Способ регулирования расхода охлаждающего средства внутри активно охлаждаемых конструктивных элементов и конструктивный элемент - RU2593798C2
Код документа: RU2593798C2
Чертежи



Описание
Изобретение касается способа регулирования расхода охлаждающего средства внутри активно охлаждаемых конструктивных элементов и конструктивного элемента.
Конструктивные элементы, которые применяются при высоких температурах, такие как, например, лопатки турбины в газовых турбинах, подвергаются активному охлаждению, при котором внутрь вводится охлаждающее средство и по каналам для охлаждающего средства проходит через лопатку турбины и при необходимости выходит из отверстий для пленочного охлаждения.
При этом важно, чтобы лопатка турбины не охлаждалась слишком сильно, потому что при этом расход охлаждающего средства сильно повышается, что снизило бы коэффициент полезного действия турбины, потому что охлаждающий воздух чаще всего забирается от компрессора.
Поэтому важно регулировать расход охлаждающего средства посредством оптимального регулирования величины расхода.
Задача решается с помощью способа по п.1 и конструктивного элемента по п.11 формулы изобретения.
В зависимых пунктах перечислены другие предпочтительные меры, которые могут комбинироваться друг с другом произвольным образом с целью достижения других преимуществ.
Показано:
фиг.1, 2, 3: схематичные изображения изобретения;
фиг.4: лопатка турбины;
фиг.5: газовая турбина;
фиг.6: перечень суперсплавов.
Фигуры и описание представляют собой только примеры осуществления изобретения.
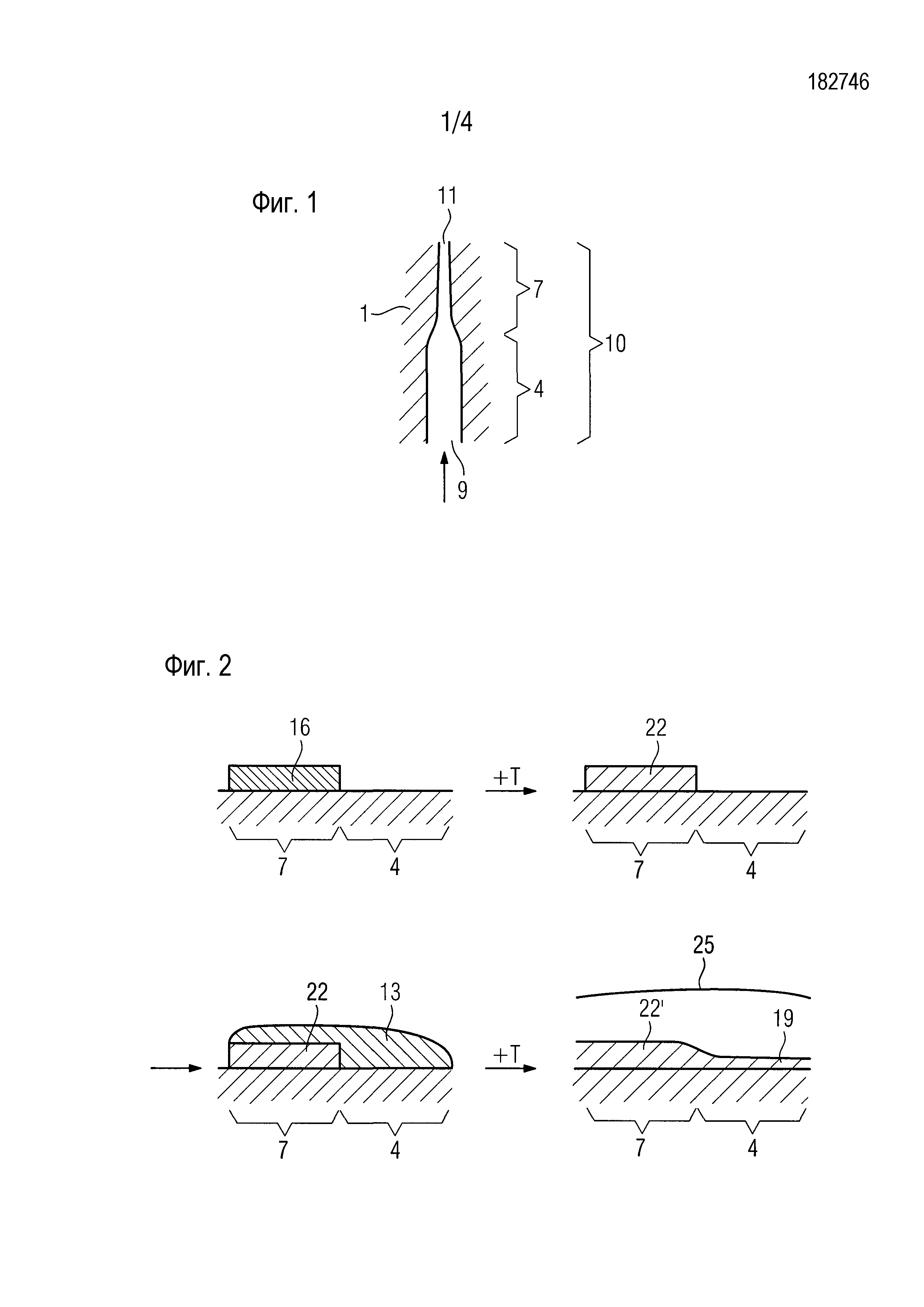
На фиг.1 схематично изображена по меньшей мере часть внутреннего канала 10 полого конструктивного элемента 1.
Канал 10 представляет собой, в частности, канал 10 охлаждения и разделен на различные области, здесь предпочтительно на две области 4 и 7, которые вначале на входе 9 имеют большее поперечное сечение, чем на выходе 11.
Соответственно имеются области 4, 7 с различными поперечными сечениями потока.
Области 4, 7 не обязательно должны находиться на входе 9 или на выходе 11.
Вход 9 находится предпочтительно у лопатки турбины в области ножки 400 (фиг.4), а выход 11 предпочтительно в области кромки 412 сбегания (фиг.4).
Конструктивный элемент 1, 120, 130 может быть снабжен несколькими каналами охлаждения или включать в себя более двух областей.
Изобретение предлагает снабдить различные области 4, 7 диффузионными покрытиями, которые приводят к утолщению и вместе с тем к сужению прохода канала 10 охлаждения в различных областях 4, 7.
Первый предназначенный для этого способ показан на фиг.2.
При этом в первом процессе нанесения диффузионного покрытия первым материалом 16 покрытия только в первой области 7 с меньшим поперечным сечением создается диффузионное покрытие 22, которое приводит к утолщению стенки (+T). Во втором шаге наносится другой материал 13 покрытия в первой 7 и второй 4 области, с целью создания диффузионного покрытия также в области 4, что приводит к образованию второго диффузионного покрытия 19 во второй области 4. В частности, в результате другого процесса нанесения покрытия благодаря другому материалу 16 покрытия в области 7 с меньшим поперечным сечением происходит большее утолщение стенки, чем в первом процессе нанесения диффузионного покрытия. Благодаря этому изменяется также и область 22 слоя, и образуется более толстая область 22' слоя.
Материал 16 может соответствовать материалу 13 второго процесса нанесения покрытия или отличаться от него.
Диффузионные покрытия 19 и 22' образуют предпочтительно одно сплошное диффузионное покрытие 25.
Предпочтительно для областей 4, 7 это процесс алюминизации, в котором для области 4 с большим поперечным сечением применяется предпочтительно NiAl для процесса нанесения диффузионного покрытия и/или для области 7 с меньшим поперечным сечением Ni2Al3 для нанесения диффузионного покрытия, при этом температура активации для Ni2Al3 ниже.
Оба процесса нанесения покрытия могут также применяться одновременно, как это изображено на фиг.3.
Материал 16 покрытия в области 7 имеет меньшее поперечное сечение.
Материал 13 покрытия в области 4 имеет большее поперечное сечение.
Предпочтительно материал 13 также находится поверх материала 16.
При этом предпочтительно сначала температура повышается до температуры, необходимой для первого процесса нанесения диффузионного покрытия, а затем непосредственно до температуры второго процесса нанесения диффузионного покрытия.
Диффузионные покрытия 19 и 22 образуют предпочтительно одно сплошное диффузионное покрытие 25.
Предпочтительно покрывается, в частности алитируется, вся внутренняя область лопатки 120, 130 турбины.
На фиг.5 показана в качестве примера газовая турбина 100 в частичном продольном сечении.
У газовой турбины 100 внутри имеется установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом, который также называется вращающейся частью турбины.
Вдоль ротора 103 последовательно расположены всасывающий корпус 104, компрессор 105, имеющая, например, форму тора топочная камера 110, в частности кольцевая топочная камера, снабженная несколькими расположенными коаксиально горелками 107, турбина 108 и корпус 109 газовыпускной системы.
Кольцевая топочная камера 110 сообщается, например, с кольцеобразным каналом 111 горячих газов. Там, например, четыре последовательно включенные ступени 112 турбины образуют турбину 108.
Каждая ступень 112 турбины образована, например, из двух колец лопаток. Если смотреть в направлении течения рабочей среды 113, в канале 111 горячих газов, за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
Направляющие лопатки 130 при этом закреплены на внутреннем корпусе 138 статора 143, в отличие от чего рабочие лопатки 120 ряда 125 установлены, например, посредством диска 133 турбины на роторе 103.
С ротором 103 соединен генератор или рабочая машина (не изображена).
Во время эксплуатации газовой турбины 100 воздух 135 всасывается компрессором 105 через всасывающий корпус 104 и сжимается. Получаемый на обращенном к турбине конце компрессора 105 сжатый воздух направляется к горелкам 107 и там смешивается с горючим средством. Эта смесь затем сжигается в топочной камере 110 с образованием рабочей среды 113. Оттуда рабочая среда 113 течет по каналу 111 горячих газов по направляющим лопаткам 130 и рабочим лопаткам 120. На рабочих лопатках 120 рабочая среда 113 расширяется с передачей импульса, так что рабочие лопатки 120 приводят в движение ротор 103, а ротор - соединенную с ним рабочую машину.
Находящиеся под воздействием горячей рабочей среды 113 конструктивные элементы во время эксплуатации газовой турбины 100 подвергаются воздействию термических нагрузок. Направляющие лопатки 130 и рабочие лопатки 120 первой, если смотреть в направлении течения рабочей среды 113, ступени 112 турбины наряду с футеровочными элементами теплозащитного экрана кольцевой топочной камеры 110, подвергаются термическим нагрузкам в наибольшей степени.
Чтобы выдерживать возникающие там температуры, они могут охлаждаться с помощью охлаждающего средства.
Субстраты конструктивных элементов могут также иметь направленную структуру, т.е. они являются монокристаллическими (SX-структура) или содержат только продольно направленные зерна (DS-структура).
В качестве материала для конструктивных элементов, в частности для лопаток 120, 130 турбины и конструктивных элементов топочной камеры 110, применяются, например, железные, никелевые суперсплавы или суперсплавы на основе кобальта.
Такие суперсплавы известны, например, из документов EP 1 204 776 B1, EP 1 306 454, EP 1 319 729 A1, WO 99/67435 или WO 00/44949.
У направляющей лопатки 130 имеется обращенная к внутреннему корпусу 138 турбины 108 ножка направляющей лопатки (здесь не изображена) и находящаяся напротив ножки направляющей лопатки головка направляющей лопатки. Головка направляющей лопатки обращена к ротору 103 и установлена на крепежном кольце 140 статора 143.
На фиг.4 показан вид в перспективе рабочей лопатки 120 или направляющей лопатки 130 гидравлической машины, которая распространяется по продольной оси 121.
Гидравлическая машина может представлять собой газовую турбину самолета или электростанции, предназначенной для выработки электроэнергии, паровую турбину или компрессор.
У лопатки 120, 130 по продольной оси 121 имеется, последовательно, область 400 крепления, примыкающая к ней платформа 403 лопатки, а также рабочая часть 406 лопатки и вершина 415 лопатки.
Если лопатка 130 представляет собой направляющую лопатку 130, она может быть снабжена на своей вершине 415 лопатки другой платформой (не изображена).
В области 400 крепления выполнена ножка 183 лопатки, которая служит для крепления рабочих лопаток 120, 130 к валу или диску (не изображено).
Ножка 183 лопатки выполнена, например, в T-образной форме. Возможны другие варианты осуществления в виде елки или ласточкина хвоста.
У лопатки 120, 130 имеется кромка 409 набегания и кромка 412 сбегания для среды, которая протекает по рабочей части 406 лопатки.
У традиционных лопаток 120, 130 во всех областях 400, 403, 406 лопаток 120, 130 применяются, например, цельные металлические материалы, в частности суперсплавы.
Такие суперсплавы известны, например, из документов EP 1 204 776 B1, EP 1 306 454, EP 1 319 729 A1, WO 99/67435 или WO 00/44949.
При этом лопатка 120, 130 может быть изготовлена методом литья, в частности посредством направленной кристаллизации, методом ковки, методом фрезерования или их комбинаций.
Заготовки с монокристаллической структурой или структурами применяются в качестве конструктивных элементов машин, которые при эксплуатации подвержены высоким механическим, термическим и/или химическим нагрузкам.
Изготовление такого рода монокристаллических заготовок осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о способах литья, при которых жидкий металлический сплав кристаллизуется с получением монокристаллической структуры, т.е. монокристаллической заготовки, или направленно. При этом дендритные кристаллы ориентируются вдоль теплового потока и образуют либо стебельчатую кристаллическую зернистую структуру (колоннообразно, т.е. зерна, которые проходят по всей длине заготовки и здесь, выражаясь общепринятым языком, называются направленно кристаллизованными) или монокристаллическую структуру, т.е. вся заготовка состоит из одного единственного кристалла. В этом способе необходимо избегать перехода к глобулярной (поликристаллической) кристаллизации, так как при ненаправленном росте обязательно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно кристаллизованного или монокристаллического конструктивного элемента.
Если речь идет о направленно кристаллизованных структурах в общем, то под ними подразумеваются как монокристаллы, которые не имеют границ зерен или, в крайнем случае, имеют границы зерен с малыми углами, так и стебельчатые кристаллические структуры, у которых, может быть, имеются проходящие в продольном направлении границы зерен, но нет поперечных границ зерен. В случае этих названных во вторую очередь кристаллических структур также говорят о направленно кристаллизованных структурах (directionally solidified structures).
Такие способы известны из документов US-PS 6,024,792 и EP 0 892 090 A1.
Лопатки 120, 130 могут быть также снабжены покрытиями от коррозии или окисления, например (MCrAlX; M представляет собой по меньшей мере один элемент из группы железо (Fe), кобальт (Co), никель (Ni), X является активным элементом и обозначает иттрий (Y) или кремний и/или по меньшей мере один элемент из редких земель или, соответственно, гафний (Hf)). Такие сплавы известны из документов EP 0 486 489 B1, EP 0 786 017 B1, EP 0 412 397 B1 или EP 0 306 454 A1.
Плотность предпочтительно составляет около 95% теоретической плотности.
Из слоя MCrAlX (как промежуточного слоя или крайнего наружного слоя) образуется защитный слой окиси алюминия (TGO = thermal grown oxide layer).
Предпочтительно состав слоя представляет собой Co-30Ni-28Cr-8Al-0,6Y-0,7Si или Co-28Ni-24Cr-10Al-0,6Y. Наряду с этими защитными покрытиями на основе кобальта применяются также предпочтительно защитные покрытия на основе никеля, такие как Ni-10Cr-12Al-0,6Y-3Re или Ni-12Co-21Cr-11Al-0,4Y-2Re, или Ni-25Co-17Cr-10Al-0,4Y-1,5Re.
На MCrAlX может также находиться теплоизоляционный слой, который предпочтительно является крайним наружным слоем, и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью, окисью иттрия и/или окисью кальция и/или окисью магния.
Теплоизоляционный слой покрывает весь слой MCrAlX. С помощью надлежащих способов нанесения покрытия, таких как, например, электронно-лучевое нанесение покрытий методом осаждения из паровой фазы (EB-PVD), получаются зерна стебельчатой формы в теплоизоляционном слое.
Возможны другие способы нанесения покрытий, например атмосферное плазменное напыление (APS), LPPS, VPS или CVD. Для улучшения стойкости к тепловому удару теплоизоляционный слой может содержать пористые, имеющие микро- или макротрещины зерна. То есть теплоизоляционный слой предпочтительно является более пористым, чем слой MCrAlX.
Лопатка 120, 130 может быть выполнена полой или цельной. При необходимости охлаждения лопаток 120, 130 она является полой и при необходимости снабжена отверстиями 418 для пленочного охлаждения (обозначены штриховой линией).
Реферат
Изобретение относится к способу алитирования внутренней поверхности канала (10) полого конструктивного элемента (1, 120, 130) гидравлической машины и к полому конструктивному элементу (1, 120, 130) гидравлической машины. Осуществляют нанесение покрытия диффузионным алитированием по меньшей мере на внутреннюю поверхность одного канала (10) конструктивного элемента (1, 120, 130), при этом канал (10) содержит области (4, 7) с различными поперечными сечениями. Осуществляют первое нанесение диффузионного покрытия алитированием в области (7) с меньшим поперечным сечением, обеспечивающее большее увеличение толщины стенки канала, и второе нанесения диффузионного покрытия алитированием в области (4) с большим поперечным сечением, обеспечивающее меньшее утолщение стенки канала по сравнению с упомянутым первым нанесением покрытия. В качестве источника алюминия при упомянутом первом алитировании используют NiAl(16), а при втором - NiAl (13). Обеспечивается регулирование расхода охлаждающего средства внутри активно охлаждаемых конструктивных элементов. 2 н. и 7 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ защиты алитированием содержащих каналы и полости металлических деталей турбомашин
Комментарии