Волокнистая заготовка для полой лопатки газотурбинного двигателя - RU2661582C2
Код документа: RU2661582C2
Чертежи





Описание
Область техники
Изобретение относится к волокнистой заготовке для полой лопатки газотурбинного двигателя, к такой полой лопатке и способу изготовления такой полой лопатки. Изобретение также относится к газотурбинному двигателю и летательному аппарату, содержащим такую полую лопатку.
Такая заготовка может быть использована для изготовления полой лопатки, в частности, задней лопатки турбины или лопатки для какого-либо другого модуля в газотурбинном двигателе.
Предшествующий уровень техники
Вследствие высокой стоимости топлива в последнее время предпринимаются значительные усилия по снижению расхода топлива турбореактивных двигателей летательного аппарата. Основным фактором, влияющим на расход топлива, является вес летательного аппарата и его оборудования, в том числе его турбореактивных двигателей.
Таким образом, в течение нескольких последних лет в авиационных турбореактивных двигателях стали использовать новые материалы, которые позволили добиться значительного уменьшения веса. Это относится, в частности, к композитным материалам, которые обладают высокой механической прочностью и более низким весом по сравнению с традиционно используемыми металлическими материалами; таким образом, в конструкции турбореактивных двигателей нового поколения имеется большое количество деталей, выполненных из таких композитных материалов.
Еще один подход к решению проблемы снижения веса заключается в упрощении форм определенных частей или исключении определенных элементов, являющихся лишними. В частности, некоторые элементы, ранее выполнявшиеся сплошными, можно выполнять полыми. Это относится, в частности, к некоторым лопаткам, например, к лопаткам заднего спрямляющего аппарата турбины, которые выполняют полыми в газотурбинных двигателях новых поколений. В частности, это дает возможность выбирать материалы, которые могут лучше противостоять воздействию высоких температур, имеющих место в турбине, даже если они обладают немного более высоким весом, чем традиционные материалы, но это не приводит к увеличению веса. Кроме того, такая полая лопатка турбины может быть использована в качестве канала для подвода охлаждающего воздуха.
При данных обстоятельствах теоретически возможно объединить преимущества обоих способов уменьшения веса посредством изготовления таких полых лопаток из композитных материалов. Но, тем не менее, способов изготовления полых деталей из композитных материалов немного, они сложны и не вполне удовлетворительны.
В частности, один известный способ заключается в тканье нескольких двухмерных тканей, придание им формы посредством укладки и последующее соединение друг с другом посредством спекания. Однако данный способ требует создания большого количества тканей, которые должны быть сотканы, что приводит к возникновению трудностей при совместной формовке уложенных тканей и к конструктивным слабым местам частей, возникшим из-за их слоистой структуры.
Таким образом, существует необходимость создания волокнистой заготовки для изготовления полой лопатки газотурбинного двигателя, такой полой лопатки, а также разработки способа изготовления такой полой лопатки, свободного, по меньшей мере, частично, от недостатков, присущих вышеупомянутым известным способам.
Раскрытие изобретения
Объектом изобретения является волокнистая заготовка для полой лопатки газотурбинного двигателя, включающая в себя основную волокнистую структуру, полученную трехмерным тканьем и содержащую по меньшей мере одну основную часть; причем основная часть проходит от первой соединительной полосы, содержит первую основную продольную часть, подходящую для формирования, по существу, стенки стороны нагнетания аэродинамического профиля, затем часть поворота на 180°, подходящую для формирования, по существу, передней кромки или задней кромки аэродинамического профиля, вторую основную продольную часть, обращенную напротив первой основной продольной части и подходящую для формирования, по существу, стенки стороны всасывания аэродинамического профиля, и заканчивается второй соединительной полосой; первая и вторая соединительные полосы прикреплены друг к другу и образуют соединительную часть основной волокнистой структуры; и основные продольные части отделены друг от друга, образуя зазор между указанными основными продольными частями, предназначенный для образования полости в указанном аэродинамическом профиле.
Такая заготовка дает возможность получения полой лопатки, обладающей малым весом благодаря своей полости, а также благодаря тому, что она выполнена из композитного материала.
Кроме того, благодаря трехмерному тканью такая полая лопатка представляет собой цельный конструктивный элемент, обладающий очень высокими механическими характеристиками. Кроме того, такая деталь обладает пониженной анизотропией, что обеспечивает повышенную механическую прочность независимо от направления действия нагрузок. В частности, трехмерная волокнистая структура дает ей возможность выдерживать сдвигающие усилия без риска отслоения, в отличие, например, от спеченных слоев ткани.
Применение такой заготовки дает возможность также упростить способ изготовления полых лопаток. Указанный способ может включать в себя выполнение только одного этапа тканья с помощью челночного ткацкого станка для трехмерного тканья, хорошо известного в настоящее время в данной области техники, что снижает общую стоимость и время, требуемое для изготовления такой полой лопатки. Там, где это целесообразно, он также дает возможность в ходе вышеупомянутого одного этапа тканья ввести и другие элементы спрямляющего аппарата в заготовку, такие как полки или крепежные фланцы, которые также выполняют в виде единой детали с полой лопаткой.
Кроме того, заготовка имеет форму, очень близкую к форме окончательной лопатки, что уменьшает объем механической обработки, необходимой для получения окончательной детали. В частности, использование такой заготовки обеспечивает возможность получения окончательной или почти конечной формы передней кромки непосредственно в ходе этапа тканья, что ограничивает механическую обработку только соединительной частью, соответствующей задней кромке. Кроме того, данный способ обеспечивает высокие механические характеристики этой зоны, в частности, в результате отсутствия каких-либо особенностей. В частности, следует отметить, что зона передней кромки, как правило, испытывает воздействие более значительных нагрузок, чем зона задней кромки.
Таким образом, существует возможность создания заготовки, часть поворота которой образует окончательную или почти окончательную форму задней кромки и механическая обработка которой требуется лишь для передней кромки.
Предпочтительно, соединительные полосы проходят по всей длине верхних по ходу кромок своих соответствующих основных продольных частей.
Согласно изобретению термины «продольный», «поперечный», «нижний», «верхний», а также их производные определяются относительно основных направлений лопаток; кроме того, применительно к заготовке они определяются относительно формируемой заготовки; термины «осевой», «радиальный», «тангенциальный», «внутренний», «внешний» и их производные определяются относительно основных осей газотурбинного двигателя и, наконец, термины «расположенный выше по ходу» и «расположенный ниже по ходу» определяются относительно направления, в котором производится плетение заготовки.
В некоторых вариантах осуществления изобретения первая и вторая соединительные полосы взаимно сотканы друг с другом. Таким образом, на характеристики заготовки, и, соответственно, получаемой полой лопатки положительно влияет трехмерная сеть связанных друг с другом волокон на соединительной части; это повышает механическую прочность соединительной части, и, следовательно, передней или задней кромки получаемой лопатки. Кроме того, заготовка получается в виде цельной детали непосредственно после этапа тканья.
В некоторых вариантах осуществления изобретения часть поворота на 180° предназначена для образования передней кромки. Профиль передней кромки имеет относительно большой радиус кривизны, который, следовательно, можно сравнительно легко получить с помощью челночного ткацкого станка.
В некоторых вариантах осуществления изобретения слои первой и второй соединительных полос взаимно пересекаются. Это также повышает прочность соединительной части.
В других вариантах осуществления изобретения первая и вторая соединительные полосы не сотканы взаимно, а просто сшиты друг с другом.
В других возможных вариантах осуществления изобретения первая и вторая соединительные полосы не сотканы взаимно, а соединены друг с другом спеканием.
В некоторых вариантах осуществления изобретения заготовка включает в себя вторую волокнистую структуру, полученную тканьем и выполненную с возможностью прикрепления к краю основной волокнистой структуры. Это выгодно, в частности, когда часть заготовки расположена ниже по ходу от зоны, в которой челнок ткацкого станка выполняет поворот на 180°, и данную часть, таким образом, невозможно сплести вместе с остальной частью заготовки в ходе одного и того же этапа тканья. Это относится, в частности, к любой части заготовки, расположенной ниже по ходу от части поворота основной части основной волокнистой структуры и предназначенной, например, для формирования части полок или крепежных фланцев.
В некоторых вариантах осуществления изобретения с помощью трехмерного тканья получают вторую волокнистую структуру.
В других вариантах осуществления изобретения вторая волокнистая структура содержит один или несколько двухмерных слоев.
В некоторых вариантах осуществления изобретения вторая волокнистая структура прикреплена к краю основой волокнистой структуры сшиванием.
В некоторых вариантах осуществления изобретения вторая волокнистая структура прикреплена к краю основой волокнистой структуры посредством спекания.
В некоторых вариантах осуществления изобретения вторая волокнистая структура прикреплена к краю основой волокнистой структуры посредством одновременного нагнетания матрицы.
В некоторых вариантах осуществления изобретения по меньшей мере одна из волокнистых структур содержит по меньшей мере одну радиальную часть, проходящую от нижнего или верхнего края одной из основных продольных частей основной части и предназначенную для образования полки или крепежного фланца. Как было указано выше, это дает возможность создания полки или крепежного фланца в виде цельной детали, причем дает возможность делать это в ходе одного и того же этапа изготовления полой лопатки. Таким образом, за счет этого повышается механическая прочность узла и, в частности, линии соединения лопатки с полкой или фланцем. Кроме того, это дает возможность уменьшения количества требуемых частей, в частности крепежных элементов, что уменьшает вес и стоимость узла в целом.
В некоторых вариантах осуществления указанная радиальная часть проходит по всему нижнему или верхнему краю указанной основной продольной части.
В некоторых вариантах осуществления по меньшей мере одна из волокнистых структур содержит также по меньшей мере одну дополнительную продольную часть, проходящую от края указанной радиальной части, предназначенную для формирования крепежного фланца.
В некоторых вариантах осуществления по меньшей мере одна из волокнистых структур содержит перекрывающую часть, которая, когда волокнистая структура находится в плоском состоянии, расположена выше по ходу, по меньшей мере, от части соединительной части основной части, и между указанной перекрывающей частью и соединительной частью остается зазор. Этот зазор может быть вырезан в волокнистых структурах после их получения в ходе этапа тканья. Это дает возможность создавать часть полки или крепежного фланца, выступающую за плоскость хорды полой лопатки. Кроме того, это дает возможность создавать перекрывающие зоны, в которых различные листы или волокнистые структуры после формовки перекрывают друг друга, таким образом, обеспечивая лучшее сцепление и повышенную прочность окончательно получаемых полки или крепежного фланца.
В некоторых вариантах осуществления соединительная часть основной части имеет меньшую ширину в своей нижней и/или верхней части, чем в средней части. Меньшая ширина соединительной части в нижней или верхней части служит для уменьшения объема требуемой механической обработки в этих зонах, что имеет большое значение, поскольку речь идет о соединении передней или задней кромки лопатки с полкой. И наоборот, ширина соединительной части в ее средней части между зонами соединения может быть больше, например, для повышения прочности, так как ограничения для этой зоны не такие строгие.
В некоторых вариантах осуществления нити, используемые для тканья заготовки, представляют собой волокна из оксидной, карбоновой или карбидной керамики, и, предпочтительно, из алюмооксида, муллита, диоксида кремния, диоксида циркония, карбида кремния или их смеси. Однако могут быть использованы и другие типы волокон, например, стекловолокно или кевларовое волокно.
В некоторых вариантах осуществления ткань, используемая для трехмерного тканья заготовки, в частности соединительной части, может быть трехмерного интерлочного типа. Однако тканье внешних поверхностей заготовки может быть, по существу, двухмерным, например, атласного типа.
Объектом изобретения является также полая лопатка, выполненная в виде цельной детали из композитного материала из волокнистой заготовки в соответствии с любыми вышеописанными вариантами осуществления, причем указанная заготовка сформована в пресс-форме и заключена в матрицу.
В некоторых вариантах осуществления полая лопатка представляет собой заднюю лопатку турбины.
В других вариантах осуществления изобретения указанная полая лопатка представляет собой сопловую лопатку. Она может быть, в частности, выходной направляющей лопаткой.
В некоторых вариантах осуществления матрица выполнена из оксидной или карбидной керамики. Предпочтительно, матрица выполнена из алюмоксида, муллита, диоксида кремния, диоксида циркония, карбида кремния, или из их смеси. Предпочтительно, матрица является микропористой. Тем не менее, она также может быть керамической, на основе борида или нитрида. Она также может быть органической матрицей, например, эпоксидного типа.
Объектом изобретения также является газотурбинный двигатель, содержащий полую лопатку согласно любому из вышеописанных вариантов осуществления.
Объектом изобретения также является летательный аппарат, содержащий вышеуказанный газотурбинный двигатель.
И, наконец, объектом изобретения является способ изготовления полой лопатки, включающий в себя по меньшей мере этап тканья и вырезания волокнистой заготовки согласно любому из вышеописанных вариантов осуществления.
Указанный способ дает возможность получения черновой детали, имеющей, по существу, форму, требуемую для окончательной детали, возможно, содержащей полку и крепежные фланцы, за исключением расположенной выше по ходу выпуклости, образованной краем соединительной части заготовки; эта выпуклость впоследствии подвергается механической обработке для получения передней или задней кромки окончательной детали.
В некоторых вариантах осуществления этап тканья выполняют с использованием ткацкого станка для трехмерного тканья с пучком нитей основы и по меньшей мере одним челноком, способным вставлять нить уточной пряжи между нитями основы; причем челнок выполняет последовательно перемещения туда-обратно, начиная с зоны соединения, перемещаясь по первой основной продольной зоне, выполняя поворот на 180° в зоне поворота, перемещаясь по второй основной продольной зоне, расположенной напротив первой основной продольной зоны, и возвращаясь в зону соединения, при этом каждое перемещение туда-обратно может выполняться в таком направлении или в противоположном направлении; и нить/нити уточной пряжи взаимодействует/взаимодействуют с нитями основы, образуя трехмерное плетение в зоне соединения, в первой и второй основных продольных зонах и в зоне поворота. С помощью челночного ткацкого станка, дающего возможность осуществления такого способа посредством тканья с поворотом на 180°, можно получать полую заготовку только с одной соединительной частью на одном из ее краев, в то время как тканье на другом ее крае образует требуемую форму.
В некоторых вариантах осуществления этот способ дополнительно включает в себя этапы, на которых: вырезают волокнистую заготовку; складывают и формуют волокнистую заготовку в пресс-форме, обладающей формой требуемой черновой детали; размещают вставку в зазоре между двумя основными продольными частями; нагнетают и обеспечивают затвердевание, предпочтительно сушкой, матрицы вокруг волокнистой заготовки для получения черновой детали; извлекают вставку, спекают и механически обрабатывают соединительный участок черновой детали, соответствующий соединительной части волокнистой заготовки для получения передней или задней кромки окончательной детали.
В некоторых вариантах осуществления полую лопатку получают из заготовки по технологии литьевого формования материала (ЛФМ), известный в данной области техники. При такой технологии нагнетаемая жидкость представляет собой либо предкерамический полимер, возможно, с порошковым наполнителем, либо золь-гель, возможно, также с порошковым наполнителем, или какую-либо другую суспензию, предпочтительно, смесь порошка, органического связующего и растворителя.
В других вариантах осуществления полую лопатку изготовляют из заготовки с помощью технологии «полифлекс» (Polyflex). При таком методе волокнистую заготовку устанавливают в положение на приспособлении, имеющем поверхность, форма профиля которого соответствует профилю получаемой готовой детали. Затем заготовку покрывают гибкой непроницаемой мембраной, и производят нагнетание матрицы в пространство между мембраной и заготовкой. К другой стороне мембраны с помощью текучей среды подводят изостатическое давление. Текучая среда заставляет связующее проникать в пространство между волокнами и поддерживает давление во время высыхания матрицы.
В других вариантах осуществления, когда заготовка содержит вторую волокнистую структуру, которая не прикреплена к основной волокнистой структуре перед нагнетанием и отверждением, вторую волокнистую структуру помещают в одну и ту же пресс-форму с основной волокнистой структурой, полую лопатку получают из заготовки методом совместного нагнетания.
В некоторых вариантах осуществления этап механической обработки соединительного участка черновой детали, соответствующего соединительной части волокнистой заготовки, включает в себя заострение указанного соединительного участка для получения задней кромки.
В некоторых вариантах осуществления этот способ не включает в себя выполнение этапа механической обработки части поворота черновой детали, соответствующей части поворота заготовки.
Вышеупомянутые особенности и преимущества, а также другие характеристики раскрыты в последующем подробном описании вариантов выполнения заготовки и осуществления способа согласно изобретению. Подробное описание изобретения приведено со ссылками на чертежи.
Краткое описание чертежей
Чертежи являются схематичными и служат, прежде всего, для пояснения принципов изобретения.
На фиг. 1 показан газотурбинный двигатель согласно изобретению, вид в разрезе;
на фиг. 2 - задний спрямляющий аппарат турбины, вид в перспективе;
на фиг. 3 - полая лопатка, вид в разрезе;
на фиг. 4 - основная часть заготовки согласно первому варианту выполнения, вид в перспективе;
на фиг. 5 - схема, показывающая направление плетения волокон для этой основной части заготовки;
на фиг. 6 - пример направления плетения волокон для этой основной части заготовки;
на фиг. 7 - часть заготовки в плоском состоянии согласно первому варианту выполнения;
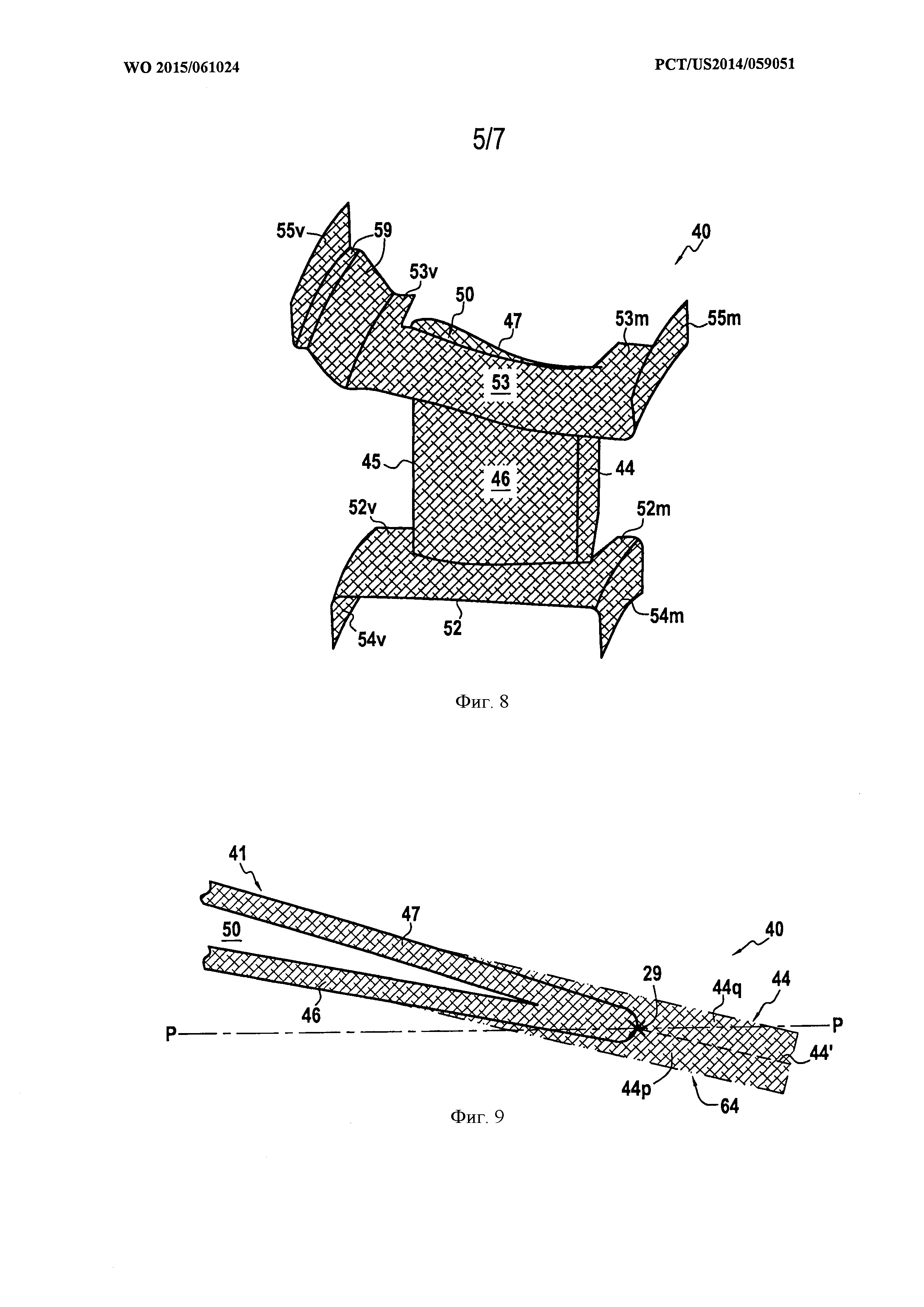
на фиг. 8 - эта же заготовка после формовки;
на фиг. 9 - задняя кромка заготовки после формовки, увеличенный вид;
на фиг. 10 - черновая деталь, полученная из заготовки, вид в перспективе;
на фиг. 11 - окончательная полая лопатка турбины, полученная после механической обработки черновой детали, вид в перспективе;
на фиг. 12 - часть заготовки в плоском состоянии согласно второму варианту выполнения.
Варианты осуществления изобретения
Для того, чтобы конкретизировать изобретение, далее приведено описание примера выполнения заготовки и способа изготовления со ссылками на чертежи. Следует иметь в виду, что изобретение не ограничено этими примерами.
На фиг. 1 показан двухконтурный турбореактивный двигатель 1 согласно изобретению, вид в разрезе по вертикальной плоскости, содержащей его продольную ось А. От направления воздушного потока выше по потоку к направлению ниже по потоку этот двигатель содержит: вентилятор 2, компрессор низкого давления 3, компрессор высокого давления 4, камеру сгорания 5, турбину высокого давления 6 и турбину низкого давления 7. Этот двигатель содержит также задний спрямляющий аппарат 10 турбины, установленный в первичном воздушном контуре на выходе турбины низкого давления 7.
На фиг. 2 показан такой задний спрямляющий аппарат 10 турбины, вид в перспективе. Этот аппарат содержит внутреннюю втулку 11 и внешний обод 12, соединенные друг с другом в радиальном направлении лопатками 20 спрямляющего аппарата, называемыми обычно задними лопатками турбины.
На фиг. 11 представлен на виде в перспективе пример лопатки 20 согласно изобретению, в частности, задняя лопатка турбины. Такая лопатка включает в себя аэродинамический профиль 21, нижнюю полку 22, верхнюю полку 23, а также нижний и верхний крепежные фланцы 24 и 25. Часть аэродинамического профиля 21 выполняет в основном аэродинамическую функцию лопатки 20; полки 22 и 23 выполняют функцию внутренней и внешней стенок для воздушного канала, и их поверхность является ровной и аэродинамической; крепежные фланцы 24 и 25 служат, соответственно, для присоединения лопатки 20 к внутренней втулке 11 и к внешнему ободу 12.
Аэродинамический профиль 21 такой задней лопатки 20 турбины показан в разрезе на фиг. 3. Он содержит стенку 26 стороны нагнетания (корыто) и стенку 27 стороны всасывания (спинку), которые соединены друг с другом с одной стороны передней кромкой 28, и задней кромкой 29 с другой стороны; эти стенки 26 и 27 стороны нагнетания и стороны всасывания образуют внутреннюю полость 30, формирующую полую лопатку. В этом примере указанная полость 30 лопатки должна оставаться пустой с целью снижения веса спрямляющего аппарата. Однако в других примерах, в частности, для других типов этой детали, такая внутренняя полость может быть использована для прохода или протекания воздуха. Кроме того, передняя кромка 28 и задняя кромка 29 определяют плоскость Р хорды.
На фиг. 4 приведена схема, показывающая основную часть 41 сотканной волокнистой заготовки 40, которую используют для получения такой лопатки 20. На этих чертежах направление уточной пряжи представлено стрелкой Т, т.е. нити уточной пряжи проходят справа налево, а направление прохождения нитей основы показано стрелкой С. Однако возможны схемы, при которых плетение будет осуществляться с другого края и в противоположном направлении.
В этом варианте осуществления заготовка 40 изготовляется посредством трехмерного плетения алюмооксидных волокон посредством трехмерного интерлочного тканья.
Эта основная часть 41 заготовки 40 содержит, в основном, волокнистую структуру в виде петли, содержащей (один за другим вокруг петли) соединительную часть 44, первую основную продольную часть 46, часть 45 поворота на 180° и вторую основную продольную часть 47. Таким образом, ясно, что основные продольные части 46 и 47 образуют стенку 26 стороны нагнетания и стенку 27 стороны всасывания аэродинамического профиля 21, часть 45 поворота на 180° образует переднюю кромку 28, а соединительная часть 44 образует заднюю кромку 29.
Фиг. 5 и 6 поясняют, каким образом осуществляется тканье этой основной части 41 заготовки 40. Тканье такой заготовки может быть выполнено посредством ткацкого станка для трехмерного тканья, имеющего по меньшей мере один челнок, протягивающий нить уточной пряжи и способный свободно перемещаться между нитями основы. В такой петле челнок перемещается таким образом, чтобы образовать траекторию U типа «туда-обратно» между указанной зоной 44а соединения, в которой формируется соединительная часть 44, и указанной зоной 45 а поворота, в которой создается часть 45 поворота.
Таким образом, при каждом перемещении туда-обратно челнок начинает движение от зоны 44а соединения, проходит через первую основную продольную зону 46а, в которой образуется первая основная продольная часть 46, затем через зону 45а поворота, где выполняет поворот на 180°, и возвращается в зону 44а соединения, проходя через вторую основную продольную зону 47а, в которой формируется вторая основная продольная часть 47.
Каждое перемещение U туда-обратно может быть выполнено в одном и том же направлении или в противоположных направлениях, т.е. направление перемещения может меняться с направления по часовой стрелке на направление против часовой стрелки.
В результате последовательности таких перемещений U туда-обратно образуется основная часть 41 заготовки 40 с заданной толщиной слоев, в которой, естественно, толщина слоев в соединительной части 44 больше, в связи с тем, что челнок чаще проходит через зону 44а соединения. Для этого можно считать, что соединительная часть 44 выполнена из первой соединительной полосы 44р и второй соединительной полосы 44q, которые лежат друг на друге и соединены друг с другом посредством тканья. Однако это только виртуальная концепция, поскольку не существует физической границы, которая разделяла бы указанные две полосы, и соединительная часть 44 представляет собой единую ленту, равномерно взаимосвязанную трехмерным плетением.
На фиг. 6 показан пример траектории V, по которой может перемещаться челнок для формирования такой основной части 41 заготовки 40. В этом примере челнок совершает движение туда-обратно, каждый раз меняя направление своего движения. Следует отметить также, что челнок заставляет пересекаться слои в соединении соединительной частью 44 с основными продольными частями 46 и 47. Таким образом, в этом примере основная часть 41 заготовки 40 имеет толщину, равную трем нитям уточной пряжи, и толщину, равную шести слоям на своей соединительной части 44.
Разумеется, понятно, что фиг. 5 и 6 показывают траекторию, по которой проходит челнок в одной данной плоскости заготовки, однако, переплетение волокон заготовки в другой плоскости является аналогичным, в результате чего образуется трехмерное тканье, в частности, трехмерное тканье интерлочного типа, со сменой локального положения нитей между каждой плоскостью плетения. Таким образом, каждая плоскость плетения может иметь свой собственный челнок, и плетение в различных плоскостях заготовки может производиться одновременно; в противном случае, в другой конфигурации, один и тот же челнок выполняет плетение последовательно в одной плоскости за другой.
Итак, после операции плетения получают основную часть 41 заготовки в виде единого куска с трехмерным плетением в каждой из его частей, включая соединительную часть, а также часть 45 поворота, форма которого непосредственно после этапа плетения, по существу, соответствует требуемой форме передней кромки.
На фиг. 7 показана вырезанная из куска плоская заготовка 40. На фиг. 8 показана эта заготовка 40 после формовки. На этих фигурах с целью обеспечения ясности отображены только передние листы заготовки 40 в вырезанном виде, однако, следует иметь в виду, что заготовка 40 имеет и другие листы, лежащие за показанными листами и имеющими, по существу, аналогичную форму.
Заготовка 40 содержит основную часть 41, первая основная продольная часть 46 которой расположена между соединительной частью 44 и частью 45 поворота, и проходит, соответственно, вдоль верхнего и нижнего по ходу концов первой основной продольной части 46.
Заготовка 40 содержит также верхний передний лист 48s и нижний передний лист 48i, которые ткут независимо и прикрепляют, соответственно, к верхнему и нижнему краю основной части 41, главным образом, первой основной продольной части 46. В этом примере эти дополнительные волокнистые структуры 48s и 48i прикреплены к основной части 41 сшиванием. Также существует возможность помещения этих листов в форму и прикрепления их к основной части посредством совместного впрыска с последующим спеканием.
Нижний передний лист 48i содержит часть 52, называемую нижней радиальной частью, которая проходит от нижнего края основной продольной части 46 к нижнему краю заготовки 40. Эта нижняя радиальная часть 52 также содержит верхнюю по ходу перекрывающую часть 52m, которая проходит вокруг и проходит в часть, расположенную выше по ходу от соединительной части 44. Нижняя радиальная часть 52 также имеет нижнюю по ходу перекрывающую часть 52v, проходящую вокруг и, частично, проходящую ниже по ходу от части 45 поворота.
При формовке заготовки 40 эта радиальная часть 52 складывается в радиальное положение, таким образом, чтобы образовать часть стороны нагнетания нижней полки 22.
Эта радиальная часть 52 также продолжается выше по ходу расположенной выше по ходу дополнительной продольной частью 54m и ниже по ходу расположенной ниже по ходу дополнительной продольной частью 54v. Эти части могут складываться в продольном направлении, таким образом, чтобы образовывать нижние крепежные фланцы 24.
Аналогичным образом, верхний передний лист 48s содержит часть 53, называемую верхней радиальной частью, которая проходит от верхнего края основной продольной части 46 до верхнего края заготовки 40. Эта верхняя радиальная часть 53 имеет расположенные вверху и внизу по ходу перекрывающие части 53m и 53v. Эта верхняя радиальная часть 53 может складываться в радиальное положение, таким образом, чтобы образовать часть стороны нагнетания верхней полки 23.
Эта верхняя радиальная часть 53 также продолжается ниже по ходу последовательностью промежуточных частей 59, ведущей к расположенной ниже по ходу дополнительной продольной части 55v, и выше по ходу расположенной выше по ходу дополнительной продольной частью 55m. Эти части могут складываться в продольном направлении, таким образом, чтобы образовывать верхние крепежные фланцы 25.
Заготовку 40 можно смачивать, чтобы сделать ее более мягкой и упростить сдвиг волокон из места их расположения. Затем заготовку помещают в форму, внутреннее пространство которой соответствует требуемой форме заготовки 40.
Процесс формовки задней кромки заготовки 40 более подробно раскрыт на фиг. 9. На данном чертеже наложенными друг на друга показаны форма заготовки 40 (пунктиром) и форма окончательной детали 20 (сплошными линиями). При формовке основные продольные части 46 и 47 разделены зазором 50. Затем в зазор 50 вводят вставку, чтобы матрица не заполняла его при инжектировании и схватывании, позволяя, таким образом, создавать полость 30 в аэродинамическом профиле.
На задней кромке 29 основные продольные части 46 и 47 равномерно сходятся, образуя соединительную часть 44. Формовку производят таким образом, что задняя кромка 29 окончательной детали 20 находится на срединной плоскости 44' соединительной части 44.
После придания формы посредством формовки заготовку 40 высушивают, таким образом, чтобы сделать ее жесткой, продолжая удерживать ее в формовочном приспособлении. Затем заготовку 40 помещают в пресс-форму, размеры которой соответствуют требуемой черновой детали 60 лопатки, и производят нагнетание матрицы (в частности, пористого оксида алюминия) в указанную пресс-форму. Такое нагнетание может быть выполнено, например, по технологии литьевого формования материала (ЛФМ). По окончании этого этапа, после сушки и удаления вставки получают черновую деталь 60 лопатки, выполненную из композитного материала, содержащую тканую заготовку 40 из алюмооксидных волокон, заделанных в алюмооксидную матрицу.
Как показано на фиг. 10, черновая деталь 60 уже имеет требуемые переднюю кромку 28, полки 22 и 23, и крепежные фланцы 24 и 25. Наоборот, аэродинамический профиль 61 черновой детали 60 содержит выпуклость 64 вследствие наличия дальнего края соединительного участка, полученного из соединительной части 44. Эту выпуклость, как видно также на фиг. 9, необходимо удалить посредством механической обработки, чтобы получить окончательную лопатку 21. Эта механическая обработка включает в себя срезание выпуклости 64 и заострение задней кромки с обеих сторон от срединной плоскости 44' соединительной части 44.
Для облегчения механической обработки соединений аэродинамического профиля 21 с полками 22 и 23 и предотвращения ослабления конструкции лопатки при этом, соединительная часть 44 имеет небольшую ширину, равную приблизительно 5 мм на верхнем и нижнем краях; в центре аэродинамического профиля 21 ее ширина больше и составляет около 10 мм.
Кроме того, при завершающей обработке лопатки 20 могут быть выполнены и другие доводочные этапы, в том числе этапы механической обработки.
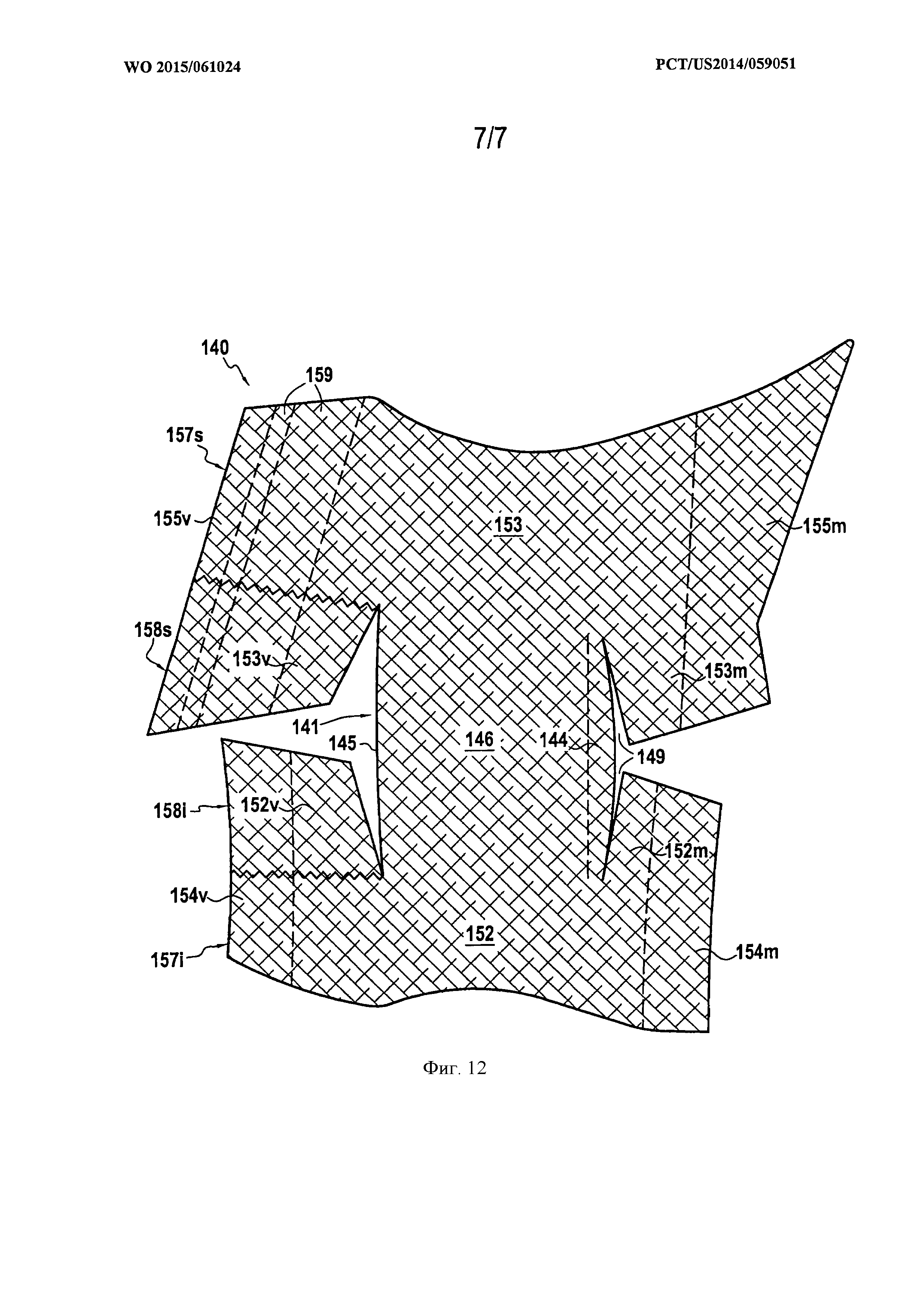
На фиг. 12 показан еще один возможный вариант выполнения заготовки 140, в котором плетение на больших частях верхнего и нижнего передних листов 48s и 48i вышеописанного примера заготовки выполняют одновременно с плетением основной части 141 заготовки во время общего этапа плетения.
Необходимость заставить челнок выполнять поворот на 180° в зоне поворота с целью получения требуемой формы передней кромки во время этапа плетения означает, что во время одного и того же этапа плетения невозможно сплести части заготовки, расположенные непосредственно ниже по ходу от зоны поворота. Однако перед и за этой зоной поворота челнок может совершать поворот на 180° далее ниже по ходу с целью сплетения большей части верхнего и нижнего листов во время одного и того же этапа.
Таким образом, в этом втором примере основной этап тканья заканчивается созданием основной волокнистой структуры как единого элемента, содержащего основную часть 141 со своей первой и второй основными продольными частями 146 между соединительной частью 144 и частью 145 поворота, нижней радиальной частью 152, верхней радиальной частью 153 и расположенными выше по ходу дополнительными продольными частями 154m и 155m, аналогичными частям такого же типа в первом варианте.
Основная волокнистая структура заготовки 140 имеет также расположенные ниже по ходу нижнюю и верхнюю части 157i и 157s, проходящие ниже по ходу от части 145 поворота, соответственно, ниже по ходу и выше него. Следует напомнить, что на фиг. 12 показаны только передние листы, однако задние листы могут содержать такие же части, и при этом челнок может, например, плести передние части при перемещении в одном направлении, и задние части при перемещении в обратном направлении.
Плетение нижнего и верхнего расположенных ниже по ходу листов 158i и 158s также осуществляют по отдельности, и листы закрепляют пришиванием к верхним краям нижних расположенных ниже по ходу частей 157i и нижним краям верхних расположенных ниже по ходу частей 157s, соответственно. Вследствие этих добавленных волокнистых структур, заготовка 140 содержит расположенные ниже по ходу дополнительные продольные части 154v и 155v, аналогичные частям в первом варианте.
Кроме того, следует отметить, что основная волокнистая структура заготовки 140 также содержит расположенные выше по ходу перекрывающие части 152m и 153m, проходящие вокруг соединительной части 144, соответственно, сверху и снизу, которые располагаются частично выше по ходу от указанной соединительной части, с зазором 149, вырезанным в волокнистой структуре и отделяющим эти перекрывающие части 152m и 153m от соединительной части 144. Вырез, образующий зазор 149, может быть выполнен, в частности, струей воды под давлением или лазерным лучом.
Варианты осуществления или воплощения, раскрытые согласно изобретению, приведены лишь в качестве неограничивающих примеров, и специалист в данной области техники легко сможет модифицировать эти варианты или создать новые в свете этого раскрытия, не изменяя при этом сущность изобретения.
Кроме того, различные особенности этих вариантов осуществления или воплощения могут быть использованы по отдельности или в сочетании друг с другом. При использовании в сочетании друг с другом эти особенности могут быть объединены, как описано выше, или иным образом, и изобретение не ограничено какими-либо конкретными раскрытыми комбинациями. В частности, если не указано иное, особенность, раскрытая со ссылкой на определенный конкретный вариант осуществления или воплощения изобретения, аналогичным образом может использоваться и в каком-либо другом варианте осуществления или воплощения.
Реферат
Изобретение относится к волокнистой заготовке для полой лопатки газотурбинного двигателя, к такой полой лопатке и способу изготовления такой полой лопатки. Изобретение также относится к газотурбинному двигателю и летательному аппарату, содержащим такую полую лопатку. Волокнистая заготовка для полой лопатки турбины газотурбинного двигателя включает в себя основную волокнистую структуру, полученную трехмерным тканьем и содержащую по меньшей мере одну основную часть, причем основная часть проходит от первой соединительной полосы, содержит первую основную продольную часть, подходящую для формирования, по существу, стенки стороны нагнетания аэродинамического профиля, затем часть поворота на 180°, подходящую для формирования, по существу, передней кромки или задней кромки аэродинамического профиля, затем вторую основную продольную часть, обращенную напротив первой основной продольной части и подходящую для формирования, по существу, стенки стороны всасывания аэродинамического профиля, и заканчивается второй соединительной полосой, первая и вторая соединительные полосы прикреплены друг к другу и образуют соединительную часть основной волокнистой структуры, и основные продольные части отделены друг от друга, образуя зазор между указанными основными продольными частями, предназначенный для образования полости в указанном аэродинамическом профиле. Изобретение обеспечивает возможность получения полой лопатки, обладающей малым весом благодаря своей полости, представляющей собой цельный конструктивный элемент, обладающий очень высокими механическими характеристиками. 4 н. и 10 з.п. ф-лы, 12 ил.
Комментарии