согласно одному варианту реализации ширина 6514 кончика может быть не больше чем 90% ширины 6513 плеча в области средней точки, такая как не больше чем 80%, не больше чем 70%, не больше чем 60%, не больше чем 50%, не больше чем 40%, не больше чем 30%, не больше чем 20% или даже не больше чем 10%. Однако, согласно некоторым неограничивающим вариантам реализации ширина 6514 кончика может составлять величину по меньшей мере 1%, такую как по меньшей мере 2%, по меньшей мере 3%, по меньшей мере 5% или даже по меньшей мере 10% ширины 6513 плеча в области средней точки. Следует понимать, что ширина 6514 кончика может иметь значение относительно ширины 6513 плеча в области средней точки в пределах диапазона между любыми из минимальных и максимальных процентов.
[00183] На чертеже также показано, что тело 6501 может иметь первое плечо 6503, содержащее первый кончик 6506, имеющий угол 6521 первого кончика между первой боковой поверхностью 6554 и второй боковой поверхностью 6555. Согласно одному варианту реализации угол первого кончика может быть меньше чем 60°, такой как не больше чем 55°, не больше чем 50°, не больше чем 45°, или даже не больше чем 40°. Однако, угол первого кончика может быть по меньшей мере 5°, такой как по меньшей мере 8°, по меньшей мере 10°, по меньшей мере 15°, по меньшей мере 20°, по меньшей мере 25° или даже по меньшей мере 30°. Угол первого кончика может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00184] Тело 6501 может содержать второе плечо 6504, содержащее второй кончик 6507, имеющий угол 6522 второго кончика между второй боковой поверхностью 6555 и третьей боковой поверхностью 6556. Угол второго кончика по существу может быть тем же, что и угол первого кончика, и может находиться в пределах 5% числового значения угла первого кончика. Согласно другому варианту реализации угол второго кончика может существенно отличаться от угла первого кончика.
[00185] Тело 6501 может содержать третье плечо 6505, содержащее третий кончик 6508, имеющий угол 6523 третьего кончика между первой боковой поверхностью 6554 и третьей боковой поверхностью 6556. Угол третьего кончика по существу может быть тем же, что и угол первого кончика или угол второго кончика, и может находиться в пределах 5% числового значения указанных углов. Согласно другому варианту реализации угол третьего кончика может существенно отличаться от угла первого кончика или угла второго кончика.
[00186] Тело 6501 может иметь общий угол, который является суммой значений угла первого кончика, угла второго кончика и угла третьего кончика может быть меньше чем 180°. Согласно другим вариантам реализации общий угол может быть не больше чем 175°, таким как не больше чем 170°, не больше чем 165°, не больше чем 150°, таким как не больше чем 140°, не больше чем 130°, не больше чем 125° или даже не больше чем 120°. Однако, согласно одному неограничивающему варианту реализации тело 6501 может иметь общий угол, составляющий по меньшей мере 60°, такой как по меньшей мере 70°, по меньшей мере 80°, по меньшей мере 90°, такой как по меньшей мере 95°, по меньшей мере 100° или даже по меньшей мере 105°. Следует понимать, что указанный общий угол может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00187] Как указано в настоящей заявке, тело 6501 может иметь первую боковую поверхность 6554, проходящую между первым плечом 6506 и третьим плечом 6508. В некоторых случаях первая боковая поверхность 6554 может иметь дугообразный контур. Например, как на показанном на фиг. 65С виде сверху профилированной абразивной частицы согласно одному варианту реализации. Следует отметить, что профилированная абразивная частица, показанная на фиг. 65С, может представлять собой трехконечную звезду, имеющую тело 6581 и дугообразную боковую поверхность 6582, проходящую между двумя точками. В конкретных случаях боковая поверхность 6582 может иметь вогнутый контур, образующий изогнутую часть, проходящую внутрь к центральной части 6583 тела 6581.
[00188] Как показано на фиг. 65А, тело 6501 может содержать первую боковую поверхность 6554, имеющую первую боковую секцию 6558 и вторую боковую секцию 6559. Первая боковая секция 6558 может проходить между первым кончиком 6506 и средней точкой 6551, и вторая боковая секция 6559 может проходить между третьим кончиком 6508 и средней точкой 6551. Первая боковая секция 6558 и вторая боковая секция 6559 могут образовывать внутренний угол 6562, который может быть тупым. Например, внутренний угол 6562 может быть больше чем 90°, таким как больше чем 95°, больше чем 100°, больше чем 110° или даже больше чем 120°. Однако, согласно одному неограничивающему варианту реализации внутренний угол 6562 может быть не больше чем 320°, таким как не больше чем 300° или даже не больше чем 270°. Следует понимать, что внутренний угол может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00189] Первая боковая секция 6558 может проходить вдоль значительной части длины первой боковой поверхности 6554. Например, первая боковая секция 6558 может проходить вдоль по меньшей мере 20%, например, по меньшей мере 25%, по меньшей мере 30%, по меньшей мере 35% или даже по меньшей мере 40% полной длины первой боковой поверхности 6554. Однако, согласно одному неограничивающему варианту реализации первая боковая секция 6558 может иметь длину (ls1), измеренную между средней точкой 6551 и первым кончиком 6506, не больше чем 80%, такую как не больше чем 75%, не больше чем 70%, или даже не больше чем 65% полной длины боковой поверхности 6554. Следует понимать, что длина первой боковой секции 6558 может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00190] Вторая боковая секция 6559 может проходить вдоль значительной части длины первой боковой поверхности 6554. Например, вторая боковая секция 6559 может проходить вдоль по меньшей мере 20%, например, по меньшей мере 25%, по меньшей мере 30%, по меньшей мере 35% или даже по меньшей мере 40% полной длины первой боковой поверхности 6554. Однако, согласно одному неограничивающему варианту реализации вторая боковая секция 6559 может иметь длину (ls2), измеренную между средней точкой 6551 и третьим кончиком 6508, не больше чем 80%, такую как не больше чем 75%, не больше чем 70%, или даже не больше чем 65% полной длины боковой поверхности 6554, измеренной вдоль прямой линии между первым кончиком 6506 и третьим кончиком 6508. Следует понимать, что длина второй боковой секции 6559 может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00191] Тело 6501 дополнительно может иметь трещиноватую область 6570, занимающую по меньшей мере часть одной боковой поверхности. Например, тело 6501 может иметь трещиноватую область 6570 на части боковой поверхности 6554 между средней точкой 6551 и третьим кончиком 6508. Трещиноватая область 6570 может пересекать по меньшей мере часть края, ограничивающего опорную поверхность 6511. Согласно другому варианту реализации или в дополнение к данному варианту реализации трещиноватая область 6570 может пересекать по меньшей мере часть края, ограничивающего верхнюю поверхность 6510. Трещиноватая область может быть характеризована тем, что имеет шероховатость поверхности, которая больше, чем шероховатость по меньшей мере верхней поверхности 6510 или опорной поверхности 6511 тела 6501. Трещиноватая область 6570 может охватывать часть тела, проходящую от опорной поверхности 6511. В некоторых случаях трещиноватая область 6570 может быть характеризована тем, что имеет выступы и канавки неправильной формы, проходящие от опорной поверхности 6511 вдоль первой боковой поверхности 6554. В некоторых случаях трещиноватая область 6570 может быть представлена в форме зазубренного края и может образовывать зазубренный край. Трещиноватая область 6583 также показана на боковой поверхности 6582 профилированной абразивной частицы на фиг. 65С.
[00192] В некоторых случаях трещиноватая область 6570 преимущественно может быть расположена в кончиках плеч тела или рядом с ними. Трещиноватая область 6570 может проходить от нижней поверхности 1703 вдоль части высоты боковой поверхности или даже вдоль всей высоты боковой поверхности.
[00193] Несмотря на то, что на чертеже показано описанное выше тело 6501, представляющее собой трехконечную звезду с верхней поверхностью 6510, имеющей двухмерную форму, показанную в плоскости, образованной длиной и шириной тела, которая по существу является той же самой, что и двухмерная форма опорной поверхности 6511 тела 6501, могут быть использованы другие формы. Например, согласно одному варианту реализации сечение тела в области опорной поверхности может иметь форму выбранную из группы, состоящей из трехконечной звезды, четырехконечной звезды, крестообразной формы, многоугольника, эллипсоидов, цифровых символов, символов греческого алфавита, символов латинского алфавита, символов русского алфавита, сложных форм, включая комбинацию многоугольных форм, и комбинаций вышеперечисленного. Кроме того, сечение тела в области верхней поверхности может иметь форму, которая может отличаться от формы опорной поверхности и может быть выбрана из группы, состоящей из трехконечной звезды, четырехконечной звезды, крестообразной формы, многоугольника, эллипсоидов, цифровых символов, символов греческого алфавита, символов латинского алфавита, символов русского алфавита, сложных форм, включая комбинацию многоугольных форм, и комбинаций вышеперечисленного.
[00194] В конкретных случаях верхняя поверхность может иметь дугообразную форму, схожую с формой опорной поверхности. Например, верхняя поверхность может иметь дугообразную трехконечную двухмерную форму, причем указанная дугообразная трехконечная двухмерная форма образует плечи, имеющие скругленные концы. В частности плечи, образованные в опорной поверхности, могут иметь кончики с меньшим радиусом кривизны по сравнению с радиусом кривизны соответствующего кончика в верхней поверхности.
[00195] Следует понимать, что согласно другим вариантам реализации, описанным в настоящей заявке, по меньшей мере одно из плеч тела 6501 может иметь скрученную форму, так что указанное плечо скручено вокруг центральной оси. Например, первое плечо 6503 может быть скрученным вокруг оси 6560. Кроме того, тело 6501 может быть сформовано таким образом, что по меньшей мере одно плечо проходит вдоль дугообразного пути от центральной области.
[00196] На фиг. 66А показан вид сверху профилированной абразивной частицы, которая сформирована согласно конкретному варианту реализации. Как показано на чертеже, профилированная абразивная частица 6600 может иметь звездообразное тело, показанное в плоскости, заданное двумя размерами: длиной и шириной. В частности, профилированная абразивная частица 6600 может содержать тело 6601, имеющее центральную часть 6602, а также первое плечо 6603, второе плечо 6604, третье плечо 6605 и четвертое плечо 6606, проходящие от центральной части 6602. Тело 6601 может иметь длину (l), измеренную как самый большой размер вдоль боковой стороны частицы, и ширину (w), измеренную как самый большой размер частицы вдоль линии, проходящей между двумя точками противоположных плеч через среднюю точку 6609 тела 6601. Ширина может проходить в направлении, перпендикулярном длине. Тело 6601 может иметь высоту (h), проходящую в направлении, перпендикулярном верхней поверхности 6610 тела 6601, ограничивающей третью боковую поверхность 6656 между верхней поверхностью и опорной поверхностью 6611, как показано на фиг. 66В. Следует отметить, что тело 6601 может иметь более чем одну высоту, как будет описано более подробно ниже в настоящей заявке.
[00197] Профилированная абразивная частица 6600 может иметь тело 6601, выполненное в форме четырехконечной звезды, образованной первым плечом 6603, вторым плечом 6604, третьим плечом 6605 и четвертым плечом 6606, проходящими от центральной части 6602. Тело 6601 может иметь любую из особенностей, описанных в вариантах реализации в настоящей заявке. Например, согласно одному конкретному варианту реализации по меньшей мере одно из плеч, включая, например, первое плечо 6603, может иметь ширину в области средней точки, которая меньше, чем ширина центральной части, как описано в отношении варианта реализации, показанного на фиг. 65А. Кроме того, тело 6601 может иметь по меньшей мере одно плечо, такое как первое плечо 6603, имеющее ширину своего кончика, которая меньше, чем ширина в области средней точки, как описано в отношении варианта реализации, показанного на фиг. 65А.
[00198] Согласно одному аспекту тело 6601 может иметь первое плечо 6603, содержащее первый кончик 6607 с углом 6621 между первой боковой поверхностью 6654 и второй боковой поверхностью 6655. Согласно одному варианту реализации угол первого кончика может быть меньше чем 60°, такой как не больше чем 55°, не больше чем 50°, не больше чем 45°, или даже не больше чем 40°. Однако, угол 6621 первого кончика может составлять величину по меньшей мере 5°, такую как по меньшей мере 8°, по меньшей мере 10°, по меньшей мере 15° или даже по меньшей мере 20°. Угол 6621 первого кончика может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше. Аналогично, любой из других кончиков, включая второй кончик 6608 второго плеча 6604, третий кончик 6609 третьего плеча 6605 или четвертый кончик 6610 четвертого плеча 6606, может иметь угол, отличающийся теми же самыми особенностями, описанными выше в отношении угла 6621 первого кончика.
[00199] Согласно одному варианту реализации второй кончик 6608 может иметь угол, который по существу является тем же самым, что и угол 6621 первого кончика, и может находиться в пределах 5% числового значения угла первого кончика. Согласно другому варианту реализации угол второго кончика может существенно отличаться от угла 6621 первого кончика. Третий кончик 6609 может иметь угол, который по существу является тем же самым, что и угол 6621 первого кончика, и может находиться в пределах 5% числового значения угла первого кончика. Согласно другому варианту реализации угол третьего кончика может существенно отличаться от угла 6621 первого кончика. Четвертый кончик 6610 может иметь угол, который по существу является тем же самым, что и угол 6621 первого кончика, и может находиться в пределах 5% числового значения угла первого кончика. Согласно другому варианту реализации угол четвертого кончика может существенно отличаться от угла 6621 первого кончика.
[00200] Согласно одному варианту реализации тело 6601 может содержать первое плечо 6603, второе плечо 6604, третье плечо 6605 и четвертое плечо 6606, которые расположены по существу на равном расстоянии относительно друг друга. Как показано на чертеже, плечи 6603-6606 могут быть расположены по существу на равном расстоянии относительно друг друга вокруг центральной части 6602. Согласно одному конкретному варианту реализации плечи 6603-6606 могут быть расположены на расстоянии относительно друг от друга по существу по прямыми углами. Согласно другим вариантам реализации первое плечо 6603 и второе плечо 6604 могут быть расположены на расстоянии относительно друг от друга на основании угла 6631 разнесения, заданного углом между осью 6690, проходящей между противоположными кончиками 6609 и 6607 через среднюю точку 6609, и осью 6691, проходящей между кончиками 6608 и 6610 через среднюю точку 6609. Первое плечо 6603 и второе плечо 6604 могут быть расположены на расстоянии относительно друг друга под углом, заданным углом 6631 разнесения, составляющим по меньшей мере 45°, таким как по меньшей мере 60° или даже по меньшей мере 70°. Однако, согласно другим вариантам реализации угол 6631 разнесения может составлять угол не более 120°, такой как не более 110° или даже приблизительно 90°. Угол 6631 разнесения может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше.
[00201] В некоторых случаях тело 6601 может быть сформировано таким образом, что по меньшей мере одна боковая поверхность, такая как первая боковая поверхность 6654, может иметь дугообразный контур. Согласно другим конкретным вариантам реализации по меньшей мере одна боковая поверхность может иметь вогнутую кривизну вдоль по меньшей мере части длины всей боковой поверхности.
[00202] Согласно другому варианту реализации по меньшей мере одна боковая поверхность тела 6601, такая как первая боковая поверхность 6654, может иметь первую секцию 6625 и вторую секцию 6626, которые могут быть объединены в первой средней точке 6627 боковой поверхности и могут формировать первый внутренний угол 6628. Согласно одному варианту реализации первый внутренний угол может быть углом больше чем 90°, таким как больше чем 95°, больше чем 100°, больше чем 130°, больше чем 160°, больше чем 180°, или даже больше чем 210°. Однако, согласно одному неограничивающему варианту реализации первый внутренний угол может быть не больше чем 320°, не больше чем 300°, или даже не больше чем 270°. Первый внутренний угол может находиться в пределах диапазона между любыми из минимальных и максимальных значений, перечисленных выше. Кроме того, указанное тело может содержать второй внутренний угол 6629 во второй боковой поверхности 6655, третий внутренний угол 6632 в третьей боковой поверхности 6656 и четвертый внутренний угол 6633 в четвертой боковой поверхности 6657. Каждый из внутренних углов может иметь особенности, описанные относительно первого внутреннего угла 6628. Кроме того, каждая и любая из второй боковой поверхности 6655, третьей боковой поверхности 6656 и четвертой боковой поверхности 6657 может иметь любую из особенностей первой боковой поверхности 6654.
[00203] Тело 6601 может иметь первое плечо 6603 и третье плечо 6605, проходящие в противоположных направлениях от центральной части 6602 тела 6601 относительно друг друга. Кроме того, второе плечо 6604 и четвертое плечо 6606 также могут проходить в противоположных направлениях относительно друг друга. Согласно одному варианту реализации второе плечо 6604 может иметь длину, измеренную от границы центральной части 6602 до кончика 6608 вдоль оси 6691, которая по существу может быть той же самой, что и длина четвертого плеча 6606. Согласно другому варианту реализации второе плечо 6604 может иметь длину, которая по существу отличается (например, меньше или больше) от длины первого плеча 6603 или третьего плеча 6605.
[00204] Несмотря на то, что описанное выше тело 6601 четырехконечной звезды на чертеже показано с верхней поверхностью 6640, имеющей двухмерную форму, показанную в плоскости, образованной длиной и шириной тела, которая по существу является такой же, как и двухмерная форма опорной поверхности 6641 тела 6501, могут быть использованы другие формы. Например, согласно одному варианту реализации сечение тела рядом с опорной поверхностью может задавать форму опорной поверхности, выбранную из группы, состоящей из трехконечной звезды, четырехконечной звезды, крестообразной формы, многоугольника, эллипсоидов, цифровых символов, символов греческого алфавита, символов латинского алфавита, символов русского алфавита, сложных форм, включая комбинацию многоугольных форм, и комбинаций вышеперечисленного. Кроме того, сечение тела в области верхней поверхности может иметь форму, которая может отличаться от формы опорной поверхности и может быть выбрана из группы, состоящей из трехконечной звезды, четырехконечной звезды, крестообразной формы, многоугольника, эллипсоидов, цифровых символов, символов греческого алфавита, символов латинского алфавита, символов русского алфавита, сложных форм, включая комбинацию многоугольных форм, и комбинаций вышеперечисленного.
[00205] В конкретных случаях верхняя поверхность может иметь дугообразную форму опорной поверхности. Например, верхняя поверхность может иметь дугообразную четырехконечную двухмерную форму, причем указанная дугообразная четырехконечная двухмерная форма образует плечи, имеющие скругленные концы. В частности, кончики плеч, образованных в опорной поверхности, могут иметь меньший радиус кривизны по сравнению с радиусом кривизны соответствующих кончиков в верхней поверхности.
[00206] Согласно одному конкретному аспекту указанное тело может быть сформировано с ограниченной деформацией или загибанием. Например, тело может иметь коэффициент (ht/hi) загибания не больше чем 10, причем коэффициент загибания определен как отношение между наибольшей высотой (ht) тела в одном кончике плеча по сравнению с наименьшей высотой (hi) тела во внутренней части (например, в пределах центральной части 6602). Например, как показано на виде сбоку профилированной абразивной частицы на фиг. 66В, тело 6601 может иметь внутреннюю высоту, которая представляет собой наименьшую высоту при наблюдении сбоку. Наибольшая высота (ht) тела может быть представлена расстоянием между нижней поверхностью (или плоскостью нижней поверхности) и самой высокой точкой тела 6601 при наблюдении сбоку, которая может быть кончиком загнутого плеча. Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, имеют ограниченное загибание с коэффициентом загибания не больше чем 5, не больше чем 3, не больше чем 2, не больше чем 1,8, не больше чем 1,7, не больше чем 1,6, не больше чем 1,5, не больше чем 1,3, не больше чем 1,2, не больше чем 1,14, или даже не больше чем 1,10. Для осуществления точного анализа изображений профилированных абразивных частиц для измерения коэффициента загибания могут быть использованы подходящие программы для вычислительной машины, такие как программа ImageJ.
[00207] На фиг. 67 показан вид сверху профилированной абразивной частицы, которая сформирована согласно конкретному варианту реализации. Как показано на чертеже, профилированная абразивная частица 6700 может иметь крестообразное тело, показанное в плоскости, заданное двумя размерами: длиной и шириной. В частности, профилированная абразивная частица 6700 может содержать тело 6701, имеющее центральную часть 6702, а также первое плечо 6703, второе плечо 6704, третье плечо 6705 и четвертое плечо 6706, проходящие от центральной части 6702. Тело 6701 может иметь длину (l), измеренную как самый большой размер вдоль боковой стороны частицы, и ширину (w), измеренную как самый большой размер частицы вдоль линии, проходящей между двумя точками противоположных плеч через среднюю точку 6709 тела 6701. Ширина может проходить в направлении, перпендикулярном направлению длины. Тело 6701 может иметь высоту (h), измеренную в направлении, перпендикулярном верхней поверхности 6710 тела 6701, ограничивающей боковую поверхность, проходящую между верхней поверхностью 6710 и опорной поверхностью 6711. Тело 6701 может иметь любую из особенностей или комбинацию особенностей любого из вариантов реализации, описанных в настоящей заявке.
[00208] Тело 6701 может иметь по меньшей мере одно плечо, такое как первое плечо 6703, имеющее ширину 6714 в области средней точки плеча, которая по существу равна ширине центральной части 6712 первого плеча 6703. Кроме того, длина плеча между точками 6715 и 6716, измеренная вдоль оси 6790, определенная шириной тела 6701, может быть меньше, чем ширина первого плеча 6703. В конкретных случаях указанная длина может быть не больше чем 90% ширины, такой как не больше чем 80%, не больше чем 70%, не больше чем 60%. Однако, согласно одному неограничивающему варианту реализации длина первого плеча 6703 может составлять величину по меньшей мере 10%, такую как по меньшей мере 20% ширины первого плеча 6703. Указанная длина может иметь размер относительно ширины в пределах диапазона между любыми из минимальных и максимальных процентов, перечисленных выше. Ссылка на ширину первого плеча 6703 может быть ссылкой на ширину центральной части 6712 или ширину 6714 в области средней точки. Любое из плеч тела 6701 может иметь те же особенности, что и первое плечо 6703.
[00209] На фиг. 68 показан вид сверху профилированной абразивной частицы согласно одному варианту реализации. Как показано на чертеже, профилированная абразивная частица 6800 может иметь в целом крестообразное тело, показанное в плоскости, заданной двумя размерами: длиной и шириной. В частности, профилированная абразивная частица 6800 может содержать тело 6801, имеющее центральную часть 6802, а также первое плечо 6803, второе плечо 6804, третье плечо 6805 и четвертое плечо 6806, проходящие от центральной части 6802. Тело 6801 может иметь длину (l), измеренную как самый большой размер вдоль боковой стороны частицы, и ширину (w), измеренную как самый большой размер частицы вдоль линии, проходящей между двумя точками противоположных плеч через среднюю точку 6809 тела 6801. Ширина может проходить в направлении, перпендикулярном направлению длины. Тело 6801 может иметь высоту (h), измеренную в направлении, перпендикулярном верхней поверхности 6810 тела 6801, ограничивающей боковую поверхность, проходящую между верхней поверхностью 6810 и опорной поверхностью 6811. Тело 6801 может иметь любую из особенностей или комбинацию особенностей любого из вариантов реализации, описанных в настоящей заявке.
[00210] Согласно конкретному варианту реализации, показанному на фиг. 68, тело может иметь форму, представляющую собой конкретную комбинацию двухмерных форм опорной поверхности 6811 и верхней поверхности 6810. Например, тело может иметь двухмерную форму (т.е., форму сечения), определяющую форму опорной поверхности, и двухмерную форму верхней поверхности, определяющую форму верхней поверхности, причем, в частности, форма опорной поверхности может быть в целом крестообразной, а форма верхней поверхности может быть скругленной четырехсторонней формой. Скругленная четырехсторонняя форма может быть ограничена верхней поверхностью 6810 (краями, показанными пунктиром), которая имеет четыре боковые стороны, с которыми соединены скругленные углы, причем указанные углы в целом соответствуют плечам крестообразной формы, заданной опорной поверхностью. Следует отметить, что верхняя поверхность не обязательно должна определять части плеча, разделенные боковой поверхностью, имеющей по меньшей мере две секции боковой поверхности, наклонные по отношению друг к другу, которые образуют крестообразный контур формы опорной поверхности.
[00211] На фиг. 69А показан вид сбоку профилированной абразивной частицы согласно одному варианту реализации. Как показано на чертеже, профилированная абразивная частица 6900 может иметь тело 6901, содержащее первый слой 6902 и второй слой 6903, который перекрывает первый слой 6902. Согласно одному варианту реализации тело 6901 может содержать слои 6902 и 6903, которые имеют ступенчатое расположение относительно друг друга. Ступенчатая конфигурация может быть охарактеризована по меньшей мере одной пологой областью 6920 на верхней поверхности 6910 первого слоя 6902 между боковой поверхностью 6904 первого слоя 6902 и боковой поверхностью 6905 второго слоя 6903. Размером и формой пологой области 6920 можно управлять или определять изменением одного или большего количества параметров обработки для достижения улучшенного развертывание абразивных частиц в абразивном изделии и улучшенных характеристик абразивного изделия.
[00212] Согласно одному варианту реализации пологая область 6902 может иметь боковое расстояние 6921, которое может быть определено как самое большое расстояние от края 6907 верхней поверхности 6910 первого слоя 6902 и боковой поверхности 6904 первого слоя до боковой поверхности 6905 второго слоя. Анализ бокового расстояния 6921 может быть облегчен изображением вида сверху тела 6901, как показано на фиг. 69В. Как показано на чертеже, боковое расстояние 6921 может быть самым большим расстоянием пологой области 6902. Согласно одному варианту реализации боковое расстояние 6921 может иметь длину, которая меньше, чем длина 6910 первого слоя 6902 (т.е., большего слоя). В частности, боковое расстояние 6921 может быть не больше чем 90%, таким как не больше чем 80%, не больше чем 70%, не больше чем 60%, не больше чем 50%, не больше чем 40%, не больше чем 30%, или даже не больше чем 20% длины 6910 первого слоя 6902 тела 6901. Однако, согласно одному неограничивающему варианту реализации боковое расстояние 6921 может иметь длину, которая составляет по меньшей мере 2%, по меньшей мере 5%, по меньшей мере 8%, по меньшей мере 10%, по меньшей мере 20%, по меньшей мере 25%, по меньшей мере 30% или даже по меньшей мере 50% длины первого слоя 6902 тела 6901. Следует понимать, что боковое расстояние 6921 может иметь длину в пределах диапазона между любыми из минимальных и максимальных процентов, перечисленных выше.
[00213] Второй слой 6903 может иметь конкретную длину 6909, которая является самым большим размером боковой стороны, как показано на фиг. 69В, относительно длины 6910 первого слоя 6902, что может облегчить улучшенное развертывание абразивных частиц в абразивное изделие и/или характеристики абразивного изделия. Например, длина 6909 второго слоя 6903 может быть не больше чем 90%, такой как не больше чем 80%, не больше чем 70%, не больше чем 60%, не больше чем 50%, не больше чем 40%, не больше чем 30%, или даже не больше чем 20% длины 6910 первого слоя 6902 тела 6901. Однако, согласно одному неограничивающему варианту реализации второй слой 6903 может иметь длину 69909, которая может составлять по меньшей мере 2%, по меньшей мере 10%, по меньшей мере 20%, по меньшей мере 30%, по меньшей мере 40%, по меньшей мере 50%, по меньшей мере 60% или даже по меньшей мере 70% длины 6910 первого слоя 6902 тела 6901. Следует понимать, что длина 6909 второго слоя 6903 относительно длины 6910 первого слоя 6902 может находиться в пределах диапазона между любыми из минимальных и максимальных процентов, перечисленных выше.
[00214] Описанная выше профилированная абразивная частица, показанная на фиг. 69А и 69В, может быть сформирована с использованием множества листов материала, множества трафаретов и/или множества литьевых заготовок. Например, один процесс может включать этапы, согласно которым берут первый трафарет, который полностью или частично заполняют первой смесью, берут второй трафарет, который может отличаться размером, формой или ориентацией от первого трафарета, и заполняют второй смесью отверстия второго трафарета. Второй трафарет может быть размещен поверх первого трафарета или поверх прошедших предшествующее формирование профилированных абразивных частиц, которые сформированы с использованием первого трафарета. Вторая смесь может быть нанесена на прошедшие предшествующее формирование профилированные абразивные частицы первой смеси для формования прошедших предшествующее формирование профилированных абразивных частиц, имеющих ступенчатую и многослойную конфигурацию. Следует отметить, что отверстия второго трафарета могут быть меньше, чем отверстия первого трафарета. Следует понимать, что первый трафарет и второй трафарет могут содержать, но не обязательно должны использовать отверстия, имеющие различные размеры, различные двухмерные формы и их комбинации.
[00215] Кроме того, в некоторых случаях первый трафарет и второй трафарет могут быть использованы одновременно в качестве композитного трафарета для формования смеси. В таких случаях первый трафарет и второй трафарет могут быть скреплены друг с другом для облегчения надлежащего и непрерывного совмещения между отверстиями первого трафарета и второго трафарета. Второй трафарет может быть ориентирован относительно первого трафарета для облегчения совмещения между отверстиями в первом трафарете и отверстиями во втором трафарете для облегчения надлежащей доставки смеси в отверстия первого трафарета и второго трафарета.
[00216] Однако, первый трафарет и второй трафарет могут быть использованы в отдельных процессах. Например, когда первую смесь подают в первый трафарет в первый раз, а вторую смесь подают во второй трафарет во второй раз. В частности, первая смесь может быть подана в отверстия первого трафарета, и после формования первой смеси в отверстиях первого трафарета вторая смесь может быть нанесена на первую смесь. Такой процесс может быть осуществлен, несмотря на то, что первая смесь уже содержится в первых отверстиях первого трафарета. Согласно другому варианту реализации первая смесь может быть удалена из отверстий первого трафарета для создания прошедших предшествующее формирование профилированных абразивных частиц из первой смеси. После этого прошедшие предшествующее формирование профилированные абразивные частицы из первой смеси могут быть ориентированы относительно отверстий второго трафарета, и вторая смесь может быть размещена в отверстиях второго трафарета и на прошедших предшествующее формирование профилированных абразивных частицах из первой смеси, что облегчает формование композитных прошедших предшествующее формирование профилированных абразивных частиц, содержащих первую смесь и вторую смесь. Тот же самый процесс может быть использован с одной литейной формой и одним трафаретом. Кроме того, тот же самый процесс может быть осуществлен с использованием первой и второй литейных форм для формования первого и второго слоев соответственно.
[00217] Следует понимать, что любая из характеристик вариантов реализации, описанных в настоящей заявке, может быть присущей партии профилированных абразивных частиц. Партия профилированных абразивных частиц может содержать, но не обязательно должна содержать, группу профилированных абразивных частиц, прошедших тот же самый процесс формования. Согласно другому варианту реализации партия профилированных абразивных частиц может быть группой профилированных абразивных частиц абразивного изделия, такого как фиксированное абразивное изделие, и в частности, изделие с абразивным покрытием, которое может быть независимым от конкретного способа формования, но имеет одно или большее количество определяющих особенностей, присутствующих у конкретной совокупности частиц. Например, партия частиц может содержать некоторое количество профилированных абразивных частиц, подходящих для формования абразивного продукта товарного сорта, такое как по меньшей мере 20 фунтов (9,08 кг) частиц.
[00218] Кроме того, любая из особенностей вариантов реализации, описанных в настоящей заявке (например, соотношение размеров, множественные части, количество плеч, отношение ширины в области средней точки к ширине центральной части, двухмерная форма, коэффициенту загибания, и т.п.) может быть характерна для одиночной частицы, среднего значения выборки частиц из партии или среднего значения, полученного из анализа выборки частиц из партии. Если явно не указано иное, ссылку, сделанную в настоящей заявке, на характеристики можно считать ссылкой на среднее значение, которое вычислено на основании статистически значащей величины, полученной путем случайного отбора подходящего количества частиц из партии. Следует отметить, что для некоторых вариантов реализации, описанных в настоящей заявке, объем выборки может содержать по меньшей мере 10, и более типично по меньшей мере 40 случайно выбранных частиц из партии частиц.
[00219] Любая из особенностей вариантов реализации, описанных в настоящей заявке, может представлять собой особенность, которая присутствует по меньшей мере в части партии профилированных абразивных частиц. Указанная часть может быть меньшей частью (например, составляющей меньше чем 50%, а также любым целым числом процентов между 1% и 49%) общего количества частиц в партии, большей частью (например, 50% или больше и любым целым числом процентов между 50% и 99%) общего количества частиц в партии, или даже по существу всех частиц в партии (например, между 99% и 100%). Обеспечение одной или большего количества особенностей любой профилированной абразивной частицы в партии может облегчить альтернативное или улучшенное развертывание частиц в абразивном изделии и может дополнительно облегчить достижение улучшенных характеристик или использования абразивного изделия.
[00220] Партия зернистого материала может содержать первую часть, включающую профилированные абразивные частицы первого типа, и вторую часть, включающую профилированные абразивные частицы первого типа второго типа. Содержанием первой части и второй части в партии можно управлять по меньшей мере частично на основании некоторых параметров обработки. Использование партии, содержащей первую часть и вторую часть, может облегчить альтернативное или улучшенное развертывание частиц в абразивном изделии и дополнительно может способствовать улучшению характеристик или использования абразивного изделия.
[00221] Первая часть может содержать множество профилированных абразивных частиц, причем каждая из частиц первой части может иметь по существу те же самые особенности, включая, например, помимо прочего ту же самую двухмерную форму основной поверхности. Партия может иметь различные содержания первой части. Например, первая часть может присутствовать в количестве меньшей части или количестве большей части. В конкретных случаях первая часть может присутствовать в количестве по меньшей мере 1%, таком как по меньшей мере 5%, по меньшей мере 10%, по меньшей мере 20%, по меньшей мере 30%, по меньшей мере 40%, по меньшей мере 50%, по меньшей мере 60% или даже по меньшей мере 70% от полного содержания частей в партии. Однако, согласно другому варианту реализации партия может содержать количество первой части не больше чем 99%, такое как не больше чем 90%, не больше чем 80%, не больше чем 70%, не больше чем 60%, не больше чем 50%, не больше чем 40%, не больше чем 30%, не больше чем 20%, не больше чем 10%, не больше чем 8%, не больше чем 6% или даже не больше чем 4% полных частей в партии. Партия может иметь содержание первой части в пределах диапазона между любыми из минимальных и максимальных процентов, перечисленных выше.
[00222] Вторая часть партии может содержать множество профилированных абразивных частиц, причем каждая из профилированных абразивных частиц второй части может иметь по существу ту же самую особенность, включая например, помимо прочего ту же самую двухмерную форму основной поверхности. Вторая часть может иметь одну или большее количество особенностей вариантов реализации, описанных в настоящей заявке, которые могут отличаться от особенностей множества профилированных абразивных частиц первой части. В некоторых случаях партия может иметь меньшее содержание второй части по сравнению с первой частью и, в частности, может иметь минимальное содержание второй части по сравнению с полным содержанием частиц в партии. Например, партия может иметь конкретное содержание второй части, включая, например, не больше чем 40%, такое как не больше чем 30%, не больше чем 20%, не больше чем 10%, не больше чем 8%, не больше чем 6%, или даже не больше чем 4%. Однако, согласно по меньшей мере одному неограничивающему варианту реализации партия может иметь содержание второй части по меньшей мере 0,5%, в частности, по меньшей мере 1%, по меньшей мере 2%, по меньшей мере 3%, по меньшей мере 4%, по меньшей мере 10%, по меньшей мере 15% или даже по меньшей мере 20% от полного содержания частей в партии. Следует понимать, что партия может иметь содержание второй части в пределах диапазона между любыми из минимальных и максимальных процентов, перечисленных выше.
[00223] Однако, согласно другому варианту реализации партия может иметь повышенное содержание второй части по сравнению с содержанием первой части, и в частности, может иметь повышенное содержание второй части относительно полного содержания частиц в партии. Например, согласно по меньшей мере одному неограничивающему варианту реализации партия может иметь содержание второй части по меньшей мере 55%, такое как по меньшей мере 60% от количества полных частей в партии.
[00224] Следует понимать, что партия может содержать другие части, может содержать, например, третью часть, содержать множество профилированных абразивных частиц, имеющих третью особенность, которая может отличаться от особенностей частиц первой и второй частей. Партия может иметь различное содержание третьей части относительно второй части и первой части. Третья часть может присутствовать в количестве меньшей части или количестве большей части. В конкретных случаях третья часть может присутствовать в количестве не больше чем 40%, таким как не больше чем 30%, не больше чем 20%, не больше чем 10%, не больше чем 8%, не больше чем 6%, или даже не больше чем 4% от количества полных частей в партии. Однако, согласно другим вариантам реализации партия может иметь минимальное содержание третьей части, такое как по меньшей мере 1%, такое как по меньшей мере 5%, по меньшей мере 10%, по меньшей мере 20%, по меньшей мере 30%, по меньшей мере 40% или даже по меньшей мере 50%. Партия может иметь содержание третьей части в пределах диапазона между любыми из минимальных и максимальных процентов, перечисленных выше. Кроме того, партия может иметь некоторое содержание смешанных, беспорядочно профилированных абразивных частиц, которые могут присутствовать в таком же количестве, что и любая из частей согласно вариантам реализации, описанным в настоящей заявке.
ПРИМЕРЫ
Пример 1
[00225] Смесь в форме геля, полученная с использованием приблизительно 42% нагрузки по твердым частицам в бемите, имеющемся в продаже под названием "Catapal В" в компании Sasol Corp., комбинированных с водой в количестве 58% по весу, имеющая содержание меньшей части азотной кислоты и органических добавок. Указанный гель имеет вязкость приблизительно от 3×103 до 4×104 Па·сек и динамический модуль упругости от 3×104 до 2×105 Па.
[00226] Гель выдавливают из формующей головки с использованием давления до 80 psi (552 кПа) на заготовку литейной формы из поликарбоната и во множество отверстий, причем каждое из отверстий выполнено в форме трехконечной звезды. Поверхности отверстий в заготовке литейной формы покрыты каноловым маслом. Отверстия образуют трехконечные звездообразные двухмерные формы, имеющие длину приблизительно 5-7 мм, ширину 3-5 мм и глубину приблизительно 0,8 мм. Отверстия имеют углы кончика, составляющие приблизительно 35°, и внутренний угол между тремя плечами, составляющий приблизительно 225°.
[00227] Гель выдавливают в отверстия, затем гель сушат в течение приблизительно 24-48 часов на воздухе при атмосферных условиях в литейной форме для формования прошедших предшествующее формирование профилированных абразивных частиц. Затем указанные прошедшие предшествующее формирование профилированные абразивные частицы кальцинируют в камерной печи при температуре приблизительно 600°С в течение 1 часа и затем указанные профилированные абразивные частицы спекают в трубчатой печи при температуре до 1320°С в течение 3-20 минут. На фиг. 65А показана типичная отформованная частицы из Примера 1. Тело имеет коэффициент загибания меньше чем 5.
Пример 2
[00228] В данном примере использовали процесс из Примера 1, за исключением того, что использовалась заготовка литейной формы с отверстиями звездообразной четырехконечной двухмерной формы, имеющая длину приблизительно 7-9 мм, ширину 7-9 мм и глубину приблизительно 0,8 мм. Отверстия имели углы кончика, составляющие приблизительно 25°, и внутренний угол между тремя плечами, составляющий приблизительно 250°. На фиг. 66А показана типичная частица, отформованная в Примере 2. Тело имеет коэффициент загибания меньше чем 5.
Пример 3
[00229] В данном примере использовали процесс из Примера 1, за исключением того, что использовалась заготовка литейной формы с отверстиями крестообразной двухмерной формы, имеющая длину приблизительно 5-6 мм, ширину 5-6 мм и глубину приблизительно 0,8 мм. Плечи имеют ширину приблизительно 2 мм и длину приблизительно 1 мм. На фиг. 67 показана типичная частица, отформованная в Примере 3. Тело имеет коэффициент загибания меньше чем 5.
[00230] Настоящая заявка представляет собой усовершенствование уровня техники. Несмотря на то, что в промышленности признаны способы изготовления профилированных абразивных частиц, такие как прессование и трафаретная печать, способы согласно вариантам реализации, описанным в настоящей заявке, отличаются от известных способов. Кроме того, результирующие профилированные абразивные частицы имеют одну или комбинации различных особенностей частиц, которые отформованы согласно известным способам. Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, могут иметь конкретную комбинацию особенностей, отличающихся от особенностей, присущих другим известным частицам, включая помимо прочего соотношение размеров, состав, добавки, двухмерную форму, трехмерную форму, ступенчатую конфигурацию, коэффициент загибания, углы кончиков, внутренние углы, и т.п. Следует отметить, что варианты реализации, описанные в настоящей заявке, содержат комбинацию особенностей, облегчающих формование партий профилированных абразивных частиц, имеющих конкретные особенности. Фактически, одна или большее количество таких особенностей облегчают альтернативное развертывание частиц в абразивных изделиях и дополнительно могут облегчить достижение улучшенных характеристик в контексте фиксированных абразивов, таких как абразивные материалы со связующим или абразивные покрытия.
[00231] Описанные выше варианты реализации следует считать иллюстративными, но не ограничивающими, причем пункты приложенной формулы охватывают все такие модификации, усовершенствования и другие варианты реализации, которые попадают в истинный объем защиты настоящего изобретения. Таким образом, до максимальной степени, обеспеченной законом, объем настоящего изобретения должен быть определен самой широкой допустимой интерпретацией следующих пунктов приложенной формулы и их эквивалентов, и не должен быть сужен или ограничен предшествующим подробным описанием.
[00232] Реферат изобретения приложен для соответствия требованиям Закона о патентах и представлен с пониманием того, что он не должен использоваться для интерпретации или ограничения объема или значения пунктов приложенной формулы. Кроме того, в предшествующем подробном описании различные особенности могут быть сгруппированы или описаны в одиночном варианте реализации с целью упрощения раскрытия. Указанное раскрытие не должно интерпретироваться как отражение мнения, что для заявленных вариантов реализации требуется большее количество особенностей, чем явно изложено в каждом пункте. Напротив, как отражают следующие пункты приложенной формулы, предмет согласно настоящему изобретению может относиться к менее чем всем особенностям любого из описанных вариантов реализации. Таким образом, следующие ниже пункты приложенной формулы включены в подробное описание с тем, что каждый пункт основан на своем собственном и отдельно определенном заявленном предмете изобретения.
Реферат
Изобретение относится к области формования абразивных изделий. Профилированная абразивная частица содержит тело частицы, имеющее длину (l), ширину (w) и высоту (h), причем тело содержит опорную торцевую поверхность, верхнюю поверхность и боковую поверхность, проходящую между опорной поверхностью и верхней поверхностью, при этом опорная торцевая поверхность выполнена крестообразной, а верхняя поверхность имеет форму, отличающуюся от формы опорной торцевой поверхности. В другом варианте частица содержит тело, включающее первый слой, имеющий первую длину, и второй слой, который перекрывает первый слой и имеет длину между примерно 50% и примерно 90% от длины первого слоя. В третьем варианте тело частицы содержит трехконечную звезду, имеющую три плеча, второе плечо и третье плечо образуют угол, который меньше 180°, а основная часть имеет коэффициент загибания, который составляет не более 10, заданный как соотношение между самой большой высотой (ht) основной части в одном кончике плеча и минимальной высотой (hi) основной части во внутренней области. В четвертом варианте основная часть частицы содержит четырехконечную звезду, имеющую четыре плеча, которые проходят от центральной части, и имеет коэффициент загибания, который составляет не более 10. Технический результат - повышение рабочих характеристик абразивных изделий и срока их службы. 5 н. и 25 з.п. ф-лы, 3 пр., 69 ил.
Формула
тело частицы, характеризующееся длиной (l), шириной (w) и высотой (h), причем тело содержит опорную торцевую поверхность, верхнюю поверхность и боковую поверхность, проходящую между опорной поверхностью и верхней поверхностью, при этом опорная торцевая поверхность выполнена крестообразной, а верхняя поверхность имеет форму, отличающуюся от формы опорной торцевой поверхности.
тело частицы, включающее:
первый слой, имеющий первую длину, и
второй слой, который перекрывает первый слой и имеет длину, которая находится в пределах диапазона между примерно 50% и примерно 90% от длины первого слоя.
тело частицы, характеризующееся длиной (l), шириной (w) и высотой (h), причем тело содержит трехконечную звезду, имеющую первое плечо, образующее первое плечо, второе плечо, образующее второе плечо, и третье плечо, образующее третье плечо, первое плечо, второе плечо и третье плечо образуют общий угол, который меньше чем примерно 180°, а
основная часть имеет коэффициент загибания, который составляет не более 10 и который задан как соотношение между самой большой высотой (ht) основной части в одном кончике плеча и минимальной высотой (hi) основной части во внутренней области.
тело частицы, характеризующееся длиной (l), шириной (w) и высотой (h), причем тело содержит четырехконечную звезду, имеющую первое плечо, второе плечо, третье плечо и четвертое плечо, которые проходят от центральной части, и имеет коэффициент загибания, который составляет не более 10 и который задан как соотношение между самой большой высотой (ht) основной части в одном кончике плеча и минимальной высотой (hi) основной части во внутренней области.
тело зерна, имеющее центральную часть, и
по меньшей мере три радиальных плеча, проходящих по направлению наружу от центральной части вдоль всей ее длины, причем каждое радиальное плечо имеет стреловидный наружный конец.
Комментарии