Усовершенствованный способ изготовления цельного ротора типа "блиск" с вспомогательным опорным кольцом для лопаток, расположенным на расстоянии от их кромок - RU2493947C2
Код документа: RU2493947C2
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к изготовлению цельных роторов типа «блиск», предпочтительно для газотурбинных двигателей самолетов.
Уровень техники
Цельный диск с лопатками, также носящий название «блиск», может быть изготовлен с помощью абразивно-струйной обработки для резки заготовки с последующим одним или несколькими этапами фрезерования.
Использование этапа резки с применением абразивно-струйной обработки перед фрезерованием может значительно уменьшить затраты времени на изготовление и стоимость изготовления по сравнению с процессом, использующим только фрезерование. Это, в частности, связано с тем, что такой процесс изготовления требует удаления примерно 75% материала исходной заготовки для изготовления ротора типа «блиск». Удаление большой части этого материала с помощью водно-абразивной резки может уменьшить затраты времени на изготовление, а также ограничить износ фрезерных станков,
Тем не менее, нельзя считать, что этот процесс полностью оптимизирован. Наличие деформаций и вибраций лопаток во время этого способа являются недостатком, который становится особенно серьезным при изготовлении длинных лопаток. Низкие скорости подачи, необходимые для ограничения отрицательного влияния этих деформаций и вибраций на качество изготавливаемого «блиска», снижают производительность. Вибрации и более продолжительные затраты времени также приводят к увеличению износа инструмента, что оказывает отрицательное влияние на стоимость изготовления.
Краткое описание изобретения
Таким образом, задача настоящего изобретения состоит в том, чтобы, по меньшей мере, частично устранить вышеуказанные недостатки вариантов выполнения по существующему уровню техники.
Поэтому целью изобретения является процесс изготовления цельного ротора типа «блиск», содержащий:
- этап, на котором используется абразивно-струйная обработка для резки заготовки с целью получения предварительных заготовок лопаток, продолжающихся радиально наружу от диска, в то же время сохраняя материал для образования соединительного средства между непосредственно следующими друг за другом предварительными заготовками лопаток; этап резки выполняется так, что вышеуказанное соединительное средство приблизительно образует кольцо на радиальном расстоянии от вышеуказанного диска и соединяет вышеуказанные предварительные заготовки лопаток между собой на некотором расстоянии от их кромок радиально во внутреннем направлении;
- этап удаления вышеуказанного соединительного средства.
Таким образом, изобретение отличается тем, что во время этапа резки с использованием абразивно-струйной обработки между предварительными заготовками лопаток образуется опорное кольцо. Это может значительно ограничить или даже предотвратить деформации и вибрации лопаток во время их изготовления, поскольку они остаются механически соединенными друг с другом с помощью материала исходной заготовки.
Это особая характеристика означает, что может быть использован различный инструмент с высокими скоростями подачи, что снижает затраты времени на изготовление, не подвергая риску качество готового ротора типа «блиск». Кроме того, снижение затрат времени на изготовление и уменьшение вибраций лопаток во время изготовления замедляет износ инструмента, что снижает производственные расходы.
Этап резки с использованием абразивно-струйной обработки выполняется так, что вышеуказанное соединительное средство приблизительно образует кольцо, центрированное относительно оси диска и расположенное на некотором расстоянии от кромок предварительных заготовок лопаток. Это кольцо предпочтительно располагается по окружности 360° и прерывается только предварительными заготовками лопаток, которые оно соединяет. Однако, как указано выше, это кольцо необязательно должно быть полностью замкнутым, другими словами он может не соединять все непосредственно следующие друг за другом предварительные заготовки.
Однако этап резки, использующий абразивно-струйную обработку, предпочтительно выполняется так, что вышеуказанное кольцо соединяет друг с другом все предварительные заготовки лопаток, и каждая предварительная заготовка будет последовательно образовывать одну лопатку ротора типа «блиск». Кольцо соединяет вышеуказанные предварительные заготовки лопаток радиально во внутреннем направлении от их кромок. Например, в этом случае кольцо могло бы соединять предварительные заготовки друг с другом приблизительно посередине их длины.
Следует отметить, что вместе с внутренним опорным кольцом, как описано выше, может быть предусмотрено периферийное опорное кольцо, причем внутреннее опорное кольцо будет расположено радиально во внутреннем направлении от периферийного кольца.
Материал, образующий соединительное средство, предпочтительно сохраняется до конца этапа резки с применением абразивно-струйной обработки. Он удаляется только во время последнего этапа способа изготовления ротора типа «блиск».
В этом отношении следует отметить, что за этапом резки с применением абразивно-струйной обработки следует этап фрезерования предварительных заготовок лопаток, причем этап фрезерования предпочтительно выполняется так, чтобы получить профильные заготовки лопаток; за этим этапом предпочтительно следует этап фрезерования с целью окончательной обработки заготовок так, чтобы получить лопатки с готовым профилем.
По первому предпочтительному варианту выполнения этого изобретения вышеуказанный этап удаления вышеуказанного соединительного средства выполняется перед вышеуказанным этапом фрезерования предварительных заготовок лопаток и, следовательно, между последним этапом и этапом резки с помощью абразивно-струйной обработки.
По второму предпочтительному варианту выполнения этого изобретения вышеуказанный этап удаления вышеуказанного соединительного средства выполняется между вышеуказанным этапом фрезерования предварительных заготовок лопаток и вышеуказанным финишным этапом.
В более общем смысле этап удаления вышеуказанного соединительного средства может быть выполнен после вышеуказанного этапа фрезерования предварительных заготовок лопаток, и за ним может следовать отдельный этап окончательного фрезерования или он может включать в себя такой финишный этап.
В этом отношении по третьему предпочтительному варианту выполнения этого изобретения вышеуказанный этап удаления вышеуказанного соединительного средства выполняется после вышеуказанного финишного этапа.
В процессе по изобретению могут быть использованы другие обычные этапы, такие как:
- обтачивание заготовки перед этапом резки с применением абразивно-струйной обработки;
- полирование и/или дробеструйная обработка лопаток после финишного этапа;
- резка лопаток по длине;
- и балансировка ротора типа «блиск».
Предпочтительно диаметр вышеуказанного цельного ротора типа «блиск» превышает 800 мм или равен этому значению. Следует отметить, что наличие соединительного средства, удерживающего лопатки во время изготовления, позволяет изготавливать ротор типа «блиск» большого диаметра с длинными лопатками, поскольку деформации и вибрации лопаток уменьшаются или даже предотвращаются. Предпочтительно минимальная длина лопаток составляет 150 мм.
Предпочтительно толщина вышеуказанного цельного «блиска» превышает 100 мм или равна этому значению. Тем не менее, она может быть порядка 160 мм и даже более благодаря потенциально высоким характеристикам, которые могут быть обеспечены за счет использования способа резки с применением абразивно-струйной обработки. Эта толщина приблизительно равна расстоянию по оси ротора типа «блиск», покрываемому каждой лопаткой, между передней кромкой и задней кромкой.
Предпочтительно лопатки цельного ротора типа «блиск» являются закрученными, причем угол закручивания варьируется до 45° и более.
Предпочтительно вышеуказанная используемая заготовка изготавливается из титана или титанового сплава.
Предпочтительно вышеуказанный цельный ротор типа «блиск» является ротором для газотурбинного двигателя самолета.
Более предпочтительно вышеуказанный цельный ротор типа «блиск» является ротором турбины или компрессора газотурбинного двигателя самолета.
Другие преимущества и характеристики изобретения станут понятными после изучения приведенного ниже подробного и не ограничивающего изобретение описания.
Краткое описание чертежей
Это описание представлено со ссылкой на приложенные чертежи, на которых:
фиг.1 - частичный вид в перспективе цельного ротора типа «блиск» для газотурбинного двигателя, который может быть получен способом изготовления по изобретению; и
фиг.2а-2е - виды, схематично показывающие цельный ротор типа «блиск» на различных этапах способа изготовления по одному из предпочтительных вариантов выполнения.
Подробное описание предпочтительных вариантов выполнения
На фиг.1 показан ротор типа «блиск» 1, который должен изготавливаться с помощью производственного способа по изобретению. Предпочтительно он предназначен в качестве части ротора компрессора или турбины для газотурбинного двигателя самолета.
Цельный ротор типа «блиск», далее именуемый «блиск», который должен изготавливаться с помощью способа по изобретению, имеет большие размеры, его диаметр больше или равен 800 мм, длина его лопаток 2 составляет не менее 150 мм, и толщина «е» его диска 4 превышает или равна 100 мм. Кроме того, лопатки, поддерживаемые диском 4 с его центральной осью 5, сильно закручены на угол 45° или даже более. Этот угол равен воображаемому углу между основанием 6 и кромкой 8 конкретной лопатки 2 согласно традиционной практике.
Предпочтительный вариант выполнения способа изготовления «блиска» 1 описан со ссылкой на фиг.2а-2е.
Прежде всего, выполняется первый этап механической обработки заготовки, также носящей название «цельная болванка» и выполненной из титанового сплава, например, в пределах 1 мм от ее окончательных размеров.
Следующий этап состоит из резки массивной заготовки, используя абразивно-струйную обработку для образования предварительных заготовок лопаток.
Это выполняется за счет использования очень высокого давления (например, 3000 бар) и установки абразивно-струйной обработки особо высокой точности (например, 6-осной машины). Очень высокое давление воды обеспечивает транспортировку абразивного материала, оптимизируя его режущее воздействие на материал. Струя воды образуется известным способом с помощью алмазного или сапфирового сопла. Также предусмотрена камера смешивания для добавления абразивного материала, такого как песок. Фокусирующий пистолет гомогенизирует воду и песок, концентрируя песок в зоне резки.
Этот способ резки абразивной струей обеспечивает высокую скорость удаления материала и хорошую повторяемость. Таким образом, этот способ полностью пригоден для удаления материала с целью получения межлопаточных пространств по всей толщине «е» заготовки вдоль ее оси 5.
Это проиллюстрировано на фиг.2а, которая показывает верхнюю часть заготовки 100 после завершения этапа резки с помощью абразивно-струйной обработки. Таким образом, эта заготовка содержит предварительные заготовки 102 лопаток в радиальном направлении от диска 4 под прямым углом к центральной оси 5. В общем, вырез выполняется в пределах толщины заготовки 100 с целью образования межлопаточных пространств 110 между предварительными заготовками 102 лопаток, которые последовательно расположены по окружности.
Это также делается для образования кольцеобразных соединительных средств 112 между предварительными заготовками 102, которые центрированы относительно оси 5. Эти кольцеобразные средства, также именуемые кольцо 112, соединяют друг с другом все предварительные заготовки 102 на расстоянии от основания 4 приблизительно от половины до пяти шестых полной длины предварительной заготовки. Таким образом, кольцо 112 расположено радиально внутри от кромок 108 предварительных заготовок лопаток и, соответственно, образовано остатком материала в межлопаточных пространствах 110, прежде чем кольцо 112 будет удалено во время следующего этапа способа.
Этот этап резки с помощью абразивно-струйной обработки может быть осуществлен за счет выполнения первой операции резки для удаления двух первых кусков материала, каждый из которых закручивается или имеет форму спирали в радиальном направлении от диска; два этих первых куска отделены друг от друга кольцом в радиальном направлении, причем после первой операции резки выполняется вторая операция резки для удаления второго куска, который также закручивается или имеет форму спирали в радиальном направлении.
В частности, левая часть схематичного изображения, представленного на фиг.2b, показывает, что во время первой операции резки вырезают первый кусок 114а материала, продолжающийся по всей толщине заготовки 100 вдоль ее оси 5. Это делается за счет перемещения оси фокусирующего пистолета 116 по замкнутой линии 118а, показанной в нижней части фиг.2а, начинающегося от основания 4 и продолжающегося в радиальном направлении до теоретического местоположения кольца 112; линия 118а далее следует за этим кольцом в направлении по окружности, прежде чем изменить его на радиальное направление к внутренней части, чтобы снова достигнуть основания 4, и затем следует за этим основанием назад в исходное положение.
Во время перемещения вдоль вышеуказанной линии 118а ось пистолета 116 движется относительно оси 5, которая предпочтительно остается неподвижной; это дополнительное движение, по существу, состоит из вращения пистолета относительно радиального направления и образует первый кусок 114а закрученной формы в радиальном направлении. Конкретнее, следует отметить, что траектория движения пистолета 16 относительно оси 5 является так называемой 5-осной траекторией, получаемой за счет двух одновременных вращений. Первый кусок 114а предпочтительно удаляет вручную оператор, как схематично показано в центральной части фиг.2b.
Как видно на этой фигуре, которая показывает типовой разрез, перпендикулярный радиальному направлению, кусок 114а имеет форму четырехугольника, в котором две противолежащие стороны в направлении по толщине заготовки проходят очень близко к двум непосредственно следующим друг за другом лопаткам 2, которые будут получены, как только процесс будет закончен.
Далее, опять же со ссылкой на левую часть фиг.2b и нижнюю часть фиг.2а, первая операция резки продолжается так, чтобы вырезать другой первый кусок материала 114b, продолжающийся по всей толщине заготовки 100 вдоль оси 5 и в целом расположенный вдоль наружного радиального удлинения куска 114а, от которого он отделен участком кольца 112, расположенного так, что оно обращено к двум этим кускам. Это делается за счет перемещения оси фокусирующего пистолета 116 вдоль в целом U-образной линии 118b, начинающейся от радиального конца заготовки 100 и продолжающейся радиально во внутреннем направлении до теоретического местоположения кольца 112; линия 118b далее следует за этим кольцом в направлении по окружности, прежде чем изменить его на радиально направление к внутренней части, чтобы снова достигнуть другого радиального конца заготовки 100.
Во время перемещения вдоль вышеуказанной линии 118b ось пистолета 116 движется относительно оси 5, которая остается неподвижной; это движение, по существу, состоит из оси вращения пистолета относительно радиального направления и образует другой первый кусок 114b, закрученной формы в радиальном направлении. Этот первый кусок 114b предпочтительно удаляет вручную оператор, как схематично показано в центральной части фиг.2b. Как видно на этой фигуре, которая показывает типовой разрез, перпендикулярный радиальному направлению, кусок 114b также имеет форму четырехугольника, в котором две противолежащие стороны в направлении по толщине заготовки проходят очень близко к двум непосредственно следующим друг за другом лопаткам 2, которые будут получены, как только процесс будет закончен.
Следуя тому, что указано выше, каждое удаление первого куска 114а, 114b образует поверхность двух непосредственно следующих одна за другой предварительных заготовок 102 лопаток. Предпочтительно на первом этапе должны быть вырезаны первые куски 114а, 114b, количество которых зависит от количества лопаток, которое должно быть предусмотрено на «блиске», и эти куски затем удаляются вручную перед началом второй операции резки.
Эта вторая операция выполняется так, чтобы форма получаемых предварительных заготовок лопаток была максимально близка к закрученной форме с обратной кривизной готовых лопаток, что трудно получить, используя одиночную резку, поскольку водно-абразивная струя проходит через заготовку приблизительно по прямой линии, хотя сечения лопаток являются криволинейными.
Правая часть схематичного изображения, представленного на фиг.2b, показывает, что во время второй операции резки вырезают второй кусок материала 120, который продолжается только по части толщины радиальных элементов 122, образованных посредством удаления первых кусков 114а, 114b. Кусок 120 также продолжается только по радиальному участку соответствующего элемента 122, т.е. он продолжается от основания без достижения кромки 108 предварительной заготовки, т.е., например, только до кольца 112, как видно из фиг.2а.
Это делается за счет движения фокусирующего пистолета 116 вдоль радиальной линии 124, участок которой показан на фиг.2а. Оно начинается от основания 4 и продолжается приблизительно радиально до тех пор, пока не будет достигнуто кольцо 112, образованное за счет удаления первых кусков 114а, 114b. Например, линия 124, через которую проходит водно-абразивная струя, расположена приблизительно у половины толщины радиальных элементов 122.
Во время движения вдоль вышеуказанной линии 124 ось пистолета 116 перемещается относительно оси 5, которая предпочтительно остается неподвижной; это движение включает в себя вращение оси пистолета относительно радиального направления и образование второго куска 120 также закрученной формы вдоль радиального направления. Следует отметить, что траектория, по которой перемещается пистолет 116 относительно оси 5, является так называемой 5-осной траекторией, получаемой за счет двух одновременных вращений. Этот второй кусок 120, полностью отделенный от основания 4 водно-абразивной струей, предпочтительно отделяется сам по себе без помощи оператора, как схематично показано в правой части фиг.2b.
Следует отметить, что пистолет 116 движется не только вдоль приблизительно радиальной линии 124, но также вдоль кругового участка (не показано) линии, продолжающейся от внутреннего радиального конца линии 124 вдоль основания 4 для полного отделения куска 120 от основания.
Как видно на фиг.2b, которая показывает условный разрез, перпендикулярный радиальному направлению, кусок 120 имеет форму треугольника, одна из сторон которого проходит максимально близко к лопатке 2, которая будет получена из соответствующего радиального элемента 122 после завершения способа.
После удаления всех вторых кусков 120 оставшийся материал заготовки будет представлять собой предварительные заготовки 102 лопаток, соединенные между собой кольцом 112, прерываемого каждой предварительной заготовкой 102. На этом этап резки с помощью абразивно-струйной обработки завершается.
Далее выполняется этап, на котором удаляют кольцо 112, соединяющее предварительные заготовки 102. Этот этап выполняется любым способом, который является приемлемым с точки зрения специалиста в этой области техники, например, с помощью электроэрозионного вырезания или фрезерования. Фиг.2 с схематично показывает отделение кольца 112 от остальной заготовки 100 за счет разрушения соединений между этим кольцом 112 и каждой из предварительных заготовок. После выполнения всех этих радиальных разрывов кольцо можно легко посекционно удалить с заготовки 100.
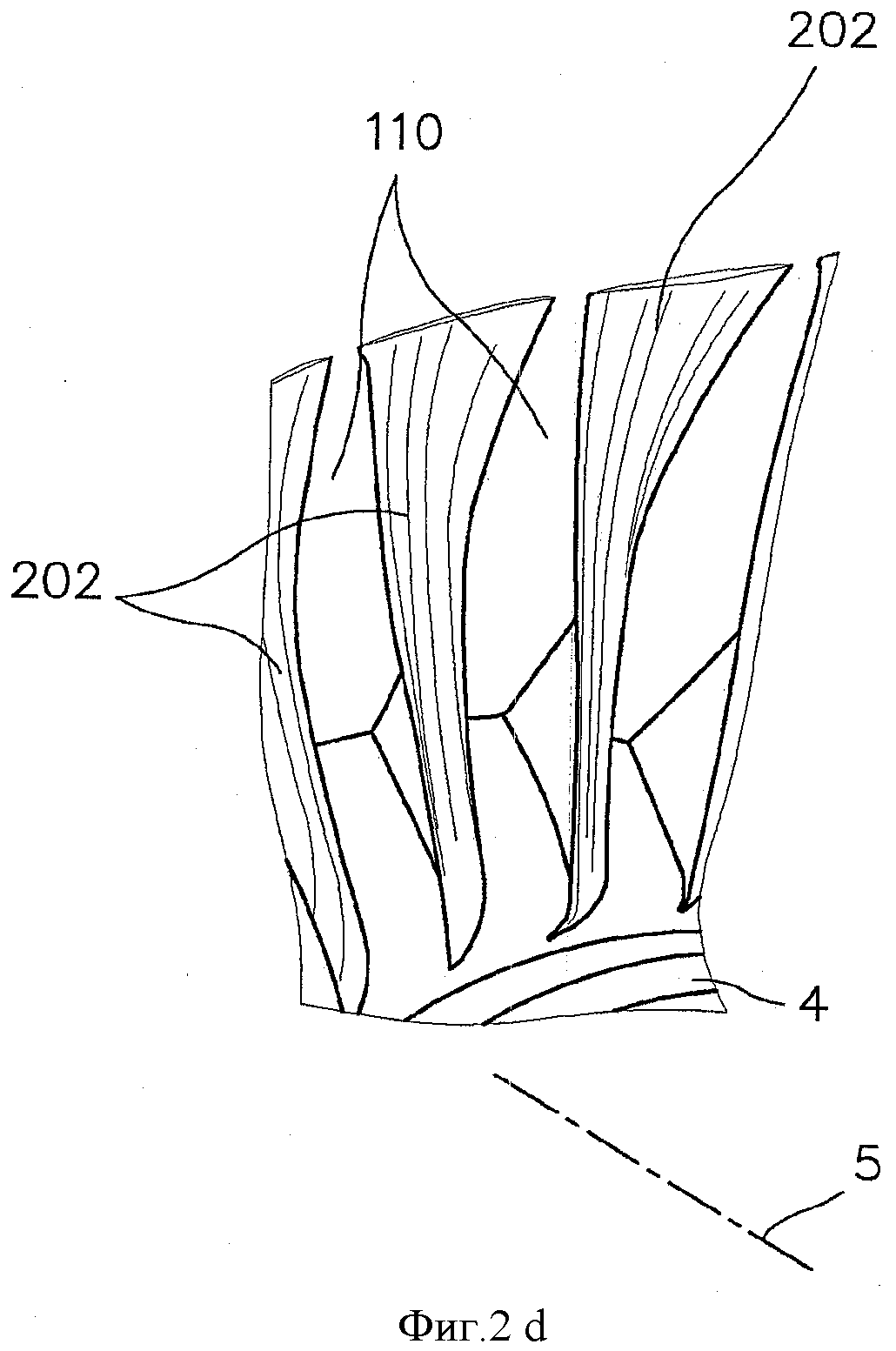
Следующий этап состоит во фрезеровании предварительных заготовок 102 лопаток, чтобы получить профильные заготовки 202 лопаток. Другими словами, цель этого этапа состоит в том, чтобы, используя, например, 5-осный фрезерный станок, удалить материал, оставшийся в предварительных заготовках 102 лопаток, для получения окончательных размеров, например, в пределах 0,6 мм.
В этом случае предварительные заготовки 102 поочередно подвергаются механической обработке, и каждая из них преобразуется в профильную заготовку 202 лопатки, как показано на фиг.2d.
Затем выполняется другой этап фрезерования, который называется финишным этапом, с целью фрезерования лопаток для получения их окончательного профиля из заготовок 202. Используемые инструменты обеспечивают более точную механическую обработку для получения окончательных размеров и изготовления лопаток 2, показанных в правой части фиг.2е.
На этой стадии способа оставшийся объем материала составляет менее 25% объема заготовки перед началом этапа резки с помощью абразивно-струйной обработки, т.е. сразу после вышеуказанного этапа обтачивания.
Процесс также может быть продолжен за счет выполнения одного или нескольких обычных этапов, включающих в себя этап полирования, например, с помощью ручной притирки или вибрационной финишной обработки, этап дробеструйной очистки, этап резки лопаток по длине и/или этап балансировки «блисков».
Как вариант, кольцо может быть удалено после этапа фрезерования предварительной заготовки лопатки или после финишного этапа фрезерования.
Разумеется, что специалисты в этой области техники могут выполнить различные модификации изобретения, описанного выше исключительно в качестве не ограничивающих примеров.
Реферат
Изобретение относится к области изготовления цельных роторов типа «блиск» и содержит этап, на котором используется абразивно-струйная обработка для резки заготовки (100) с целью получения предварительных заготовок (102) лопаток, продолжающихся радиально наружу от диска (4), сохраняя в то же время материал для образования соединительного средства (112) между следующими друг за другом предварительными заготовками лопаток, этап резки, который выполняется таким образом, что вышеуказанное соединительное средство образует кольцо на радиальном расстоянии от вышеуказанного диска и соединяет вышеуказанные предварительные заготовки лопаток между собой на некотором расстоянии от их кромок радиально во внутреннем направлении и этап удаления вышеуказанного соединительного средства (112). Ограничиваются деформации и вибрации лопаток во время их изготовления. 13 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления моноблочного лопаточного колеса ротора и колесо
Комментарии