Способ и аппарат для ультразвуковой дробеструйной обработки деталей на колесе - RU2205737C2
Код документа: RU2205737C2
Чертежи


Описание
Изобретение касается способа дробеструйной обработки, называемой "ультразвуковой", в котором используют факел микрошариков внутри камеры, и, в частности, способа дробеструйной обработки деталей на колесе, таких как перья лопаток на роторе газотурбинного двигателя. Изобретение касается также дробометного аппарата, применяемого для реализации настоящего способа.
Под термином "колесо" понимают предмет, имеющий основную форму, образованную вращением вокруг геометрической оси, при этом данный предмет выполнен с возможностью вращения вокруг этой оси. Для повышения усталостной прочности механических деталей из уровня техники известен способ дробеструйной обработки их поверхности при помощи струи микрошариков. Такая технология весьма распространена в авиационной промышленности. Попадая на поверхность детали под незначительным относительно перпендикуляра к этой поверхности углом падения и с достаточной кинетической энергией, микрошарики создают постоянную компрессию поверхности на незначительной глубине. Эта компрессия противостоит появлению и распространению трещин на поверхности детали, что позволяет повысить ее усталостную прочность. Обычно этот угол падения должен быть меньше 30o, чтобы удары могли передавать достаточную энергию от шарика на обрабатываемую поверхность. Положение детали при дробеструйной обработке должно приближаться к оптимальному, что способствует приданию данной детали максимальной прочности. Недостаточная дробеструйная обработка не придает детали предусмотренной прочности, однако максимума прочности можно еще достичь путем дополнительной дробеструйной обработки. С другой стороны, чрезмерная дробеструйная обработка приводит к поверхностному износу детали и понижению ее прочности. Такой износ не подлежит восстановлению, и деталь выбраковывают.
Обычно
дробеструйную обработку осуществляют при помощи
сопел, в которые одновременно подают сжатый воздух и микрошарики. Такой способ дробеструйной обработки имеет два недостатка:
- параметры
дробеструйной обработки отличаются неустойчивостью, и
дробометный аппарат необходимо часто контролировать и регулировать, если хотят добиться близкой к оптимальной дробеструйной обработки;
- способ необходимо осуществлять внутри камеры
достаточно больших размеров, чтобы иметь возможность манипулировать деталями и дробеструйными соплами.
В авиационной промышленности известен способ дробеструйной обработки боковин лопаток турбинных роторов летательных аппаратов. Когда лопатки изготавливают отдельно от колеса, каждая из них содержит тонкое перо и ножку, предназначенную для закрепления лопатки. Для дробеструйной обработки тонкого пера лопатку удерживают за ножку, и дробеструйную обработку осуществляют при помощи двух сопел, направленных друг против друга по обе стороны пера, при этом первое сопло производит дробеструйную обработку одной боковины пера, а второе сопло - дробеструйную обработку его другой боковины, причем оба сопла должны перемещаться вдоль боковин пера по возможности максимально синхронно, чтобы достичь симметричной прогрессии дробеструйной обработки. Если такой симметрии не достигают, то под боковиной, подвергаемой обработке в большей степени, возникают пики напряжения, которые снижают износоустойчивость лопатки и приводят к ее деформации. Добиться такой симметрии и сохранять ее достаточно сложно из-за разброса и отклонения параметров дробеструйной обработки, присущих данному способу. Становится понятным, что близкая к оптимальной дробеструйная обработка является длительной и дорогостоящей операцией, так как ее необходимо осуществлять для каждой лопатки отдельно и с большой точностью.
Пытались также осуществлять дробеструйную обработку перьев лопаток роторов напрямую и таким же образом, при этом роторы выполнены в виде единого блока "колесо + лопатки", и перья лопаток образуют на роторе выступы. Дробеструйной обработке должны подвергаться боковины перьев, а также поверхность ротора, называемая "межперьевой", то есть расположенная между двумя рядом стоящими перьями и, возможно, вокруг указанных перьев. Лопатки могут монтироваться на роторе или перья могут быть интегрированы в ротор путем выполнения заодно с ним из того же материала.
Дробеструйную обработку выполняют для каждой лопатки отдельно следующим образом:
- синхронно обрабатывают
микрошариками обе боковины каждой лопатки при помощи двух
сопел с отклоненной струей, проникающей в межперьевые пространства, то есть в пространства, расположенные между двумя рядом стоящими перьями,
при этом каждое сопло содержит рефлектор для отклонения
потока микрошариков на 90o, придающий ему направление, перпендикулярное к боковинам перьев;
- после этого при помощи
прямоструйного сопла микрошариками обрабатывают межперьевое
пространство ротора.
Недостаток способа состоит в том, что при дробеструйной обработке боковин перьев и межперьевого пространства неизбежно возникают участки перекрывания в переходной зоне между указанными боковинами и межперьевым пространством. Понятно, что по сути эта переходная зона подвергается дробеструйной обработке дважды.
Основным недостатком способа является то, что его невозможно применять, когда межперьевое пространство является слишком узким и в него невозможно вводить сопла, что часто происходит в случае лопаточных рабочих колес, производимых в настоящее время. Специалисты пока не знают способа дробеструйной обработки боковин перьев и межперьевого пространства, когда лопатки не являются съемными.
Из международной публикации WO 95/17994, США является указанной страной, известен ультразвуковой дробометный аппарат, в котором применяют титановый барабан, дно которого подвергают вибрации при помощи звуковода, соединенного с магнитострикционным вибратором. Обрабатываемые микрошариками детали подвешивают к крышке, закрепляемой на отверстии барабана. Барабан подвергают вибрации, и он образует вместе с крышкой камеру, внутри которой создают микрошариковый факел. Такой дробометный аппарат не позволяет обрабатывать тонкие детали, такие как перья турбинных лопаток, так как микрошариковый факел не является однородным, в частности, по причине того, что распределение вибрационной энергии является очень сложным, и при нем образуются узлы и пучности. Кроме того, для дробеструйной обработки полностью укомплектованного ротора требуется барабан больших размеров, который является дорогостоящим и требует мощного виброгенератора.
Из патента
FR 2689431 известен также способ дробеструйной обработки зубьев
шестерни, при этом шестерню приводят во вращение перед звуководом, а звуковод окружен экраном из стержней, удерживаемых при помощи
пружин, при этом стержни входят в контакт с зубьями и с шестерней и
образуют вокруг звуковода непроницаемую камеру, деформируемые бока которой повторяют профиль зубьев и шестерни. Такой способ не
может быть применен для лопаточного колеса, так как:
- обработка боковин перьев будет слишком асимметричной;
- стержни не могут автоматически повторять профиль боковин перьев,
которые расположены слишком близко друг от друга и от радиального
положения.
Кроме того, очень трудно обеспечить оптимальную обработку, так как необходимо устанавливать высокую точность для обработки всей периферии колеса, не подвергая при этом дополнительной обработке часть колеса, которая первой прошла обработку.
Первой задачей является выполнение дробеструйной обработки, когда боковины перьев лопаточного колеса расположены слишком близко друг от друга, что мешает вводить дробометные сопла.
Вторая задача состоит в обработке боковин перьев и межперьевого пространства, не обрабатывая при этом дважды переходные зоны между перьями и межперьевыми пространствами.
Третья задача состоит в увеличении скорости дробеструйной обработки перьев межперьевого пространства лопаточного колеса.
Четвертой задачей является улучшение симметрии дробеструйной обработки на противоположных боковинах перьев.
Предметом настоящего изобретения является способ ультразвуковой
дробеструйной обработки деталей на колесе, которое содержит кольцевую поверхность вращения с центром на
геометрической оси вращения колеса, при этом детали расположены на кольцевой поверхности на
линии по геометрическому кругу с центром на геометрической оси вращения и образуют таким образом
геометрическую поверхность вращения, называемую оболочкой, когда колесо вращается вокруг своей
геометрической оси вращения, дробеструйную обработку осуществляют путем погружения деталей в
микрошариковый факел внутри активной камеры, микрошариковый факел активируется вибрирующей поверхностью
внутри активной камеры, при этом колесо приводится во вращение вокруг своей геометрической оси
во время дробеструйной обработки. Такой способ отличается тем, что:
а) колесо помещают
одновременно в отверстиях по меньшей мере трех камер, каждое отверстие ограничено с одной и с другой
стороны двумя боковыми краями деталей, боковые края расположены напротив кольцевой поверхности с
ограниченным зазором Е1, при этом отверстия также ограничены двумя расположенным друг против друга
профильными краями, которые расположены также напротив по меньшей мере поверхности оболочки с
ограниченным зазором Е2, камеры являются попарно смежными, каждая посредством одного профильного края,
причем по меньшей мере одна камера является активной, и по меньшей мере две камеры являются
пассивными, то есть не содержат вибрирующей поверхности, при этом каждая активная камера расположена между
двумя другими камерами;
б) во время дробеструйной обработки микрошарики подают в
активные камеры и извлекают их из пассивных камер.
Понятно, что детали могут быть съемными и могут быть интегрированы в колесо путем их выполнения в едином блоке из материала колеса. В любом случае детали последовательно проходят внутри каждой камеры при вращении колеса, что позволяет производить дробеструйную обработку всех деталей. Понятно также, что активная камера не сообщается с внешним пространством непосредственно через свой профильный край, а всегда через по меньшей мере одну пассивную камеру, так как только пассивная камера может сообщаться через свой профильный край с внешним пространством. Понятно, что боковые края и профильные края взаимодействуют друг с другом, обеспечивая непроницаемость камер для микрошариков по отношению к колесу и деталям, при этом указанная непроницаемость является бесконтактной. Действительно, боковые края закрывают камеры по кольцевой поверхности колеса, вследствие чего кольцевая поверхность проходит вдоль боковых краев с зазором Е1, а детали проходят вследствие этого между боковыми краями, когда колесо вращается вокруг своей геометрической оси вращения. Точно также профильные края закрывают камеры по поверхности оболочки, при этом детали проходят поперечно перед профильными краями с ограниченным зазором Е2. Такая непроницаемость достаточна, чтобы микрошариковый факел оставался сконцентрированным в ограниченном объеме для того, чтобы приводящая его в движение энергия не могла чрезмерно рассеиваться.
Понятно, что микрошарики постепенно покидают активную камеру при прохождении через межперьевое пространство, то есть между двумя деталями, когда межперьевые пространства проходят перед профильным краем. Поскольку активная камера является смежной через каждый из своих профильных краев с другой камерой, то микрошарики попадают в смежные камеры. При этом можно рассматривать два случая. Если данная смежная камера является пассивной, то проникающие в нее микрошарики перестают получать энергию от вибрирующей поверхности и быстро оседают на дне пассивной камеры вследствие затухания полученной ими энергии. Если данная смежная камера является активной, то микрошарики опять проходят через межперьевые пространства к обеим смежным камерам до того момента, пока они не попадут в пассивную камеру, в которой они теряют свою энергию и оседают на дно. Отсюда понятно, что поток микрошариков образуется во время дробеструйной обработки в направлении от активных камер к пассивным камерам, при этом данный поток в основном проходит через межперьевые пространства, причем накапливающиеся в пассивных камерах микрошарики извлекаются и в предпочтительном варианте опять подаются в активные камеры, обеспечивая их питание.
Было замечено, что микрошариковый факел очень хорошо проникает в узкие пространства между перьями до межперьевого пространства колеса, что позволяет полностью обработать боковины перьев и решить первую задачу. Межперьевые пространства обрабатываются одновременно с боковинами перьев. Вследствие этого переходные зоны между боковинами перьев и межперьевые пространства подвергаются дробеструйной обработке только один раз, что является решением второй задачи.
Обычно продолжительность дробеструйной обработки в камере набора из 75 перьев достигает 24 ч, учитывая необходимость многочисленных промежуточных манипуляций между каждым пером. При применении настоящего способа эта продолжительность сокращается до 90 мин, благодаря отмене этих промежуточных операций, что позволяет решить третью задачу.
Практически величина зазора Е1 между боковыми краями и кольцевой поверхностью меньше диаметра микрошариков, что полностью препятствует проникновению микрошариков через этот зазор Е1 и позволяет избежать применения дополнительных средств для извлечения микрошариков, проникших через этот зазор El.
В предпочтительном варианте зазор Е2 между краями формы и поверхностью оболочки по меньшей мере равен двойному диаметру микрошариков. Это позволяет сократить количество микрошариков, проходящих из одной камеры в другую. Можно также придать этому зазору Е2 величину, меньшую диаметра микрошариков, что полностью исключает возможность их прохождения через этот зазор Е2 из одной камеры в другую, однако очевидно, что этот уменьшенный зазор Е2 не влияет на микрошарики, попадающие из одной камеры в другую через межперьевые пространства.
В предпочтительном варианте круговая ширина L1 камер, взятая между краями формы, по меньшей мере равна тройному круговому расстоянию L2 между двумя соседними деталями, при этом L1 и L2 образуют длины дуги на геометрическом круге, образованном деталями. Иначе говоря, одна камера может одновременно принимать до четырех деталей. В случае активных камер такое расположение позволяет удерживать в этой активной камере массу микрошарикового факела, превышающую массу, способную проникать через межперьевое пространство при его прохождении перед профильным краем, что является фактором, регулирующим эту массу. В случае пассивных камер такое расположение увеличивает камеру, способствует затуханию энергии микрошариков и позволяет тем самым сократить пропорцию шариков, способных покидать камеру. Тем не менее полученный эффект можно увеличить путем увеличения отношения L1/L2, например, до величины, по меньшей мере равной от пяти до десяти.
Предпочтительно, во время дробеструйной обработки колесо делает по меньшей мере N=5 оборотов. При таком расположении каждая деталь при каждом обороте проходит только 1/N часть необходимой полной дробеструйной обработки, что позволяет достичь равномерной и близкой к оптимальной дробеструйной обработки деталей. На самом деле понятно, что в нормальном режиме детали проходят через активную камеру N раз, но некоторые из них пройдут N+1 или N-1 раз в зависимости от того, как колесо пройдет последний круг, однако это разница 1/N становится ничтожной при большом N.
Такое расположение является предпочтительным в случае тонких деталей, таких как перья турбинных лопаток. Действительно, когда перо проникает в вибрационную камеру, его боковина, повернутая в направлении вращения колеса, становится напротив вибрирующей поверхности и вследствие этого будет обрабатываться преимущественно противоположная боковина, и все происходит наоборот в момент, когда это же перо выходит из активной камеры. Таким образом, прогрессия дробеструйной обработки на противоположных боковинах пера является асимметричной во время прохождения пера в вибрационной камере, и эта асимметрия компенсируется, когда перо выходит из вибрационной камеры, при этом данная асимметрия делится на N и вследствие этого может стать ничтожной, что является решением четвертой проблемы.
В предпочтительном варианте активные камеры и вибрирующие поверхности симметричны по отношению к вертикальной геометрической плоскости Р, заключающей в себе геометрическую ось вращения. При таком расположении находящийся в активных камерах микрошариковый факел симметричен по отношению к этой плоскости Р, поэтому задние и передние боковины перьев проходят в микрошариковом факеле через эквивалентные циклы дробеструйной обработки, что улучшает общую симметрию дробеструйной обработки боковин перьев.
Настоящей патентной заявкой предложен
также дробометный аппарат, необходимый для реализации заявленного
способа, при этом аппарат содержит шпиндель, выполненный с возможностью удержания и приведения во вращение предмета, такого как колесо,
вокруг геометрической оси вращения, при этом аппарат содержит
активную камеру, нижняя часть которой выполнена вокруг вибрирующей поверхности, способной удерживать микрошариковый факел в указанной
камере, а остальные камеры являются пассивными. Данный аппарат
отличается тем, что он содержит:
а) по меньшей мере три камеры, каждая из которых содержит отверстие, повернутое к
геометрической оси вращения, каждое отверстие ограничено краем, причем
каждый край содержит две круговые противоположные части или боковые края, боковые края образуют дугу круга с центром на
геометрической оси вращения, и каждый край содержит также две профильные части,
противоположные профильному краю, при этом профильные части идентичны и расположены по геометрическому кругу с центром
на геометрической оси вращения, камеры являются попарно смежными через
профильный край, при этом каждая активная камера расположена между двумя другими камерами;
б) средства подачи
микрошариков в активные камеры, а также средства удаления микрошариков из
пассивных камер.
В предпочтительном варианте средства подачи микрошариков в активные камеры и средства удаления микрошариков из пассивных камер представляют собой тальвеги, содержащие высокие точки и низкие точки, при этом низкие точки находятся в активных камерах и доходят до вибрирующих поверхностей, а высокие точки находятся в пассивных камерах. Понятно, что по тальвегам под воздействием силы тяжести проходят микрошарики, падающие на дно пассивных камер, и попадают на вибрирующие поверхности в активных камерах. Эти тальвеги пересекают боковые стенки камер и проходят через каналы.
В предпочтительном варианте камеры являются съемными. Такие камеры имеют простую конструкцию и выполнены, например, из плексигласовых листов, при этом такая конструкция позволяет легко приспособить дробометный аппарат к обработке колес и деталей самых различных форм и диаметров.
Настоящее изобретение и его преимущества будут более понятны при рассмотрении подробного примера выполнения и прилагаемых чертежей.
Фиг.1 - фронтальный вид дробометного аппарата в соответствии с настоящим изобретением, применяемого для дробеструйной обработки лопаточного турбинного ротора, при этом указанный ротор является двухступенчатым. Для того, чтобы яснее выделить составляющие части соответственно ротора и дробометного аппарата, на фигуре показана только половина ротора.
Фиг.2 - вид сбоку в разрезе дробометного аппарата и ротора.
Фиг.3 - увеличенный вид спереди дробометного аппарата и ротора, при этом на фигуре показано расположение боковых сторон лопаток по отношению к микрошариковому факелу внутри активной камеры. Для большей ясности межперьевые пространства показаны расширенными.
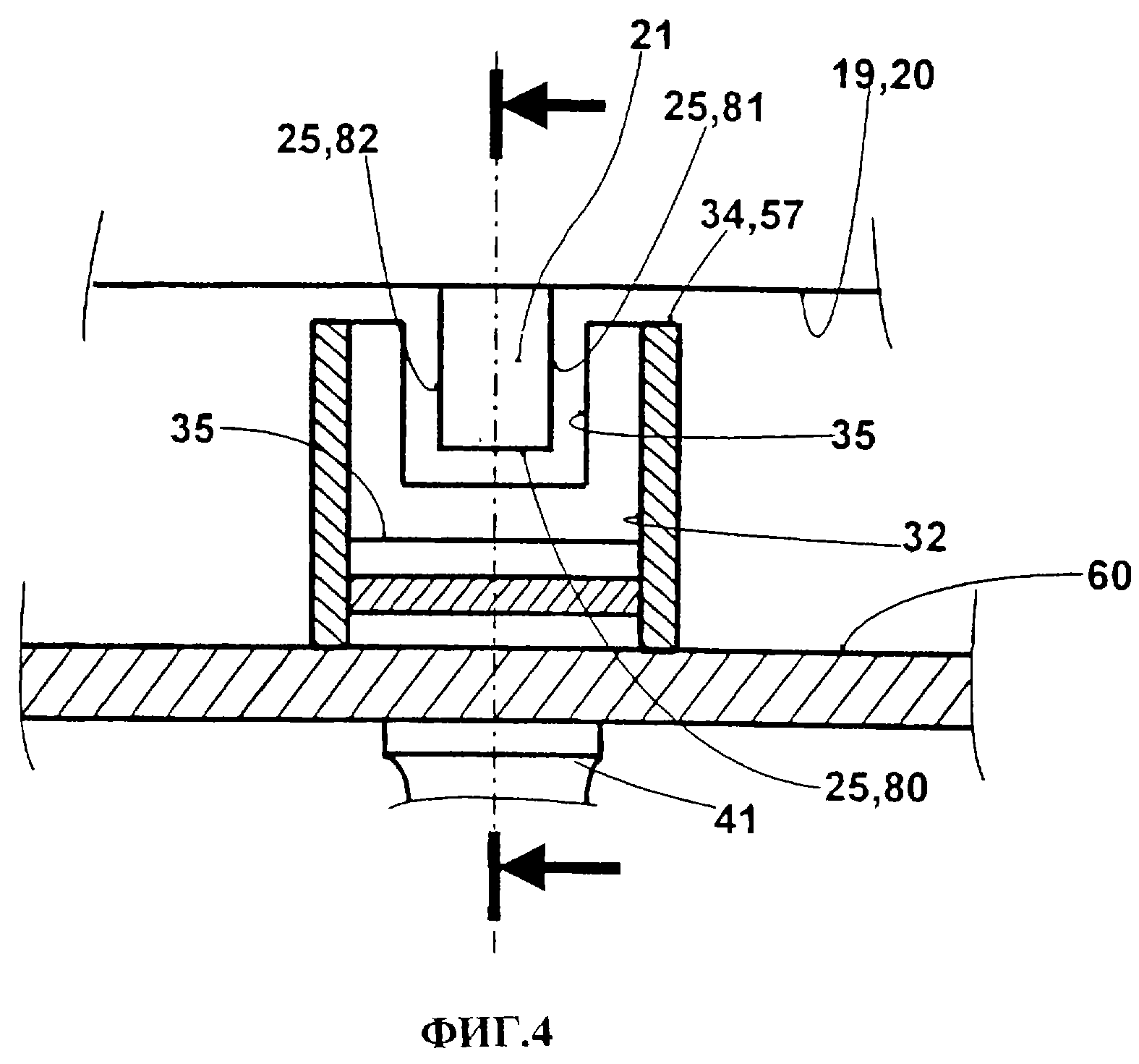
Фиг. 4 - увеличенный вид сбоку активной камеры, при этом на фигуре показано, как перья проходят в вырезах перед профильными краями.
Рассмотрим одновременно фиг.1 и 2. Ультразвуковой дробометный аппарат 10 содержит станину 11, в которой установлен шпиндель 15, вращающийся вокруг геометрической оси 16, при этом на одном конце шпинделя 15 установлен патрон 17, позволяющий полностью закреплять весь ротор 18. Шпиндель 15 приводится в движение при помощи не показанного на фигуре двигателя. Ротор 18 имеет основную форму вращения с центром на геометрической оси 16. Ротор 18 содержит круговое колесо 19, периферия которого образована кольцевой поверхностью 20, на которой расположено множество перьев 21 по круговой линии на геометрическом круге с центром на геометрической оси вращения 16 таким образом, что перья 21 проходят поочередно через одно и то же положение под действием вращения колеса. В данном примере ротор 18 содержит две ступени лопаток 21. Нижеследующее описание одинаково относится к каждой из этих ступеней. В этом же примере перья 21 расположены радиально в виде выступов на кольцевой поверхности 20 и отделены друг от друга равномерными пространствами. Цифрой 23 обозначена межперьевая поверхность, образованная участком кольцевой поверхности 20 между перьями 21. Цифрой 24 обозначено межперьевое пространство, то есть пространство между перьями 21. При вращении колеса 19 перья 21 образуют геометрическую поверхность оболочки 25, имеющую форму вращения вокруг геометрической оси 16.
Дробометный аппарат 10 в данном примере содержит пять камер 30. Каждая камера 30 содержит днище 31, образующее ее самую низкую часть, боковые стенки 32 и отверстия 33, направленные вверх и, в случае необходимости, в сторону. Каждое отверстие 33 ограничено двумя боковыми краями, обозначенными 34 на фиг. 3 и имеющими зазор Е1 с кольцевой поверхностью 20, при этом боковые края 34 образуют дуги круга с центром на геометрической оси 16. На фиг.2 показано, что перья 21 проходят между боковыми краями 34 при вращении колеса 19 вокруг геометрической оси 16. Каждое отверстие 33 ограничено также двумя профильными краями 35, повторяющими форму перьев 21, при этом перья 21 проходят перед профильными краями 35 с ограниченным зазором Е2 при вращении колеса 19.
Камеры 30 образуют конвейер и обозначены последовательно 30а, 30b, 30с, 30d и 30е, при этом камеры 30 являются попарно смежными через профильные края 35. Таким образом, каждая из камер 30а и 30е на концах конвейера имеет соответственно профильный край 35а и 35е, граничащие с внешним пространством, а все остальные профильные края 35 граничат со смежной камерой. Понятно, что, когда колесо 10 вращается в направлении вращения 46, каждое перо приходит извне и входит в конвейер камер 30 через профильный край 35а, пересекает последовательно камеры 30а, 30b, 30с, 30d, 30е, проходя через боковые края 34 и профильные края 35, выходя после этого наружу через профильный край 35е.
Назначение и функции различных камер 30 не являются идентичными. Камера 30с в середине конвейера является активной, и ее горизонтальное днище 31с окружает вибрирующую поверхность 40 на конце звуковода 41, закрепленного на станине при помощи соответствующей опоры 42 и получающего энергию вибрации от виброгенератора 43 кварцевого типа. Звуковод 41 передает эту энергию вибрации на вибрирующую поверхность 40 с пониженным импедансом, при этом вибрирующая поверхность 40 передает эту энергию вибрации микрошарикам, находящимся на поверхности 40 или падающим на нее, при этом микрошарики разлетаются по всем направлениям к боковым стенкам 32, кольцевой поверхности 20 и перьям 21, находящимся в отверстии 33с активной камеры 30с, и заполняют таким образом объем активной камеры 30с в виде микрошарикового факела 45. Активная камера 30с окружена с каждой стороны двумя пассивными камерами, то есть соответственно 30b и 30а с одной стороны и 30d и 30е с другой стороны.
Понятно, что боковые края 34 и профильные края 35 обеспечивают непроницаемость камер 35 по отношению к колесу 19 и перьям 21, при этом эта непроницаемость является более или менее полной. Придавая зазору Е1 величину, меньшую диаметра применяемых микрошариков, тем самым полностью препятствуют выходу микрошариков из камер путем прохождения между боковыми краями 34 и кольцевой поверхностью 30. Сокращая зазор Е2 между профильными краями 35 и перьями 21, понижают расход микрошариков, проходящих от активной камеры 30с к пассивным смежным камерам 30b и 30d, однако остается расход микрошариков, проходящих через межперьевые пространства 21, когда межперьевые пространства 21 проходят перед профильным краем 35. Однако микрошарики, попадающие в пассивные камеры 30b и 30d больше не получают энергии от вибрирующей поверхности и быстро теряют кинетическую энергию, полученную ими при ударах о боковые стенки 32 и днище 33 пассивных камер 30b и 30d, а также о перья 21 и кольцевую поверхность 20 в пассивных камерах 30b, 30d, при этом микрошарики падают под силой тяжести на днище 31 пассивных камер 30b, 30d. Незначительное количество микрошариков доходит все же до днища 31 пассивных камер 30а, 30е на конце конвейера. Однако их кинетическая энергия стала очень слабой и полностью затухает после вышеописанных движений, и ни один микрошарик уже не может вылететь наружу. Поэтому оператор загружает определенное количество микрошариков в активную камеру 30с перед началом дробеструйной обработки колеса, и это количество достаточно для выполнения всего цикла дробеструйной обработки, во время которого оператору не нужно добавлять микрошарики. В данном примере колесо 19 с перьями 21 имеет диаметр 900 мм, и пассивные камеры поднимаются с каждой стороны на высоту, равную половине этого диаметра.
Находящиеся в пассивных камерах 30а, 30b, 30d и 30е микрошарики при затухании их кинетической энергии падают на днище 31 камер. Данные днища 31 наклонены и образуют тальвеги 50 с каждой стороны активной камеры 30с, при этом тальвеги 50 позволяют микрошарикам опускаться под силой тяжести до днища 31с активной камеры 31 и попадать на вибрирующую поверхность 40, где они получают новое количество энергии и пополняют микрошариковый факел 45 внутри активной камеры 30с. Тальвеги 50 пересекают боковые стенки 32 через каналы 51 и пропускают микрошарики, проходящие от пассивных камер 30а, 30b, 30d, 30е к активной камере 30с через боковые стенки 32.
В этом примере камеры 30 являются съемными и представляют собой бак 55, содержащий две продольные плоские вертикальные стенки 56, параллельные между собой и перпендикулярные геометрической оси вращения 16, при этом каждая из продольных стенок 56 содержит ребро 57 в виде полукруга с центром на геометрической оси вращения 16, при этом ребра приходят в положение против кольцевой поверхности 20 колеса 19 по обе стороны перьев 21, продольные стенки 56 соединены поперечными стенками 58, закрывая таким образом по бокам бак 55. Поперечные стенки 58 направлены к днищу бака 55 и образуют днище 59, наклоненное к середине. Бак 55 установлен на площадке 60, закрепленной на станине 11, при этом площадка окружает вибрирующую поверхность 40 на верхнем конце звуковода 41. Понятно, что бак 55 в сочетании с площадкой 60 на вибрирующей поверхности 40 открыт сверху и непроницаем сбоку и снизу по меньшей мере для микрошариков. Бак 55 разделен на пять камер 30 поперечными перегородками 61, практически радиальными по отношению к геометрической оси вращения 16, при этом поперечные перегородки 61 содержат не показанные на фигуре вырезы, в которые с зазором Е2 входят перья 21 при вращении колеса. Понятно, что такой бак 55 может быть легко выполнен путем нарезания его элементов из пластины, например, из плексигласа, при этом элементы соединяют вместе, например, при помощи винтов. Понятно, что оба ребра 57 образуют боковые края 34 камер 30 и что края вырезов в поперечных перегородках 61 образуют профильные края 35. Понятно также, что камера 30, выполненная в баке 55 над вибрирующей поверхностью 40 представляет собой активную камеру 30с, а другие камеры 30, выполненные в баке 55, являются пассивными камерами 30а, 30b, 30d, 30е.
Теперь рассмотрим одновременно фиг.3 и 4. Для большей ясности зазоры Е1 и Е2 показаны в увеличенном виде так же, как и межперьевые пространства. Цифрами 65 и 66 обозначены противоположные боковины пера 20, при этом боковина 65, называемая передней, условно повернута в направлении вращения 46, а противоположная боковина, называемая задней, повернута в обратную сторону. Рассмотрим путь пера 21 и его боковин 65, 66, пересекающих активную камеру 30с, при этом обозначения пера 21 и его боковин 65, 66 дополнены индексами а, b, с, соответствующими положению входа, среднему положению и положению выхода. Под действием вращения колеса 19 в направлении вращения 46 перо 21а, движущееся от пассивной камеры 30b, проникает в активную камеру 30с, проходя через вырез 62 поперечной перегородки 61 с зазором Е2 по отношению к профильному краю 35, ограничивающему вырез 62. Передняя боковина 65а пера 21а оказывается повернутой к вибрирующей поверхности 40 на верхнем конце звуковода 41, при этом боковина 65а направлена к микрошариковому факелу и вследствие этого подвергается дробеструйной обработке. В отличие от нее задняя боковина 66а лишь в незначительной степени повернута к микрошариковому факелу и будет к нему поворачиваться все больше по мере входа пера 21а в среднее положение. В среднем положении перо, обозначенное теперь 21b, полностью погружено в микрошариковый факел таким образом, что обе его боковины, обозначенные в данном случае 65b, 66b, в одинаковой степени подвергаются дробеструйной обработке. При выходе перо, обозначенное 65с, поворачивает свою заднюю боковину 65с к микрошариковому факелу, в то время как его передняя боковина 65с уже практически повернута в сторону от факела, и дробеструйную обработку проходит только задняя боковина 66с. Понятно, что симметрия активной камеры 30с и вибрирующей поверхности 40 по отношению к вертикальной геометрической плоскости Р, заключающей геометрическую ось вращения 16, приводит к симметрии микрошарикового факела внутри активной камеры 30с по отношению к той же плоскости Р. Вследствие этого противоположные боковины 65, 66 пера 21 будут проходить в таком микрошариковом факеле в активной камере 30с симметричные пути и подвергаться при каждом проходе эквивалентной дробеструйной обработке, разница в обработке, возникающая между противоположными боковинами 65, 66 при пересечении активной камеры 30с, носит временный характер, так как она компенсируется в момент выхода пера 21 из активной камеры 30с. Понятно также, что дробеструйная обработка, осуществляемая за N оборотов вместо одного приводит к делению на N этой временной разницы. Например, если дробеструйная обработка осуществляется за N=20 оборотов, то эта временная разница будет равна всего лишь 5% полной дробеструйной обработки. Заявитель считает, что N=5 оборотов является приемлемым минимумом для дробеструйной обработки очень тонких перьев 21, применяемых в газотурбинных двигателях. Возможно значительно увеличивать число N при условии, что в результате этого тангенциальная скорость перьев 21 остается ничтожной по сравнению со средней скоростью микрошариков в факеле. В противном случае возникает асимметрия, при которой передняя боковина 65 подвергается более интенсивной обработке, чем задняя боковина 66. В данном примере ширина L камеры равна четырем расстояниям L2 между двумя соседними деталями, вследствие чего в данной камере могут одновременно находиться до пяти деталей.
Часть 70 микрошариков, находящихся в камере, проходит через межперьевые пространства 24 в смежных пассивных камерах 30b и 30d. Эти микрошарики быстро теряют свою энергию и падают на днище 31, образуя нисходящий поток 71, опускающийся под силой тяжести по тальвегу 50 и возвращающийся таким образом в активную камеру 30с, проходя через поперечные перегородки 61 по пространствам или каналам 51, выполненным между поперечными перегородками 61 и днищами 31.
Вершины 80 перьев под воздействием дробеструйной обработки подвергаются расплющиванию и в результате принимают форму, слегка приближающуюся к форме головки молотка. Поэтому перья выполняют с высотой, превышающей окончательную высоту, и после дробеструйной обработки вершины 80 обрабатывают, например, путем шлифования, чтобы придать перьям окончательную высоту и снять деформацию в виде головки молотка.
В предпочтительном варианте в активную камеру 30 помещают формы, обозначенные 83 на фиг.1, при этом формы 83 располагают по обе стороны перьев 21, и перья 21 пересекают активную камеру 30с между формами 83 с тем же зазором Е2. Такое расположение препятствует ударам микрошариков по очень тонким передним кромкам 81 и задним кромкам 82 перьев 21 и защищает передние кромки 81 и задние кромки 82 от расплющивания.
Реферат
Изобретение может быть использовано для обработки лопаток ротора газотурбинного двигателя. Изобретение заключается в том, что периферию колеса помещают одновременно перед отверстиями по меньшей мере трех камер. Одна из камер является активной, а по меньшей мере две других - пассивными. Колесо приводят во вращение тем, что микрошарики, которыми производят обработку, удаляют из пассивных камер и подают в активную. Изобретение позволяет повысить качество обрабатываемой поверхности. 2 с. и 9 з.п. ф-лы, 4 ил.

Комментарии