Устройство для нанесения покрытия лопатки - RU2659258C1
Код документа: RU2659258C1
Чертежи




Описание
Область техники, к которой относится изобретение
[0001] Варианты осуществления, описанные в данном документе, относятся к устройству для нанесения покрытия лопаток, подходящему для нанесения противоэрозионного покрытия, например, на лопатки статора и лопасти ротора турбовентиляторного двигателя.
Уровень техники
[0002] Турбовентиляторный двигатель традиционно включает в себя лопасти ротора, приспособленные привносить воздух в тело двигателя, и направляющие лопатки, которые являются лопатками статора, приспособленными выпрямлять поток воздуха, привносимого посредством лопастей ротора.
[0003] Чтобы удовлетворять потребности в увеличенной степени двухконтурности, предназначенной, чтобы улучшать топливную экономичность современных турбовентиляторных двигателей, диаметр вентилятора имеет тенденцию становиться больше, и, следовательно, крайне необходимо уменьшать вес турбовентиляторных двигателей.
[0004] Например, существуют попытки уменьшать вес самих направляющих лопаток, которые являются лопатками статора, приспособленными выпрямлять поток воздуха, посредством использования композитных лопаток, выполненных из композитного материала из термоотверждающейся смолы, такой как эпоксидная смола, и армирующих волокон, таких как углеродные волокна, или лопаток из легкого металла, выполненных из легкого металла, такого как алюминий.
Направляющие лопатки, выполненные из композитного материала или относительно мягкого металла, такого как алюминий, являются плохими по эрозионной стойкости и ударостойкости. Таким образом, чтобы избегать износа, металлический кожух из твердого материала приклеивается с помощью клея к участкам передней кромки (передним кромкам и их окрестностям), особенно подверженным износу вследствие лобовых столкновений с частицами, такими как песок или каменная крошка (см., например, патентный документ 1).
[0005] Для направляющих лопаток, выполненных из такого композитного материала или легкого металла, поверхности лопаток (поверхности лопаток, исключающие металлический кожух, приклеенный к участкам передней кромки) тел лопаток, ударяемые наискось частицами, такими как песок или каменная крошка, под малыми углами скольжения, покрываются, например, мягкой полиуретановой краской, которая имеет отличное эрозионную устойчивость к столкновениям частиц под малым углом скольжения, и является более легкой, чем металл.
Документы связанного уровня техники
Патентный документ
[0006] Патентный документ 1: Выложенная японская патентная заявка №2001-041002
Сущность изобретения
Задачи, которые должны быть решены изобретением
[0007] Когда противоэрозионное покрытие наносится на поверхности лопаток тел лопаток направляющих лопаток, описанных выше, участков боковых кромок металлического кожуха покрываются маскирующими лентами. Однако, если маскирующие ленты используются таким образом, противоэрозионная краска наносится слоями более толсто в направлении толщины лопатки, чем в участках боковой кромки металлического кожуха, и когда маскирующие ленты убираются, перепад высот остается между участками боковой кромки металлического кожуха и слоем краски.
Перепад высот может вызывать потерю давления, которая неблагоприятно влияет на аэродинамическую характеристику лопаток, делая необходимой работу по корректированию. Таким образом, традиционной проблемой, которая должна быть решена, заключается в том, как не допускать перепад высот.
[0008] Целью настоящего изобретения является предоставление устройства для нанесения покрытия лопатки, которое, при нанесении противоэрозионного покрытия, может предотвращать формирование перепада высот, который будет неблагоприятно влиять на аэродинамическую характеристику лопатки, в пограничном участке между участком боковой кромки металлического кожуха и слоем краски, сформированным на поверхности лопатки поблизости от участка боковой кромки.
Средство решения задач
[0009] Для того, чтобы достигать вышеописанной цели, первый аспект настоящего изобретения направлен на предоставление устройства для нанесения покрытия для лопатки, которая включает в себя тело лопатки, выполненный из композитного материала из термоотверждаемой смолы или термопластичной смолы и армирующих волокон или выполненный из легкого металла, такого как алюминий, и металлический кожух для покрытия участка передней кромки тела лопатки, устройство для нанесения покрытия включает в себя: зажимное приспособление, которое поддерживает лопатку; сопло, которое распыляет краску на поверхность лопатки тела лопатки за исключением металлического кожуха лопатки, поддерживаемого посредством зажимного приспособления; робота, который перемещает сопло; и блок управления, который управляет операций распыления краски из сопла и роботом, при этом зажимное приспособление включает в себя подвижное накрывающее тело, который накрывает металлический кожух, отделимым образом перекрывая металлический кожух, и накрывает пограничный участок между участком боковой кромки металлического кожуха и поверхностью лопатки тела лопатки, и блок привода накрывающего тела, который перемещает подвижное накрывающее тело между состоянием, в котором подвижное накрывающее тело накрывает металлический кожух и пограничный участок, и состоянием, в котором подвижное накрывающее тело отделяется от металлического кожуха, все еще накрывая металлический кожух и пограничный участок, и блок управления выполняет управление, чтобы выполнять переход от режима нанесения покрытия посредством плакирования, в котором краска распыляется на всю поверхность лопатки тела лопатки посредством задействования сопла и робота с металлическим кожухом и пограничным участком, накрываемыми подвижным накрывающим телом, к режиму нанесения финишного покрытия, в котором краска распыляется поверх подвижного накрывающего тела по меньшей мере на пограничный участок из участка боковой кромки металлического кожуха и пограничного участка посредством задействования сопла и робота с подвижным накрывающим телом, отделенным от металлического кожуха посредством блока привода накрывающего тела.
Полезные результаты изобретения
[0010] Согласно настоящему изобретению, когда наносится противоэрозионное покрытие, устройство для нанесения покрытия лопатки обеспечивает превосходный результат, при этом может предотвращать формирование перепада высот, который будет неблагоприятно влиять на аэродинамическую характеристику лопатки, в пограничном участке между участком боковой кромки металлического кожуха и слоем краски, сформированным на поверхности лопатки поблизости от участка боковой кромки.
Краткое описание чертежей
[0011] Фиг. 1 - это пояснительный укрупненный вид в разрезе участка передней кромки направляющей лопатки, на которую противоэрозионное покрытие наносится посредством устройства для нанесения покрытия лопатки согласно варианту осуществления настоящего изобретения.
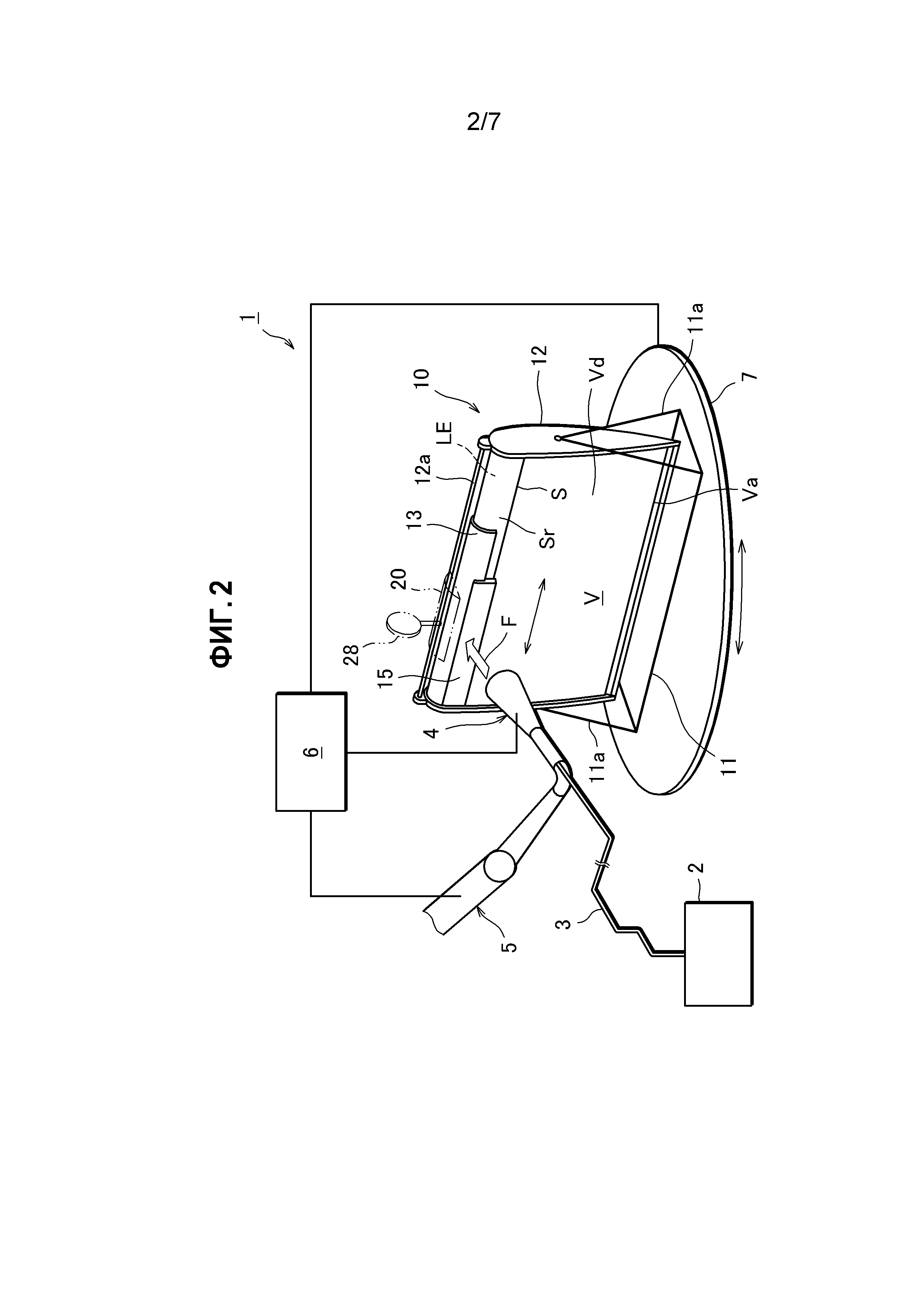
Фиг. 2 - это пояснительный схематичный чертеж конфигурации устройства для нанесения покрытия лопатки согласно варианту осуществления настоящего изобретения.
Фиг. 3 - это пояснительный частичный вид в разрезе, показывающий блок привода накрывающего тела в режиме нанесения покрытия посредством плакирования, устройства для нанесения покрытия на фиг. 2.
Фиг. 4A - это пояснительный укрупненный вид в разрезе круглого участка на фиг. 3, показывающий, как металлический кожух накрывается подвижным накрывающим телом.
Фиг. 4B - это пояснительный укрупненный вид в разрезе круглого участка на фиг. 3, показывающий, как слой краски формируется, после того как нанесение покрытия выполнено в режиме нанесения покрытия посредством плакирования.
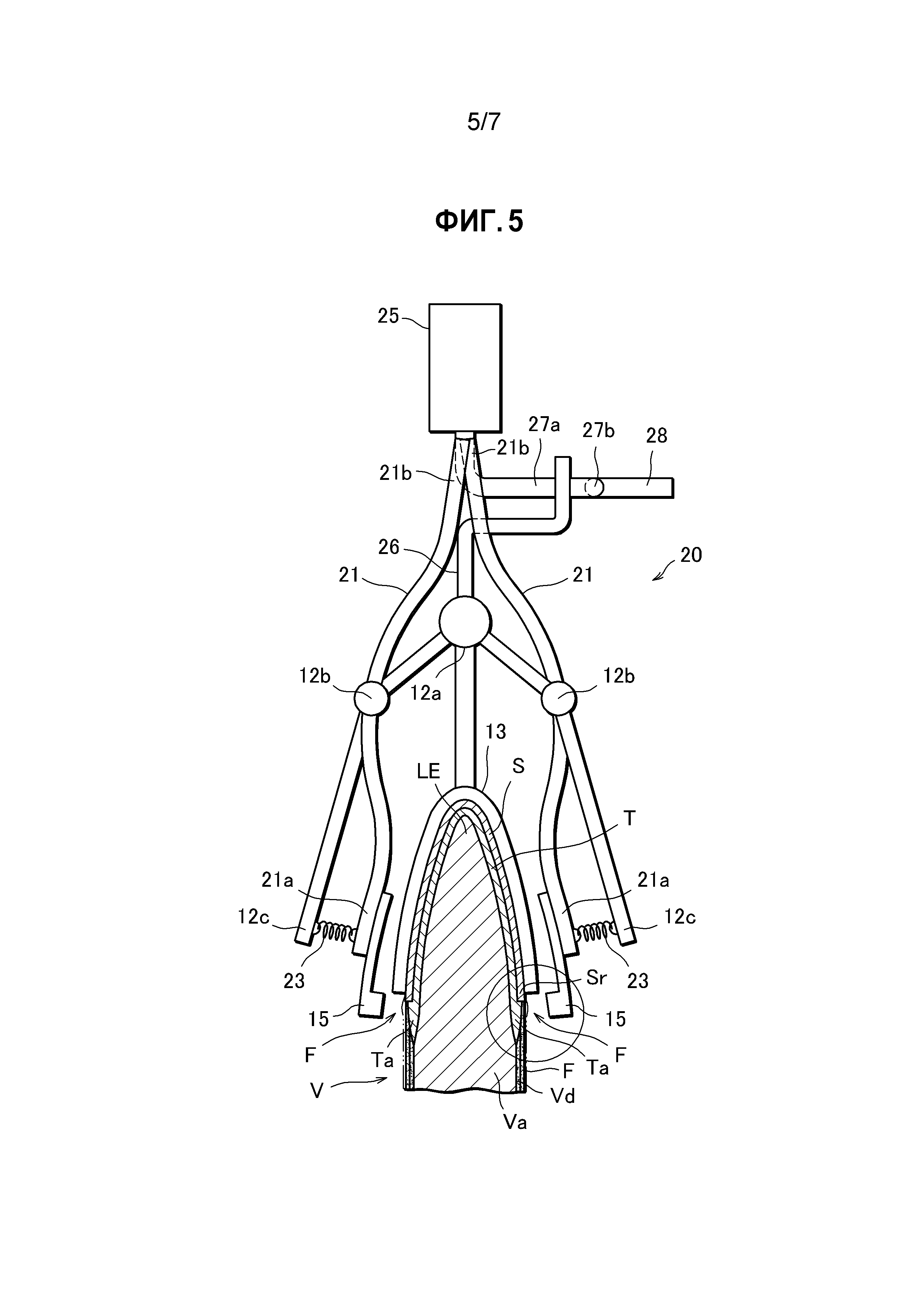
Фиг. 5 - это пояснительный частичный вид в разрезе, показывающий блок привода накрывающего тела в режиме финишного покрытия устройства для нанесения покрытия на фиг. 2.
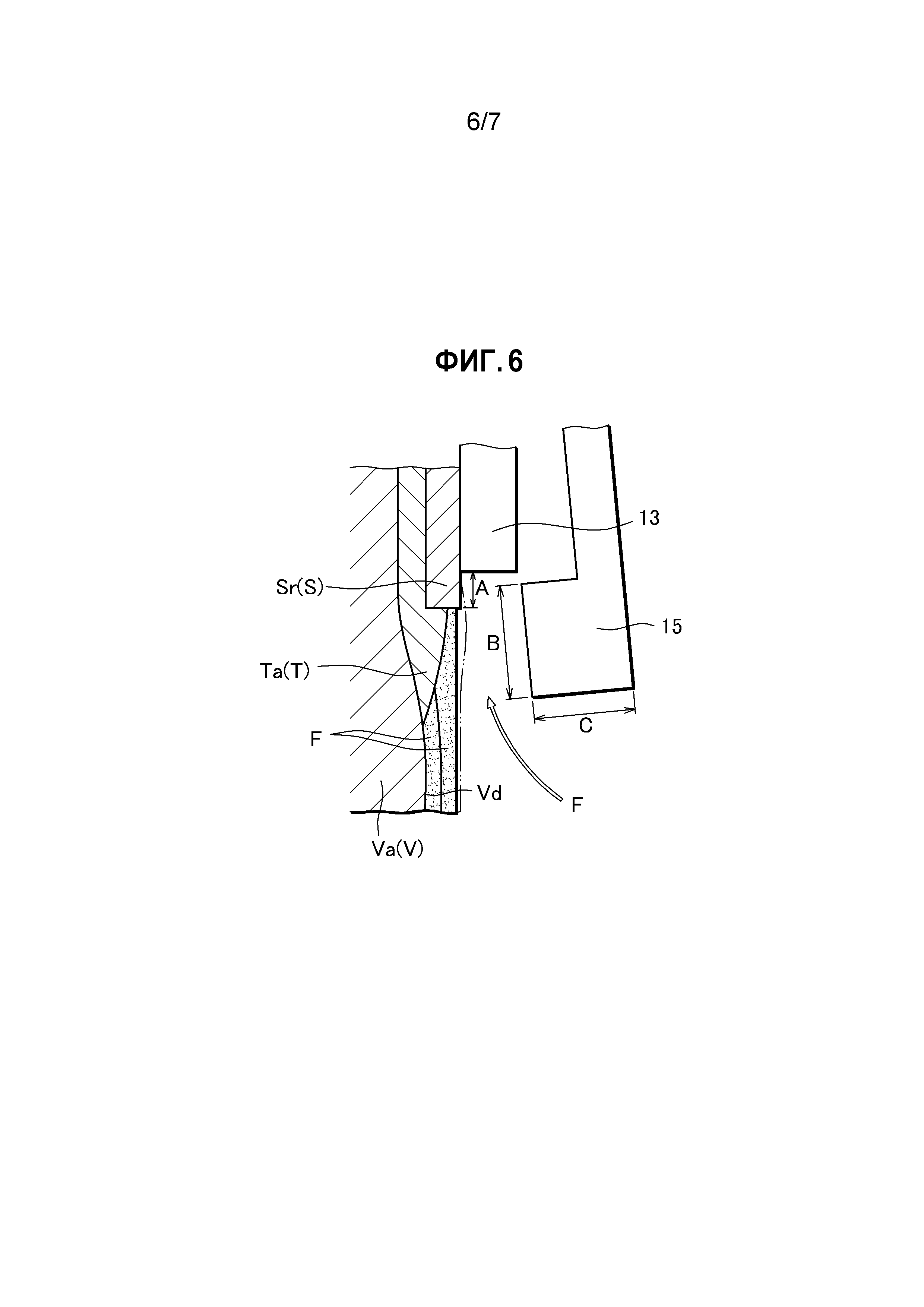
Фиг. 6 - это пояснительный укрупненный вид в разрезе круглого участка на фиг. 5, показывающий, как нанесение покрытия выполняется в режиме нанесения финишного покрытия, после того как накрытое состояние, в котором металлический кожух накрывается подвижным накрывающим телом, снимается.
Фиг. 7 - это пояснительный частичный вид спереди блока привода накрывающего тела устройства для нанесения покрытия на фиг. 2, показывающий перемещения блокирующего механизма и разблокирующего механизма, когда режим переключается с режима нанесения покрытия посредством плакирования, на фиг. 3 на режим нанесения финишного покрытия на фиг. 5.
Оптимальный режим осуществления изобретения
[0012] Настоящее изобретение будет описано ниже со ссылкой на сопровождающие чертежи.
Фиг. 1-7 показывают вариант осуществления устройства для нанесения покрытия лопатки согласно настоящему изобретению. В этом варианте осуществления лопатки являются направляющими лопатками, выполненными из композитного материала из термоотверждаемой смолы или термопластичной смолы и армирующих волокон.
[0013] Как показано на фиг. 1, направляющая лопатка V является композитной лопаткой, используемой в качестве статорной лопатки турбовентиляторного двигателя. Участок LE передней кромки тела Va лопатки, ударяемый фронтально частицами, такими как песок или каменная крошка, накрывается металлическим кожухом S из твердого материала, устойчивого к эрозии. Металлический кожух S выполняется, например, из сплава титана около 0,2 мм толщиной и прикрепляется к телу Va лопатки с помощью клея T.
Между тем, поверхность Vd лопатки (участок поверхности лопатки за исключением металлического кожуха S, приклеенного к участку LE передней кромки) тела Va лопатки, ударяемый наискось частицами, такими как песок или каменная крошка, под малыми углами скольжения, покрывается краской F (указанной штрих-двухпунктирной линией), такой как полиуретановая краска или эпоксидная краска, которая имеет отличную эрозионную стойкость против столкновений частиц под малыми углами скольжения и является более легкой чем металл.
[0014] При нанесении покрытия поверхности Vd лопатки тела Va лопатки, если краска F просто распыляется на всю поверхность Vd лопатки тела Va лопатки и раскрытых клеевых участков Ta (участков, в которых клей T раскрывается между участком Sr боковой кромки металлического кожуха S и поверхностью Vd лопатки (пограничные участки)), посредством накрывания участка Sr боковой кромки металлического кожуха S, например, с помощью маскирующих лент M, как указано линией с чередующимися длинными и короткими штрихами, когда маскирующие ленты M убираются, перепад D высот, который может вызывать потерю давления, будет оставаться между участком Sr боковой кромки металлического кожуха S и слоем краски F.
[0015] Устройство 1 для нанесения покрытия, выполняющее противоэрозионное покрытие, с тем, чтобы препятствовать перепаду D высот, включает в себя, как показано на фиг. 2, зажимное приспособление 10, приспособленное поддерживать направляющую лопатку V; сопло 4, приспособленное распылять краску F на поверхность Vd лопатки тела Va лопатки за исключением металлического кожуха S направляющей лопатки V, поддерживаемой посредством зажимного приспособления 10, краска F подается из источника 2 подачи краски через шланг 3; робота 5, приспособленного перемещать сопло 4, с тем, чтобы распылять краску F на всю поверхность Vd лопатки тела Va лопатки; и блок 6 управления, приспособленный управлять операцией распыления краски F посредством сопла 4 и робота 5.
[0016] Зажимное приспособление 10 устанавливается на поворотный стол 7 и оснащается стойкой 11, имеющей пару ножек 11a, 11a и раму 12, приспособленную поддерживать направляющую лопатку V, окружая направляющую лопатку V между ножек 11a, 11a стойки 11.
[0017] Кроме того, как также показано на фиг. 3, зажимное приспособление 10 включает в себя накрывающий кожух тело 13, приспособленный, чтобы накрывать металлический кожух S, и накрывающее кожух тело 13 соединяется с верхней рамой 12a рамы 12.
[0018] Кроме того, как также показано на фиг. 4A, зажимное приспособление 10 включает в себя пару подвижных накрывающих тел 15, 15, приспособленных, чтобы накрывать участки Sr, Sr боковых кромок, отдельно перекрывая участки Sr, Sr боковых кромок металлического кожуха S, участки Sr, Sr боковых кромок не накрываются накрывающим кожух телом 13, а также чтобы накрывать раскрытые клеевые участки Ta, Ta (пограничные участки) между участками Sr, Sr боковых кромок и поверхностью Vd лопатки тела Va лопатки; и блок 20 привода накрывающего тела, приспособленный, чтобы перемещать подвижные накрывающие тела 15, 15.
[0019] Блок 20 привода накрывающего тела включает в себя пару рычагов 21, 21. Соответствующие центральные участки пары рычагов 21, 21 поворотным образом поддерживаются посредством соответствующих валов 12b, 12b, протягивающихся в направлении вдоль верхней рамы 12a рамы 12, и соответствующие первые концевые участки 21a, 21a пары рычагов 21, 21 соединяются с подвижными накрывающими телами 15, 15, соответственно.
[0020] Пара рычагов 21, 21 составляют блокирующий механизм, и стопор 25, который составляет блокирующий механизм вместе с рычагами 21, 21, располагается между соответствующими вторыми концевыми участками 21b, 21b рычагов 21, 21, поддерживающими накрытое состояние, в котором оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, накрываются подвижными накрывающими телами 15, 15.
[0021] Также, блок 20 привода накрывающего тела включает в себя L-образный стержень 27, шарнирно поддерживаемый несущими деталями 26, прикрепленными к верхней раме 12a рамы 12, и стопор 25 блокирующего механизма прикрепляется к короткому участку 27a вала L-образного стержня 27, поддерживаемого несущими деталями 26.
[0022] L-образный стержень 27 составляет разблокирующий механизм, и принимающее давление тело 28, которое составляет разблокирующий механизм вместе с L-образным стержнем 27, прикрепляется к концу длинного участка 27b вала L-образного стержня 27. Как показано на фиг. 7, принимающее давление тело 28 предназначено, чтобы поворачивать L-образный стержень 27, принимая краску F (или воздух), впрыскиваемую из сопла 4, и вынуждает стопор 25 блокирующего механизма вытягиваться между вторыми концевыми участками 21b, 21b пары рычагов 21, 21.
[0023] Т.е., распыляя краску F (или воздух) на принимающий давление тело 28 разблокирующего механизма из сопла 4, блок 20 привода накрывающего тела снимает накрытое состояние, в котором оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, накрыты подвижными накрывающими телами 15, 15.
[0024] Кроме того, блок 20 привода накрывающего тела включает в себя винтовые пружины 23, 23 растяжения. Винтовые пружины 23, 23 растяжения помещаются между нависающими участками 12c, 12c, сформированными целиком на противоположных сторонах (на правой и левой сторонах на фиг. 3) верхней рамы 12a рамы 12 и первых концевых участков 21a, 21a пары рычагов 21, 21, соответственно.
[0025] Как показано на фиг. 5, винтовые пружины 23, 23 растяжения предназначаются, чтобы поддерживать разделенное состояние между подвижными накрывающими телами 15, 15 и обоими участками Sr, Sr боковых кромок металлического кожуха S, придавая усилие в направлении отделения от металлического кожуха S подвижным накрывающим телам 15, 15, освобожденным из накрытого состояния, в котором оба участка Sr, Sr боковых кромок металлического кожуха S накрыты.
[0026] В устройстве 1 для нанесения покрытия, нанесение покрытия в режиме нанесения покрытия посредством плакирования, и нанесение покрытия в режиме нанесения финишного покрытия выполняются последовательно под управлением блока 6 управления.
[0027] В режиме нанесения покрытия посредством плакирования, как показано на фиг. 4B, в состоянии, в котором оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, накрываются подвижными накрывающими телами 15, 15, краска F распыляется на всю поверхность Vd тела Va лопатки посредством работы сопла 4 и робота 5.
[0028] В режиме нанесения финишного покрытия, как также показано на фиг. 6, с зазором, сформированным между подвижными накрывающими телами 15, 15 и металлическим кожухом S посредством отделения подвижных накрывающих тел 15, 15 от обоих участков Sr, Sr боковой кромки металлического кожуха S и раскрытых клеевых участков Ta, Ta, соответственно, с помощью блока 20 привода накрывающего тела, краска F распыляется на всю поверхность Vd тела Va лопатки, а также распыляется поверх подвижных накрывающих тел 15 на оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, посредством работы сопла 4 и робота 5 (см. стрелки на фиг. 5 и 6).
[0029] Т.е., в режиме нанесения финишного покрытия, поскольку краска F, распыляемая поблизости от участков Sr боковых кромок металлического кожуха S, ограничивается попаданием краски F в зазор, описанный выше, посредством распыления поверх подвижных накрывающих тел 15, возможно уменьшать краску F, наносимую слоями на раскрытые клеевые участки Ta рядом с участками Sr боковой кромки металлического кожуха S, и, тем самым, сдерживать перепад высот между участками Sr боковой кромки металлического кожуха S и нанесенной слоями краски F.
[0030] В режиме нанесения покрытия посредством плакирования и режиме нанесения финишного покрытия, характер перемещения и скорость перемещения сопла 4, перемещаемого роботом 5, а также количество распыляемой краски F при каждом нанесении покрытия, задаются соответственно согласно условиям, таким как требуемая толщина слоя краски F и число нанесений покрытия.
[0031] Кроме того, длина A участка Sr боковой кромки, не накрытая накрывающим кожух телом 13 для металлического кожуха S, длина B подвижного накрывающего тела 15 в направлении хорды лопатки, толщина C подвижного накрывающего тела 15, показанные на фиг. 6, и другие размеры также задаются соответственно согласно условиям, таким как форма лопатки для направляющей лопатки V, толщина металлического кожуха S, тип краски F и требуемая толщина слоя краски F и число нанесений покрытия.
Кроме того, промежуток между подвижным накрывающим телом 15 и металлическим кожухом S в режиме нанесения финишного покрытия, задается соответственно согласно условиям, таким как толщина слоя раскрытых клеевых участков Ta рядом с участком Sr боковой кромки металлического кожуха S, число нанесений покрытия и вязкость краски F. При этом, промежуток между подвижным накрывающим телом 15 и металлическим кожухом S может быть отрегулирован посредством замены винтовой пружины 23 растяжения при необходимости.
[0032] Далее, процедуры нанесения противоэрозионного покрытия на поверхность Vd тела Va лопатки для направляющей лопатки V с помощью устройства 1 для нанесения покрытия согласно настоящему варианту осуществления будут описаны ниже.
[0033] Сначала, как показано на фиг. 2, направляющая лопатка V устанавливается в раму 12 зажимного приспособления 10 на поворотном столе 7. При этом металлический кожух S накрывается с помощью накрывающего кожух тела 13, присоединенного к верхней раме 12a рамы 12, и участки Sr, Sr боковой кромки металлического кожуха S, которые не накрыты накрывающим кожух телом 13, накрываются парой подвижных накрывающих тел 15, 15, расположенных на ней, и впоследствии, как показано на фиг. 3, 4A и 7, накрытое состояние, в котором оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, накрыты парой подвижных накрывающих тел 15, 15, поддерживается посредством блокирующего механизма блока 20 привода накрывающего тела.
[0034] Когда направляющая лопатка V была установлена в раму 12 зажимного приспособления 10, нанесение покрытия начинается в режиме нанесения покрытия посредством плакирования. В частности, сопло 4 и робот 5 задействуются посредством блока 6 управления с помощью шаблона перемещения и скорости перемещения, заданных согласно требуемым условиям нанесения покрытия, и указанное количество краски F распыляется на всю поверхность Vd лопатки на первой стороне тела Va лопатки.
Распыление краски F в режиме нанесения покрытия посредством плакирования, повторяется множество раз согласно условиям, таким как требуемая толщина слоя краски F (состояние после завершения первого распыления краски F показано на фиг. 4B).
[0035] Когда на поверхность Vd лопатки на первой стороне тела Va лопатки была множество раз распылена краска F в режиме нанесения покрытия посредством плакирования, поворотный стол 7 поворачивается на пол-оборота. Затем, нанесение покрытия на поверхность Vd лопатки на второй стороне тела Va лопатки начинается в режиме нанесения покрытия посредством плакирования, и указанное количество краски F распыляется на всю поверхность Vd лопатки на второй стороне тела Va лопатки тем же образом, что описан выше.
[0036] Когда нанесение покрытия поверхностей Vd лопатки на обеих сторонах тела Va лопатки в режиме нанесения покрытия посредством плакирования, заканчивается, блок 6 управления задействует сопло 4 и робота 5, чтобы распылять краску F (или воздух) на принимающий давление тело 28 разблокирующего механизма блока 20 привода накрывающего тела, как показано на фиг. 7. В результате, накрытое состояние, в котором оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, накрываются подвижными накрывающими телами 15, 15, снимается.
[0037] В этом состоянии, поскольку усилие в направлении отделения от металлического кожуха S оказывается винтовыми пружинами 23, 23 растяжения на подвижные накрывающие тела 15, 15, освобожденные от накрытого состояния, в котором оба участка Sr, Sr боковой кромки металлического кожуха S накрыты, разделенное состояние между подвижными накрывающими телами 15, 15 и обоими участками Sr, Sr боковой кромки металлического кожуха сохраняется, тем самым, завершая переход в режим нанесения финишного покрытия.
[0038] Когда нанесение покрытия в режиме нанесения покрытия посредством плакирования, заканчивается, как указано сплошными линиями на фиг. 5 и 6, слои (два слоя в иллюстрированном примере) краски F на раскрытых клеевых участках Ta, Ta, которые были накрыты подвижными накрывающими телами 15, 15, не достигли уровня поверхности металлического кожуха S.
[0039] Далее, в режиме нанесения финишного покрытия, сопло 4 и робот 5 задействуются посредством блока 6 управления с помощью шаблона перемещения и скорости перемещения, заданных согласно требуемым условиям нанесения покрытия, и указанное количество краски F распыляется на всю поверхность Vd лопатки на второй стороне тела Va лопатки. При этом, указанное количество краски F также распыляется поверх подвижного накрывающего тела 15 на оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, указанное число раз.
[0040] Когда нанесение покрытия на поверхность Vd лопатки на второй стороне тела Va лопатки в режиме нанесения финишного покрытия заканчивается, поворотный стол 7 поворачивается на пол-оборота снова. Впоследствии, сопло 4 и робот 5 задействуются с помощью шаблона перемещения и скорости перемещения, заданных согласно требуемым условиям нанесения покрытия, указанное количество краски F распыляется на всю поверхность Vd лопатки на первой стороне тела Va лопатки, а также указанное количество краски F распыляется поверх подвижных накрывающих тел 15 на оба участка Sr, Sr боковой кромки металлического кожуха S, а также раскрытые клеевые участки Ta, Ta, указанное число раз.
[0041] В режиме нанесения финишного покрытия, поскольку количества краски F, распыляемой поблизости от участка Sr боковой кромки металлического кожуха S, ограничиваются краской F, попадающей в зазор между подвижными накрывающими телами 15, 15 и металлическим кожухом S, посредством распыления поверх подвижного накрывающего тела 15, когда нанесение покрытия в режиме нанесения финишного покрытия заканчивается, самый верхний слой краски F на раскрытых клеевых участках Ta, Ta почти достигает уровня поверхности металлического кожуха S, как указано воображаемыми линиями на фиг. 5 и 6.
[0042] Таким образом, поскольку устройство 1 нанесения покрытия лопатки согласно настоящему варианту осуществления выполняет не только нанесение покрытия в режиме нанесения покрытия посредством плакирования, но также нанесение покрытия в режиме нанесения финишного покрытия, количества краски F, распыляемой поблизости от участков Sr боковой кромки металлического кожуха S, ограничиваются, и краска F, наносимая слоями на участки Sr боковой кромки металлического кожуха S и раскрытые клеевые участки Ta поблизости от участков Sr боковой кромки, уменьшаются соответственно, тем самым, делая возможным предотвращение формирования перепадов высот, которые будут неблагоприятно влиять на аэродинамическую характеристику лопатки, в пограничных участках между участками Sr боковой кромки металлического кожуха S и слоями краски, сформированными на поверхности лопатки поблизости от участков Sr боковой кромки.
[0043] Также, в устройстве 1 нанесения покрытия лопатки согласно настоящему варианту осуществления, блок 20 привода накрывающего тела, приспособленный, чтобы перемещать подвижные накрывающие тела 15, 15, включает в себя блокирующий механизм, приспособленный, чтобы поддерживать накрытое состояние, в котором металлический кожух S накрывается подвижными накрывающими телами 15, 15, разблокирующий механизм, приспособленный, чтобы завершать накрытое состояние, в котором металлический кожух S накрывается подвижными накрывающими телами 15, 15, и винтовые пружины 23 расширения, приспособленные, чтобы придавать усилие в направлении отделения от металлического кожуха S подвижным накрывающим телам 15, 15, и, таким образом, переход от режима нанесения покрытия посредством плакирования к режиму нанесения финишного покрытия выполняется плавно.
[0044] Кроме того, в устройстве 1 для нанесения покрытия лопатки согласно настоящему варианту осуществления, поскольку блокирующий механизм блока 20 привода накрывающего тела включает в себя стопор 25, приспособленный, чтобы ограничивать отделяющее движение подвижных накрывающих тел 15, 15 от металлического кожуха S, и разблокирующий механизм включает в себя принимающий давление тело 28, приспособленный, чтобы поворачивать L-образный стержень 27 посредством приема краски F или воздуха из сопла 4 и, тем самым, повышать ограничение, накладываемое на отделяющее движение посредством стопора 25, накрытое состояние, в котором металлический кожух S накрывается подвижными накрывающими телами 15, 15, поддерживается и снимается плавно и надежно без усложнения структуры.
[0045] Тогда как в варианте осуществления, описанном выше, стопор 25 блокирующего механизма вытягивается между вторыми концевыми участками 21b, 21b пары рычагов 21, 21 посредством распыления краски F (или воздуха), впрыскиваемой из сопла 4, на принимающий давление тело 28 разблокирующего механизма, принимающий давление тело 28 может толкаться непосредственно самим соплом 4 посредством приведения в действие робота 5.
[0046] Также, тогда как в варианте осуществления, описанном выше, краска F распыляется на всю поверхность Vd лопатки тела Va лопатки в режиме нанесения финишного покрытия, это не является ограничением, и краска F может распыляться только поверх подвижного накрывающего тела 15 по меньшей мере на раскрытые клеевые участки Ta из участков Sr боковой кроки металлического кожуха S и раскрытых клеевых участков Ta.
[0047] Кроме того, тогда как в варианте осуществления, описанном выше, поверхность Vd тела Va лопатки, которая должна быть покрыта, поворачивается по направлению к соплу 4 посредством вращения поворотного стола 7, поворотный стол 7 не является строго обязательным, и сопло 4 может быть перемещено по направлению к поверхности Vd тела Va лопатки, которая должна быть покрыта, посредством робота 5.
[0048] Кроме того, тогда как в варианте осуществления, описанном выше, описание было предоставлено, беря в качестве примера случай, в котором лопатка является композитной лопаткой, выполненной из композитного материала из термоотверждаемой смолы, такой как эпоксидная смола, и армирующих волокон, таких как углеродные волокна, это не является ограничением, и лопатка может быть, например, лопаткой из легкого металла, выполненной из относительно мягкого легкого металла, такого как алюминий.
[0049] Кроме того, тогда как в варианте осуществления, описанном выше, описание было предоставлено, беря в качестве примера случай, в котором лопатка является направляющей лопаткой V, служащей в качестве лопатки статора турбовентиляторного двигателя, это не является ограничением, и лопатка может быть, например, лопастью вентилятора турбовентиляторного двигателя или лопастью ротора или лопастью рулевого винта вертолета.
[0050] Конфигурация устройства нанесения покрытия лопатки согласно настоящему изобретению не ограничивается вышеописанным вариантом осуществления, и другие возможные конфигурации включают в себя, например, конфигурацию, в которой уплотнительный материал приклеивается к поверхностям накрывающего кожух тела 13 и подвижных накрывающих тел 15 в соприкосновении с металлическим кожухом S.
[0051] Первый аспект настоящего изобретения является устройством для нанесения покрытия для лопатки, которая включает в себя тело лопатки, выполненный из композитного материала из термоотверждающейся смолы или термопластичной смолы и армирующих волокон или выполненного из легкого металла, такого как алюминий, и металлический кожух для покрывания участка передней кромки тела лопатки, устройство для нанесения покрытия включает в себя: зажимное приспособление, которое поддерживает лопатку; сопло, которое распыляет краску на поверхность лопатки тела лопатки за исключением металлического кожуха лопатки, поддерживаемой посредством зажимного приспособления; робота, который перемещает сопло; и блок управления, который управляет операций распыления краски из сопла и роботом, при этом зажимное приспособление включает в себя подвижный накрывающий тело, который накрывает металлический кожух, разделимым образом перекрывая металлический кожух, и накрывает пограничный участок между участком боковой кромки металлического кожуха и поверхностью лопатки тела лопатки, и блок привода накрывающего тела, который перемещает подвижное накрывающее тело между состоянием, в котором подвижное накрывающее тело накрывает металлический кожух и пограничный участок, и состоянием, в котором подвижное накрывающее тело отделяется от металлического кожуха, все еще накрывая металлический кожух и пограничный участок, и блок управления выполняет управление, чтобы выполнять переход от режима нанесения покрытия посредством плакирования, в котором краска распыляется на всю поверхность тела лопатки посредством задействования сопла и робота с металлическим кожухом и пограничным участком, накрываемыми подвижным накрывающим телом, в режим нанесения финишного покрытия, в котором краска распыляется поверх подвижного накрывающего тела по меньшей мере на пограничный участок из участка боковой кромки металлического кожуха и пограничного участка посредством приведения в действие сопла и робота с подвижным накрывающим телом, отделенным от металлического кожуха посредством блока привода накрывающего тела.
[0052] Во втором аспекте настоящего изобретения блок привода накрывающего тела включает в себя блокирующий механизм, который поддерживает накрытое состояние, в котором металлический кожух и пограничный участок накрываются с помощью подвижного накрывающего тела, разблокирующий механизм, который снимает накрытое состояние подвижного накрывающего тела, созданное посредством блокирующего механизма, и отделяет подвижное накрывающее тело от металлического кожуха, и винтовая пружина растяжения, которая поддерживает разделенное состояние между подвижным накрывающим телом и металлическим кожухом, придавая усилие в направлении отделения от металлического кожуха подвижному накрывающему телу.
[0053] В третьем аспекте настоящего изобретения блокирующий механизм блока привода накрывающего тела включает в себя стопор, который ограничивает отделяющее движение подвижного накрывающего тела от металлического кожуха в накрытом состоянии, в котором металлический кожух накрыт, и разблокирующий механизм включает в себя принимающий давление тело, который действует, принимая краску или воздух из сопла, и, тем самым, повышает ограничение, накладываемое на отделяющее движение посредством стопора блокирующего механизма.
Толкование ссылочных знаков
[0054] 1 Устройство для нанесения покрытия лопатки
4 Сопло
5 Робот
6 Блок управления
10 Зажимное приспособление
15 Подвижный накрывающий тело
20 Блок привода накрывающего тела
21 Рычаг (блокирующий механизм)
23 Винтовая пружина растяжения
25 Стопор (блокирующий механизм)
27 L-образный стержень (разблокирующий механизм)
28 Принимающий давление тело (разблокирующий механизм)
F краска (слой краски)
LE Участок передней кромки
S Металлический кожух
Sr Участок боковой кромки металлического кожуха
Ta Раскрытый клеевой участок (пограничный участок)
V Направляющая лопатка (лопатка)
Va Тело лопатки (тело лопатки)
Vd Поверхность лопатки
Реферат
Изобретение относится устройствам для нанесения покрытия лопаток и может быть использовано для нанесения противокоррозионного покрытия, например на лопатки статора или ротора турбовентиляторного двигателя. Устройство нанесения покрытия для лопатки, которая оснащена металлическим кожухом для накрывания участка передней кромки тела лопатки, содержит: зажимное приспособление, которое поддерживает лопатку, сопло, которое распыляет краску на поверхность тела лопатки за исключением металлического кожуха лопатки, поддерживаемой посредством зажимного приспособления, робот, который перемещает сопло, и блок управления, который управляет операцией распыления краски из сопла и роботом. Зажимное приспособление включает в себя подвижное накрывающее тело, которое накрывает металлический кожух, отделимым образом перекрывая металлический кожух, и накрывает пограничный участок между участком боковой кромки металлического кожуха и поверхностью тела лопатки. Зажимное приспособление включает блок привода накрывающего тела, который перемещает подвижное накрывающее тело между состоянием, в котором подвижное накрывающее тело накрывает металлический кожух и пограничный участок, и состоянием, в котором подвижное накрывающее тело отделяется от металлического кожуха, в то же время накрывая металлический кожух и пограничный участок. Зажимное приспособление также включает блок управления, который выполняет управление, чтобы выполнять переход от режима нанесения покрытия посредством плакирования, в котором краска распыляется на всю поверхность тела лопатки посредством задействования сопла и робота с металлическим кожухом и пограничным участком, накрываемыми с помощью подвижного накрывающего тела, к режиму нанесения финишного покрытия, в котором краска распыляется поверх подвижного накрывающего тела на по меньшей мере пограничный участок из участка боковой кромки металлического кожуха и пограничного участка посредством задействования сопла и робота с подвижным накрывающимтелом, отделенным от металлического кожуха посредством блока привода накрывающего тела. Техническим результатом изобретения является обеспечение возможности предотвращения формирования перепада высот, который будет неблагоприятно влиять на аэродинамическую характеристику лопатки, в пограничном участке между участком боковой кромки металлического кожуха и слоем краски, сформированным на поверхности лопатки поблизости от участка боковой кромки. 2 з.п. ф-лы,9 ил.
Комментарии