Лопатка турбины, имеющая покрытие для сдерживания реакционной способности суперсплава на основе ni - RU2347080C2
Код документа: RU2347080C2
Чертежи












Описание
Предпосылки изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к лопатке турбины. Лопатка турбины, имеющая покрытие для сдерживания реакционной способности суперсплава на основе Ni с целью увеличения стойкости к окислению суперсплава на основе Ni при сдерживании (контроле) образования вторичной реакционной зоны (SRZ).
Описание предшествующего уровня техники
Для улучшения реактивной тяги и эффективности авиационного двигателя требуется, чтобы входящие в его состав высокотемпературные материалы имели улучшенные высокотемпературные свойства и повышенную прочность. В частности, суперсплав на основе Ni, используемый в лопатках турбин, обладает исключительной высокотемпературной прочностью, высокотемпературной пластичностью и стойкостью к окислению, таким образом, усовершенствование свойств суперсплава вносит значительный вклад в усовершенствование работы двигателя. Дальнейшее усовершенствование высокотемпературных свойств суперсплава на основе Ni, было осуществлено для достижения требуемого соответствия, связанного с увеличением температуры во входном отверстии турбины или уменьшением количества охлаждающего воздуха.
Способ отливки суперсплава на основе Ni был традиционной отливкой, но была разработана направленная отверждающаяся отливка, и затем была разработана отливка монокристалла. В частности, к монокристаллическому суперсплаву добавляют тяжелый элемент, чтобы упрочить его γ' кристаллизующуюся фазу или твердый раствор. Усовершенствование монокристаллического (SC) суперсплава привело к созданию первого поколения суперсплава (не содержащего Re), второго поколения суперсплава (с содержанием Re примерно 3 мас.%) и третьему поколению суперсплава (с содержанием Re от 5 до 6 мас.%) По мере прогресса в усовершенствовании увеличивалось содержание Re в суперсплаве. В таблице 1 приведены монокристаллические суперсплавы, типичные для каждого суперсплава от первого поколения до третьего поколения и их составы.
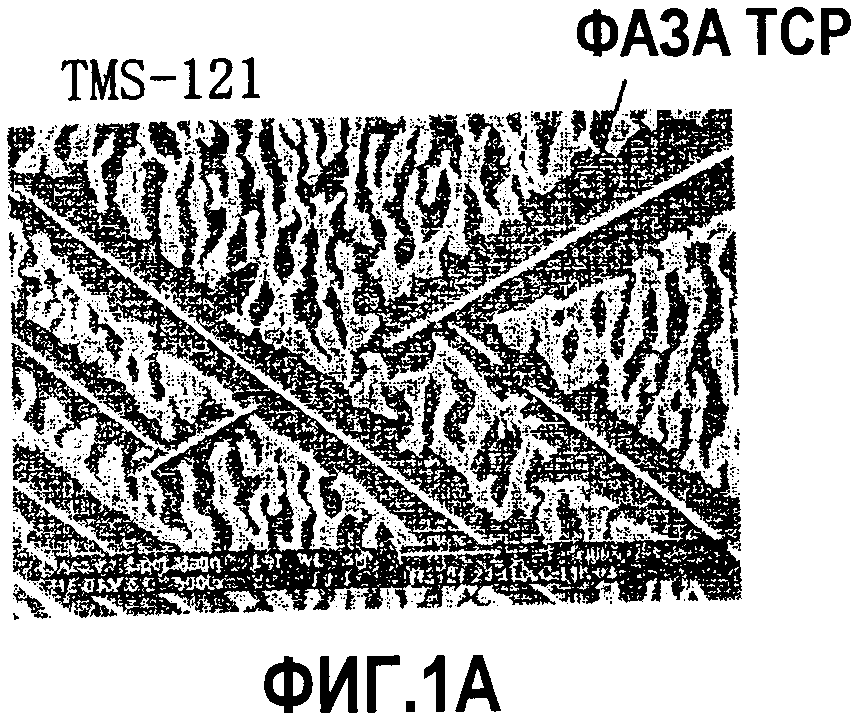
Монокристаллические суперсплавы третьего поколения обладают наиболее высокотемпературными параметрами и они наносятся на лопатки турбин самых последних моделей самолетных двигателей. Однако указанные суперсплавы сталкиваются с проблемами, которые проиллюстрированы на фиг.1A, а именно, причиняющая вред игольчатая фаза, называемая «фазой TCP», выделяется (осаждается) после длительного воздействия высоких температур и прочность суперсплава уменьшается с увеличением содержания указанной фазы TCP.
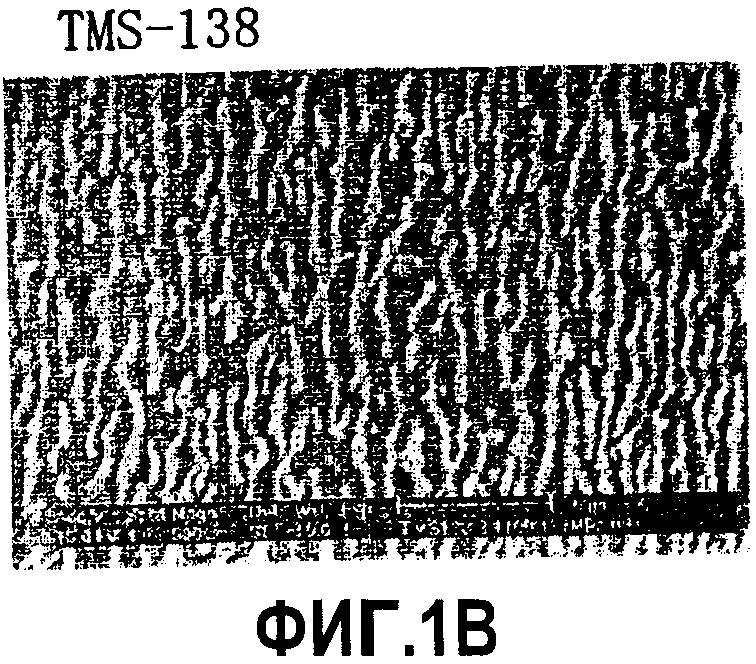
Авторы настоящего изобретения и авторы других изобретений уже разработали четвертое поколение монокристаллического суперсплава TMS-138, который, в результате подавления образования TCP с помощью добавления Ru, характеризуется улучшенной стабильностью состава даже после длительного воздействия высоких температур. Фиг.1B иллюстрирует микроструктуру TMS-138 после испытания на разрушение при ползучести. Из приведенного изображения следует, что образование фазы TCP подавлено. Было подтверждено, что TMS-138, в частности, характеризуется исключительными преимуществами, связанными с температурной ползучестью, высокоциклической усталостной прочностью и низкоциклической усталостной прочностью. В таблице 2 приведен состав монокристаллического суперсплава TMS-138.
О вышеописанном монокристаллическом суперсплаве сообщают в патентном документе 1 и непатентном документе 1, при этом о фазе TCP и SRZ сообщают в патентных документах 2 и 3 и в непатентном документе 2.
В «DIFFUSION BARRIER LAYER» согласно патентному документу 2, диффузионное барьерное покрытие наносят на монокристаллический сплав (SC) на основе Ni и дополнительное диффузионное алюминиевое покрытие наносят так, что слой покрытия может иметь улучшенную стойкость к окислению.
В «A method of aluminising a superalloy» согласно патентному документу 3, фазу TCP или SRZ, которая имеет тенденцию образовываться на границе между алюминиевым диффузионным покрытием и SC, модифицируют с помощью барьерного слоя.
[Патентный Документ 1]
Выложенная патентная заявка Японии № 131163/1999, «Ni base single crystal alloy and manufacturing method there of».
[Патентный Документ 2]
Патент США №6306524.
[Патентный Документ 3]
Европейская заявка на патент № 0821076.
[Непатентный Документ 1]
Yasuhiro Aoki, et al., "Present situation and problems in development of turbine blade materials for aircraft engine". Research Report of Heat-resistant Metal Material 123 Committee, Vo. 43, No.3.
[Непатентный Документ 2]
W.S. Walston, et al., "A NEW TYPE OF MICROSTRUCTURAL INSTABILITY IN SUPERALLOYS-SRZ", Superalloys, 1996.
Стойкое к окислению покрытие должно быть нанесено на поверхность лопатки турбины с целью предотвратить ее высокотемпературное окисление. Традиционно для этого применяли диффузионное алюминиевое покрытие. В результате испытания на окисление и испытания на разрыв, используя при этом в качестве испытательного материала вышеописанный монокристаллический суперсплав (TMS-138), на который наносили диффузионное алюминиевое покрытие, установлено, что покрытие вызывает однородное образование SRZ как показано на фиг.2А и 2В и существенно снижает время разрушения при ползучести как показано на фиг.4.
Сущность изобретения.
Настоящее изобретение осуществлено для устранения вышеописанных проблем. Следовательно, настоящее изобретение относится к лопатке турбины, имеющей покрытие для сдерживания реакционной способности, способное улучшить стойкость к окислению суперсплава на основе Ni и в то же самое время контролировать образование SRZ.
Таким образом, согласно настоящему изобретению предлагается лопатка турбины с покрытием для сдерживания реакционной способности, которую формируют нанесением материала для сдерживания (контроля) реакционной способности на поверхность суперсплава на основе Ni перед нанесением диффузионного алюминиевого покрытия на суперсплав на основе Ni, при этом материал для контроля реакционной способности представляет собой Со, Cr или Ru, или сплав, основной компонент которого выбран из группы, состоящей из Со, Cr, Ru.
В одном предпочтительном варианте настоящего изобретения, материалом для сдерживания (контроля) реакционной способности является любой материал из чистого Со, чистого Cr, чистого Ru, сплава Со-Cr, сплава Со- Ru, сплава Cr-Ru, твердого раствора Со, твердого раствора Cr и твердого раствора Ru. Предпочтительно, материалом для контроля реакционной способности является сплав или твердый раствор, основным компонентом которого является Со, Ru или их комбинации, при этом сплав или твердый раствор содержит от 0 до 10 мас.% Со и от 90 до 100 мас.% Ru, или содержит от 50 до 80 мас.% Со и от 20 до 50 мас.% Ru. Более предпочтительно, материалом для контроля реакционной способности является сплав или твердый раствор, основным компонентом которого является Со, Ru или их комбинации, при этом сплав или твердый раствор содержит Со и Ru с отношением Со к Ru равным 5:95, 10:90, 50:50 или 80:20.
Предпочтительно, суперсплав на основе Ni, является монокристаллическим суперсплавом, содержащим от 5 до 6 мас.% Re или монокристаллическим суперсплавом, не только содержащим от 5 до 6 мас.% Re, но также содержащим Ru. Кроме того, предпочтительно, суперсплав на основе Ni является монокристаллическим суперсплавом, содержащим по меньшей мере приблизительно 6 мас.% Re или монокристаллическим суперсплавом, не только содержащим по меньшей мере 6 мас.% Re, но также содержащим Ru.
Особенно предпочтительно, что суперсплав на основе Ni, является сплавом TMS-138, содержащим 5 мас.% Re и 2 мас.% Ru, и материалом для сдерживания (контроля) реакционной способности является сплав Co-Ru, имеющий основные компоненты Со и Ru. Предпочтительно, суперсплав на основе Ni является сплавом TMS, содержащим от 5 до 7 мас.% Re и от 4 до 7 мас.% Ru, и материалом для контроля реакционной способности является сплав Co-Ru, имеющий основные компоненты Со и Ru.
С помощью примеров подтверждено, что стойкость к окислению суперсплава на основе Ni, составляющего лопатку турбины, может быть повышена, а образование SRZ может быть проконтролировано с помощью покрытия суперсплава на основе Ni материалом для контроля реакционной способности согласно настоящему изобретению перед нанесением диффузионного алюминиевого покрытия.
Указанное покрытие для контроля реакционной способности особенно эффективно, когда его применяют к третьему поколению и четвертому поколению монокристаллических суперсплавов, которые обладают тенденцией образовывать SRZ за счет диффузионного алюминиевого покрытия.
Другие цели и предпочтительные характеристики настоящего изобретения будут ясно поняты из детального описания со ссылками на прилагаемые чертежи.
Краткое описание чертежей.
На каждой из фиг.1А и 1В приведены традиционные микроструктуры после испытания на разрушение при ползучести.
На каждой из фиг.2А и 2В приведены результаты испытания на окисление испытываемого образца, подвергнутого традиционному алюминиевому диффузионному покрытию.
На фиг.3А приведено SEM-изображение поперечного разрезамикроструктуры испытываемого образца, подвергнутого диффузионному покрытию из Al после испытания на окисление, а фиг.3B является картой распределения Ru в образце.
Фиг.4 иллюстрирует связь между толщиной пластины и временем разрушения при ползучести.
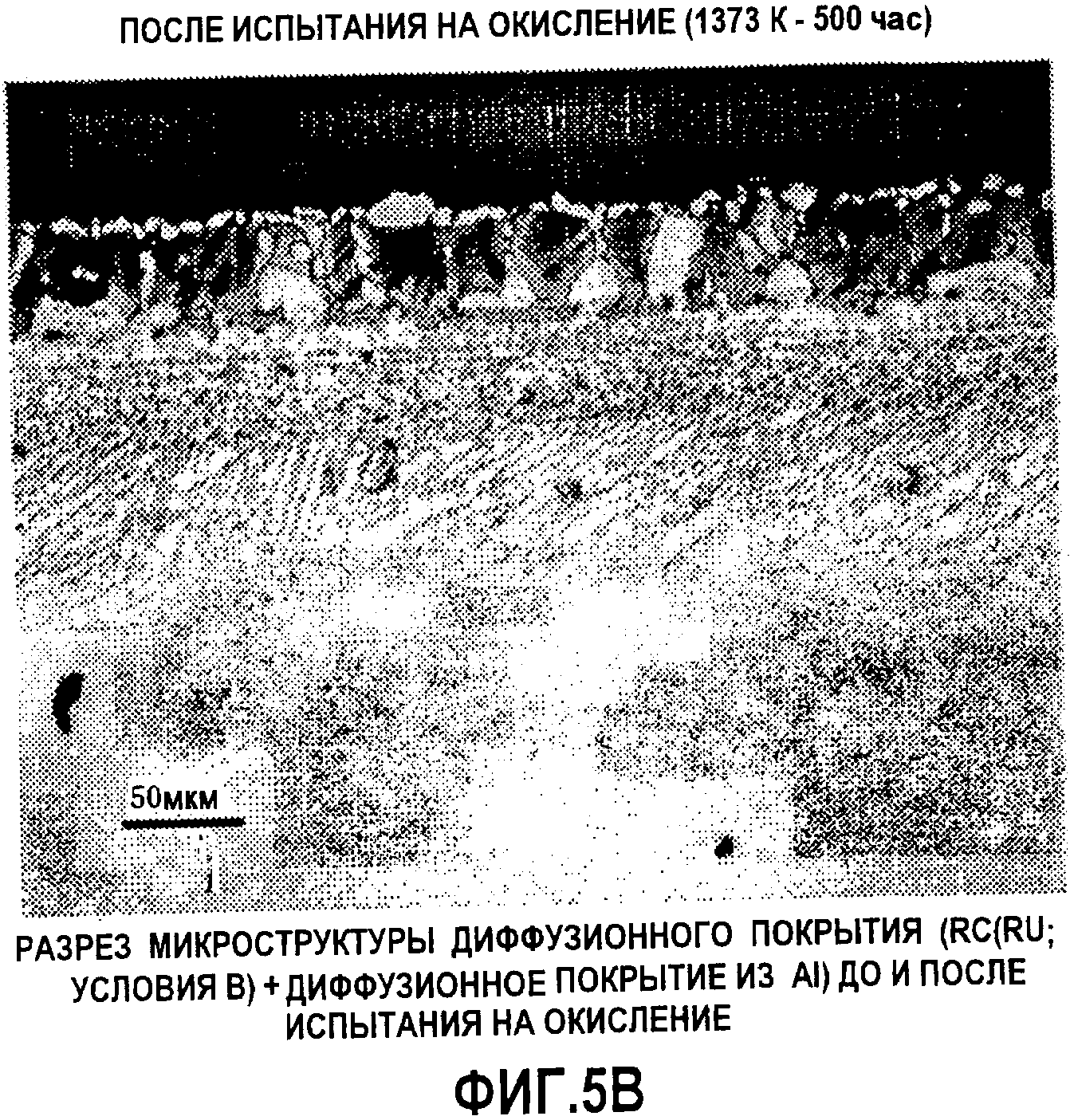
Фиг.5A и 5B являются изображениями поперечного разреза микроструктуры испытываемого образца, который был покрыт чистым Ru в условиях B, а затем было нанесено диффузионное алюминиевое покрытие, до и после испытания на окисление соответственно.
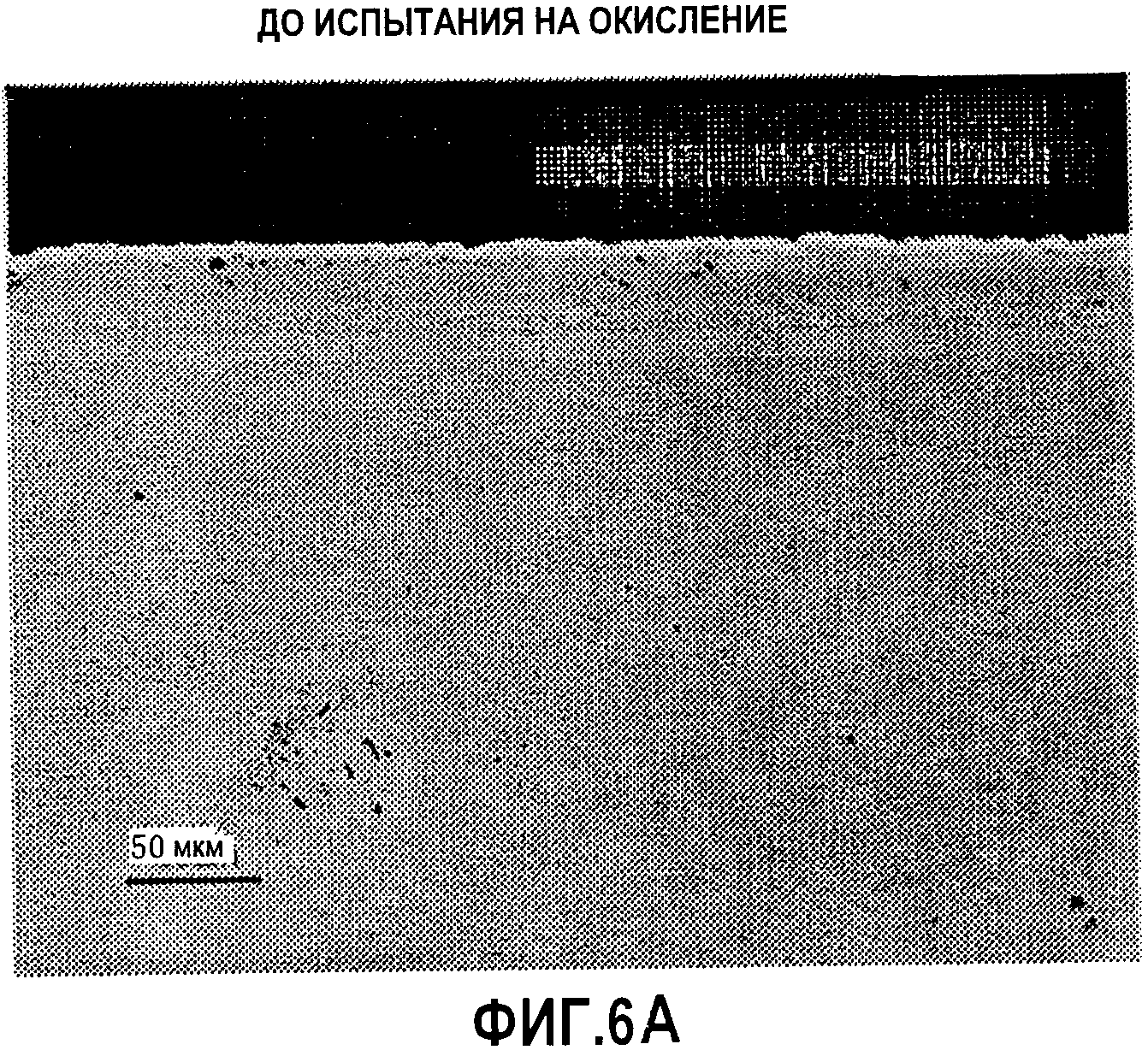
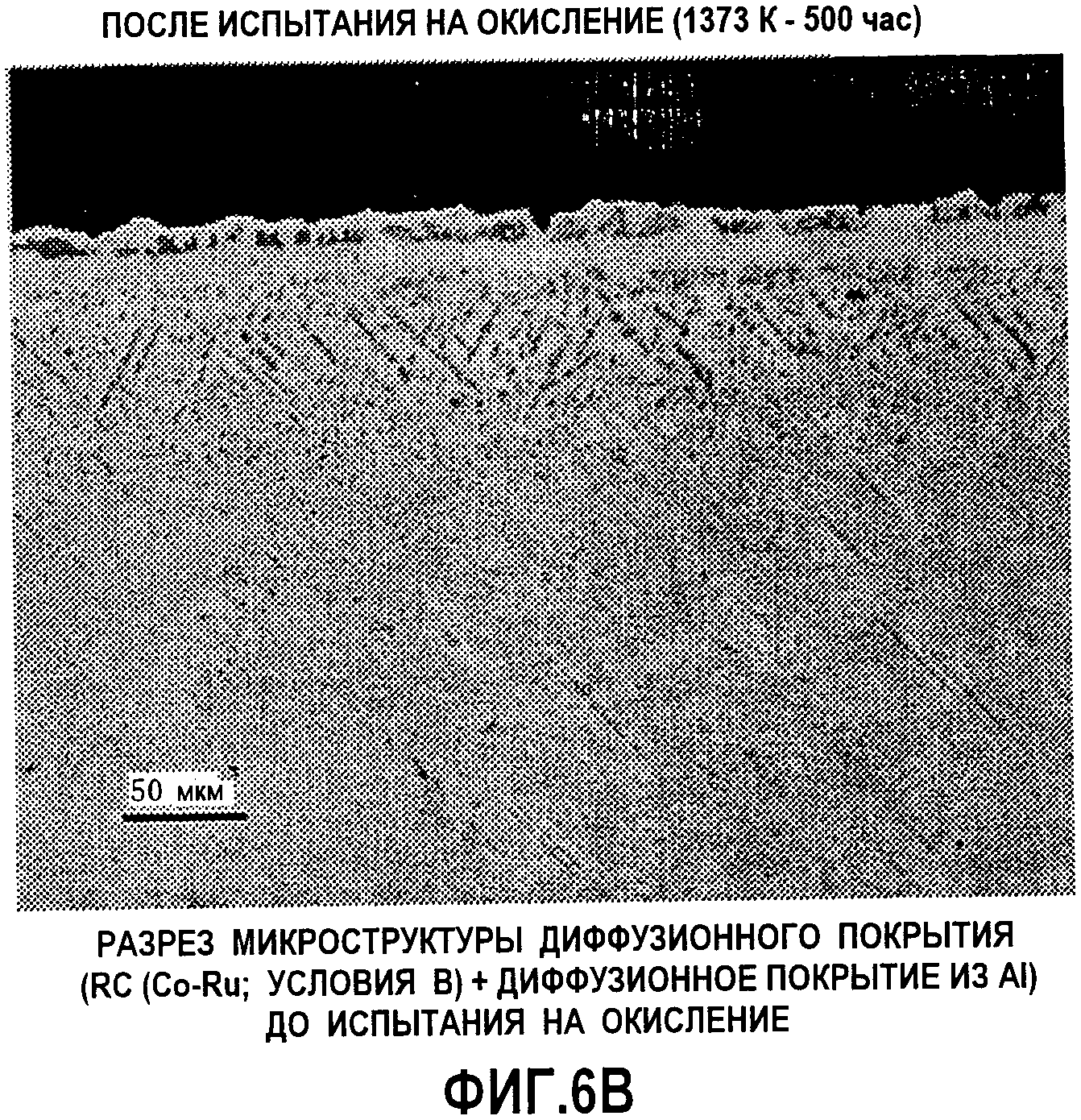
Фиг.6A и 6B являются изображениями поперечного разреза микроструктуры испытываемого образца, который был покрыт сплавом Co-Ru в условиях B, а затем было нанесено диффузионное алюминиевое покрытие, до и после испытания на окисление соответственно.
Фиг.7A и 7B являются изображениями поперечного разреза микроструктуры испытываемого образца, который покрыт только алюминиевым диффузионным покрытием, до и после испытания на окисление соответственно.
Фиг.8 является сравнительной диаграммой толщины дополнительных слоев после испытания на окисление.
Фиг.9 является первой сравнительной диаграммой толщины различных диффузионных зон (слоев) после испытания на окисление.
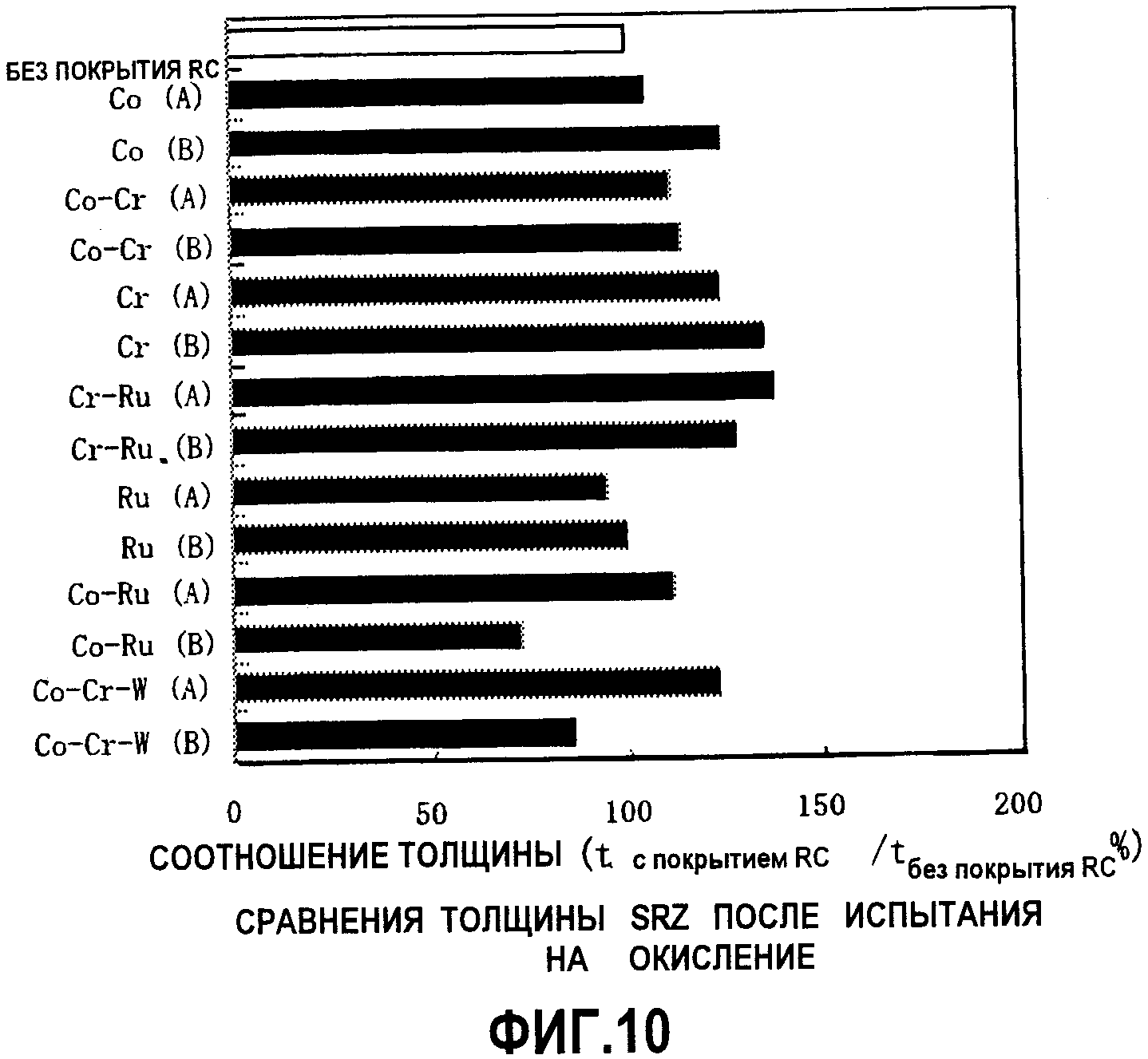
Фиг.10 является первой сравнительной диаграммой толщины различных SRZ (вторичных зон реакции) после испытания на окисление.
Фиг.11 является сравнительной диаграммой потери массы испытываемых образцов после испытания на окисление.
Фиг.12 является второй сравнительной диаграммой толщины различных диффузионных зон после испытания на окисление; и
Фиг.13 является второй сравнительной диаграммой толщины различных SRZ (вторичных зон реакции) после испытания на окисление.
Описание предпочтительных примеров
Предварительно будет описана концепция настоящего изобретения.
Как правило монокристаллическими суперсплавами на основе Ni называют дисперсионно-твердеющие сплавы, и они имеют γ' фазу, выделяющуюся в γ фазе, которая является матрицей. С другой стороны, SRZ имеет γ фазу и фазу TCP, выделяющуюся в γ' фазе, которая является матрицей.
Диффузионное покрытие из Al на поверхности монокристаллического суперсплава изменяет структурный тип со стороны суперсплава на структурный тип SRZ. Фаза γ', которая является выделившейся фазой суперсплава, укрупняется и становится матрицей SRZ.
В настоящем изобретении Ru используют не только для контроля за образованием фазы TCP, но также и для контроля за укрупнением фазы γ'.
На фиг.3A приведено SEM-изображение поперечного разреза микроструктуры испытываемого образца, подвергнутого диффузионному покрытию из Al после испытания на окисление, а фиг.3B является картой распределения Ru в образце. На фиг.3В часть, которая изображена относительно других частей, белым цветом, характеризует избыточное содержание Ru.
Как следует из приведенного изображения, с Ru связана проблема, заключающаяся в его перемещении к прилегающей боковой поверхности диффузионного покрытия из Al. В этой связи в настоящем изобретении, Co и Cr используют для подавления указанного движения Ru (не только Ru, который используют в покрытии для контроля реакционной способности, но также и Ru, содержащегося в суперсплаве). Вместе с тем, Co и Cr используют для улучшения сцепления Ru.
Указанные элементы (Ru, Co и Cr) также используют для подавления диффузии Al.
В лопатке турбины с контролем реакционной способности согласно настоящему изобретению, указанные элементы могут достигнуть отведенной им роли добавок необходимым образом, когда их добавляют в соответствующих оптимальных количествах. Покрытие для контроля реакционной способности, наносят так, чтобы получить толщину покрытия предпочтительно от 1 до 60 мкм, более предпочтительно от 1 до 20 мкм, еще более предпочтительно от 1 до 10 мкм.
Предпочтительные примеры настоящего изобретения далее будут описаны со ссылками на сопровождающие фигуры. На всех фигурах, общие части будут отмечены тем же самым цифровым обозначением и дублирующее описание будет опущено.
[Пример 1]
Необходимо установить стойкость к окислению системы с покрытием, чтобы использовать монокристаллический суперсплав, такой как сплав TMS-138, в лопатке турбины авиационного двигателя. Поэтому выполнили испытания с целью установить, что снижение усталостной долговечности при ползучести основного материала является следствием стойкости покрытия к окислению и произвести оценку покрытия для контроля реакционной способности.
Как описано выше, исследовали влияние диффузионного алюминиевого покрытия на сплав TMS-138, используя для испытания тонкую пластину. В результате было установлено, что уменьшение усталостной долговечности при ползучести связано с образованием SRZ.
Поэтому в указанном испытании, связь между уменьшением долговечности вследствие покрытия и толщины пластины поясняют, используя испытательные образцы, варьируя толщину пластины основного материала. В то же самое время, выполняют нанесение разнообразных покрытий, обладающих возможностью контроля за образованием SRZ, которая в противном случае будет образовываться вследствие нанесения диффузионного алюминиевого покрытия и оценивают влияние покрытий на контроль за образованием SRZ. Покрытие для контроля за образованием SRZ в дальнейшем будут называть «покрытие для контроля реакционной способности » (покрытие RC).
(Условия испытаний).
(1) Испытание с целью определения, что уменьшение усталостной долговечности при ползучести основного материала вызвано покрытием, стойким к окислению.
Были приготовлены испытываемые образцы, различающиеся по толщине от 1 до 3 мм, и их подвергали воздействию диффузионного алюминиевого покрытия (включая диффузию при старении). Испытания на разрушение при ползучести выполняли в соответствии с ASTM E139. Условия испытаний соответствовали 1373 K и 137 МПа. Сравнительное испытание выполняли при аналогичных условиях, используя образец для испытания (образец для испытания в виде незащищенного материала) не подвергнутого диффузионному алюминиевому покрытию.
(2) Испытание покрытия для контроля реакционной способности.
Были приготовлены испытываемые образцы с помощью нанесения семи покрытий RC, обладающих возможностью контроля SRZ, на образцы сплава TMS-138, имеющего диаметр 20 мм и толщину в пределах от 2 до 3 мм, соответственно, и затем на них наносили диффузионное алюминиевое покрытие аналогичным способом как описано в (1). Типы покрытий RC приведены в Таблице 3.
После нанесения покрытия RC, которое было осуществлено перед нанесением диффузионного алюминиевого покрытия, материал покрытия RC диффундировал в основной материал в соответствии с каждым из двух условий A: длительное время диффузии, B: короткое время диффузии). Было выполнено 500-часовое испытание на окисление, чтобы подтвердить наличие контроля за образованием SRZ. Также измеряли изменение массы, которое имело место после 500-часового испытания на окисление.
Перед нанесением покрытия RC, поверхность испытываемого образца полировали наждачной бумагой #800 для уменьшения влияния неровности поверхности и остаточных напряжений в исходном состоянии. Условия испытания на окисление будут описаны ниже. После испытания на окисление, контроль состояния SRZ оценивали путем исследования поперечного сечения структуры.
Условия испытания на окисление:
Температура испытания: 1373 К.
Время испытания: 0, 500 ч
Атмосфера: воздух.
(Результаты испытания)
(1) Уменьшение усталостной долговечности при ползучести основного материала следствие стойкости к окислению покрытия.
Фиг.4 показывает связь между толщиной пластины и усталостной долговечностью при ползучести. Долговечность выражают величиной, полученной делением измеренной долговечности на среднюю долговечность незащищенного материала. Долговечность незащищенного материала практически постоянна, независимо от изменения толщины пластины, но долговечность материала, подвергнутого нанесению покрытия, уменьшается, по мере того как пластина становится более тонкой. Связь между логарифмом толщины материала с покрытием и логарифмом долговечности можно выразить линейной функцией на приведенной диаграмме. Когда значение, при котором влиянием покрытия можно пренебречь, экстраполируют, то ожидают, что минимальная толщина пластины и минимальная область будут составлять примерно 6 мм и 18 мм2.
(2) Оценка покрытия для контроля реакционной способности.
На фиг.5A и 5B и фиг.6A и 6B показаны примеры результатов исследований, проведенных до и после испытания на окисление. То есть, на указанных фигурах показаны продольные сечения испытываемых образцов, подвергнутых покрытию RC + алюминиевому диффузионному покрытию. Для сравнения, на фиг.7A и 7B показаны продольные сечения испытываемых образцов, подвергнутых только нанесению диффузионного алюминиевого покрытия. До испытания на окисление в продольных сечениях любого из испытываемых образцов не наблюдали присутствие SRZ. После испытания на окисление присутствие SRZ наблюдали в продольных сечениях для каждого из испытываемых образцов.
Для количественной оценки, толщину слоя покрытия (дополнительного слоя, диффузионной зоны (слоя)) и толщину SRZ в их продольных сечениях рассчитали в относительных единицах с помощью соответствующих значений в продольном сечении испытываемого образца, подвергнутого нанесению только диффузионного алюминиевого покрытия.
На фиг.8-10 соответственно показаны значения дополнительного слоя, диффузионного слоя и SRZ, которые подобным образом рассчитаны в относительных единицах. Приведенные значения расположены в соответствии с типами покрытий RC. На каждой из диаграмм, в случае если покрытие RC не наносят, то приводят значение, обозначенное как 100, вдоль поперечной оси. Соответственно (A) и (B) указывают на время диффузии до нанесения диффузионного алюминиевого покрытия (A: продолжительное время диффузии, B: короткое время диффузии).
Согласно проведенной оценке материалы для покрытия приблизительно могут быть распределены по трем группам, то есть материалы Co (Co, Co-Cr и Co-Ru), материалы Cr (Cr, Co-Cr и Cr-Ru), материалы Ru (Ru, Co-Ru и Cr-Ru) и трехкомпонентный материал (Co-Cr-W). Указанные материалы для покрытия в дальнейшем будут называться «материалами для контроля реакционной способности».
Фиг.8 является сравнительной диаграммой толщины различных дополнительных слоев после испытания на окисление. Из приведенной диаграммы было установлено, что дополнительные слои чистого Co (B) и сплава Co-Ru имеют исключительно малую толщину.
Фиг.9 является первой сравнительной диаграммой толщины различных диффузионных слоев после испытания на окисление. Из приведенной диаграммы было установлено, что диффузионные зоны чистого Co (A) и (B) и сплава Co-Ru (A) и (B) имеют исключительно малую толщину.
Фиг.10 является первой сравнительной диаграммой толщины различных SRZs (вторичных зон реакции) после испытания на окисление. Из приведенной диаграммы было установлено, что вторичные реакционные зоны сплава Co-Ru (B) и Co-Cr-W сплава (B) имеют исключительно малую толщину.
Как показано на фиг.10, когда толщина SRZ в продольном сечении испытываемого образца, подвергнутого покрытию RC с использованием Co-Ru, сравнивают с толщиной в продольном сечении испытываемого образца, подвергнутого нанесению только диффузионного алюминиевого покрытия, первую толщину контролируют примерно на 30%. Можно полагать, что образование SRZ контролируют в результате диффузионного подавления алюминиевого элемента или стабилизации слоя покрытия. Подобные эффекты могут быть ожидаемы при изменении условий покрытия (толщины, температуры или тому подобного) другими материалами для контроля реакционной способности.
Фиг.11 является сравнительной диаграммой потери массы различных испытываемых образцов после испытания на окисление. В качестве потери массы, использовали измеренную потерю массы, рассчитанную в относительных единицах по потере массы незащищенного испытываемого образца (материала без покрытия). Потеря массы любого из испытываемых образцов, подвергнутых нанесению покрытия RC, составляла примерно 1% по сравнению с потерей массы испытываемого образца незащищенного материала. Исходя из малого абсолютного значения потери массы следует, что каждый слой покрытия обладает превосходной стойкостью к окислению.
[Пример 2]
Используя покрытия RC, которые приведены в Таблице 4, испытание покрытия по контролю реакционной способности выполняли в аналогичных условиях с теми, которые использованы в Примере 1.
Фиг.12 является второй сравнительной диаграммой толщины различных диффузионных зон после испытания на окисление. Из этой диаграммы было установлено, что диффузионные зоны 50 ат.% Co-50 ат.% Ru имеют исключительно малую толщину.
Фиг.13 является второй сравнительной диаграммой толщины различных SRZ (вторичных зон реакции) после испытания на окисление. Из этой диаграммы было установлено, что вторичные реакционные зоны каждого из 50 ат.% Co-50 ат.% Ru и 10 ат.% Co-90 ат.% Ru имеют исключительно малую толщину.
Как показано выше, с помощью вышеописанных примеров было подтверждено, что стойкость к окислению суперсплава на основе Ni, составляющего лопатки турбины, может быть повышена, и в то же самое время может быть проконтролировано образование вторичной реакционной зоны нанесением материала для контроля реакционной способности на суперсплав перед нанесением диффузионного алюминиевого покрытия. Другими словами, было обнаружено, что указанное покрытие (покрытие для контроля реакционной способности) может не только контролировать фазу TCP и SRZ, но также может улучшать стойкость к окислению слоя, подвергнутого нанесению диффузионного алюминиевого покрытия. Указанное покрытие для контроля реакционной способности особенно эффективно для третьего поколения и четвертого поколения монокристаллических суперсплавов, которые имеют тенденцию образовать вторичную реакционную зону вследствие диффузионного алюминиевого покрытия.
Соответственно, лопатка турбины с контролем реакционной способности согласно настоящему изобретению обладает превосходными эффектами, такими как повышение стойкости к окислению суперсплава на основе Ni и контроль за образованием вторичного реакционного слоя (зоны).
Не вызывает сомнения, что настоящее изобретение не ограничивается вышеописанными примеры и вариантами осуществления и может быть изменено, не выходя за рамки объема настоящего изобретения.
Реферат
Изобретение относится к лопатке турбины, имеющей покрытие для сдерживания реакционной способности суперсплава на основе Ni. Указанное покрытие сформировано нанесением материала для сдерживания реакционной способности на поверхность суперсплава на основе Ni перед нанесением диффузионного алюминиевого покрытия. Материал для сдерживания реакционной способности представляет собой чистый Ru, сплав Co-Ru, сплав Cr-Ru или твердый раствор, основным компонентом которого является Ru, при этом сдерживается образование вторичных реакционных зон. Получают лопатки турбины, обладающие повышенной стойкостью к окислению суперсплава на основе Ni за счет сдерживания образования вторичных реакционных зон. 6 з.п. ф-лы, 4 табл., 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ алитирования жаропрочного сплава с высокимсодержанием рения (варианты)
Комментарии