Рабочее колесо компрессора, выполненное из композитного материала, с эрозионностойким покрытием (варианты) и способ его изготовления - RU2611521C2
Код документа: RU2611521C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Варианты выполнения изобретения, раскрытые в данном описании, в целом относятся к способам изготовления и к рабочим колесам, выполненным с эрозионностойким покрытием.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Компрессоры являются частным типом турбомашин, которые повышают давление сжимаемой текучей среды (например, газа) путем использования механической энергии. На производственных предприятиях нефтяной и газовой промышленности используют компрессоры различных типов. Среди этих компрессоров существует так называемый центробежный компрессор, в котором частицам газа сообщается энергия путем центробежного ускорения. Центробежное ускорение может быть получено путем вращения вращающегося компонента. Вращающийся компонент содержит одно или более рабочих колес.
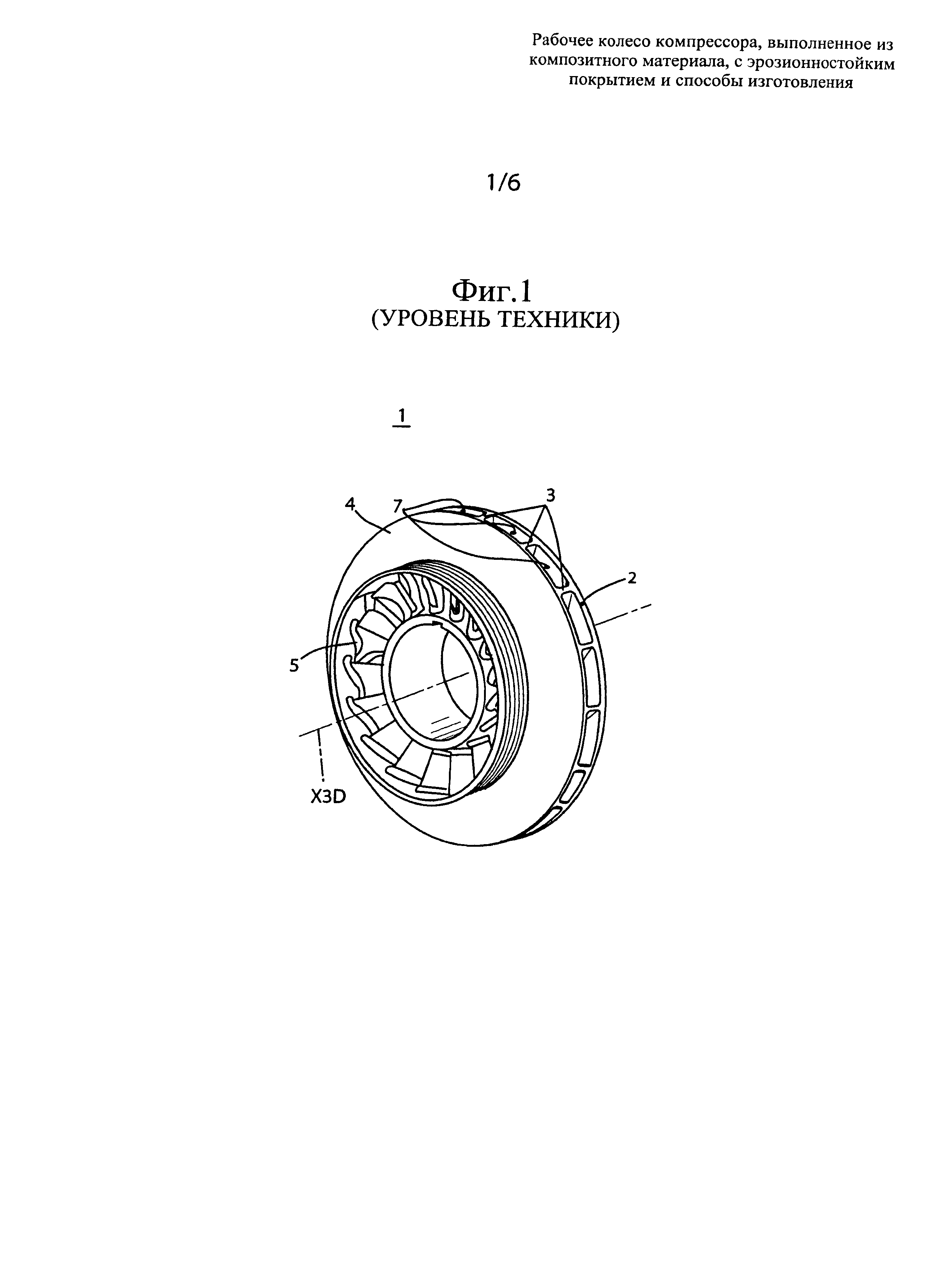
В зависимости от конкретных геометрических параметров и принципа действия рабочее колесо может содержать строго определенный тракт прохождения текучей среды. Например, центробежное рабочее колесо 1, показанное на фиг.1, содержит лопатки 3, которые соединены с корпусом 2, покрыты бандажом 4 и могут быть выполнены из композитного материала. Рабочее колесо 1 имеет по существу объемный контур вокруг оси X вращения в трехмерной системе координат. Поток текучей среды проходит от осевого впускного отверстия 5 в направлении по существу радиального выпускного отверстия 7. Тракт между впускным отверстием 5 и выпускным отверстием 7 представляет собой полость для прохождения потока.
Как правило, рабочие колеса выполнены из металла. В последнее время появились рабочие колеса, выполненные частично или полностью из композитных материалов, которые составляют возрастающий процент доли рынка рабочих колес. Рабочие колеса, выполненные частично или полностью из композитных материалов, имеют лучшую коррозионную стойкость в определенных условиях окружающей среды, например таких, которые имеют место при бурении на нефть и на газ.
Одной проблемой, связанной с рабочими колесами, выполненными из композитного материала, является то, что этот материал имеет более низкую эрозионную стойкость по сравнению с металлами, т.е. композитный материал изнашивается вследствие соударения с твердыми частицами или каплями жидкости в потоке. Эта низкая эрозионная стойкость, в частности, вокруг полостей для прохождения потока, приводит к сравнительно быстрому разрушению колеса и, соответственно, к времени простоя, необходимому для его замены.
В попытке улучшить эрозионную стойкость на рабочее колесо наносят эпоксидные покрытия. Однако эти покрытия имеют низкую адгезионную способность и не обеспечивают достаточной защиты, например, если рабочие колеса используются в нефтяной и газовой промышленности, где поток текучей среды преимущественно содержит твердые частицы или капли жидкости.
Соответственно, имеется потребность в создании устройств и способов для устранения вышеупомянутых проблем и недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним примерным вариантом выполнения предложен способ изготовления рабочего колеса из композитного материала, имеющего полости для прохождения потока с эрозионностойким покрытием. Указанный способ включает (i) обеспечение литейных шаблонов, имеющих формы, соответствующие отрицательной геометрии полостей для прохождения потока, (ii) покрытие литейных шаблонов эрозионностойким слоем, (iii) формование композитного материала вокруг литейных шаблонов, покрытых эрозионностойким слоем, в соответствии с заданной геометрией рабочего колеса, (iv) отверждение композитного материала и (v) удаление литейных шаблонов таким образом, что в полостях для прохождения потока рабочего колеса, выполненного из композитного материала, остается эрозионностойкое покрытие.
В соответствии с другим вариантом выполнения рабочее колесо содержит лопатки, бандаж, находящийся в контакте с лопатками, и сквозные полости для прохождения потока, а также эрозионностойкое покрытие в указанных полостях. Эрозионностойкое покрытие выполнено путем (i) обеспечения растворимых в воде литейных шаблонов, имеющих формы, соответствующие отрицательной геометрии полостей для прохождения потока, (ii) покрытия литейных шаблонов герметиком, (iii) нанесения проводящей краски поверх герметика, (iv) нанесения эрозионностойкого слоя на слой проводящей краски, (v) формования композитного материала вокруг литейных шаблонов, покрытых герметиком, токопроводящей краской и эрозионностойким покрытием, в соответствии с заданной геометрией, (vi) отверждения композитного материала и (vii) растворения литейных шаблонов в водном растворе, после которого в полостях для прохождения потока в рабочем колесе, выполненном из композитного материала, остается по меньшей мере эрозионностойкое покрытие.
В соответствии с еще одним примерным вариантом выполнения рабочее колесо содержит лопатки, бандаж, находящийся в контакте с лопатками и имеющий сквозные полости для прохождения потока, а также эрозионностойкое покрытие в указанных полостях. Эрозионностойкое покрытие выполнено путем (i) обеспечения металлических литейных шаблонов, имеющих формы, соответствующие отрицательной геометрии полостей для прохождения потока, (ii) покрытия литейных шаблонов эрозионностойким слоем в процессе термического напыления, (iii) формования композитного материала вокруг литейных шаблонов, покрытых эрозионностойким слоем, в соответствии с заданной геометрией, (iv) отверждения композитного материала и (v) растворения литейных шаблонов в растворе кислоты или щелочи, после которого в полостях для прохождения потока рабочего колеса, выполненного из композитного материала, остается по меньшей мере эрозионностойкое покрытие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Приложенные чертежи, которые включены в данное описание и составляют его часть, иллюстрируют один или более вариантов выполнения и вместе с описанием служат для их объяснения. На чертежах
фиг.1 изображает рабочее колесо со строго определенным сквозным каналом для прохождения потока;
фиг.2 изображает литейные шаблоны для полостей для прохождения потока, которые могут использоваться в различных примерных вариантах выполнения;
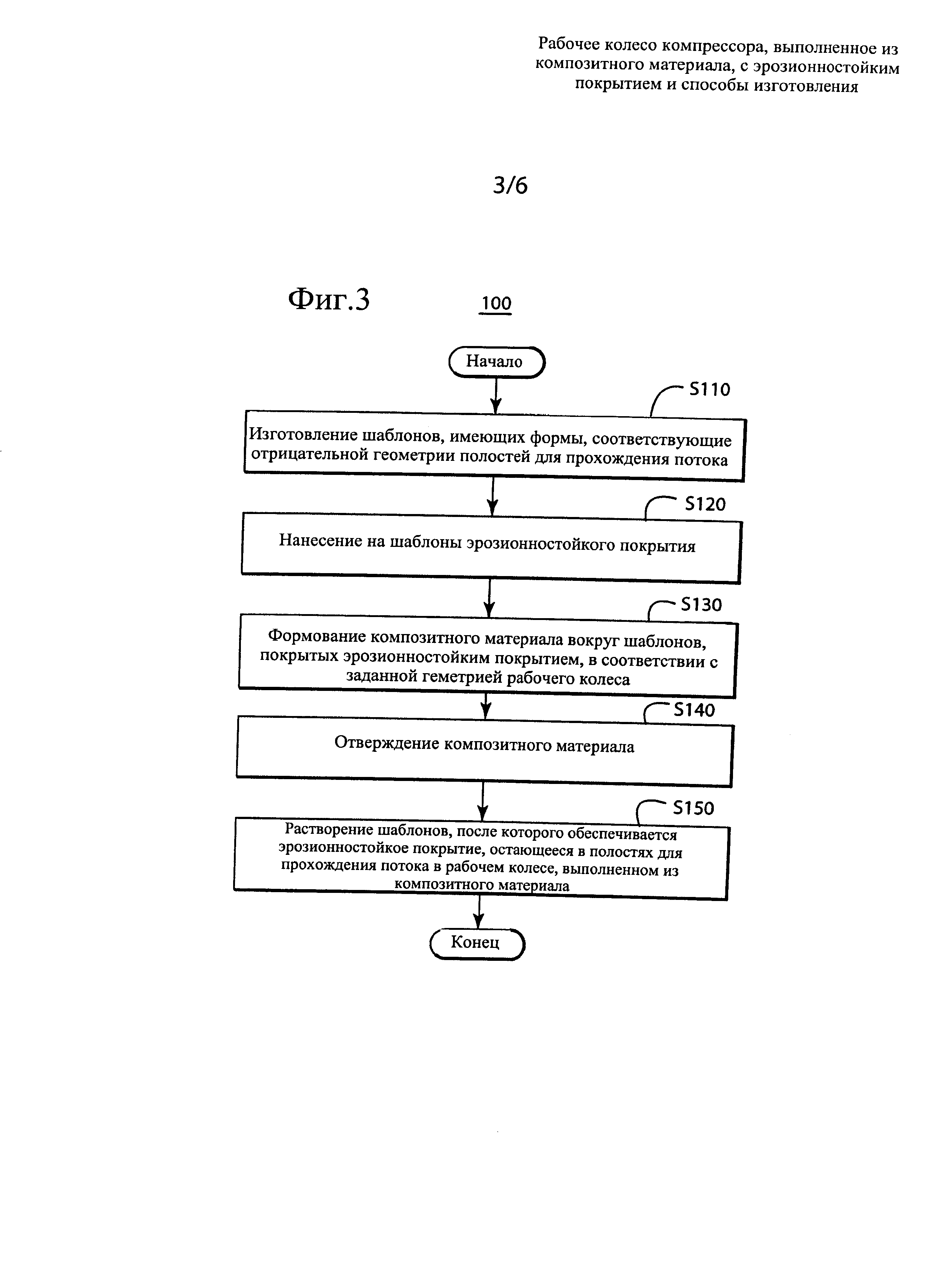
фиг.3 изображает блок-схему способа изготовления рабочих колес из композитного материала с полостями для прохождения потока, имеющими эрозионностойкое покрытие в соответствии с примерным вариантом выполнения;
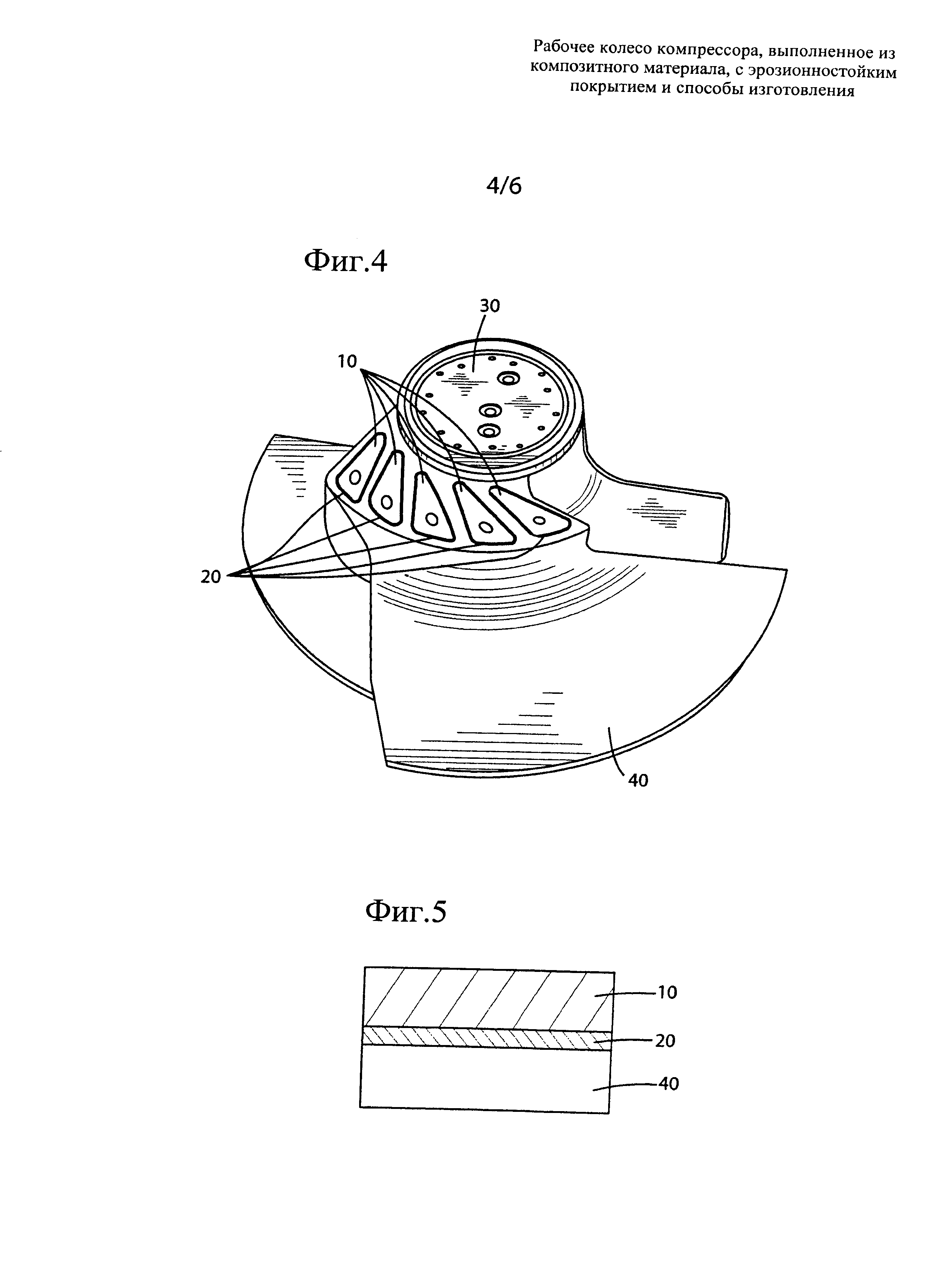
фиг.4 схематически иллюстрирует формование композитного материала вокруг покрытых эрозионностойким слоем литейных шаблонов, которые содержатся в различных примерных вариантах выполнения;
фиг.5 схематически изображает слои материала в соответствии с различными примерными вариантами выполнения, имеющиеся до растворения материала литейного шаблона;
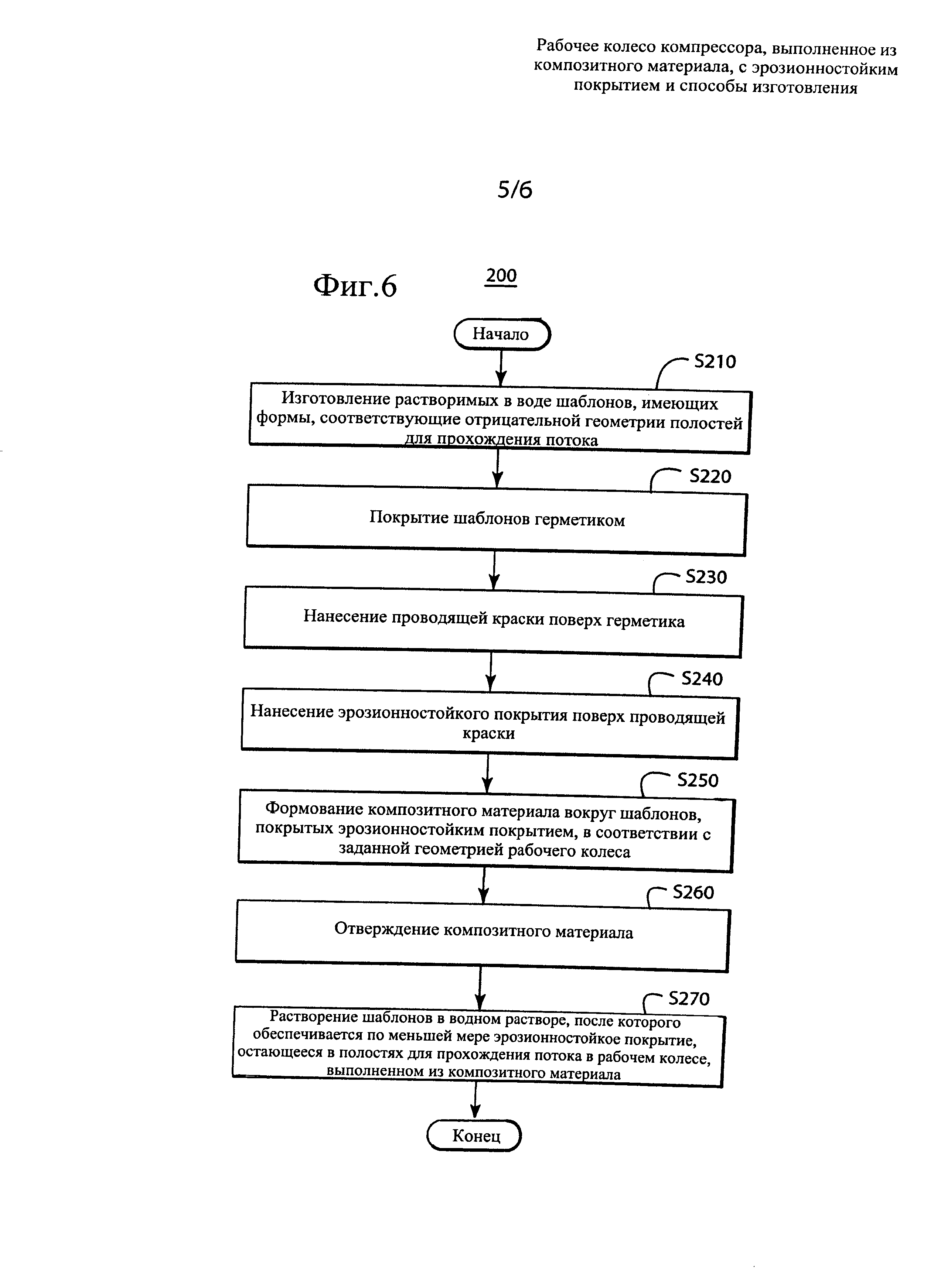
фиг.6 изображает блок-схему способа изготовления рабочих колес из композитного материала с полостями для прохождения потока, имеющими эрозионностойкое покрытие в соответствии с другим примерным вариантом выполнения; и
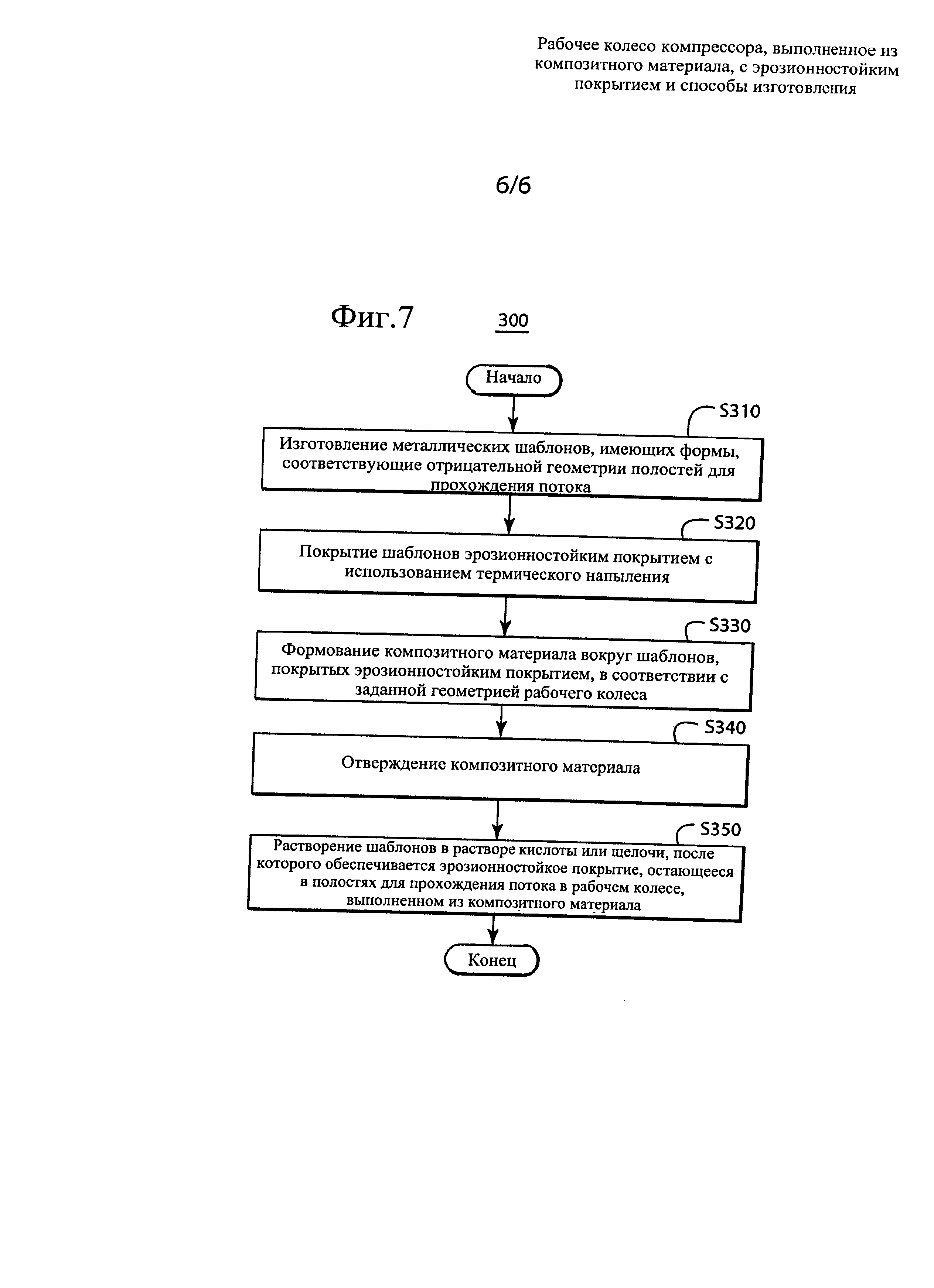
фиг.7 изображает блок-схему способа изготовления рабочих колес из композитного материала с полостями для прохождения потока, имеющими эрозионностойкое покрытие в соответствии с другим примерным вариантом выполнения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Последующее описание примерных вариантов выполнения приведено со ссылкой на сопроводительные чертежи. Одинаковыми номерами позиций на различных чертежах обозначены одинаковые или подобные элементы. Последующее подробное описание не ограничивает данное изобретение. Напротив, объем правовой охраны ограничен прилагаемой формулой изобретения. Обсуждение последующих вариантов выполнения для упрощения изложения выполнено с использованием терминологии и конструкции, которые относятся к рабочим колесам из композитного материала, используемым в нефтяной и газовой промышленности. Тем не менее, рассматриваемые ниже варианты выполнения не ограничиваются этими системами, поскольку они могут быть применены к другим системам, в которых рабочие колеса, выполненные из композитного материала, используются в потоке текучей среды, содержащем твердые частицы и капли жидкости.
Ссылка в данном описании на «один вариант выполнения» или «вариант выполнения» означает, что конкретный признак, конструкция или характеристика, описанные в отношении варианта выполнения, включены по меньшей мере в один вариант выполнения рассматриваемого изобретения. Таким образом, появление формулировки «в одном варианте выполнения» или «в варианте выполнения» в различных местах описания не обязательно относится к одному и тому же варианту выполнения. Кроме того, конкретные признаки, конструкции или характеристики могут быть объединены любым подходящим способом в одном или более вариантах выполнения.
Для изготовления рабочих колес из композитного материала, имеющих полости для прохождения потока, используют растворимые литейные шаблоны. Указанные литейные шаблоны 10 показаны на фиг.2. Каждый из шаблонов 10 имеет сложную объемную форму с геометрией, которая является дополнительной к геометрии полости для прохождения потока в изготовляемом рабочем колесе. Определение "дополнительная" означает, что шаблон имеет форму жидкости, заполняющей полость рабочего колеса, поэтому геометрию указанного шаблона можно определить как отрицательную геометрию.
Шаблоны 10 могут быть выполнены из растворимого в воде материала или из металла, который может быть растворен с использованием концентрированных растворов кислоты или щелочи. Примером растворимого в воде материала может быть растворимая в воде эпоксидная смола или материал, известный в настоящее время на рынке под торговым знаком AQUAPOUR™ (изготавливаемый компанией AeroConsults, Швейцария). К металлам, которые могут использоваться для изготовления шаблонов, относятся медь и малоуглеродистая сталь (т.е. сталь с содержанием углерода менее 15%), а также другие сплавы металлов.
На фиг.3 показана блок-схема способа 100 изготовления рабочего колеса из композитного материала, имеющего полости для прохождения потока, имеющие эрозионностойкое покрытие в соответствии с примерным вариантом выполнения. Способ 100 включает изготовление на этапе S110 литейных шаблонов (например, шаблона 10), которые имеют форму, соответствующую отрицательной геометрии полостей для прохождения потока, и покрытие шаблонов эрозионностойким слоем (например, на этапе S120). Способ 100 дополнительно включает на этапе S130 формование композитного материала вокруг шаблонов, покрытых эрозионностойким слоем, в соответствии с заданной геометрией рабочего колеса, и отверждение композитного материала на этапе S140. На фиг.4 проиллюстрирован способ формования композитного материала вокруг шаблонов, покрытых эрозионностойким слоем, в соответствии с заданной геометрией рабочего колеса, в котором шаблоны 10, уже покрытые эрозионностойким слоем 20, расположены вокруг центральной части 30 и окружены композитным материалом 40. Композитный материал может содержать смолу. В зависимости от его точного состава температура отверждения может быть выбрана в диапазоне от комнатной температуры до нескольких сотен градусов по Цельсию.
И наконец, на этапе S150 способ 100 включает растворение литейного шаблона (например, шаблона 10) таким образом, чтобы эрозионностойкое покрытие (например, покрытие 20) оставалось в полостях для прохождения потока в рабочем колесе из композитного материала (например, колесе 40), имеющем заданную геометрию рабочего колеса. До растворения шаблонов на границе между материалом шаблона 10 и композитным материалом 40 имеется эрозионностойкий слой 20, как проиллюстрировано на фиг.5. После растворения шаблона 10 композитный материал 40 и эрозионностойкий слой 20 остаются тесно связанными.
Способ нанесения на литейные шаблоны (например, шаблоны 10) эрозионностойкого слоя зависит от материала шаблона. Если шаблон выполнен из растворимого в воде материала, то можно использовать процесс механического нанесения покрытия. Если шаблон выполнен из металла, то можно использовать механическое нанесение покрытия, термическое напыление, процессы нанесения покрытий способом физического осаждения из паровой фазы (PVD), химического осаждения из паровой фазы (CVD) или холодное напыление.
Процесс механического нанесения покрытия на растворимый в воде шаблон включает (i) покрытие шаблона герметиком, (ii) нанесение проводящей краски поверх герметика, (iii) нанесение эрозионностойкого слоя на проводящий слой. Герметик может быть тонким слоем эпоксидной краски, нанесенным кистью. Проводящий слой может быть тонким слоем краски, содержащей серебро (Ag), и также может быть нанесен кистью.
Нанесение эрозионностойкого слоя может включать нанесение слоя на основе никеля (Ni), предназначенного для обеспечения основания для наращивания на нем эрозионностойкой структуры. Такое нанесение покрытия на базовом слое никеля может быть выполнено с использованием ударного никелирования по Вудсу. Толщина указанного слоя может быть меньше 1 мил (т.е. 1/1000 дюйма (0,025 мм)).
Затем можно наносить основную массу эрозионностойкого слоя с использованием никелирования методом химического восстановления (ENP). Никелирование методом химического восстановления выполняют с использованием химического раствора, содержащего ионы металла, но без приложения постоянного тока. Преимуществом нанесения покрытия по методу ENP является равномерность слоев, которые могут быть нанесены равномерно на объекты, имеющие сложные геометрические формы.
Эрозионностойкий слой, нанесенный с использованием метода ENP, может содержать алмазную крошку размером менее 2 мкм, доля которой составляет 35% по объему. После отверждения композитного материала растворимый в воде шаблон легко удаляется с использованием воды. Эрозионная стойкость рабочего колеса, содержащего эрозионностойкий слой, в пять раз превышает эрозионную стойкость колеса без такого слоя.
Процесс механического нанесения покрытия также может быть применен к шаблону, выполненному из металла. Однако на шаблон из металла эрозионностойкие слои могут быть нанесены также с использованием процесса термического напыления. Эрозионностойкие слои, выполненные термическим напылением, обеспечивают в десять раз лучшую стойкость, чем слои, выполненные механическим нанесением покрытия.
Эрозионностойкие слои, выполненные термическим напылением, могут быть как металлическими, так и металлокерамическими. Предпочтительными эрозионностойкими покрытиями, выполненными термическим напылением, являются металлокерамические покрытия, при этом они содержат как керамику, так и металлическую матрицу. Например, керамика представляет собой WC (карбид вольфрама), а металлическая матрица может быть сочетанием Co и Cr, Ni или сочетанием Ni и Cr. В частности, для керамики WC было протестировано сочетание 10Co4Cr, где коэффициенты 10 и 4 показывают процентное содержание металлов по объему. В другом примере керамикой является Cr2Co3, а металлической матрицей является NiCr. Толщина эрозионностойкого слоя, выполненного с использованием термического напыления, может превышать 10 мил (0,25 мм).
Рабочее колесо из композитного материала с полостями для прохождения потока, содержащими эрозионностойкое покрытие, в соответствии с другим примерным вариантом выполнения может быть изготовлено с использованием способа 200, показанного на фиг.6. Способ 200 включает изготовление на этапе S210 растворимых в воде шаблонов, имеющих формы, соответствующие отрицательной геометрии полостей для прохождения потока, покрытие шаблонов герметиком на этапе S220, нанесение поверх герметика проводящей краски на этапе S230, нанесение эрозионностойкого слоя поверх проводящей краски на этапе S240, формование на этапе S250 композитного материала вокруг шаблонов, покрытых герметиком, проводящей краской и эрозионностойким покрытием, в соответствии с заданной геометрией рабочего колеса, отверждение композитного материала на этапе S260 и растворение на этапе S270 шаблонов в водном растворе с обеспечением остающегося по меньшей мере эрозионностойкого покрытия на рабочем колесе, выполненном из композитного материала.
Рабочее колесо из композитного материала с полостями для прохождения потока, содержащими эрозионностойкое покрытие, в соответствии с другим примерным вариантом выполнения может быть изготовлено с использованием способа 300, показанного на фиг.7. Способ 300 включает изготовление на этапе S310 металлических шаблонов, имеющих формы, соответствующие отрицательной геометрии полостей для прохождения потока, покрытие шаблонов эрозионностойким слоем с использованием метода термического напыления на этапе S320, формование на этапе S330 композитного материала вокруг шаблонов, покрытых эрозионностойким слоем, в соответствии с заданной геометрией рабочего колеса, отверждение композитного материала на этапе S340 и растворение на этапе S350 шаблонов в растворе кислоты или щелочи с обеспечением остающегося на композитном материале эрозионностойкого покрытия.
Раскрытые примерные варианты выполнения обеспечивают способ изготовления рабочих колес, выполненных из композитных материалов, содержащих полости для прохождения потока, покрытые эрозионностойким слоем, причем указанное покрытие изначально наносят на шаблоны посредством механического нанесения покрытия или термического напыления. Следует понимать, что это описание не предполагает ограничения изобретения. Предполагается, что примерные варианты выполнения охватывают варианты, модификации и их эквиваленты, которые включены в сущность и объем правовой охраны данного изобретения, как определено в прилагаемой формуле изобретения. Кроме того, для всестороннего понимания заявленного изобретения в подробном описании примерных вариантов выполнения приведено описание многочисленных конкретных деталей. Однако специалисту в данной области техники следует понимать, что различные варианты выполнения могут быть реализованы на практике без использования подобных конкретных деталей.
Несмотря на то, что свойства и элементы представленных примерных вариантов выполнения описаны в конкретных сочетаниях, тем не менее, каждый признак или элемент может использоваться сам по себе без других признаков и элементов указанных вариантов выполнения или в различных сочетаниях с другими признаками и элементами, рассмотренными в данном документе, или без них.
В изложенном описании используются примеры раскрытого объекта изобретения, обеспечивающие возможность любому специалисту в данной области техники осуществить на практике данное изобретение, включая выполнение и использование любых устройств или установок, а также выполнение любых относящихся к этому способов. Объем правовой охраны данного изобретения ограничен формулой изобретения, при этом он может включать другие примеры, которые встретятся специалистам в данной области техники. Подразумевается, что подобные другие примеры подпадают под объем правовой охраны формулы изобретения.
Реферат
Изобретение относится к способу изготовления рабочего колеса из композитного материала и к рабочему колесу. Техническим результатом является повышение эрозионной стойкости колеса. Технический результат достигается способом изготовления рабочего колеса из композитного материала с полостями для прохождения потока, имеющими эрозионностойкое покрытие. Способ включает обеспечение шаблонов, имеющих форму, соответствующую отрицательной геометрии полостей для прохождения потока. Покрытие шаблонов эрозионностойким слоем. Формование композитного материала вокруг шаблонов, покрытых эрозионностойким слоем, в соответствии с заданной геометрией рабочего колеса. Отверждение композитного материала. И удаление шаблонов таким образом, что в полостях для прохождения потока в рабочем колесе из композитного материала остается эрозионностойкое покрытие. 3 н. и 17 з.п. ф-лы, 7 ил.
Комментарии